Оценка различных методов. Расчет суммарной погрешности обработки




![]()
![]()
Все погрешности, определяющие точность обработки деталей машин на металлорежущих станках, могут быть разделены на три категории:
1 ) погрешности установки заготовок εу;
2) погрешности настройки станка Δн;
3) погрешности на стадии процесса обработки, которые вызываются:
а) размерным износом режущих инструментов — Δи;
б) упругими деформациями технологической системы под влиянием силы резания — Δу;
в) геометрическими неточностями станка — ∑Δ ст ;
г) температурными деформациями технологической системы — ∑Δ т.
При обработке на станках с ЧПУ дополнительно возникают погрешности позиционирования элементов системы и отработки программ управления.
Расчет точности необходим в основном для операций чистовой обработки, выполняемых с допуском по 6—11-му квалитетам.
Суммарные погрешности обработки деталей на настроенных станках определяют по уравнениям:
для диаметральных размеров
для линейных размеров
Расчет погрешности диаметральных размеров при однорезцовом точении может быть выполнен по методике, изложенной в [22].
После определения суммарной погрешности Δ∑ проверяется возможность обработки без брака:
где Тd — допуск на операционный размер.
В случае несоблюдения этого условия необходимо предложить конкретные мероприятия по снижению Δ∑.
Погрешность обработки на фрезерных станках рассчитывается с учетом погрешности установки εу, которая может быть определена по [22] или прил. 15—18.
При обработке плоскостей на фрезерных станках погрешность Δу, вызванная упругими деформациями технологической системы, зависит в основном от колебания величины припуска и податливости системы «шпиндель — стол». В связи с тем, что подача при обработке осуществляется столом станка, податливость системы W не изменяется при изменении относительного положения заготовки и фрезы (т.е. W = соnst). В то же время податливость фрезерных оправок и заготовок при чистовой обработке сравнительно мала. Поэтому податливость технологической системы W при расчетах принимается постоянной и равной податливости системы «шпиндель — стол» Wш-с, величину которой можно определить, например, по [22] или прил. 53.
Максимальное (Рz max) и минимальное (Рz min) касательные составляющие усилия фрезерования определяются по [23] при максимально и минимально возможных глубинах резания t, ширине В и принятых условиях фрезерования.
Суммарная погрешность ∑Δст, вызванная геометрическими неточностями станка, может быть определена по [22] или прил. 55. Погрешность Δи, вызванная размерным износом фрез, найдена по [22] или прил. 56. В связи с прерывистым характером процесса резания при фрезеровании величина относительного износа больше, чем при точении; ее определяют по уравнению
где В —ширина фрезерования, мм;
и0 — относительный износ, мкм/км.
Для твердосплавных фрез u0 выбирается по [22] или прил. 56; для быстрорежущих фрез и0 принимают равным 15. 20 мкм/км.
Длина пути резания L т. фр км, партии деталей:
при торцовомфрезеровании
 |
при цилиндрическом фрезеровании
 |
где lд, В — длина и ширина обрабатываемой поверхности, мм;
N — число деталей в обрабатываемой партии, шт.;
Sпр — продольная подача инструмента или детали, мм/об;
Погрешности Δи и Δт определяются так же, как при обработке на токарных станках.
Методика расчета элементарных и суммарной погрешностей на станках с ЧПУ принципиально не отличается от методики расчета точности обработки на станках обычного типа. Однако суммарная погрешность состоит из большего числа элементарных погрешностей. К дополнительным погрешностям, как известно, можно отнести:

Δп с — погрешность позиционирования суппорта; по величине она может быть принята равной двум дискретам привода подач по соответствующей координате;
Δп р — погрешность позиционирования резцедержателя (инструментальной головки или блока); в современных станках с ЧПУ она не превышает 6. 8 мкм;
Δкор — погрешность отработки коррекции (в случае работы с корректорами), численно равная двум дискретам привода подач по соответствующей координате.
Вместе с тем при работе с корректором из расчета Δ∑ можно исключить систематическую погрешность от размерного износа инструмента Δи (так как в программу можно ввести периодическую коррекцию положения инструмента), а из расчета погрешности размерной настройки Δн — составляющую Δрег (так как эта составляющая учитывается погрешностью коррекции Δкор).
В связи с более жесткой конструкцией податливость станков с ЧПУ может быть принята в 2. 4 раза меньшей, чем у аналогичных станков с ручным управлением, т.е. Wст.ЧПУ = 0,33 W ст.руч.упр.
Оценка погрешности при проведении обработки
Суммарную погрешность будем определять на размер диам. 100-0,054
Все погрешности, определяющие точность обработки деталей машин на металлорежущих станках, могут быть разделены на три категории:
1) погрешности установки заготовок – ey;
2) погрешности настройки станка – Dн;
3) погрешности на стадии процесса обработки, которые вызываются:
а) размерным износом режущих инструментов – Dи;
б) упругими деформациями технологической системы под влиянием силы резания – Dу;
в) геометрическими неточностями станка SDст;
г) температурными деформациями технологической системы SDт.
При обработке на станках с ЧПУ дополнительно возникают погрешности позиционирования элементов системы и отработки программ управления.
Расчет точности необходим в основном для операций чистовой обработки, выполняемых с допуском по 6-му – 11-му квалитетам.
Суммарные погрешности обработки деталей на настроенных станках определяют по уравнениям:
– для диаметральных размеров
 ;
;
Расчет погрешности диаметральных размеров при однорезцовом точении может быть выполнен по методике, изложенной в [22].
После определения суммарной погрешности DS проверяется возможность обработки без брака:

где  – допуск на операционный размер.
– допуск на операционный размер.
В случае несоблюдения этого условия необходимо предложить конкретные мероприятия по снижению DS.
1. Определим величину погрешности Dи (на радиус), вызванную размерным износом резца:
где: L — длина пути резания при обработке партии N деталей, определяемая как:
L = p*D*l/So = (3,14*100,4*15/0,09)*5 = 262713,3333 мм (263 м)
Дополнительный путь резания L0=500 м соответствует начальному износу вершины резца в период приработки.
Для сплава T30K4 относительный износ и0=4 мкм/км.
 ((263+500)/1000)*4 = 3,052 мкм;
((263+500)/1000)*4 = 3,052 мкм;
2. Определим колебание отжатий системы Dу вследствие изменения силы Py из-за непостоянных глубины резания и податливости системы при обработке.
где Wmax — наибольшая и наименьшая податливость системы, мкм/кН;
Pymax, Pymin наибольшее и наименьшее значения составляющей силы резания, совпадающей с направлением выдерживаемого размера, кН.
Для станка 16К20Ф3С32 повышенной точности наибольшее и наименьшее допустимое перемещение продольного суппорта под нагрузкой 5,5 кН составляет соответственно 150 мкм. При установке заготовки консольно в патроне минимальную податливость системы не определяют из-за малого свеса заготовки, поэтому максимальная податливость будет возможна при положении резца в конце обработки, т.е. у передней бабки станка. Исходя из этого, можно принять Wmax=150/5,5=27,273 мкм/кН.
Заготовку, установленную на станке можно представить как балку на двух опорах, нагруженную сосредоточенной силой, а наибольший прогиб в середине вала

где lд — длина заготовки,
E — модуль упругости материала,
J=0,05dпр 4 — момент инерции поперечного сечения вала;
dпр — приведенный диаметр заготовки, для гладких валов dпр=dвала; для ступенчатых валов с симметричным уменьшением диаметров ступеней
 = 150 мм
= 150 мм
Имея в виду, что W=y/Py, после соответствующих преобразований получим. При установке заготовки в центрах величина наибольшей податливости заготовки:
 = (2/150)*((60/150)*(60/150)*(60/150)) =
= (2/150)*((60/150)*(60/150)*(60/150)) =
Тогда максимальная податливость технологической системы:
Wmax =27,273+0,001=27,274 мкм/кН.
Наибольшее Pymax и наименьшее Pymin нормальные составляющие усилия резания определяются согласно формуле:
На предшествующей операции (предварительном точении) заготовка обработана с допуском по IT10, т.е. возможно колебание припуска на величину 1/2*(IT10+IT8), что для диаметра 100,4 мм составит 0,5*(0,14+0,054) = 0,097 мм, а колебание глубины резания составит:
Py max= 2,43×0,6 0,9 ×0,09 0,6 ×191 -0,3 ×1= 0,099 кН;
Py min= 2,43×0,2 0,9 ×0,09 0,6 ×191 -0,3 ×1= 0,053 кН.
Колебание обрабатываемого размера вследствие упругих деформаций:
3. Определим погрешность, вызванную геометрическими неточностями станка SDст.

где С — допустимое отклонение от параллельности оси шпинделя направляющим станины в плоскости выдерживаемого размера на длине L;
l — длина обрабатываемой поверхности.
Для токарных станков повышенной точности при наибольшем диаметре обрабатываемой поверхности до 400 мм С = 8 мкм на длине L = 300 мм.
При длине обработки l =15 мм:
 = (8/300)*15 = 0,4 мкм.
= (8/300)*15 = 0,4 мкм.
4. В предположении, что настройка резца на выполняемый размер производится с учетом дискретного перемещения инструмента шаговым двигателем, то примем метод регулирования положения вершины резца с контролем положения резца с помощью стрелочного индикатора с ценой деления 0,01 мм, определим погрешность настройки в соответствии с формулой:
 ,
,
где Dр — погрешность регулирования положения резца;
Dизм — погрешность измерения размера детали;
кр=1,73 и ки=1,0 — коэффициенты, учитывающие отклонения величин Dр и Dизм от нормального закона распределения.
Для заданных условий обработки:
Dр=10 мкм и Dизм=13 мкм при измерении IT8 мм. Тогда погрешность настройки
 = 18,48 мкм.
= 18,48 мкм.
5. Определим температурные деформации технологической системы, приняв их равными 15 % от суммы остальных погрешностей:
 = 0,15*(3,052+1,255+0,4+18,48) =
= 0,15*(3,052+1,255+0,4+18,48) =
6. Определим суммарную погрешность обработки:
 = 38,9953 мкм.
= 38,9953 мкм.
DS не превышает заданную величину допуска (Td=54 мкм), поэтому возможна обработка без брака.
Общая оценка детали
Размерная цепь – это замкнутый контур, образованный тремя или более размерами, непосредственно участвующими в решении задачи обеспечения точности замыкающего звена.
Технологические размеры цепи рассчитываются чаще всего методом полной взаимозаменяемости.
В размерной цепи замыкающим звеном является технологические требования на обеспечение работоспособности узла. Чаще всего замыкающим звеном в технологической размерной цепи является то, которое получается как результат выполнения всех остальных.
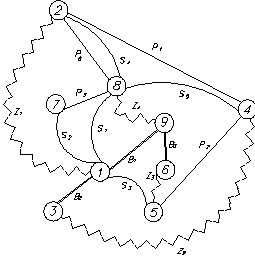
Схематическое представление технологического процесса обработки детали:
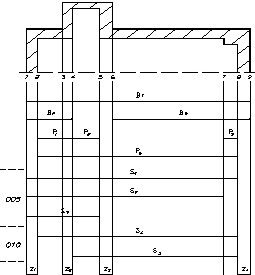
Первая размерная цепь:
Вторая размерная цепь:
Третья размерная цепь:
S3max = S3min + TS3 = 15,82+1 = 16,82, S3 = 16 
Z1 = 1 
Четвертая размерная цепь:
Пятая размерная цепь:
Шестая размерная цепь:
B1max = B1min + TB1 = 41.45+1.6 = 43.05, B1 = 143 
Z4 = 1 
Седьмая размерная цепь:
Z2 = 1 
Восьмая размерная цепь:
B3min = B3max – TB3 = 25.23-1.4 = 23.83, B3 = 124 
Z3 = 2 







