- Разборка и сборка электродвигателей при ремонте
- Общая сборка электрических машин
- Технология и оборудование производства электрических машин — Сборка электрических машин
- Содержание материала
- § 18-1. Основные определения
- § 18-2. Организационные формы сборки
- Поточная сборка.
- Основные данные для расчета поточной линии.
Разборка и сборка электродвигателей при ремонте
 Порядок разборки электродвигателей
Порядок разборки электродвигателей
Порядок разборки электродвигателя при ремонте следующий:
1. Снимают шкив или полумуфту.
2. Снимают крышки подшипников качения, отпускают хомуты траверс, отвинчивают гайки со шпилек, стягивающих фланцы шарикоподшипников.
3. Выпускают масло из подшипников скольжения.
4. Снимают подшипниковые щиты.
5. Вынимают ротор электродвигателя.
6. Снимают с вала подшипники качения, вытаскивают из щитов втулки или вкладыши подшипников скольжения.
7. Промывают бензином или керосином щиты, подшипники, траверсы, вкладыши, масленки, уплотнения и т. п.
8. Очищают обмотки от пыли или продувают их очищенным сжатым воздухом.
9. Загрязненные обмотки после продувки протирают чистой тряпкой, смоченной в бензине.
10. Производят распайку соединений и вынимают обмотки из пазов.
 Разборку электродвигателя следует проводить так, чтобы не повредить отдельных деталей. Поэтому при разборке не разрешается применять слишком больших усилий, резких ударов, пользоваться зубилами.
Разборку электродвигателя следует проводить так, чтобы не повредить отдельных деталей. Поэтому при разборке не разрешается применять слишком больших усилий, резких ударов, пользоваться зубилами.
Туго выворачивающиеся болты смачивают керосином и оставляют на несколько часов, после чего болты ослабляют и выкручивают.
При разборке электродвигателя все мелкие детали складывают в специальный ящик. Каждая деталь электродвигателя должна иметь бирку, на которой указывают номер ремонтируемого электродвигателя. Болты и шпильки после разборки лучше ввернуть на свои места, что предотвратит возможную их утерю.
Шкив, полумуфту и шарикоподшипник снимают с вала при помощи стяжки. (рис. 1). Желательно чтобы стяжка была с тремя скобами.
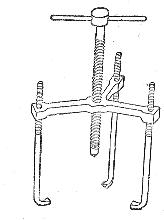
Конец болта стяжки упирают в торец вала электродвигателя, а концами скоб захватывают края шкива, муфты или внутреннюю обойму подшипника. При вращении болта снимаемая деталь сползает с вала электродвигателя. При этом нужно следить, чтобы направление усилия совпадало с осью вала, так как иначе возможен перекос, который вызовет повреждение цапфы вала электродвигателя.
Если подобной стяжки нет, то шкив или подшипник снимают с вала электродвигателя легкими ударами молотка через прокладку из твердого дерева или меди. Удары наносят по ступице шкива или внутреннему кольцу пошипника качения равномерно по всей окружности.
Для снятия подшипникового щита электродвигателя отвинчивают болты и легкими ударами молтка через прокладку по выступающим краям щита отделяют его от корпуса. Для избежания поломок при разборке больших электродвигателей ротор электродвигателя и щит при снятии должны находится в подвешенном состоянии, что обычно осуществляется с помощью специальных подъемных средств (тали, тельферы и т.д.).
В зазоре между ротором и статором электродвигателя прокладывают картонную прокладку достаточной толщины, на которую при снятии ложится ротор. Это предотвратит возможные повреждения изоляции обмоток электродвигателя.
При разборке небольших электродвигателей ротор вынимают вручную. На один конец вала, обернутый картоном, одевают длинную трубу, при помощи которой осторожно выводят ротор из расточки статора, поддерживая его все время на весу.
При ремонте подшипников скольжения необходимо вынуть из их подшипникового щита цельную втулку или вкладыш при помощи ударов деревянным молотком через деревянную выколотку. Щит при этом нужно ставить так, чтобы подшипник упирался в эту опору. При другом расположении подшипник может дать трещину. Необходимо также следить за тем, чтобы не повредить смазочных колец.

Порядок сборки электродвигателей
Сборку электродвигателя начинают со сборки отдельных узлов. В подшипниковые щиты запрессовывают перезалитые вкладыши или выточенные заново втулки. Их надо предварительно пришабрить по валу и выпилить в них по старым размерам канавки для смазки и прорези для смазочных колец.
Вкладыши и втулки запрессовывают в щит при помощи небольшого винтового или гидравлического пресса или осторожными ударами молотка через прокладку. При этих операциях сборки особенно опасны перекосы, которые могут привести к заклиниванию втулок и вкладышей.
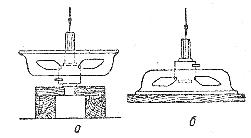
Рис. 2. Установка подшипникового щита электродвигателя при выбивании вкладыша: а — правильная, б — неправильная.
Шарикоподшипники необходимо туго посадить на вал. Для облегчения этой операции подшипник нагревают в масляной ванне до температуры 70 — 75°. При этом подшипник расширяется и легче надевается на вал электродвигателя. При нагревании подшипник не рекомендуется ложить на дно ванны, а надо подвешивать его на проволоке. Подогревать подшипник в пламени паяльной лампы не рекомендуется чтобы не допустить отпуск стали подшипника.
Насаживают подшипник на вал электродвигателя легкими ударами молотка по трубе, упирающейся во внутреннее кольцо подшипника. При дальнейшей сборке наружная обойма подшипника должна быть посажена нормально в гнездо подшипникового щита. Слишком тугая посадка может привести к зажиму шариков, а слабая вызовет проворачивание наружной обоймы подшипника в гнезде щита, что недопустимо.
Следующую операцию — введение ротора в расточку статора производят так же, как и при разборке. Затем устанавливают подшипниковые щиты, закрепляя их временно болтами. При этом необходимо, чтобы щиты были установлены на свое старое место, что проверяют по совпадению меток, нанесенных на корпусе и щите при разборке.
При одевании щитов на вал электродвигателя надо приподнять смазочные кольца подшипников скольжения, иначе они могут быть повреждены валом.
После установки щитов ротор электродвигателя проворачивают вручную. Ротор правильно собранного электродвигателя должен вращаться сравнительно легко.
Тугое вращение вала электродвигателя может быть вызвано: неправильной посадкой подшипника качения на вал (малый радиальный зазор), недостаточной расшабровкой втулки или вкладыша подшипника скольжения, наличием в подшипнике опилок, грязи, засохшего масла, перекосами вала, обработкой вала или корпуса, не соответствующей посадке, увеличенным трением кожаных или войлочных уплотнений о вал.
Затем окончательно затягивают болты подшипниковых щитов, заполняют соответствующей смазкой подшипники качения и закрывают их крышками. В подшипники скольжения заливают масло.
Ротор собранного электродвигателя еще раз проворачивают вручную, проверяют отсутствие задевания вращающихся частей за неподвижные, определяют и подгоняют необходимую величину разбега (осевого перемещения ротора).
После сборки электродвигатель подключают к сети и проверяют при работе вхолостую, а затем она поступает на окончательные испытания.
Общая сборка электрических машин
Технологический процесс сборки машины зависит от ее конструкции и размеров. Организация общей сборки зависит от типа производства (единичного, серийного, массового).
Крупные электрические машины выпускают в единичном производстве. При этом используют универсальное сборочное оборудование и приспособления, универсальный инструмент, применяют труд высококвалифицированных рабочих. Сборочные цеха оснащают мостовыми кранами, тельферами, подъемниками.
В серийном производстве технологический процесс оснащается в большей степени, сложные операции разбивают на простые. Применяется узловая сборка, специализированное сборочное оборудование. Квалификация слесарей-сборщиков может быть ниже.
Типовые операции сборки
1. Сборка основных узлов машины – статора с ротором и подшипниковыми щитами.
2. Контроль сборки основных узлов.
3. Монтаж выводов.
4. Установка щеток и их присоединение к щеткодержателям.
5. Опробование машин под током.
6. Крепление внешних сборочных элементов (вентиляторов, колпаков, редуктора).
7. Обкатка машины.
8. Контроль и испытания.
9. Крепление защитной ленты.
Сборка основных узлов машины.
Щиты крепятся к станине винтами или стяжными болтами, а ротор со щитами крепятся через подшипники. Внутренне кольцо подшипника всегда напрессовывается на вал ротора. Обойма подшипника со стороны привода запрессовывается в гнездо щита, вторая обойма не закрепляется, это необходимо для компенсации температурных удлинений. Усилие запрессовки не ложно передаваться. Могут быть следующие случаи напрессовки:
— Напрессовывается только кольцо;
— Запрессовывается только обойма;
— Подшипник одновременно напрессовывается на вал и запрессовывается в гнездо щита.
Последовательность сборки зависит от типа подшипниковых гнезд (открытое и закрытое). Различают следующие схемы сборки:
1. В обоих подшипниковых щитах гнезда закрытые. В этом случае на одном конце вала вначале напрессовывают подшипник, затем в противоположный щит впрессовывают другой подшипник, а в его гнездо соответствующий конец вала. Ротор с подшипниковым щитом вводят в статор, после чего к нему прикрепляют второй щит.
2. В обоих подшипниковых щитах гнезда открытые. К станине прикрепляют первый щит, в статор вводят ротор, вал которого пропускают в отверстие закрепленного щита. Прикрепляют второй щит, после чего одновременно запрессовывают оба подшипника (снаружи).
3. В одном щите открытое гнездо в другом закрытое. В начале к статору прикрепляют щит с открытым гнездом. Затем в статор вводят ротор, соединенный подшипником со вторым щитом. После этого в открытое гнездо и на вал запрессовывают второй подшипник.
4. Машина с двумя магнетными подшипниками. На вал ротора одновременно напрессовываются внутренние кольца обоих подшипников, а наружные кольца сажают в гнезда щитов. В статор вводят ротор, после чего крепят оба подшипниковых щита.
Во избежание перекоса подшипников сборку машины лучше вести в вертикальном положении статора. Возможен другой вариант: ротор, вал которого запрессован в подшипник щита, располагается вертикально, а статор надевается на него. Приспособления для сборки имеет простую форму, например, подставка из текстолита. Приспособление имеет поверхности для вертикальной сборки и горизонтальной установки машины. В процессе сборки ЭМ производится установка и притирка щеток к вращающемуся коллектору. При этом машина включается на холостой ход под номинальное напряжение. Признаком окончания притирки является величина притертой поверхности не менее 80%. После притирки щит и коллектор продувают сжатым воздухом.
Дата добавления: 2015-05-08 ; просмотров: 1631 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Технология и оборудование производства электрических машин — Сборка электрических машин
Содержание материала
РАЗДЕЛ IV
СБОРКА И ИСПЫТАНИЕ ЭЛЕКТРИЧЕСКИХ МАШИН
ГЛАВА XVIll
СБОРКА ЭЛЕКТРИЧЕСКИХ МАШИН
§ 18-1. Основные определения
Сборка является одним из важных этапов в производстве любых механизмов, от качества выполнения ее во многом зависит надежность и долговечность работы изделия. Трудоемкость сборки электрической машины средних габаритов составляет 4—8% от общей трудоемкости ее изготовления.
Любая машина состоит из деталей и сборочных единиц.
Деталь — изделие, изготовленное из однородного по наименованию и марке материала без применения сборочных операций. Например, вал, станина электродвигателя.
Сборочная единица — изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями (свинчиванием, клепкой, сваркой, пайкой, опрессовкой, склеиванием, укладкой и т. п.).
Изделие — любой предмет или набор предметов производства, подлежащих изготовлению на предприятии.
Технологический процесс сборки, как и механической обработки, состоит из операций и переходов. Исходя из определения понятий операция и переход (см. гл. I), сформулируем определение операции и перехода применительно к сборке.
Сборочной операцией называется часть технологического процесса сборки изделия, выполняемая над одной сборочной единицей одним или несколькими рабочими одновременно на одном рабочем месте до перехода к сборке следующей сборочной единицы.
Переходом называется часть операции, которая выполняется без смены инструмента одним рабочим или бригадой.
§ 18-2. Организационные формы сборки
В зависимости от положения изделия при сборке сборка может быть стационарной или подвижной, а в зависимости от расположения сборочных мест относительно друг друга — поточной или непоточной.
При стационарной сборке рабочий или группа рабочих собирают изделия на неподвижных рабочих местах (все необходимые детали и сборочные единицы подаются к рабочему месту. Стационарная сборка электрических машин в зависимости от габаритов изделия может производиться на: а) специально отведенной площадке цеха,
б) верстаках, в) оборудованных стендах.
Стационарная сборка применяется в единичном и серийном производствах и производится концентрированным или дифференцированным методом.
При концентрированном методе сборочный процесс не расчленяется на операции и общая сборка электрической машины от начала до конца производится одним рабочим. Такой метод сборки характерен для единичного производства, он требует высокой квалификации рабочих, больших затрат времени на сборку и значительных сборочных площадей.
Подвижная форма сборки применяется в крупносерийном и массовом производствах и производится только дифференцированным методом.
При дифференцированном методе весь процесс разбивается ii а отдельные операции и каждую из них выполняет отдельный рабочий или группа рабочих. Изделие в процессе сборки перемещается от одного рабочего места к другому. Рабочие места оснащены необходимыми сборочными инструментами и приспособлениями, на них выполняется одна и та же операция. Такой метод является более прогрессивным, так как позволяет специализировать сборщиков на определенных операциях, в результате чего повышается производительность труда.
В электромашиностроении находят применение оба вида сборки.
Поточная сборка.
Поточной называется такая сборка, при которой сборочный процесс расчленен на отдельные операции, примерно равные или кратные по времени и выполняемые непрерывно, а собранные готовые изделия с поточной линии сходят через определенные промежутки времени, называемые тактом.
В поточной линии рабочие места расположены в порядке выполнения сборочных операций.
Метод поточной сборки может быть осуществлен как при неподвижном, так и при подвижном собираемом объекте.
Поточная сборка при неподвижном объекте применяется при большом такте сборки или выпуске тяжелых машин, перемещение которых затруднительно. В этом случае изделия собираются на последовательно расположенных неподвижных стендах, а рабочие после выполнения каждым своей операции переходят от одного стенда к другому. После выполнения последней операции сборки с каждого рабочего места снимается готовое изделие.
Поточная сборка при подвижном объекте, или иначе поточная подвижная сборка, может производиться как при непрерывном, так и при периодическом перемещениях собираемых изделий от одного рабочего места к другому.
При непрерывном перемещении изделия сборочная операция выполняется во время движения конвейера при прохождении изделия в зоне рабочего места. Скорость конвейера устанавливается в зависимости от величины такта и расстояния между двумя соседними рабочими местами; таким образом, изделие с одного рабочего места на другое должно переместиться за время, необходимое для выполнения одной операции.
Периодическая подача изделия с одного рабочего места на другое может осуществляться одним из следующих способов:
а) передачей вручную по рольгангу или на тележках;
б) передачей механическими транспортными устройствами (приводным рольгангом, механизированной тележкой, транспортерной лентой и др.);
в) шаговым конвейером;
г) периодически перемещающимся пластинчатым конвейером.
Сборка изделия на таких конвейерах производится во время их
остановок, равных длительности выполнения операции. Сумма времени движения конвейера для перемещения изделия от одного рабочего места к другому и остановки для выполнения операции равна такту.
На выбор того или иного метода перемещения изделия в процессе сборки влияют величина такта, габариты собираемых изделий, трудоемкость и сложность сборочных операций и другие технологические факторы. Для организации поточной сборки важное значение имеет точность разбивки операций по времени выполнения. Это время должно быть равно или кратно такту. В случае его значительного отличия от такта неизбежны простои рабочих.
Достигнуть синхронизации операций по времени сборки за счет перераспределения сборочных переходов по смежным операциям не всегда удается. Поэтому разрабатываются следующие основные организационно-технические мероприятия, при выполнении которых можно добиться повышения производительности труда:
механизация сборочных работ за счет применения специальных инструментов и приспособлений, например болтовертов для одновременного завинчивания всех болтов, крепящих подшипниковый щит;
предварительное соединение деталей в сборочные единицы;
увеличение количества рабочих на данной операции, если это возможно по условиям сборки.
Основные данные для расчета поточной линии.
Такт определяется исходя из количества выпускаемых изделий, мин/гит: 
где Фр.м — годовой (суточный) фонд времени сборочного места в часах при принятой сменности работы;
Всб — годовой (суточный) выпуск изделий в штуках.
Скорость конвейера определяется, м/мин: при непрерывном движении конвейера
при периодически движущемся конвейере 
где I — расстояние между осями двух рабочих мест;
tр — время остановки конвейера, в течение которого производится выполнение сборочной операции на одном рабочем месте.
Скорость движения сборочного конвейера непрерывного действия составляет 0,25—4 м/мин. Расстояние между осями рабочих мест зависит от габаритов собираемых электрических машин. Для средних машин оно составляет 1,25—1,5 м.
Рабочая длина конвейера, м, 
где Мсб — количество сборочных мест;
-Мрез — количество резервных мест на конвейерной ленте. Общая длина конвейера равна рабочей длине плюс длина приводной и натяжной станций. Количество сборочных мест принимается равным количеству сборочных операций при выполнении каждой операции одним рабочим или может быть рассчитано по формуле 
где Тп — трудоемкость сборки одного изделия в человеко-часах.
Резервные места на конвейерной ленте служат для установки на нее перед сборкой транспортной партии статоров и после сборки — готовых машин. При увеличении выпуска электрических машин эти места используются как рабочие.
Непоточная сборка применяется в мелкосерийном и индивидуальном производствах. Изделие собирается на одном рабочем месте.







