V. Сравнительный анализ НДС расчетных схем и пример расчета.
VII Задание к расчетно-графической работе
А) расчеты по аккредитиву
А) с помощью определения величин проверяемых признаков из измеренных значений за счет расчета или сравнения с заданными значениями;
А1. УЧЕТ ФАКТОРА ВРЕМЕНИ В ФИНАНСОВО-ЭКОНОМИЧЕСКИХ РАСЧЕТАХ. НАРАЩЕНИЕ И ДИСКОНТИРОВАНИЕ
Амортизация как целевой механизм возмещения износа. Методы расчета амортизационных отчислений.
Амортизация основных фондов, методика расчета амортизационных отчислений.
Амортизация основных фондов. Понятие. Методы расчета.
Амортизация: понятие и методы расчеты суммы амортизационных вычислений в бухгалтерском учете и НК
При проектировании средств механизации и автоматизации необходимо в каждом конкретном случае учитывать конструктивные особенности узла, агрегата или машины, своеобразие технологических процессов разборки и сборки.
Конструкция нестандартного оборудования (стенда, установки, эстакады, конвейера) должна обеспечивать безопасность работы, удобство выполнения разборочных и сборочных операций при наименьшей интенсивности труда рабочего, минимальные затраты времени на проведение вспомогательных операций (установку и снятие агрегата, его кантование и перемещение).
Применяемые на авторемонтных и автотранспортных предприятиях стенды можно классифицировать по следующим основным признакам: количеству устанавливаемых агрегатов, характеру и способу их закрепления и назначению. По количеству устанавливаемых агрегатов стенды могут быть одноместные и многоместные, а по назначению -универсальные и специализированные.
Универсальные стенды предназначены для установки однотипных агрегатов различных моделей машин или различных агрегатов одной модели машины. Универсальные стенды применяются редко. Их использование рационально для предприятий малой мощности при большой разномарочности ремонтного фонда или на участках освоения новой продукции специализированных ремонтных заводов.
На ремонтных предприятиях, как правило, применяются специализированные стенды, тип и конструкция которых в значительной степени зависят от организации раз-борочных и сборочных работ.
При организации разборки и сборки агрегатов без расчленения процесса или при разборке узлов применяют одноместные стационарные стенды. При организации же работ с расчленением разборочных и сборочных операций обычно применяют многоместные стенды, обеспечивающие межоперационные заделы, необходимые при поточном методе проведения разборочных и сборочных работ.
Многоместные стенды по характеру проведения работ делятся на два типа: обслуживаемые одним рабочим и обслуживаемые одновременно несколькими рабочими. Стенды первого типа применяют для малогабаритных и несложных агрегатов и узлов, когда производственная программа позволяет наиболее эффективно обслуживать все позиции одним рабочим. Оба типа стендов могут иметь оборудование для ручного и механизированного перемещения.
Закреплять агрегаты на стенде можно двумя способами: консольным и обеспечивающим положение центра тяжести агрегата в пределах контура металлоконструкции стенда. При консольном способе крепления обеспечивается хороший доступ ко всем частям агрегата, большой фронт работы и быстрота поворота агрегата, а также его фиксация в требуемом положении. Однако время установки и снятия агрегатов относительно велико. Стенды с консольным креплением агрегата широко применяются для разборки автомобильных и тракторных двигателей. Стенды с неконсольным расположением агрегата применяются для разборки и сборки тяжеловесных крупногабаритных агрегатов. В большинстве случаев агрегат на стенде не закрепляют, положение его в процессе проведения операции строго фиксируется на установочных базах стенда под действием собственного веса.
Важным элементом в конструкции стендов является поворотное устройство, обеспечивающее изменение положения агрегата в процессе разборки и сборки. Применяются приводы поворотных устройств трех типов: электромеханические, пневматические и гидравлические.
Наиболее распространенным является электромеханический привод, хотя он конструктивно значительно сложнее пневматического. Пневматический привод поворотного устройства имеет большие габаритные размеры и применяется большей частью в стационарных стендах.
Гидравлические приводы наиболее компактны, но их применение ограничено использованием дорогостоящей и дефицитной гидроаппаратуры.
Примером использования электромеханического привода поворота может служить стационарный стенд-кантователь. Поворот узла или агрегата автомобиля обеспечивается электромеханическим приводом, а подъем или опускание производится гидравлическими цилиндрами.
Крутящий момент на валу кантователя, необходимый для поворота изделия, находят по формуле
В тех случаях, когда ось вращения кантуемого груза не совпадает с его центром тяжести, для предотвращения самопроизвольного поворота груза под действием силы тяжести применяется самотормозящая передача вращения от двигателя к поворачиваемому грузу. В качестве самотормозящих передач обычно используются червячные пары с большим передаточным числом.
Другим способом предотвращения самопроизвольного поворота груза является установка электромагнитного колодочного тормоза на валу двигателя. Необходимый тормозной момент определяют по формуле
где β — коэффициент запаса торможения, в = 1,5. 2,0.
Важным элементом в конструкции стендов является устройство для закрепления агрегата. Конструкция стенда не должна допускать непроизводительных потерь времени на установку и снятие агрегатов со стенда. Это достигается за счет использования быстродействующих эксцентриковых, пневматических и гидравлических зажимных устройств. Наибольшее распространение получили пневматические зажимные устройства благодаря простоте конструкции и высокой производительности.
Дата добавления: 2015-04-18 ; просмотров: 100 ; Нарушение авторских прав
Проектирование стенда для разборки и сборки автотракторных двигателей
Одним из путей повышения производительности труда, увеличения качества выполнения ремонтных работ является модернизация и применения новых приспособлений, станков, стендов и приборов. Как известно, разборка и сборка двигателя – довольно трудоемкая, продолжительная и сложная операция, поэтому для того, чтобы упростить эту часть технологического процесса ремонта двигателей, было проведено немало работ, направленных на разработку и конструирование стендов и приспособлений для разборки и сборки двигателей. В настоящее время существует много стендов для разборки и сборки двигателей, а так же их унификаций. Каждая модель стенда отличается своей экономичностью, производительностью, энергозатратами и т.д. По данной теме был произведен патентный поиск, результаты которого представлены в таблице 3.1.
3.1. Обоснование необходимости использования стенда для разборки и сборки автотракторных двигателей
3.2. Описание и принцип работы стенда
3.3. Прочностные расчеты стенда
3.3.1. Расчет трубы съемного фланца
3.3.2. Расчет сварного шва
3.3.3. Расчет соединения съемного фланца и фланца стенда
3.3.4. Расчет механизма поворота
3.3.5. Подбор подшипников
3.3.6. Подбор редуктора
3.3.7. Подбор муфты
3.3.8. Расчет шпоночных соединений
3.3.9. Расчет болтовых соединений
3.4. Выбор электрогайковерта
Общий вид стенда для разборки и сборки автотракторных двигателей
3Конструкторская разработка Стенд для разборки – сборки ДВС
Проведенный обзор и анализ технической литературы, патентной документации и периодически издаваемой научно – технической документации показал, что машиностроительной промышленностью Украины типовые стенды для разборки – сборки ДВС серийно не выпускаются.
В сельских ремонтных предприятиях встречаются стенды 1960 – 70 годов выпуска модели ОПР – 989. Однако они имеют ручной привод изменения положения ремонтируемого двигателя и предназначены для установки на них двигателя не большого веса – до 270 кг.
На специализированных ремонтных предприятиях имеются разборочные стенды, изготовленные по заказу предприятия и по технической документации разработанной предприятием. Эти стенды обычно предназначены для установки на них одной – двух моделей тракторных двигателей, т. е. не обладают универсальностью.
В связи с этим в настоящем разделе выполнена разработка стенда, обладающего повышенной универсальностью, т. е. позволяющего устанавливать на себе автотракторные и комбайновые ДВС любых моделей весом до 530 кг.
Конструкция предлагаемого стенда выбрана с позиции высокой механизации рабочего процесса, простоты, удобство и безопасность эксплуатации, а также энергоэкономична.
3.1 Устройство и работа стенда
Общий вид конструкции стенда представлен на листе 4 графической части. Основой стенда является рама (поз. ) крестообразной формы. Рама представляет собой сварную конструкцию из металлопроката стандартного профиля. Размеры рамы приняты такими, что при перемещении двигателя установленного на стенде, центр тяжести первого не выходит за контуры рамы, т. е. обеспечивается неопрокидываемость и устойчивость стенда. На раме установлены две несущие стойки (поз. , ) на каждой из которых размещены узлы привода перемещения ремонтируемого двигателя. Стойки симметричны и имеют изогнутую форму, что уменьшает плечо действия силы веса двигателя относительно стыка крепление стоек к раме и тем уменьшает нагрузку на крепежные болты (поз. ).
На левой стойке стенда установлен механический привод (поз. ). Он состоит из электрического двигателя 4А80В, имеющего мощность 5,5 кВт и частоту вращения 700 об/мин; червячного редуктора с боковым расположением червяка. Такая компоновка редуктора принята для достижения малых габаритов привода в целом. Электродвигатель присоединяется к редуктору с помощью муфты, а их валы соединяются втулочной муфтой (поз. ).
Редуктор для привода спроектирован при разработке конструкции стенда. Он имеет самотормозящуюся червячную передачу, чтобы исключить вращение валов стенда под действием веса ремонтируемого ДВС при выключении электродвигателя. Корпус редуктора выполнен сварным из листового проката.
Особенностью редуктора является то, что одна из опор его выходного вала выполнена усиленной, что позволяет ее также использовать в качестве опоры для вращающегося кронштейна. Этот конструкторский вариант дает улучшение компактности привода, исключение из привода соединительной муфты, что в результате повышает надежность и удобство эксплуатации привода.
Для удобства сборки редуктора в нем в качестве нижней опоры червячного вала применен подшипник скольжения. С целью удешевления конструкции редуктора и учитывая то, что его работа кратковременна, червячное колесо в нем выполнено из антифрикционного чугуна. Смазывание червячной пары выполняется консистентной смазкой. На конец выходного вала редуктора насажена полумуфта-фланец (поз. ).
Она служит для присоединения к приводу левого кронштейна (поз. ). На конце кронштейна приварен брус (поз. ). На брус помещены два ползуна (поз. ), с отверстиями для крепления к ним двигателя.
На правой стойке (поз. ) размещен механизм перемещения (поз. ) правого кронштейна.
Устройство механизма показано на листе 6. Перемещение кронштейна осуществляется винтовой парой (используется трапециидальная ходовая резьба) путем вращения винта. При этом перемещаются правая грузовая опора и соответственно правый кронштейн. Величина перемещения составляет 300 мм.
Перемещением правого кронштейна изменяем расстояние между брусьями, которые являются опорными базами для установки на стенд ремонтируемого ДВС. Т. о. имея возможность менять расстояние между опорными базами (брусьями) и возможность перемещать по ним ползуны с крепежными отверстиями под двигатель, получаем возможность устанавливать (крепить) на стенд тракторные и комбайновые двигатели различных моделей.
Таким образом. стенд имеет определенную универсальность.
Работает стенд следующим образом. Разместив крепежные отверстия на стенде соответственно отверстиям двигателя устанавливаем его на стенд и прикрепляем с помощью болтов.
В процессе разборки – сборки ДВС, для обеспечения наилучшего доступа к определенным местам двигателя возникает необходимость его перемещения. На стенде это осуществляется включением привода, который начинает вращать вал грузовой опоры и соответственно привод (левый) кронштейн. В месте с кронштейном в нужное положение поворачивается закрепленный на нем ДВС.
Пульт управления стендом имеет одну кнопку пуска с пружинным возвратом. Таким образом электродвигатель привода пребывает включенным только во время нажатия кнопки, после отпускания ее электродвигатель обесточивается.
Неподвижное пребывание ремонтируемого двигателя в любом положении кронштейнов обеспечивает самотормозящимся свойством червячного редуктора.
3.2Кинематический расчет, определение рабочих нагрузок
Кинематический расчет стенда состоит в определении скоростей вращения его элементов и частоты вращения вала электродвигателя, характеристик редуктора.
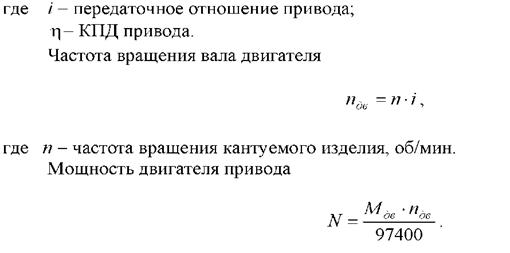
Исходя из безопасности работы со стендом, (подразумевается момент поворота установленного на стенде ДВС, осуществляемого при находящимся вблизи рабочем и без механического ограждения зоны вращения) при радиусе поворота ремонтируемого ДВС = 300мм (см. чертеж, лист ) частота вращения кронштейна, а соответственно и вала грузовой опоры должна быть 9…10 об/мин. Т. к. вал грузовой опоры вращаем непосредственно выходным валом червячного редуктора данное значение частоты вращения является исходным для расчета кинематических параметров редуктора.
Ориентируясь на стандартную частоту вращения асинхронных трехфазных электродвигателей, например 730 об/мин, ориентировочно определено необходимое передаточное число редуктора
n кр. –частота вращения кронштейна из условия безопасной эксплуатации стенда.
Ориентируясь на расчетное значение передаточного числа значение передаточного числа по ГОСТ 2144-96 применяю основные параметры червячного редуктора:
m=4 мм — модуль зацепления:
g=12 – относительный диаметр червяка;
z1=1 – число заходов червяка;
z2=68 – число зубьев червячного колеса;
aw =160мм – межосевое расстояние червячной пары;
g=4°5¢49¢¢- делительный угол подъема линии витка червяка.
Основные геометрические параметры червячной пары:
— делительный диаметр червяка:
— диаметр окружности выступов червяка:
da1 =m*(g+z1)=4*(12+1)=52 мм;
— диаметр впадин витка червяка:
— делительный диаметр червячного колеса:
— диаметр окружности выступов колеса:
— диаметр окружности впадин колеса:
Ширина венца червячного колеса:
×
Длина нарезной части червяка:
принимаю l=65 мм.
Рабочие нагрузки на узлы и детали конструкции стенда, исходя из принципа работы стенда, обусловлены силой веса установленного на нем для разборки ДВС. Схема нагружения стенда приведена на рисунке 3.1.
Рис. 3.1- Схема нагружения стенда
Т. к. проектируемый стенд универсальный, т. е. на него могут быть помещены ДВС различных моделей, имеющих различный вес Qдвс в качестве расчетной рабочей нагрузки принимаю вес наиболее тяжелого ДВС, который может быть на него помещен. Это двигатель трактора ДТ-75, А41, СМД 66, имеющий вес Qдвс=530 кг.
3.3Расчет и выбор электродвигателя
Мощность необходимая для поворота кронштейнов стенда с установленным на них ДВС определяется как:
где V – окружная скорость вращения центра тяжести ДВС, м/сек.
Рабочая мощность электродвигателя определяется как:
где hпр – к. п.д. привода стенда
где hzp=0,85 – к. п.д. червячного редуктора;
hzo=0.99 – к. п.д. грузовой опоры.
Ориентируясь на расчетную мощность электродвигателя по каталогу выбираю для привода стенда асинхронный электродвигатель 4А80В N=1.5кВт, n=700 об/мин.
Для компактности привода использую электродвигатель с фланцевым способом крепления. Т. О. двигатель крепится непосредственно к редуктору.(см. лист графической части).
Необходимо проверить работоспособность червячной передачи, т. к. размеры, определяющие ее прочность, были приняты на основании кинематического расчета, [ ].
где [sк]=375 н/мм2-допускаемое контактное напряжение для чугуна С421-40 из которого изготовлено червячное колеса, [ ].
Контактное напряжение в червячном зацеплении:
s
где М2- вращающий момент на валу червячного колеса, МПа;
d1- делительный диаметр червяка, мм;
d2- делительный диаметр червячного колеса, мм;
к=1,3 коэффициент нагрузки, [ ].
Вращающий момент зависит от силы веса ремонтируемого двигателя:
R= 300 мм – радиус вращения центра тяжести ДВС, установленного на стенде, (см. рис. 3.1).
Т. О. условие контактной прочности червячной пары выполняется, т. е.
Для дальнейших расчетов потребуется значение радиальной нагрузки, возникающей в зацеплении. [ ].
ax=20° — угол профиля витка червяка;
Расчет посадки для подшипника скольжения являющегося опорой червячного вала выполняется с целью обеспечения надежности этого узла.
Предварительно определяется оптимальный зазор в подшипнике, при котором обеспечивается наилучший тепловой режим работы.
где: d – номинальный диаметр сопряжения, м (см. чертеж узла, лист );
h =0,02 – динамическая вязкость смазки, Па;
l – длина подшипниковой втулки, м;
g – удельное давление в сопряжении, МПа;
w — угловая скорость вращения вала, с-1.
Удельное давление в сопряжении определяется как:
где: Т¢1- радиальная нагрузка воспринимающая подшипником скольжения, Н.
При симметричном расположении подшипниковых опор червяка:
где: V1 – линейная скорость вращения вала, мм/сек.
Величина расчетного зазора:
где: RzD и Rzd – шероховатость поверхности отверстия втулки и вала в месте сопряжения.
Выбираю стандартную посадку по условию, [ ]:
Этому условию соответствует посадка:
Æ
у которой Smax cт=50 мкм;
Sсред ст=
Прочность соединения кронштейна с валом грузовой опоры определяет надежность и безопасность эксплуатации стенда, поэтому ее целесообразно проверить.
Данное соединение представляет собой стык поверхностей двух деталей стянутых шестью болтами размером М12. Болты изготовлены из стали 45. Рассматривая различные состояния данного соединения по степени затяжки болтов, следует выделить наиболее опасное, при котором сила затяжки болтов такова, что позволяет рабочему усилию сдвинуть кронштейн в плоскости стыка, т. е. сдвигающая нагрузка от веса ДВС будет восприниматься болтами в плоскости стыка. Болты при этом будут испытывать срезающую деформацию. Схема соединения приведена на рисунке 3.2.
Рисунок 3.2 –Схема нагружения соединительного узла, число болтов – 6
Условие прочности соединения:
где: [tср] – допустимое напряжение среза мдля стали 45, МПа.
где: sт=370 МПа – предел текучести стали 45.
Напряжение среза в болте от действия вращающего (сдвигающего) момента М¢2, создаваемого сила веса груза:
Напряжение среза в болте:
где: D — диаметр окружностей расположения центров болтов, мм (см. рис. 3.2.)
z – число болтов соединения;
i – число плоскостей среза болтов;
d2= 10.86 мм – средний диаметр болта М12;
Т. о. условие прочности соединения выполняется, т. е.:
Прочность сварного соединения несущего бруса с кронштейном (лист 6) определяет надежность закрепления ДВС. Схема нагружения сварного соединения приведена на рисунке 3,3. Сварка выполнена вручную электродом Э50.
Рирунок 3.3 – Схема нагружения сварного соединения
Как видно из схемы, рис 3,3 сварной шов выполнен по замкнутому прямоугольному контуру, т. е. имеется четыре участка шва.
Все участки шва имеют простое нагружение и испытывают деформацию сдвига.
Условие прочности сварного соединения:
где: [tср] – допускаемое напряжение среза в сварном шве;
[tср] =0.65*[sp]=0.65*160=104 МПа.
Действительное напряжение среза в сварном шве определяется как:
где: к=4 мм – размер катета шва;
l= 580 мм – общая длина сварного шва, см. рис. 3,3.
Таким образом прочность сварного шва достаточна, т. к. выполняется условие прочности:
Выводы. Выполненные расчеты кинематических параметров, потребляемой мощности электродвигателем, прочностные расчеты ответственных узлов конструкции подтверждают работоспособность стенда.



 ×
×



 е для чугуна С421-40 из которого изготовлено червячное колеса, [ ].
е для чугуна С421-40 из которого изготовлено червячное колеса, [ ].




















