Разборка и сборка электродвигателей при ремонте
 Порядок разборки электродвигателей
Порядок разборки электродвигателей
Порядок разборки электродвигателя при ремонте следующий:
1. Снимают шкив или полумуфту.
2. Снимают крышки подшипников качения, отпускают хомуты траверс, отвинчивают гайки со шпилек, стягивающих фланцы шарикоподшипников.
3. Выпускают масло из подшипников скольжения.
4. Снимают подшипниковые щиты.
5. Вынимают ротор электродвигателя.
6. Снимают с вала подшипники качения, вытаскивают из щитов втулки или вкладыши подшипников скольжения.
7. Промывают бензином или керосином щиты, подшипники, траверсы, вкладыши, масленки, уплотнения и т. п.
8. Очищают обмотки от пыли или продувают их очищенным сжатым воздухом.
9. Загрязненные обмотки после продувки протирают чистой тряпкой, смоченной в бензине.
10. Производят распайку соединений и вынимают обмотки из пазов.
 Разборку электродвигателя следует проводить так, чтобы не повредить отдельных деталей. Поэтому при разборке не разрешается применять слишком больших усилий, резких ударов, пользоваться зубилами.
Разборку электродвигателя следует проводить так, чтобы не повредить отдельных деталей. Поэтому при разборке не разрешается применять слишком больших усилий, резких ударов, пользоваться зубилами.
Туго выворачивающиеся болты смачивают керосином и оставляют на несколько часов, после чего болты ослабляют и выкручивают.
При разборке электродвигателя все мелкие детали складывают в специальный ящик. Каждая деталь электродвигателя должна иметь бирку, на которой указывают номер ремонтируемого электродвигателя. Болты и шпильки после разборки лучше ввернуть на свои места, что предотвратит возможную их утерю.
Шкив, полумуфту и шарикоподшипник снимают с вала при помощи стяжки. (рис. 1). Желательно чтобы стяжка была с тремя скобами.
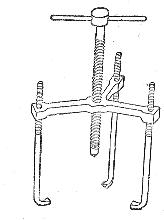
Конец болта стяжки упирают в торец вала электродвигателя, а концами скоб захватывают края шкива, муфты или внутреннюю обойму подшипника. При вращении болта снимаемая деталь сползает с вала электродвигателя. При этом нужно следить, чтобы направление усилия совпадало с осью вала, так как иначе возможен перекос, который вызовет повреждение цапфы вала электродвигателя.
Если подобной стяжки нет, то шкив или подшипник снимают с вала электродвигателя легкими ударами молотка через прокладку из твердого дерева или меди. Удары наносят по ступице шкива или внутреннему кольцу пошипника качения равномерно по всей окружности.
Для снятия подшипникового щита электродвигателя отвинчивают болты и легкими ударами молтка через прокладку по выступающим краям щита отделяют его от корпуса. Для избежания поломок при разборке больших электродвигателей ротор электродвигателя и щит при снятии должны находится в подвешенном состоянии, что обычно осуществляется с помощью специальных подъемных средств (тали, тельферы и т.д.).
В зазоре между ротором и статором электродвигателя прокладывают картонную прокладку достаточной толщины, на которую при снятии ложится ротор. Это предотвратит возможные повреждения изоляции обмоток электродвигателя.
При разборке небольших электродвигателей ротор вынимают вручную. На один конец вала, обернутый картоном, одевают длинную трубу, при помощи которой осторожно выводят ротор из расточки статора, поддерживая его все время на весу.
При ремонте подшипников скольжения необходимо вынуть из их подшипникового щита цельную втулку или вкладыш при помощи ударов деревянным молотком через деревянную выколотку. Щит при этом нужно ставить так, чтобы подшипник упирался в эту опору. При другом расположении подшипник может дать трещину. Необходимо также следить за тем, чтобы не повредить смазочных колец.

Порядок сборки электродвигателей
Сборку электродвигателя начинают со сборки отдельных узлов. В подшипниковые щиты запрессовывают перезалитые вкладыши или выточенные заново втулки. Их надо предварительно пришабрить по валу и выпилить в них по старым размерам канавки для смазки и прорези для смазочных колец.
Вкладыши и втулки запрессовывают в щит при помощи небольшого винтового или гидравлического пресса или осторожными ударами молотка через прокладку. При этих операциях сборки особенно опасны перекосы, которые могут привести к заклиниванию втулок и вкладышей.
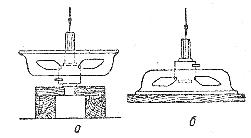
Рис. 2. Установка подшипникового щита электродвигателя при выбивании вкладыша: а — правильная, б — неправильная.
Шарикоподшипники необходимо туго посадить на вал. Для облегчения этой операции подшипник нагревают в масляной ванне до температуры 70 — 75°. При этом подшипник расширяется и легче надевается на вал электродвигателя. При нагревании подшипник не рекомендуется ложить на дно ванны, а надо подвешивать его на проволоке. Подогревать подшипник в пламени паяльной лампы не рекомендуется чтобы не допустить отпуск стали подшипника.
Насаживают подшипник на вал электродвигателя легкими ударами молотка по трубе, упирающейся во внутреннее кольцо подшипника. При дальнейшей сборке наружная обойма подшипника должна быть посажена нормально в гнездо подшипникового щита. Слишком тугая посадка может привести к зажиму шариков, а слабая вызовет проворачивание наружной обоймы подшипника в гнезде щита, что недопустимо.
Следующую операцию — введение ротора в расточку статора производят так же, как и при разборке. Затем устанавливают подшипниковые щиты, закрепляя их временно болтами. При этом необходимо, чтобы щиты были установлены на свое старое место, что проверяют по совпадению меток, нанесенных на корпусе и щите при разборке.
При одевании щитов на вал электродвигателя надо приподнять смазочные кольца подшипников скольжения, иначе они могут быть повреждены валом.
После установки щитов ротор электродвигателя проворачивают вручную. Ротор правильно собранного электродвигателя должен вращаться сравнительно легко.
Тугое вращение вала электродвигателя может быть вызвано: неправильной посадкой подшипника качения на вал (малый радиальный зазор), недостаточной расшабровкой втулки или вкладыша подшипника скольжения, наличием в подшипнике опилок, грязи, засохшего масла, перекосами вала, обработкой вала или корпуса, не соответствующей посадке, увеличенным трением кожаных или войлочных уплотнений о вал.
Затем окончательно затягивают болты подшипниковых щитов, заполняют соответствующей смазкой подшипники качения и закрывают их крышками. В подшипники скольжения заливают масло.
Ротор собранного электродвигателя еще раз проворачивают вручную, проверяют отсутствие задевания вращающихся частей за неподвижные, определяют и подгоняют необходимую величину разбега (осевого перемещения ротора).
После сборки электродвигатель подключают к сети и проверяют при работе вхолостую, а затем она поступает на окончательные испытания.
ТЕХНОЛОГИЯ РАЗБОРКИ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ.
Разборку следует производить без ударов и перекосов, соблюдая определенную последовательность. Для этого необходимо составить план разборки на основе изучения сборочного чертежа машины.
В процессе разборки надо предохранять от повреждения шейки валов под подшипники, коллекторы, щетки, вентиляторы, обмотки. Чтобы избежать поломки, нельзя захватывать вентилятор съемником за тонкий диск. Для этой цели надо использовать кольцевые проточки и резьбовые отверстия в торце втулки. Изменение углового положения вентилятора может нарушить балансировку ротора. Поэтому, если он посажен иа вал без шпонки, перед разборкой надо отметить его угловое положение с помощью рисок или кернения на валу и ступице.
Разборка электрических машин, подшипниковые опоры которых не имеют крышек, несложна. Так, например, разборка асинхронного двигателя с короткозамкнутым ротором производится в такой последовательности.
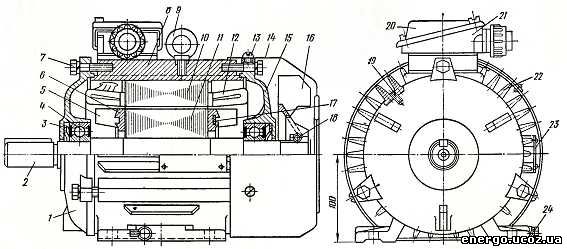
Асинхронный электродвигатель с короткозамкнутым ротором.
Сначала снимают кожух 14, отвинтив винты 13, крепящие его к щиту 15. Затем снимают вентилятор 16, вывинтив болт 18 на один-два оборота.
Щиты 15 снимают после вывинчивания болтов крепления. В последнюю очередь выводят ротор из статора и спрессовывают подшипники. На этом разборка заканчивается.
У асинхронных двигателей с капсюлями или внутренними подшипниковыми крышками перед съемом щитов отвинчивают винты или гайки крепления капсюлей (или крышек).
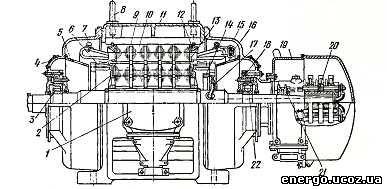
Электродвигатель с фазным ротором.
У асинхронных двигателей мощностью до 100 кВт с внутренними подшипниковыми крышками ротор выводят из статора обычно вместе со щитом. Для этого отвинчивают болты или гайки крепления крышки подшипника только со стороны привода. Затем снимают щит (передний) со стороны привода и выводят ротор, перемещая его легкими толчками в сторону второго (заднего) щита. Ротор вместе с задним щитом кладут сердечником на подставку, затем снимают задний щит, предварительно отвинтив болты или гайки, крепящие подшипниковые крышки. У фазных электродвигателей АК2 при снятии заднего щита сначала снимают кожух контактных колец, вынимают щетки и снимают корпус контактных колец, отвинтив крепящие его болты. При разборке двигателей АОК2 приходится также снимать с вала контактные кольца. Для этого отпаивают соединительные хомутики от выводных концов, вынимают из канавки вала стопорное кольцо. Контактные кольца стягивают с вала съемником.
Подшипниковые щиты выпрессовывают из корпуса, избегая перекосов, чтобы не повредить подшипники. Для этого усилие прикладывают в диаметрально противоположных точках, постепенно перемещая щит в осевом направлении.
Для сохранения токосъемного устройства машины со щетками разбирают, принимая меры предосторожности. Щетки перед разбор кой вынимают из обойм щеткодержателей. В некоторых конструкциях предусматривается съем щеткодержателей перед разборкой.
Тема: «Порядок разборки и сборки асинхронных электродвигателей»
Цель:
1. Изучение технологии разборки и сборки асинхронных электродвигателей.
Теоретическая часть.
Порядок разборки асинхронного двигателя с короткозамкнутым ротором
Для осуществления ремонта электродвигателя необходимо произвести его разборку. Способ и последовательность операций при разборке в значительной степени определяются мощностью и конструкцией машины. Для разборки крупных машин необходимы специальный инструмент и сложные ремонтные приспособления. При разборке машин малой и средней мощности пользуются слесарным инструментом и несложными приспособлениями.
Электрические машины должны приниматься в ремонт с демонтированными передаточными и соединительными деталями. Но не всегда заказчик ремонта имеет техническую возможность это осуществить.
Перед снятием шкивов, полумуфт, шестерен и других соединительных деталей с вала машины следует вывернуть стопорный винт или выбить шпонку, фиксирующие соединительную деталь с валом. Место посадки заливают керосином или антикоррозионной жидкостью для устранения коррозии в месте контакта. При снятии этих деталей используют двух- или трехлапчатые съемники (переносные ручные или гидравлические).
На рисунке 1 показан процесс снятия шкива 5 с помощью лапчатого съемника.

Рисунок 1 – Лапчатый съемник:
1, 2 – рукоятки; 3 – гайка; 4 – лапы съемника; 5 – шкив
Лапы 4 съемника накладывают на наружную поверхность шкива и, вращая рукоятку 2, передвигают гайку 3 влево. При этом лапы плотно захватывают деталь. Затем, вращая рукоятку 1, стягивают шкив с вала. Лапы 4 съемника позволяют захватывать детали как за наружную, так и за внутреннюю поверхности, а путем перемещения гайки 3 можно фиксировать их положение. Тяговое усилие, создаваемое съемником, составляет 25-30 кН. Работа с таким съемником обычно производится двумя рабочими, один из которых придерживает съемник за лапы 4, а второй вращает рукоятку 7.
Для снятия шкивов, полумуфт или шестерен, имеющих специальные отверстия, можно использовать съемник, показанный на рисунке 2. С таким съемником может работать один рабочий.

Рисунок 2 – Съемник с траверсой: 1 – траверса; 2 – полумуфта;
3 – раздвижная труба; 4 – болт; 5 – винт
Траверса 1 соединяется с демонтируемой деталью 2 с помощью болтов 4, которые вставляются в отверстия полумуфты. Затягивая винт 5, стягивают деталь с вала. Для предотвращения проворачивания вала при затяжке винта 5 одно плечо траверсы упирают в подставку из раздвижных труб 3.
При снятии крупных деталей, требующих больших усилий, применяют гидравлические съемники, усилие в которых создается с помощью гидравлического пресса.
В ряде случаев для облегчения работы снимаемые детали подогревают газовыми горелками. При этом нагреваемая деталь начинает расширяться и легче трогается с места. А чтобы не нагревался сам вал, его обертывают смоченным в воде асбестовым картоном. Нагрев проводят интенсивно одной или двумя горелками, начиная от края снимаемой детали по направлению к центру. Температуру детали можно контролировать периодическим прикосновением прутка из олова, температура плавления которого около 250°С. В процессе нагрева внимательно следят за началом трогания детали, поскольку на нее действует большое усилие от съемника.
Также для нагрева детали можно использовать токи высокой частоты, при котором вал практически не нагревается.
В качестве примера рассмотрим процесс разборки асинхронного двигателя закрытого исполнения IP44. Разборка производится в следующем порядке:
1. снимают шпонку или стопорный винт;
2. снимают шкив или полумуфту с помощью съемника;
3. снимают кожух вентилятора;
4. снимают вентилятор, предварительно ослабив его винт (вручную или с помощью съемника);
5. отворачивают болты, крепящие подшипниковые щиты к корпусу – сначала передний, расположенный со стороны противоположной приводному механизму, затем задний, расположенный со стороны приводного механизма;
6. отворачивают болты, крепящие крышку подшипников со стороны привода;
7. снимают задний подшипниковый щит, легко ударяя по нему молотком из мягкого материала (дерево, пластмасса, медь);
8. вынимают ротор из статора, для чего легкими толчками сдвигают ротор в сторону переднего подшипникового щита и выводят щит из замка;
9. поддерживая ротор за вал, выводят его из статора, не допуская повреждения лобовых частей обмотки статора и крыльчатки ротора;
10. снимают передний подшипниковый щит, легко ударяя по нему молотком из мягкого материала;
11. снимают с помощью съемника подшипники, если необходима их замена.
Снятие подшипниковых щитов можно производить отжимными болтами, если они предусмотрены в конструкции. В этом случае отжимные болты завертывают равномерно в отжимные отверстия, не допуская перекоса подшипниковых щитов.

Рисунок 3 – Приспособление (скоба) для выема и заведения ротора:
1 – передвижная серьга; 2 – скоба; 3 – хвостовик; 4 – ступица скобы.
Ротор небольшой массы выводят из статора руками, поддерживая его с двух сторон, как описано выше. Роторы крупных электродвигателей выводят из статора с помощью приспособления, показанного на рисунке 3 или с помощью удлинителя как на рисунке 4.
Серьгу 1 устанавливают так, чтобы она располагалась над центром тяжести ротора, после чего заводят ступицу 4 скобы на вал ротора. Затем вывешивают ротор, приподнимая приспособление за серьгу 1 с помощью крана, и извлекают его из статора. Небольшую регулировку при извлечении ротора можно осуществить, поддерживая его за хвостовик 3.
При выведении ротора с помощью удлинителя (рисунок 4) , на вал двигателя надевают удлинитель 2. Вывесив ротор с помощью крана и регулировочных болтов 3, выводят его из статора (вправо) и опускают на предварительно установленную рядом со статором подставку (на рисунке не показана). Затем снимают удлинитель, переносят левый строп на левый конец вала, вывешивают ротор и перемещают его на место ремонта или для дальнейшего транспортирования. Статор остается на своей фундаментной плите 1.
В настоящее время разработаны специальные приспособления для выведения ротора из статора без применения грузоподъемных механизмов.
При снятии подшипников усилия следует прикладывать к внутренней обойме, чтобы избежать их повреждения. Для этого применяют лапчатые съемники, имеющие глубокие губки, или используют крышки подшипников. В последнем случае (рисунок 5) между крышкой 1 и подшипником устанавливают специальные прокладки 2. Если имеется место, то для съема подшипников можно использовать разъемный хомут 3.
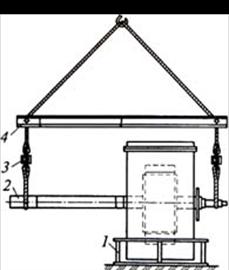
Рисунок 4 – Приспособление для вывода ротора электрических машин
15. 19 габаритов: 1 – плита; 2 – удлинитель; 3 – регулировочный болт; 4 – траверса
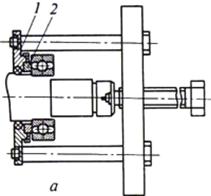 |  |
Рисунок 5 – Снятие подшипников: а) с использованием вставок;
б) с использованием хомута: 1 – внутренняя крышка подшипника;
2 – прокладки; 3 – хомут
При разборке электрических машин часто используют гидравлические съемники.
В процессе разборки электродвигателя на все детали прикрепляют бирки и отправляют статор на ремонт, а остальные детали в мойку.
При разборке используют пневматические или электрические гайковерты со сменными головками, рожковые и торцевые гаечные ключи, приспособления для снятия пружин и т.д.
Разборка каждого типа крупного электродвигателя имеет свои особенности, обусловленные конструкцией, местом установки, наличием грузоподъемных механизмов и т.д.
Подшипники качения, скольжения, вентилятор, вал и другие детали механической части очищают и промывают синтетическими моющими средствами. Детали электрической части машины тщательно очищают от пыли, грязи и смазочных материалов. При необходимости обмотки продувают сжатым воздухом, обтирают, а затем промывают синтетическими моющими средствами, наносимыми на обмотку пульверизатором.
Очищенные и пригодные к дальнейшей эксплуатации детали маркируют, а неисправные отправляют в ремонтный цех.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.







