- Процесс производства нового автомобиля
- Этапы производства автомобиля
- Общее описание процесса производства автомобиля.
- Прессового производства / Press Shop
- Сварочного производства / Body Shop
- Окрасочного производства / Paint Shop
- Автосборочное производство
- Процесс сборки автомобилей (кузова и шасси). Trim and chassis.
- Как ремонтировать автомобиль
- Организация сборки автомобилей
- Характерными для поточной сборки автомобиля являются следующие признаки:
Процесс производства нового автомобиля
Каждый знает, что производство транспортного средства — очень трудоемкий процесс. Автомобили, которые мы привыкли видеть в дилерских центрах и на дорогах, проходят очень долгий путь перед тем, как попасть в руки владельца. Но мало кто догадывается, что собой представляет процесс производства и какие сегодня применяются технологии на этапе создания транспортного средства.
![]()
Если речь идет об абсолютно новой модели на рынке, то сперва специалисты составляют проект, разрабатывают прототип, дорабатывают его и только после этого запускают первые партии в производство. Рассмотрим, как сегодня создается машина и какие этапы проходит от первой точки до дилерского центра. Весь процесс условно можно разделить на 5 категорий.
Для начала уточним, что создание новой модели может занимать около 72 месяцев. Однако, одни компании делают это гораздо быстрее, а другие могут затягивать выход новинки на несколько лет. Все это зависит не только от опыта и технического оснащения, но и от сложности выполняемых работ.
Первый этап. Подготовка к проектированию новой модели. Срок зависит от разных факторов. Как правило, составляет 0-72 месяцев. На данном этапе специалисты определяют главные особенности новой модели на рынке, смотрят на ее преимущества и уровень продаж на других рынках. После этого анализируют всех потенциальных конкурентов и целевых клиентов. Исходя из этого, определяют вес транспортного средства, планируют расход топлива и объем производства. На следующем этапе специалисты оценивают новый проект, определяют линейку двигателей, которые будут ставиться на автомобиль. Здесь же производитель должен определиться с бюджетом проекта, финансированием и инвестиционными планами.
![]()
Второй этап. Дизайн. Специалисты разрабатывают эскизы интерьера, выбирают дизайнерские темы и модель сборки. Представляют первые рендерные изображения в Сети, чтобы изучить мнение. Разрабатывают внешний дизайн, продумывают цветовые решения и выбирают материалы для отделки. На этом же этапе смотрят, какую аэродинамику будет иметь кузов. После этого создается концепт и представляется на автосалоне.
![]()
Третий этап. Инжиниринг. Самый ответственный этап, на котором продумывают особенности силовой установки, коробки передач. После этого внедряют электронные системы и определенные опции. На этом же этапе специалисты занимаются такими параметрами, как ударопрочность, аэродинамика, оптимизация и долговечность. Важная процедура на третьем этапе — краш-тест, на котором производитель смотрит на все дефекты конструкции кузова. Очень важно оценить экономию топлива, проанализировать стоимость всех компонентов и себестоимость производства. Со всеми поставщиками подписываются договоры и оформляется сертификат на уровень безопасности.
![]()
Четвертый этап. Производство. На данном этапе автопроизводитель приобретает все компоненты для внешней и внутренней отделки кузова. Все элементы проверяются на совместимость, улучшается качество транспортного средства. Специалисты проверяют, готова ли модель пойти в производство. В лучшем случае компания начинает производить первую предсерийную партию.
![]()
Пятый этап. Запуск массового производства. На данном этапе производитель определяет цену на рынках, разрабатывает план продвижения и поставляет первые образцы дилерам. Очень важно правильно разрекламировать модель, чтобы еще до массового выпуска получить высокий спрос.
![]()
Итог. Производство автомобиля — сложный процесс. Он делится на 5 этапов, каждый из которых предполагает анализ модели и изучение перспектив на рынке.
Этапы производства автомобиля

Копирование текста разрешено при условии ссылки на данный контент.
Общее описание процесса производства автомобиля.
Делится на основные 4 этапа производства и состоит из
Прессового производства / Press Shop
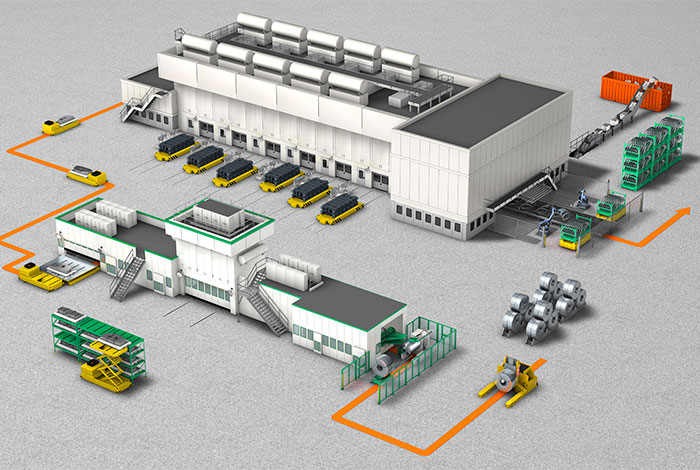
Сварочного производства / Body Shop
Тенденция сварочного производства последних лет сводится к следующим принципам. Так например, в странах с высокой оплатой труда используется оборудование с максимальной автоматизацией процесса и может составлять до 90%. При этом в странах с низкой оплатой труда ситуация обратная, площадки автоматизированы в пределах 20-40%. Низкая автоматизация обоснована в том числе и менее затратным переходом к новой модели.
Лидеры по части оборудования COMAU (Италия). Ведущие поставщики роботов для цехов сварки, это Kuka (Германия), Fanuc (Япония), ABB (Шведско-Швейцарская).
Окрасочного производства / Paint Shop
В первую очередь, стоит отметить, что комплекс нанесения ЛКП (ЛакоКрасочное Покрытие) является самым дорогим в автомобильной промышленности. Затраты на запуск данного комплекса обходятся дороже вместе взятых сварочного и сборочного производства, в денежном эквиваленте стоимость комплекса обходиться автопроизводителю от 50 до 300 млн. долларов.
В данном сегменте имеются свои мировые лидеры, так например самыми технологичными являются комплексы немецких компаний EISENMANN и Dürr, по части роботов Dürr (Германия), ABB (Шведско-Швейцарская), Stäubli (Швейция), Fanuc (Япония), Yaskawa (Япония) в составе Motoman. Поставщики красок это BASF (Германия), PPG Helios (USA), Axalta ранее DuPont (USA), KCC (Ю.Корея) только для корейского автопрома, по части химии Henkel (Германия), Chemetall (USA), ЭКОХИМ (Россия) только на рынке России.
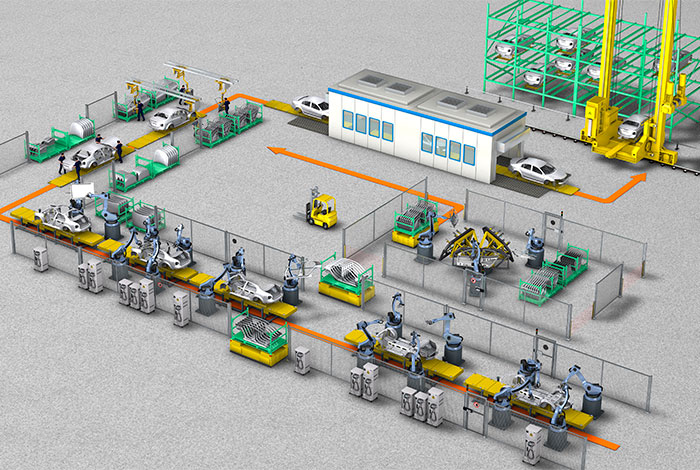
Сборочного производства / Assembly Shop
Сборочное производство можно считать уникальным, т.к. без человека существование этого этапа на сегодняшний день не возможно. Автоматизация крайне мала, по причине сложности выполняемых операций.
Лидеры по производству комплексов оборудования так же немецкие компании EISENMANN и Dürr.
Автосборочное производство

Копирование текста разрешено при условии ссылки на данный контент.
Процесс сборки автомобилей (кузова и шасси). Trim and chassis.
Процесс сборки автомобилей имеет аналогию между всеми автопроизводителями, но могут отличаться последовательностью. Важным аспектом можно выделить наличие автоматизации, т.к. именно на сборке этот показатель имеет самый низкий коэффициент, в пределах 10-15%. Как бы странно это не выглядело, но именно автоматизация специально минимизируется автопроизводителем и в цифрах это выглядит следующим образом: окупаемость автоматического процесса предприятию (оборудование) в денежном эквиваленте достигает 5 лет и более. Это высокий показатель, тогда как оптимальный срок окупаемости должен сохраняться до 3-х лет.
Касательно автоматизации на сборке.
Автоматическая сборка применяется зачастую для вклейки стекол, когда робот наносит клей на стекло и устанавливает на кузов.
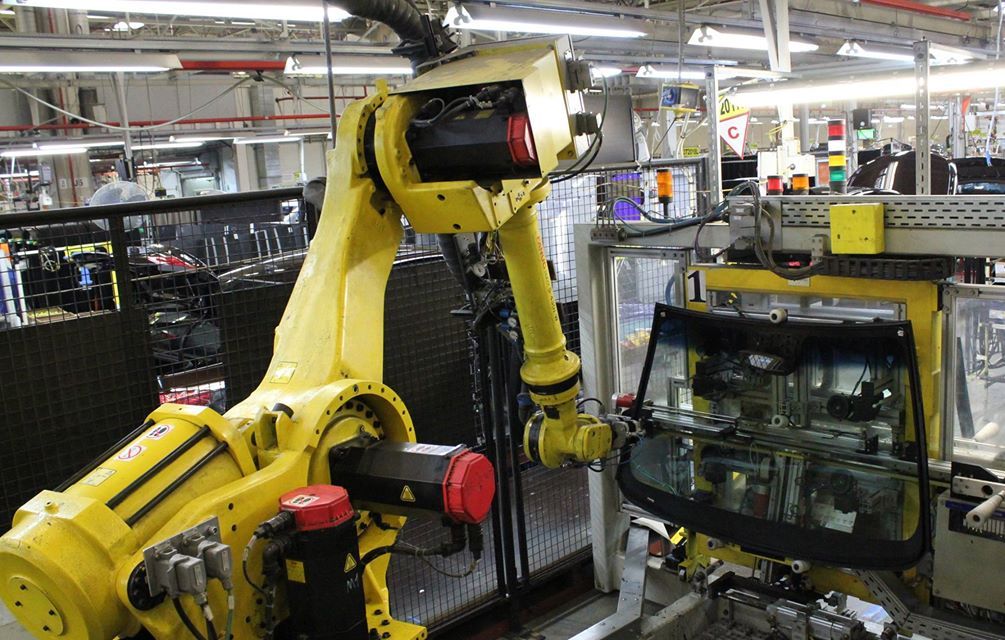 Процесс роботизированной вклейки стекла
Процесс роботизированной вклейки стекла
Остальные вариации это в основном манипуляторы, они облегчают вес изделия и скорость подачи крупной и тяжелой детали, например, как панель приборов, двигатель, двери, колеса, АКБ.
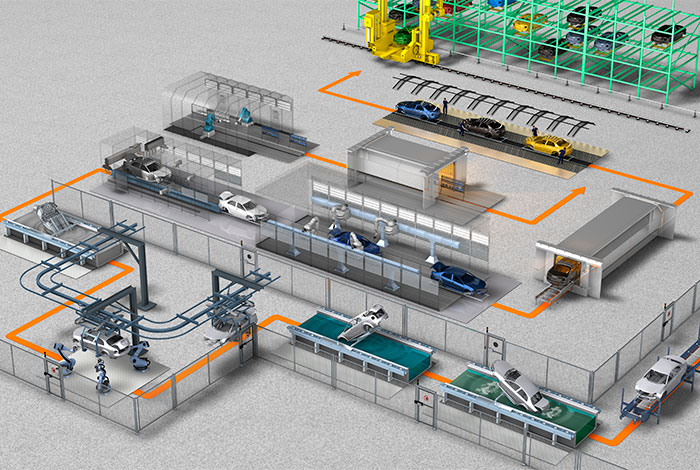
Передовые европейские заводы усовершенствовали процесс сборки интегрировав в конвейер возможность продольного кручения кузова, допустив 90 градусный поворот собираемого автомобиля. Данная опция позволяет быстро, качественно и с минимальной трудоемкостью для операторов производить сборку со стороны днища автомобиля. Т.к. это дорогое оборудование, в России нет подобных линий.

Оптимизации численности персонала возможна с помощью подачи деталей и комплектующих на конвейер посредством автоматических транспортеров AGV.
AGV – это автоматическая телега которая перемещается в заданной траектории. Траектория создается с помощью специальной ленты на полу, от точки А к точке Б и обратно, т.е. склад-конвейер-склад. Имеет она собственную АКБ батарею, блок управления, программатор, связь по WI-FI.

В СНГ AGV используют на Рено Россия (ранее Автофрамос), GM-AVTOVAZ, Nissan СПБ. Сегодня AGV пользуются популярностью, имеют окупаемость в течение года.
Логист на складе заполняет AGV и подтверждает отправку, далее транспортер приезжает к точке доставки и ожидает дальнейшей команды, сборщик на линии выгружает телегу на своем посту и подтверждает возврат на склад.
 Применение AGV в условиях производства
Применение AGV в условиях производства
Но, прогресс в сборочном производстве не стоит на месте и вместо автоматизации сборочные производства сконцентрированы на оптимизации процессов, именно этот пункт позволяет минимизировать количество персонала с максимальным экономическим эффектом, при этом улучшить показатели качества автомобиля, о них опишем ниже:
В особенности в этом заинтересованы отечественные автопроизводители и небольшие компании по производству крупных автокомпонентов. Например, российские автопроизводители редко производят замену модельного ряда, в том числе и фейслифт. Причина крайне проста, все сохранившиеся заводы наследия СССР перешли в частные руки с устаревшим и не модифицированным многие годы принципом работы, в свою очередь у владельцев нет свободных средств, как следствие мы слышим из СМИ о выделении государственной поддержки/субсидий.
Иностранные автопроизводители последовательно вели цикл оптимизаций, как один из простых примеров, это завод полного цикла держать в одних руках убыточно, концентрация осуществляется на основные процессы производства автомобиля, а именно Прессовое, Сварочное, Окрасочное, Сборочное.
Все вторичные производственные процессы, как например: производство баков, пластика (бампера, панели проборов и т.п.), сиденья, печки, шумоизоляция (в том числе ковры) и прочее отдается на аутсорсинг и изготавливается партнерами автопроизводителя.
Почему убыточен завод полного цикла? Опишем требуемые замороженные средства в этапах для деталей и комплектующих на примере производства металлического бензобака:
- Заводу необходимо закупить металл для бензобака (если используется металлический),
- Оплата доставки,
- Хранение на складе завода,
- Транспортировка внутри завода на раскрой,
- Далее, нарезка на заготовки,
- Штамповка,
- Транспортировка на сборку и “обварку” заготовок,
- Транспортировка на окраску,
- Процесс окраски,
- Далее транспортировка на подсборку навесных деталей и в качестве готового продукта через склад в сборочно-кузовной цех.
Данное количество операций занимает несколько дней прежде чем изделие будет установлено на автомобиль, а прибыль за готовую единицу продукции (в нашем случае бензобак) возможно получить только после продажи товарного автомобиля, что составляет примерно 3-4 месяца.
В общей сложности период замораживания средств для детали и ее комплектующих, персонала, здания, налога, электричества, логистики по заводу и т.д. составит порядка 5-6 месяцев.
Однозначно, компактное предприятие с основными циклами имеет меньший период оборота финансовых средств, что позволяет пустить их на развитие.
Все вторичные детали отданы поставщикам, где они сами заказывают оснастку, обслуживают здание и помещение, склады в том числе доставку до сборочного цеха на условиях 30 или 60 дневной отсрочки платежа перед заказчиком.
 Площадка GM
Площадка GM
 Площадка GM
Площадка GMНа примере General Motors.
Автопроизводитель не производит пластиковые детали, но имеет несколько поставщиков, где каждый изготавливает панель приборов, бампера, обшивки дверей. GM выставляет требования к качеству, согласовывает входные цены, производит постоянный аудит поставщика, это называется “развитием”.
При необходимости сделать фейслифт новому продукту, GM отдает поставщику
чертежи. Поставщик за счет собственных средств заказывает оснастку, ведет проект под ключ до серийного производства и поставки продукта на площадку GM.
Оплата затрат поставщика имеет 2 варианта:
- цена затрат поставщика ложится на стоимость детали,
- затраты оплачиваются отдельно после запуска производства.
Каждый из вариантов имеет отсрочку оплаты, что выгодно для GM.
Как ремонтировать автомобиль
Организация сборки автомобилей
Организация сборки автомобилей. Общую сборку автомобилей производят либо на универсальных рабочих местах при небольшом объеме производства и многономенклатурной производственной программе, либо на потоке в случае специализированных предприятий со значительным объемом производства. Общая сборка на ремонтном предприятии должна производиться в той же последовательности и с той же тщательностью, как и сборка нового автомобиля.
Сборка на универсальных рабочих местах характеризуется неподвижностью собираемого автомобиля, к которому подаются все составные части. Такая организация сборки требует продолжительного времени и сборщиков высокой квалификации.
Поточная сборка осуществляется при принудительном передвижении собираемого автомобиля. Автомобиль перемещается конвейером, на котором производится процесс сборки. Движение конвейера (непрерывное или периодическое) принимается в зависимости от размера производственной программы, такта выпуска, сложности сборочных операций и других технологических факторов. Отрезок времени между выходом со сборки двух готовых автомобилей называется тактом сборки.
Характерными для поточной сборки автомобиля являются следующие признаки:
за рабочим местом закреплена определенная сборочная операция;
собранный на предыдущем рабочем месте автомобиль передается на следующую операцию немедленно по окончании предыдущей;
на всех рабочих местах сборочной линии работа синхронизирована и производится по выбранному такту;
Процесс сборки автомобиля начинается, как правило, с установки рамы автомобиля на подставки при сборке на универсальных рабочих местах или на подвижные тележки при поточной сборке. Затем на базовую сборочную единицу (раму) устанавливают в строгой технологической последовательности все основные узлы и агрегаты: передний и задний мосты, карданную передачу, рулевое управление, двигатель в сборе с коробкой передач, радиатор, кабину, колеса и остальные узлы, механизмы и детали. В процессе сборки выполняются необходимые регулировочные работы.
При сборке необходимо обращать внимание на строгое центрирование агрегатов относительно друг друга, так как несоблюдение этого условия приводит к чрезмерному износу отдельных агрегатов и их преждевременному выходу из строя в процессе эксплуатации.







