Разборка и сборка электродвигателей при ремонте
 Порядок разборки электродвигателей
Порядок разборки электродвигателей
Порядок разборки электродвигателя при ремонте следующий:
1. Снимают шкив или полумуфту.
2. Снимают крышки подшипников качения, отпускают хомуты траверс, отвинчивают гайки со шпилек, стягивающих фланцы шарикоподшипников.
3. Выпускают масло из подшипников скольжения.
4. Снимают подшипниковые щиты.
5. Вынимают ротор электродвигателя.
6. Снимают с вала подшипники качения, вытаскивают из щитов втулки или вкладыши подшипников скольжения.
7. Промывают бензином или керосином щиты, подшипники, траверсы, вкладыши, масленки, уплотнения и т. п.
8. Очищают обмотки от пыли или продувают их очищенным сжатым воздухом.
9. Загрязненные обмотки после продувки протирают чистой тряпкой, смоченной в бензине.
10. Производят распайку соединений и вынимают обмотки из пазов.
 Разборку электродвигателя следует проводить так, чтобы не повредить отдельных деталей. Поэтому при разборке не разрешается применять слишком больших усилий, резких ударов, пользоваться зубилами.
Разборку электродвигателя следует проводить так, чтобы не повредить отдельных деталей. Поэтому при разборке не разрешается применять слишком больших усилий, резких ударов, пользоваться зубилами.
Туго выворачивающиеся болты смачивают керосином и оставляют на несколько часов, после чего болты ослабляют и выкручивают.
При разборке электродвигателя все мелкие детали складывают в специальный ящик. Каждая деталь электродвигателя должна иметь бирку, на которой указывают номер ремонтируемого электродвигателя. Болты и шпильки после разборки лучше ввернуть на свои места, что предотвратит возможную их утерю.
Шкив, полумуфту и шарикоподшипник снимают с вала при помощи стяжки. (рис. 1). Желательно чтобы стяжка была с тремя скобами.
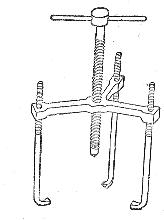
Конец болта стяжки упирают в торец вала электродвигателя, а концами скоб захватывают края шкива, муфты или внутреннюю обойму подшипника. При вращении болта снимаемая деталь сползает с вала электродвигателя. При этом нужно следить, чтобы направление усилия совпадало с осью вала, так как иначе возможен перекос, который вызовет повреждение цапфы вала электродвигателя.
Если подобной стяжки нет, то шкив или подшипник снимают с вала электродвигателя легкими ударами молотка через прокладку из твердого дерева или меди. Удары наносят по ступице шкива или внутреннему кольцу пошипника качения равномерно по всей окружности.
Для снятия подшипникового щита электродвигателя отвинчивают болты и легкими ударами молтка через прокладку по выступающим краям щита отделяют его от корпуса. Для избежания поломок при разборке больших электродвигателей ротор электродвигателя и щит при снятии должны находится в подвешенном состоянии, что обычно осуществляется с помощью специальных подъемных средств (тали, тельферы и т.д.).
В зазоре между ротором и статором электродвигателя прокладывают картонную прокладку достаточной толщины, на которую при снятии ложится ротор. Это предотвратит возможные повреждения изоляции обмоток электродвигателя.
При разборке небольших электродвигателей ротор вынимают вручную. На один конец вала, обернутый картоном, одевают длинную трубу, при помощи которой осторожно выводят ротор из расточки статора, поддерживая его все время на весу.
При ремонте подшипников скольжения необходимо вынуть из их подшипникового щита цельную втулку или вкладыш при помощи ударов деревянным молотком через деревянную выколотку. Щит при этом нужно ставить так, чтобы подшипник упирался в эту опору. При другом расположении подшипник может дать трещину. Необходимо также следить за тем, чтобы не повредить смазочных колец.

Порядок сборки электродвигателей
Сборку электродвигателя начинают со сборки отдельных узлов. В подшипниковые щиты запрессовывают перезалитые вкладыши или выточенные заново втулки. Их надо предварительно пришабрить по валу и выпилить в них по старым размерам канавки для смазки и прорези для смазочных колец.
Вкладыши и втулки запрессовывают в щит при помощи небольшого винтового или гидравлического пресса или осторожными ударами молотка через прокладку. При этих операциях сборки особенно опасны перекосы, которые могут привести к заклиниванию втулок и вкладышей.
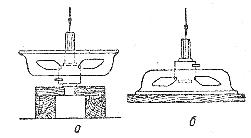
Рис. 2. Установка подшипникового щита электродвигателя при выбивании вкладыша: а — правильная, б — неправильная.
Шарикоподшипники необходимо туго посадить на вал. Для облегчения этой операции подшипник нагревают в масляной ванне до температуры 70 — 75°. При этом подшипник расширяется и легче надевается на вал электродвигателя. При нагревании подшипник не рекомендуется ложить на дно ванны, а надо подвешивать его на проволоке. Подогревать подшипник в пламени паяльной лампы не рекомендуется чтобы не допустить отпуск стали подшипника.
Насаживают подшипник на вал электродвигателя легкими ударами молотка по трубе, упирающейся во внутреннее кольцо подшипника. При дальнейшей сборке наружная обойма подшипника должна быть посажена нормально в гнездо подшипникового щита. Слишком тугая посадка может привести к зажиму шариков, а слабая вызовет проворачивание наружной обоймы подшипника в гнезде щита, что недопустимо.
Следующую операцию — введение ротора в расточку статора производят так же, как и при разборке. Затем устанавливают подшипниковые щиты, закрепляя их временно болтами. При этом необходимо, чтобы щиты были установлены на свое старое место, что проверяют по совпадению меток, нанесенных на корпусе и щите при разборке.
При одевании щитов на вал электродвигателя надо приподнять смазочные кольца подшипников скольжения, иначе они могут быть повреждены валом.
После установки щитов ротор электродвигателя проворачивают вручную. Ротор правильно собранного электродвигателя должен вращаться сравнительно легко.
Тугое вращение вала электродвигателя может быть вызвано: неправильной посадкой подшипника качения на вал (малый радиальный зазор), недостаточной расшабровкой втулки или вкладыша подшипника скольжения, наличием в подшипнике опилок, грязи, засохшего масла, перекосами вала, обработкой вала или корпуса, не соответствующей посадке, увеличенным трением кожаных или войлочных уплотнений о вал.
Затем окончательно затягивают болты подшипниковых щитов, заполняют соответствующей смазкой подшипники качения и закрывают их крышками. В подшипники скольжения заливают масло.
Ротор собранного электродвигателя еще раз проворачивают вручную, проверяют отсутствие задевания вращающихся частей за неподвижные, определяют и подгоняют необходимую величину разбега (осевого перемещения ротора).
После сборки электродвигатель подключают к сети и проверяют при работе вхолостую, а затем она поступает на окончательные испытания.
Разборка электрических машин кратко
Разборка электрических машин
Перед снятием шкивов, полумуфт, шестерен и других соединительных деталей с вала машины следует вывернуть стопорный винт или выбить шпонку, фиксирующие соединительную деталь с валом. Место посадки заливают керосином или антикоррозионной жидкостью для устранения коррозии в месте контакта. При снятии этих деталей используют двух- или трехлапчатые съемники (переносные ручные или гидравлические). На рис. 8.1 показан эскиз, поясняющий процесс снятия шкива 5. Лапы 4 съемника накладывают на наружную поверхность шкива и, вращая рукоятку 2, передвигают гайку 3 влево, обеспечивая плотный захват детали с упором в выходной конец вала. Затем, вращая рукоятку 1, стягивают шкив с вала. Лапы 4 съемника позволяют захватывать детали как за наружную, так и за внутреннюю поверхности, а путем перемещения гайки 3 можно фиксировать их положение. Работа с таким съемником обычно производится двумя рабочими, один из которых придерживает съемник за лапы 4, а другой вращает рукоятку 1.

Для снятия соединительных деталей, имеющих аксиальные отверстия, можно использовать съемник, показанный на рис. 8.2, с которым может работать один рабочий. Траверса 1соединяется с демонтируемой деталью 2 с помощью болтов 4. Затягивая винт 5, стягивают деталь с вала. Для предотвращения проворачивания вала при затяжке винта 5 одно плечо траверсы упирают в подставку из раздвижных труб 3. При снятии крупных деталей, требующих больших усилий, применяют гидравлические съемники, усилие в которых создается с помощью гидравлического пресса.

В ряде случаев для уменьшения требуемых для съема детали усилий производят нагрев детали. Для уменьшения нагрева вала его обертывают смоченным в воде асбестовым картоном, а нагрев проводят интенсивно одной или двумя горелками, начиная от края детали по направлению к ступице. Температуру детали можно контролировать периодическим прикосновением прутка из олова, температура плавления которого около 250 °С. В процессе нагрева внимательно следят за началом трогания детали, поскольку на нее действует большое усилие со съемника. Можно использовать нагрев детали токами высокой частоты, при котором вал практически не нагревается.
В качестве примера рассмотрим процесс разборки асинхронного двигателя закрытого исполнения ( IP 44), показанного на рис. 1.1.
Разборка происходит в следующем порядке:
отсоединяют двигатель от электрической сети и от заземляющего провода;
отсоединяют двигатель от приводного механизма и снимают его с фундамента;
снимают шкив или полумуфту с помощью съемника; снимают шпонку;
снимают кожух 5 вентилятора 7;
снимают вентилятор 7, предварительно ослабив его винт (вручную или с помощью съемника);
отворачивают болты, крепящие подшипниковые щиты 6, 10 к корпусу, и снимают задний подшипниковый щит 6, легко ударяя по нему молотком из мягкого материала (дерева, пластмассы, меди);
вынимают ротор 4 из статора 3, для чего легкими толчками сдвигают ротор в сторону переднего подшипникового щита 10 и выводят шит из замка. Затем, поддерживая ротор за вал, выводят его из статора, не допуская повреждения лобовых частей обмотки статора и крыльчатки ротора;
снимают передний подшипниковый щит 10, легко ударяя по нему молотком из мягкого материала;
снимают с помощью съемника подшипники 9 и (или) 13, если необходима их замена.
Снятие подшипниковых щитов можно производить отжимными болтами, если они предусмотрены в конструкции. В этом случае отжимные болты завертывают равномерно в отжимные отверстия, не допуская перекоса подшипниковых щитов.
Ротор небольшой массы выводят из статора руками, поддерживая его с двух сторон, как описано выше. Более крупные ротора выводят из статора с помощью приспособления, показанного на рис. 8.3. Серьгу 1 устанавливают так, чтобы она располагалась над центром тяжести ротора 2, после чего заводят цанговый патрон на вал 3. Вращая рукоятку 6, передвигают пластину 5 вперед, пока кулачки 4 не захватят вал 3 ротора 2. Затем вывешивают ротор, приподнимая приспособление за серьгу 1 с помощью крана, и извлекают его из статора. Небольшую регулировку при извлечении ротора можно осуществить, поддерживая его за ось 7. Описанное приспособление позволяет захватывать валы диаметром до 100 мм .

При снятии подшипников во избежание их повреждения усилия следует прикладывать к внутренней обойме. Для этого применяют лапчатые съемники, имеющие глубокие губки, или используют крышки подшипников. В последнем случае (рис. 8.4) между крышкой 1 и подшипником устанавливают специальные прокладки 2. Если имеется место, то для съема подшипников можно использовать разъемный хомут 3.

При разборке электрических машин часто используют гидравлические съемники, один из которых показан на рис. 8.5. Этот съемник имеет рабочее давление 6,4 МПа и позволяет развивать усилия до 100 кН при ходе цилиндра до 75 мм .

На электроремонтных предприятиях для разборки двигателей с высотой оси вращения 112. 280 мм (3. 9 габаритов) используют специальный стенд для разборки двигателей (рис. 8.6). Перед установкой на стенд с двигателя снимают кожух вентилятора, вентилятор и болты, крепящие крышки подшипников и подшипниковые щиты. Двигатель (см. рис. 1.1) устанавливают на стенде рабочим концом вала к подвижной стойке 1 и закрепляют с помощью зажимного устройства 6. С помощью электропривода 2 устанавливают пиноли 3 по высоте оси вращения двигателя и, перемещая стойку 1 вправо, фиксируют двигатель в пинолях (правая стойка 4 неподвижна).

Включают движение стола 7 влево по направляющим 8, при котором левый подшипниковый щит выпрессовывается с наружного кольца подшипника, а правый — из замка на корпусе. Между правым подшипником и корпусом двигателя устанавливают опорную вилку (не показана) и включают движение стола вправо. При этом левый подшипниковый щит выпрессовывается из замка на корпусе, а правый подшипник — с вала. Устанавливают опорную вилку между левым подшипником и корпусом двигателя и включают движение стола 7 влево, производя выпсрессовку левого подшипника с вала. Затем выводят пиноли 3 из центров вала, поворачивают стол 5 с двигателем на угол 60 . 90° и снимают с вала крышки подшипников, подшипниковые щиты и подшипники. Одним из описанных способов выводят ротор из статора, ослабляют зажимы 6 и снимают корпус (статор) двигателя со стенда.
На все детали и узлы навешивают бирки с одним ремонтным номером двигателя, направляют статор на участок удаления (извлечения) обмотки, а остальные узлы и детали — на мойку. Если ротор имеет фазную (не короткозамкнутую) обмотку, то его направляют вместе со статором на участок удаления обмотки.
Технология разборки любой крупной электрической машины с подшипниками скольжения имеет свои специфические особенности, связанные с ее конструкцией, местом установки, наличием грузоподъемных механизмов и др. Поэтому приведем только общие операции по разборке крупных машин. При разборке измеряют:
-воздушный зазор между ротором и статором в четырех точках (через 90°) с обеих сторон;
-радиальные зазоры в подшипниках и натяги крышек подшипников на вкладыши, радиальные зазоры между радиатором и диффузором;
-зазоры по уплотнениям вала и по маслоуловителям;
-осевой разбег ротора и уклон вала ротора.
Кроме того, проверяют совпадение или несовпадение магнитных осей статора и ротора.
Результаты измерений заносят в формуляр, проводят предремонтные испытания и приступают к разборке машины. Снимают наружные и внутренние шиты и диффузоры, в воздушный зазор под ротор заводят лист электрокартона и после разборки опорных подшипников опускают ротор на статор. Снимают полумуфты или шестерни, подогревая их при необходимости, зачищают посадочные поверхности и определяют натяг.
 Чтобы не повредить обмотки при выводе ротора из статора, их закрывают листами из электрокартона или резины. Ротор извлекают с помощью грузоподъемных механизмов и специальных скоб (для роторов массой до 500 кг ), пригодных для роторов машин до 19-го габарита включительно. Для выведения ротора на кран подвешивают траверсу 4 (рис. 8.7) с двумя регулировочными болтами 3. На вал одевают удлинитель 2. Вывесив ротор с помощью крана и регулировочных болтов 3, выводят его из статора (вправо) и опускают на предварительно установленную рядом со статором подставку (не показана). Затем снимают удлинитель, переносят левый строп на левый конец вала, вывешивают ротор и перемещают его на место ремонта или дальнейшей транспортировки. Статор остается на своей фундаментной плите 1.
Чтобы не повредить обмотки при выводе ротора из статора, их закрывают листами из электрокартона или резины. Ротор извлекают с помощью грузоподъемных механизмов и специальных скоб (для роторов массой до 500 кг ), пригодных для роторов машин до 19-го габарита включительно. Для выведения ротора на кран подвешивают траверсу 4 (рис. 8.7) с двумя регулировочными болтами 3. На вал одевают удлинитель 2. Вывесив ротор с помощью крана и регулировочных болтов 3, выводят его из статора (вправо) и опускают на предварительно установленную рядом со статором подставку (не показана). Затем снимают удлинитель, переносят левый строп на левый конец вала, вывешивают ротор и перемещают его на место ремонта или дальнейшей транспортировки. Статор остается на своей фундаментной плите 1.
Если расточка статора расположена ниже поверхности фундаментной плиты (см. рис. 1.2), статор сначала поднимают и подкладывают под его лапы шпалы, чтобы расточка статора была выше верхней отметки плиты. Далее выводят ротор из статора. Разработаны приспособления для выведения ротора из статора без применения грузоподъемных механизмов (см. § 3.3, рис. 3.25).
Детали и узлы крупных электрических машин после разборки несколько раз протирают салфетками, смоченными в бензине.







