Замена коленчатого вала на моторе «Вихрь»
В соответствии с инструкцией по эксплуатации всех моделей моторов «Вихрь» замену коленчатых валов и их коренных подшипников рекомендуется производить в специализированных (гарантийных) мастерских. Для моторов, находящихся в периоде гарантийной эксплуатации, это условие строго обязательно, и его нарушение ведет к снятию гарантии с мотора. Такая рекомендация не случайна и обусловлена наличием в мастерских опытного технического персонала, необходимых специальных приспособлений и инструментов, что крайне важно для выполнения этой ответственной операции.
Однако при достаточном опыте, изготовив несколько простых приспособлений, можно успешно и грамотно произвести замену изношенных коленчатого вала и подшипников и в домашних условиях.
Замена коленвала на моторе «Вихрь»
Чтобы приступить к этой работе, нужно, руководствуясь инструкцией, разобрать двигатель и снять верхнюю и нижнюю крышки картера. Дальнейшую разборку и разъединение половин коленчатого вала нужно выполнять, только используя приспособление для удержания коленвала от проворачивания и специальный ключ для отвинчивания стяжного болта. Удержание коленчатого вала за нижний квадрат в тисках недопустимо, так как возможен проворот шатунного пальца в щечках коленвала и порча вполне еще работоспособной детали.
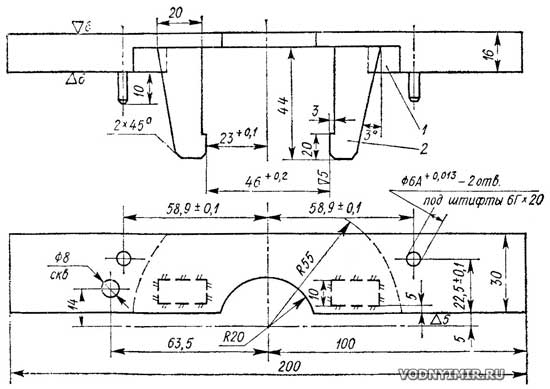 Приспособление для удержания коленчатого вала при затяжке стяжного болта: 1 — пластина, сталь Ст. 3; 2 — упор, сталь Ст. 3. |
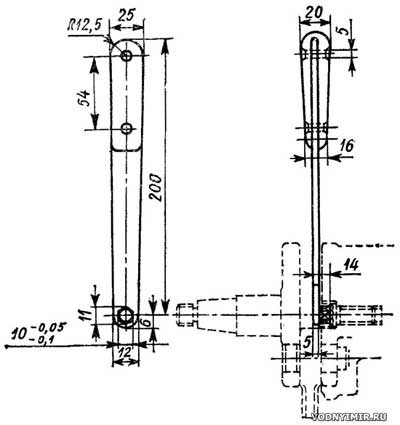 Специальный ключ S=10 для затяжки стяжного болта коленчатого вала. Материал — сталь 45. |
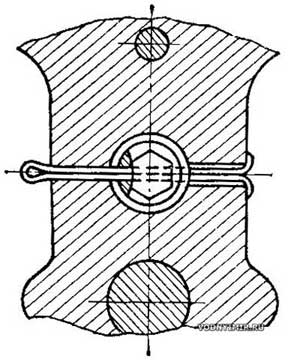
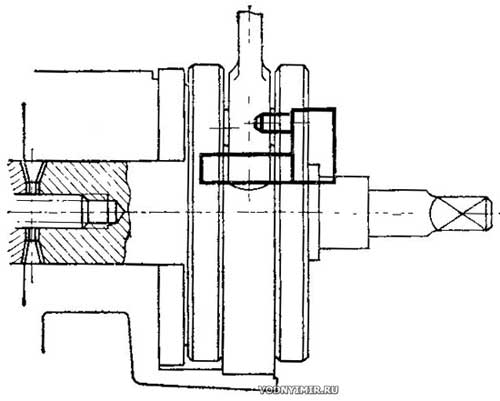 Установка приспособления против прокручивания на коленчатом валу. |
Перед отворачиванием стяжного болта удаляется длинный шплинт, контрящий болт в щечке полуоси коленчатого вала верхнего цилиндра, болт выворачивается специальным ключом и обе половинки вала с золотниками снимаются со средней опоры. Затем средняя опора ставится лабиринтовым уплотнением вниз и ударами по кольцу 2.102—002 выколоткой из мягкого металла (меди, алюминия), вставленной в специальные прорези картера, удаляется уплотнение и наружное кольцо со средним игольчатым подшипником. Подшипники верхней и нижней коренных опор также вынимаются при помощи выколоток, причем предварительно из нижней крышки картера удаляются уплотнительные манжеты.
Промыв подшипники в бензине, следует убедиться в возможности их дальнейшего использования: отсутствии выкрашивания на беговых дорожках, шариках и иголках, целости сепараторов, свободном вращении без треска и заеданий, отсутствии радиального и осевого люфтов. После четырех-пятилетней эксплуатации, как правило, подшипники верхней и нижней коренных опор нуждаются в замене. Допустимый радиальный зазор у подшипников № 205, 305 и 60205 может быть от 0,010 до 0,024.
Какой же коленчатый вал можно признать годным к дальнейшему использованию?
В бронзовой втулке малой головки шатуна не должно быть надиров, следов трения по торцам и проворота втулки в шатуне. Шатуны должны свободно вращаться на пальцах кривошипов без каких-либо заеданий и торможения. Через боковые прорези в большой головке нужно тщательно проверить состояние роликов (отсутствие повреждений рабочих поверхностей).
Коренные шейки коленчатого вала не должны иметь выработки на рабочих диаметрах. Размеры эти должны быть в пределах: диаметр верхней шейки — 251 -0,008. -0,022 мм, средней — 35 ±0,008 мм, нижней — 25 -0,008. -0,022 мм. Допустимый радиальный зазор в подшипнике средней опоры — 0,017 -0,053.
Осмотрев все детали и заменив изношенные, приступаем к сборке двигателя. Само собой разумеется, что при сборке нужно тщательно следить за чистотой деталей и рабочего места.
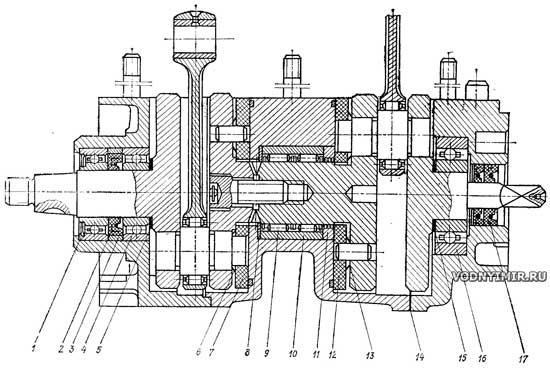 Картер моторов «Вихрь» и «Вихрь-М» в сборе: 1 — подшипник 60205; 2 — сальник 2.114-000 с пружиной; 3 — кольцо 2.103-004; 4 — подшипник 205; 5 — шайба регулировочная 2.101-002; 6 — шайба пружинная 2.131-004; 7 — шайба золотниковая верхняя 2.131-001; 8 — кольцо 2-102-002; 9 — сепаратор 2.142-001 с роликами Ø2,5х12; 10 — втулка 2.102-003; 11 — лабиринтовое уплотнение 2.102-001; 12 — шайба золотниковая нижняя 2.131-002; 13 — шайба пружинная 2.131-003; 14 — прокладка 2.101-001; 15 — шайба регулировочная 4.101-003; 16 — подшипник 305 (205); 17 — сальник 2.112-000 с пружиной. |
Сборка картера начинается с запрессовки в него подшипников: вначале они прессуются в крышки и среднюю опору, а потом крышки надеваются на среднюю часть картера, собранную с коленчатым валом, и соединяются с ней. В верхнюю крышку одновременно запрессовываются два шариковых подшипника — 60205 и 205 с установленным между ними сальником 2.214-000 в распорном кольце (втулке) 2.103-004. Делается это так: подшипник 60205 кладется защитной шайбой вниз и его полость заполняется смазкой ЦИАТИМ-201, которая обеспечит необходимую смазку подшипника в течение всего ресурса двигателя. Затем на него сверху устанавливается распорное кольцо 2.103-004 со вставленным сальником 2.214-000 пружинкой кверху и подшипник 205. Нагретая в течение 5 мин до 60-80° верхняя крышка ставится полостью кривошипной камеры вверх и посадочное место под подшипник смазывается автолом. В пакет подшипников вставляется внутренняя оправка, имеющая упор в наружное кольцо подшипника, и весь узел прессуется в гнездо до упора в буртик. Подшипник нижней коренной опоры (205 у мотора «Вихрь» и 305 у мотора «Вихрь-М») запрессовывается также в предварительно нагретый картер упором в наружное кольцо подшипника. Сальники 2.112-000 нижней кривошипной камеры заполняются смазкой ЦИАТИМ-201 и вставляются в гнезда так, чтобы обе пружины были направлены наружу.
На следующем этапе приступаем к монтажу узла подшипника средней опоры. Вначале в гнездо до упора в буртик ставится кольцо 2.102-002. Затем прессуется втулка 2.102-003, предварительно смазанная автолом, до упора в кольцо 2.102-002 (картер перед запрессовкой также нагревается). После этого в оба сепаратора 2.142-001 вставляются ролики 2,5х12 и вместе с ними устанавливаются во втулке. Остается запрессовать лабиринтовое уплотнение 2.102-001 до упора во втулку и все подшипниковые узлы коренных опор смонтированы.
Теперь можно приступать к установке коленвала. На выступающий из щеки нижней полуоси коленвала палец шатуна надевается пружинная шайба 2.131-004, а на штифт — пружинная шайба 2.131-003 (выпуклой стороной в сторону щеки) и нижняя золотниковая шайба (скосом в сторону щеки). Полуось осторожно вводится в подшипник средней опоры со стороны лабиринтового уплотнения.
 Положение контровочного шплинта стяжного болта коленчатого вала. |
Аналогично устанавливается золотниковая шайба 2.131-001 на верхнюю полуось коленвала. Скос шайбы также должен быть направлен к щеке верхней полуоси. Затем верхняя полуось вставляется в среднюю часть картера со стороны верхнего фланца. При этом необходимо расположить полуоси так, чтобы риски, нанесенные на наружном диаметре щек, были расположены по одной прямой вдоль оси коленчатого вала. После этого полуоси стягиваются болтом, находящимся на коленчатом валу. Удерживать коленчатый вал от проворота можно только специальным приспособлением и при этом следить, чтобы не выпали пружинные шайбы золотников.
Стяжной болт затягивается специальным ключом до совпадения отверстий под шплинт, проходящих через щеку коленчатого вала и головку стяжного болта. Перетягивать сверх совпадения отверстий и затем ослаблять стяжной болт нельзя.
После совпадения отверстий необходимо вставить шплинт Ø3,2х50, произвести его легкую усадку, без деформации головки, и развести концы вдоль щеки в противоположные стороны, обрезав их, если они чрезмерно длинны. Чтобы определить толщину регулировочных шайб, необходимых для обеспечения осевого перемещения коленчатого вала, производится предварительная сборка всего картера. Для этого его верхняя крышка с прокладкой 2.101-001 напрессовывается на коленчатый вал и стягивается со средним картером при помощи трех симметрично расположенных болтов. Затем между буртиком нижней цапфы коленвала и подшипником фаской в сторону коленвала устанавливается одна из шайб: 4.101-003 (у моторов «Вихрь-М») или 2.101-002 (у моторов «Вихрь»), Нижняя крышка также напрессовывается па коленчатый вал и крепится через прокладку 2.101-001 к средней части картера при помощи трех симметрично расположенных болтов. Картер устанавливается плоскостью крепления цилиндров вверх и шатунная шейка нижнего шатуна также выводится вверх (в положение ВМТ). Коленчатый вал перемещается (отжимается) сначала, например, к нижнему коренному подшипнику, затем к верхнему и индикатором замеряется величина перемещения.
По результатам полученных замеров подбирается толщина регулировочной шайбы 4.101-003 под нижнюю крышку (шайба ставится обязательно) и 2.101-002 под верхнюю крышку (при необходимости). Допустимое осевое перемещение коленчатого вала должно быть в пределах 0,05-0,3 мм.
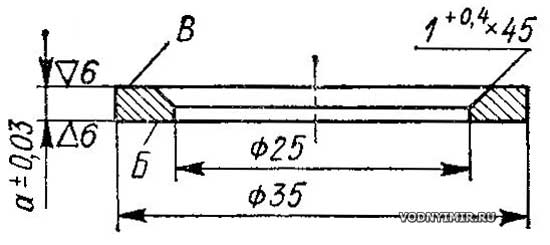 Шайба регулировочная 4.101-003, лента У9АВТ-НО 2284-69, ГОСТ 2283-69; а=1,5; 1,7; 1,9; 2,1. Непараллельность торцов Б и В не более 0,03 мм. |
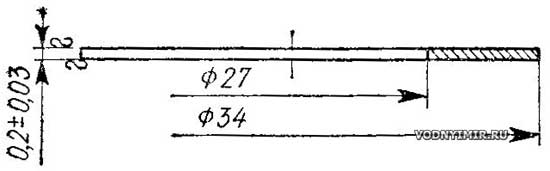 Шайба регулировочная 2.101-002, лента У9А-0,2, ГОСТ 2283-69. |
После этого верхняя и нижняя крышки картера снимаются, на коленчатый вал ставятся подобранные шайбы, прокладки 2.101-001 смазываются герметиком и устанавливаются на фланцы картера. Проверяется совпадение отверстий в них и во фланцах, верхняя и нижняя крышки картера окончательно напрессовываются и затягиваются все болты крепления. Рекомендуется повторно проверить осевое перемещение.
Напрессовку верхней крышки картера на коленчатый вал, как при предварительной, так и при окончательной сборке, необходимо производить с навернутой на резьбу хвостовика коленчатого вала специальной конусной оправкой, которая предотвращает спадание пружины с сальника 2.214-000 при монтаже. Оправка изготавливается так, чтобы в месте перехода конуса в шейку коленвала отсутствовал уступ. Дальнейшая сборка двигателя выполняется по инструкции.
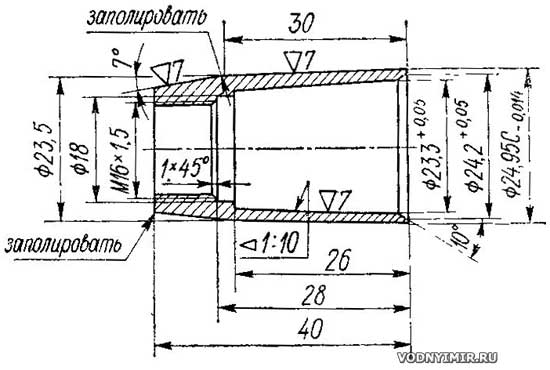 Оправка для монтажа крышки верхнего картера. Материал — сталь, латунь, алюминий. |
Следует предупредить любителей, производящих ремонт самостоятельно, что раскомплектовывать полуоси коленчатого вала, а также детали картера (верхнюю, среднюю и нижнюю части) нельзя, так как на заводе посадочные поверхности под подшипниковые узлы в них обрабатываются совместно (в сборе) и при замене одной какой-нибудь части нарушается соосность.
Р. В. Страшкевич, «Катера и яхты» 1974 г.
Поделитесь этой страницей в соц. сетях или добавьте в закладки:
Разборка, ремонт и сборка картера и кривошипно-шатунного механизма мотора «Ветерок»
Картер подвесного лодочного мотора «Ветерок»
Картер на двигателях лодочных моторов серии «Ветерок» отлит из алюминиевого сплава и не имеет разъема в плоскости, проходящей через ось коленчатого вала. Как и на других моторах, он является корпусной деталью, в которой размещаются коренные опоры коленчатого вала, а его внутренняя полость образует две кривошипные камеры и используется в качестве продувочного насоса (Рис. 25).
В нижней части картера установлены два сальника 20 и шарикоподшипник 5 (№204). Полости верхней и нижней частей картера разделяются средней опорой 24, в которой выполнены лабиринтные канавки и смонтирован игольчатый подшипник средней шейки коленчатого вала. Средняя опора также состоит из двух половин, которые фиксируются на штифтах и стягиваются между собой двумя винтами. От проворачивания в картере средняя опора фиксируется установочным винтом, входящим в паз. Корпус игольчатого подшипника верхней опоры образован обоймой и двумя шайбами (Рис. 26).
В верхней и средней опорах устанавливается по 28 игольчатых роликов одинакового размера (2,5 х 12,6). Ролики изготавливают из шарикоподшипниковой стали марки ШХ15, подвергают термической обработке и комплектуют с очень жесткими допусками — по диаметру разбивка роликов производится через 3 мкм. За неимением стандартных роликов их можно заменить на ролики от других подшипников такого же диаметра (например, от карданных валов). Если при этом необходимо уменьшить длину игольчатого ролика, то нужно сделать простое приспособление. В плоской металлической пластине толщиной 25-30 мм нужно просверлить 10-20 отверстий диаметром 2,5 мм и глубиной 12,6 мм. В эти отверстия вставляют имеющиеся ролики и на плоскошлифовальном станке обрабатывают их торцы (вместе с поверхностью плиты) до размера 12,6 -0,2 -0,4 мм. Затем, вставляя ролики в отверстие оправки диаметром 2,5 мм, с их торцов снимают фаски под углом 60° на наждаке.
Для уменьшения замасливания свечи нижнего цилиндра предусмотрена система перекачки конденсата из нижней части картера, где расположен подшипник №204, в полость игольчатого подшипника в крышке картера. Благодаря этому улучшается также смазка игольчатого подшипника.
Сверху к картеру крепится крышка с шариковым (№204) и игольчатым подшипниками и сальником (Рис. 27). Наружная цилиндрическая поверхность крышки служит посадочным местом для основания магдино. Крышки картеров «Ветерка-8» и «Ветерка-12» взаимозаменяемы.

При ремонте коленчатого вала, коренных опор и некоторых деталей картера его необходимо разобрать.
Предварительно (при снятом блоке) нужно краской или острием ножа нанести метки на снимаемых деталях, обозначив их принадлежность к верхнему и нижнему цилиндрам. Начинать разборку нужно со снятия шатунов, для чего вал проворачивается таким образом, чтобы оба шатунных болта были видны через впускное отверстие картера. После этого их можно отвернуть торцовым ключом. Крышки нижних головок шатунов извлекают также через впускное окно.
Чтобы не перепутать иглы шатунных подшипников разных цилиндров, их надо сложить в отдельные пакетики, написав, к какому шатуну они относятся. Крышки шатунов лучше сразу же поставить на свои места. При этом нужно следить, чтобы метки на шатуне и его крышке были на одной стороне.
Демонтаж коленчатого вала начинается со снятия крышки картера с помощью съемника, прилагаемого к мотору, и двух шпилек, вворачиваемых в специальные резьбовые отверстия в крышке картера. После этого отворачивается винт, расположенный на плоскости картера в углублении под впускной патрубок. Выпрессовку вала из картера можно производить, нагрев картер до 100°, или же с помощью специального съемника (Рис. 28).
Съемник приворачивается к картеру со стороны нижней плоскости четырьмя винтами М6. Если нет съемника, то можно использовать выколотку. Удары молотком наносят по концу выколотки, вставленной в нижний конец вала.
Для снятия средней опоры вала нужно отвернуть два стяжных винта и разъединить верхнюю и нижнюю половинки опоры. После этого, удалив с помощью отвертки пружинное кольцо, нужно разъединить половинки обоймы подшипника. Иглы подшипника следует поместить в отдельный пакетик. Чтобы не растерять детали опоры, лучше ее снова собрать отдельно от вала.
Нижний подшипник коленчатого вала удобнее выпрессовывать специальным съемником, однако, это можно сделать и подручными средствами. Верхний подшипник остается в крышке картера. Выпрессовывать его следует со стороны сальника крышки картера специальной выколоткой, так, чтобы не повредить шайбу, обойму и стопорное кольцо верхнего игольчатого подшипника. Перед выпрессовкой крышку следует нагреть до 60-80°. Эти детали установлены по посадке скольжения и после выпрессовки подшипника легко извлекаются из крышки картера. Иглы этого подшипника также не допускается смешивать с иглами подшипника средней опоры.
Сальники не следует без надобности выпрессовывать из своих гнезд. Они подлежат замене при большом износе рабочей кромки, либо когда резина сальника надорвана или затвердела. Герметичность сальника проверяют, вставив в него шейку коленчатого вала и залив с внутренней стороны сальника керосин. Если снаружи на валу появятся следы керосина, то сальник следует поменять.
В процессе эксплуатации мотора могут возникнуть следующие дефекты: люфт подшипников в гнездах, трещины в корпусе, срыв и износ резьбы. При осмотре нужно обращать внимание на состояние сальников и клапана перекачки конденсата. Вышедший из строя клапан можно выбить из гнезда бородком. Замена картера должна производиться вместе с блоком цилиндров, так как обработка блока и нижней плоскости картера, которой они крепятся к промежуточному корпусу, производится совместно.
Одна из наиболее ответственных деталей двигателя — пластмассовая перегородка со стальными пластинчатыми впускными клапанами (Рис. 29). Клапаны изготавливаются из стальной пружинной ленты толщиной 0,25 мм (Рис. 30).
Клапан должен плотно закрывать отверстие в перегородке под действием силы упругости и открываться при возникновении достаточного разряжения в кривошипной камере. Поверх каждого клапана ставится ограничитель, не позволяющий клапану чрезмерно изгибаться. В средней части перегородки предусмотрен рассекатель, способствующий равномерному распределению рабочей смеси по цилиндрам.
Клапанные перегородки и клапаны моторов «Ветерок-8» и «Ветерок-12» не взаимозаменяемы.
Признаком неисправности клапанной перегородки является обратный выброс смеси из карбюратора. Среди причин наиболее вероятны поломка клапана, его неправильная установка (смещение относительно отверстия), повреждение перегородки. С целью увеличения срока службы узла клапанной перегородки
следует раз в год, перед началом навигации, осматривать рабочую поверхность перегородки. Мелкие повреждения клапанной перегородки вокруг отверстий вызывают быстрое разрушение лепестков клапанов. Для удаления образовавшихся углублений перегородку нужно притереть или заменить новой.
Для восстановления кромок при ремонте клапанной перегородки можно использовать эпоксидный клей типа ЭД-5 или ЭД-6, лучше с наполнителем в виде порошков алюминия, окиси железа или талька. Количество наполнителя по весу берут равным количеству клея.
Сначала острым ножом срезается фаска с кромки впускного окна (Рис. 31, а), после чего кромка обезжиривается ацетоном.
На клапанную перегородку со стороны фаски накладывается лист плотной бумаги или ватмана, после чего перегородка устанавливается на какую-либо наклонную плоскость (бумагой вниз) и прижимается к ней (Рис. 31,6). Подготовленной смесью заполняются фаски восстанавливаемого участка кромки. После отверждения клея перегородка снимается, удаляется бумажный лист и мелкой наждачной бумагой, наложенной на круглый деревянный брусок (его диаметр несколько меньше ширины окна), прошлифовывается внутренняя сторона окна до первоначальных размеров. Плоская рабочая сторона перегородки шлифуется на плоскости.
На восстановленную перегородку устанавливаются пластинчатые клапаны и ограничители.
Трещины, коррозия или выкрашивание металла на клапанах недопустимы и клапаны следует заменить.
Коленчатый вал и шатун подвесного лодочного мотора «Ветерок»
Коленвал двигателя — цельный, стальной, штампованный, изготавливается из стали 12ХНЗА или 12Х2Н4А. Присоединительные размеры валов, а также диаметры коренных шеек, подшипники и сальники одинаковы для «Ветерка-8″ и » Ветерка-12″.
Шатуны изготовлены методом горячей штамповки из тех же сталей, что и коленчатый вал. Нижняя головка шатуна закалена и прошлифована внутри, поскольку является обоймой нижнего шатунного подшипника.
Она выполнена разъемной; при сборке шатуна его центровка с крышкой производится по выступам, образованным при изломе нижней головки перед окончательной обработкой. Обе части головки стягиваются двумя шатунными болтами М5.
В шатунном подшипнике коленвала использованы такие же игольчатые ролики, как и в подшипниках средней и верхней опор. В верхнюю головку шатуна запрессована втулка (Рис. 32), изготовленная из бронзы ОС-10-10, отличающейся высокими антифрикционными качествами.
Среди дефектов шатуна чаще других встречаются следующие: трещины, искривления, износ рабочих поверхностей бронзовых втулок. Шатун с трещинами не подлежит ремонту и его необходимо заменить. Искривления шатуна встречаются реже и их причиной является небрежная, «силовая», разборка или сборка при помощи молотка.
Замена втулки верхней головки выполняется при помощи оправки и вспомогательной втулки (Рис. 33).
При изготовлении втулки необходимо оставить припуск по внутреннему диаметру для окончательной обработки после запрессовки в шатун. Такую обработку проводят калиброванной разверткой до диаметра поршневого пальца (допуск +0 012). В правильно выполненное отверстие смазанный маслом поршневой палец должен плавно входить под давлением большого пальца руки.
На коренных и шатунных шейках коленчатого вала, на внутренних поверхностях головок шатунов и обойм подшипника средней опоры, на торцах этих поверхностей, на иглах и поршневом пальце не должно быть следов выработки, резкого посинения, выкрашивания и других дефектов. У пригодных для дальнейшей эксплуатации деталей цвет рабочих поверхностей должен быть или светлый, или несколько сероватый.
Износ шатунных шеек и роликов нижней головки шатуна можно оценить по суммарному зазору между роликами в собранном узле. Величина зазора не должна превышать половины диаметра ролика, т. е. 1,25 мм. Проверить это можно любым стержнем диаметром не более 1,25 мм через смазочное отверстие шатуна.
Для этого нужно снять впускной патрубок и клапанную перегородку. Через смазочное отверстие проверяется и общее состояние подшипника. Для осмотра ролики перемещают с помощью тонкого шила или проволокой. Если поверхность роликов светлая и перемещаются они без заеданий, то подшипник можно считать исправным. Потемнение роликов говорит о перегреве подшипника. Ролики, потерявшие цилиндрическую форму или имеющие на образующей углубления, не пригодны к эксплуатации. Следует заметить, что при правильной эксплуатации мотора и, в первую очередь, при применении чистых топливо — смазочных материалов, износ игольчатых подшипников крайне незначителен (их ресурс достигает 1000 часов).
Если на беговых дорожках под ролики имеются точечные следы выкрашивания, то такой износ будет быстро усиливаться и приведет к заклиниванию подшипника. Следует также тщательно проверить, нет ли выкрашивания на шариках и беговых дорожках коренных подшипников коленвала. Подшипники должны вращаться без заеданий и посторонних звуков.
Выработка на рабочих диаметрах верхней и нижней цапф коленвала недопустима — это является признаком проворачивания внутренних обойм подшипников.
Если это произошло, то, как правило, суммарный износ шейки коленчатого вала и гнезда подшипника становится таким, что уплотнительная манжета уже не обеспечивает надежной герметизации кривошипных камер. Ухудшается запуск двигателя, нарушается работа магдино из-за быстрого замасливания прерывателей и произвольного изменения зазоров в контактах.
Альтернативой дорогостоящего ремонта требующего замены вала и картера, является восстановление плотной посадки подшипников гальваническим способом.
Для проведения этих работ необходимы следующие реактивы: хромовый ангидрид (СгОЗ) — 100 г; фтористый калий (KF + 2Н2О) — 10 г; едкий натр (NaOH) — 20 г; серной и соляной кислот по 200 г. Кроме этого понадобятся пять пол-литровых банок: для электролита (это будет собственно гальваническая ванна), для обезжиривающего раствора, для декапирующего раствора и две для промывки водой после обезжиривания и декапирования. Затем изготавливаются электроды. Анодный электрод диаметром 12 мм отливается из припоя марки ПОС-60 или ПОС-40. Катодным электродом может служить стержень из любого металла с П — образным держателем для хромируемого изделия.
Электроды закрепляются в пластмассовой крышке гальванической ванны: для покрытия внутреннего кольца — так, как показано на Рис. 34, а, для покрытия наружного кольца — как показано на Рис. 34, б.

Для приготовления электролита нужно растворить в 110 мл дистиллированной воды 50 г хромового ангидрида и 1,5 г фтористого калия — в 50 мл воды. Затем растворы сливаются в ванну и перемешиваются.
Для обезжиривающего раствора 10-12 г едкого натра растворяют в 100 мл воды. Декапирующий раствор получается смешиванием 50 г соляной и 50 г серной кислот.
Для питания гальванической ванны постоянным током можно использовать два 12 — вольтовых аккумулятора, включенных последовательно; при питании от сети будут необходимы понижающий трансформатор и однополупериодный выпрямитель (Рис. 35).
Внутренняя полость шарикоподшипника и поверхность, нш требующая металлизации, защищаются обмазкой расплавленной смесью 30% воска, 30% канифоли и 40% парафина; при этом внутренние полости предварительно закрываются с обеих сторон шайбами из жести. Этой же защитной смесью покрываются и поверхности катода, погружаемые в электролит. Подготовленный к нанесению покрытия подшипник зажимается в держателе катода; при этом необходимо обеспечить электрический контакт зажимного винта держателя с металлизируемым кольцом. Подшипник обезжиривается погружением в ванну с едким натром на 1 мин, промывается в двух водах, декапируется в течение 0,5 мин, затем вновь промывается в двух водах и помещается в электролит.
При помощи реостата сила тока в ванне доводится до 1 -1,1 А, что соответствует плотности тока примерно 10 А/дм 2 . При такой плотности тока толщина покрытия составит 5-7 мкм/час, так что для наращивания 0,01 мм будет достаточно 1,2-1,5 ч. При правильном течение процесса хромирования на покрываемой поверхности выделяются пузырьки водорода.
Хромирование наружного кольца производится не по всей поверхности, а примерно по половине его окружности. Кольцеобразная пластина из припоя, равная высоте кольца, вставляется в паз, прорезанный в аноде, и обжимается в тисках. После покрытия подшипник очищается от защитной смеси и промывается в бензине. Толщина слоя покрытия будет достаточна, если в гнездо картера, нагретого до 60-80°, и на цапфу кривошипа подшипник входит под легкими ударами киянки.
Иногда из-за ослабления гайки маховика или касания полюсах башмаков за сердечники катушек происходит «приварка» маховика к конусу коленвала. На конусе, а также на отверстии самого маховика могут появиться раковины и выступы, которые затрудняют плотную посадку маховика. Их обычно сошлифовывают абразивом, а затем сочленение притирается с пастой.
Сборку кривошипно-шатунного механизма следует начинать с установки на коленчатый вал нижнего шарикоподшипника и деталей средней опоры. Для предотвращения выпадения роликов подшипника средней опоры при сборке обычно рекомендуется нанести слой консистентной смазки на внутреннюю поверхность обойм. Однако после установки эту смазку нужно смывать бензином, поскольку она увеличивает вероятность перегрева подшипников.
Промывка собранного картера доставляет много неудобств, поэтому на практике для этой цели лучше использовать охлажденное сливочное масло, которое при небольшом нагреве вытекает из полости подшипника.
При сборке на каждую половинку укладывают по 14 роликов, обойму собирают и фиксируют пружинным кольцом. После этого нужно скрепить обе половины средней опоры таким образом, чтобы прорезь в ее торце была обращена к длинному концу вала.
Затем собирается роликовый подшипник крышки картера (также с применением консистентной смазки или масла). После запрессовки в нее шарикоподшипника со стороны сальника устанавливается специапьная втулка (Рис. 36, а) для предохранения сальника при напрессовки крышки на вал. Крышку перед установкой следует нагреть до 70-90°. Прокладку крышки приклеивают к ней литолом, чтобы она не сдвигалась при сборке.
Коленчатый вал устанавливается в картер, нагретый до 100°. При установки вала со стороны сальников вставляется предохранительная втулка (Рис. 36, б), а средняя опора разворачивается так, чтобы ее паз расположился с той же стороны, что и отверстие под стопорный винт в картере. Правильность расположения средней опоры в картере обеспечивается металлической пластинкой толщиной 1,6-2 мм. Для этого между щекой первого кривошипа и средней опорой нужно поместить пластинку, а между опорой и другой щекой кривошипа—деревянный клин. Важно, чтобы при такой фиксации опоры пластинка и клин не выступали за наружный диаметр опоры.
Устанавливая коленвал, необходимо следить за расположением отверстия для подвода смазки в крышке картера — оно должно совпадать с соответствующим отверстием на картере. Чтобы сразу же сориентировать крышку картера по отверстиям для ее крепления, следует завернуть одну или две шпильки в качестве направляющих. Поместив коленчатый вал в картер, винтом фиксируют среднюю опору. Крышку картера нужно осадить оправкой (Рис. 36, в) пока картер не остыл, и притянуть ее винтами. Если после остывания картера коленчатый вал проворачивается с трудом, необходимо снять осевой натяг с подшипников легкими ударами молотка через проставку по конусному концу коленвала. После этого освобождаются и удаляются пластинка и клин, удерживающие среднюю опору.
Для дальнейшей сборки необходимо дать картеру остыть до нормальной температуры. После прогрева поршня до 100° шатун фиксируют в поршне при помощи оправки (Рис. 23) таким образом, чтобы смазочное отверстие в головке шатуна было обращено в сторону стопора поршневых колец, а дефлектор своей крутой частью должен быть развернут в сторону продувочных каналов цилиндра. Затем поршневой палец с помощью оправки вводится в отверстия бобышек поршня и установленного между бобышками шатуна (глубина запрессовки контролируется по проточкам на оправке) и фиксируется стопорными кольцами.
При установке шатунов на коленвал необходимо предотвратить попадание твердых частиц в разъем нижней головки шатуна, который на двигателях «Ветерков» выполняется методом ломки. Крышка шатуна фиксируется неровностями на изломе, поэтому место стыка после сборки должно быть практически незаметным.
Шатун с роликами и поршнем устанавливают на коленчатый вал в таком положении, чтобы одна из шеек вала встала против впускного окна картера, а метки на стержне и крышке шатуна Должны находиться с одной стороны (Рис. 37).
Шатунные болты заворачивают поочередно, сначала от руки, затем ключом с помощью воротка. При использовании динамометрического ключа момент затяжки должен быть в пределах 12,7-13,7 Н. После затяжки болтов нужно проверить подвижность роликов, как это было указано выше. Радиальный зазор в соединении «кривошипный палец — нижняя головка шатуна» составляет 0,035-0,081 мм; зазор между коленчатым валом и шатуном в осевом направлении — 0,6-1,15 мм.
Клапанная перегородка подвесного лодочного мотора «Ветерок»
При сборке клапанной перегородки необходимо обращать внимание на плоскостность клапанных пластин и одинаковость величины отгиба ограничителей. Устанавливать деформированные клапаны и подгибать их для полного прилегания не допускается (максимальный зазор у конца клапана не более 0,5 мм).
При установке нужно предварительно завернуть винты крепления так, чтобы обеспечить возможность перемещения клапанов. Затем расположить их симметрично относительно впускных отверстий, обеспечивая равномерность перекрытия кромок по всему контуру, и окончательно затянуть винты.
Чтобы предотвратить ослабление затяжки, нужно в двух-трех местах закернить гайки крепления ограничителей. При установке на картер клапанной перегородки, патрубка и карбюратора нужно проверить наличие и целостность уплотнительных прокладок. Даже небольшая потеря герметичности в этих соединениях приводит к падению мощности мотора и затрудняет его запуск.







