Производство
Продукция под торговой маркой HARTUNG выпускается ПАО «Челябинским кузнечно-прессовым заводом» с 2006 года. Предприятие является одним из основных поставщиков стальных штампованных колес для автобусов, тракторов, прицепов, строительных и дорожных машин, сельхозтехники, грузовых и легковых автомобилей. Здесь выпускаются дисковые и бездисковые профилированные колеса и колеса из горячекатаных профилей. Применяемость продукции: камерные, бескамерные колеса, колеса с регулируемым давлением в шине.
 |  |  |
| Производство расположено в цехе площадью 41 200 м 2 | В цехе трудятся более 400 квалифицированных рабочих | Производственные мощности — 2 000 000 колес в год |
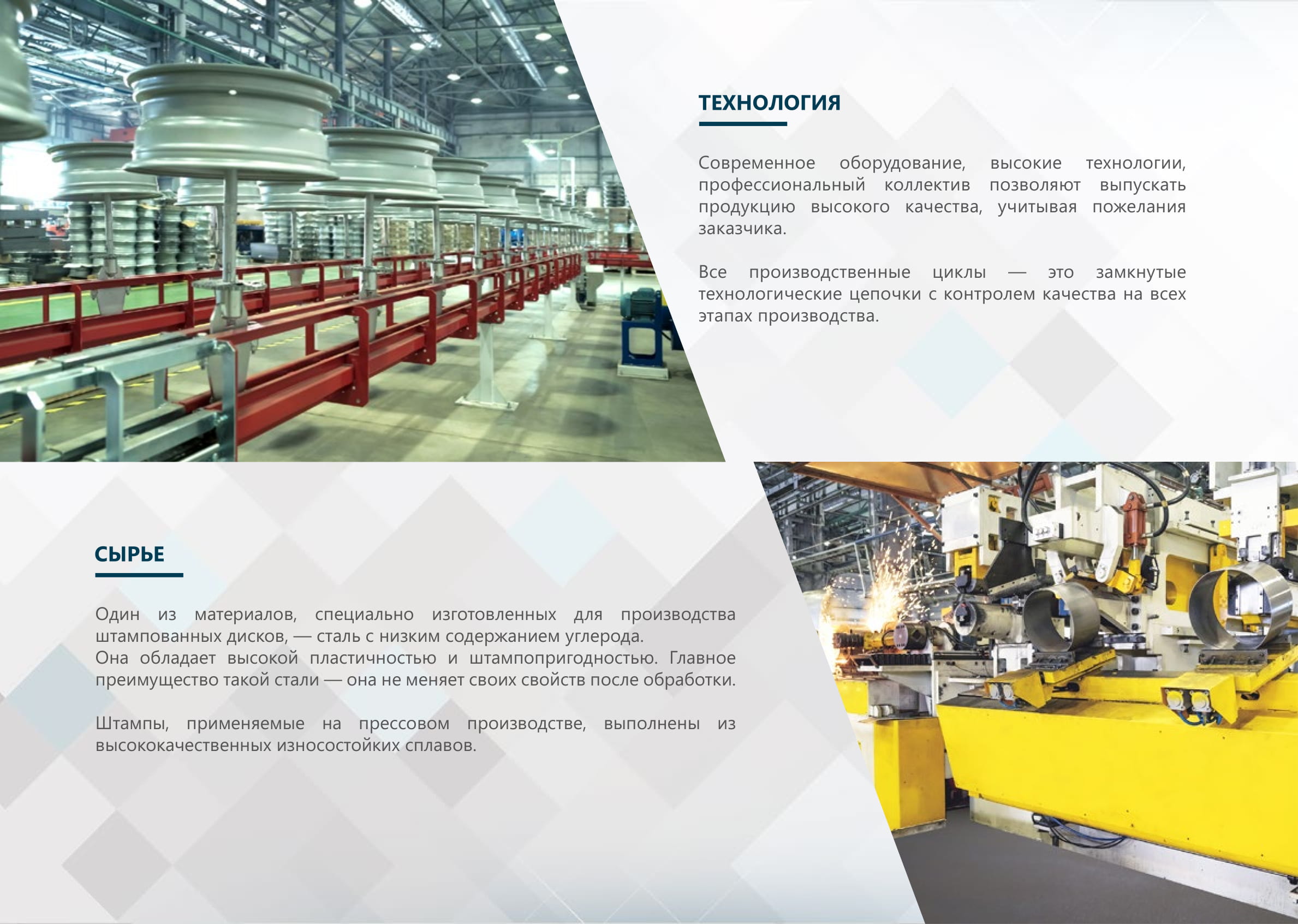
Оборудование
- 3 линии по производству профилированных колес
- 4 линии штамповки дисков колес
- 6 линий по производству ободьев колес из горячекатаных профилей
- 4 линии по производству колец
- 8 линий сборки-сварки колес
- новая раскатная машина РТМ 125-750 для раскатки дисков и ободьев колес
- роботизированный комплекс токарной обработки дисков колес. Комплекс состоит из 2 токарных станков фирмы VICTOR и промышленного робота FANUC.












Предприятие является одним из ведущих отечественных поставщиков машиностроения.
Внедрение новейших технологий производства и управления, постоянная модернизация и обновление станочного парка, повышение квалификации персонала позволяет предприятию выпускать продукцию, удовлетворяющую международным требованиям, и доставлять ее потребителю точно в срок. По желанию заказчика колеса могут быть в сборе с шинами. Одно из наших конкурентных преимуществ — все ошинованные колеса проходят балансировку.
Производство колесных дисков сертифицировано по системам ISO 9001, ISO/TS 16949, ISO 14001, что является гарантией высочайших качественных характеристик выпускаемой продукции. Контроль качества осуществляется на каждом этапе производства колес. Колесная продукция завода завоевала признание многочисленных предприятий страны и ближнего зарубежья, среди которых АЗ «Урал» группы предприятий «ГАЗ», ЗАО «Тверской экскаватор», КрАЗ, ЧМЗАП и др.
На предприятии реализуется широкомасштабная комплексная программа по модернизации производства, включающая как основное, так и вспомогательное оборудование. В производство внедряются процессы быстрой переналадки, инструменты бережливого производства, Kaizen.
Производство штампованных и литых дисков
Что является самым важным фактором в производстве колеса? Процесс производства дисков — это наука и искусство, добавьте туда технические инновации и многоступенчатый контроль качества — и вы получите готовый продукт для дистрибуции.
Производственные мощности — это 4 современных предприятия полного цикла: 2 завода по изготовлению литых дисков суммарной производственной мощностью 2 млн/единиц в год и 2 завода-изготовителя штампованных дисков с мощностью 1,5 млн/единиц в год. Каждое предприятие соответствует производственным стандартам ISO 14001:2004, ISO/TS 16949, ISO 9001:2008. Вся продукция имеет сертификаты соответствия ГОСТ-Р50511, TSE, CE.
Диски разрабатывают и производят только профессиональные дизайнеры и технологи. Система отбора персонала позволяет сформировать команду лучших специалистов и квалифицированных экспертов.

Виртуальные тесты
Производитель знает о каждом диске все задолго до отлива первого колеса. Каждая новая модель начинается с виртуального моделирования пресс-формы. Инженеры разрабатывают 3D модель, которая подвергается искусственным тестам. Программное обеспечение позволяет спрогнозировать наперед, как диск будет вести себя на стендовых испытаниях. После положительного результата выпускается опытная партия, которая проходит аналогичные проверки, но уже в реальных условиях.

Изготовление литых дисков
Жизненный цикл каждой модели начинается с отлива пресс-формы. Для производства литых и штампованных дисков на заводах используется только высококачественное сырье. Поставщиком сырья для штампованных дисков является всемирно известный металлургический гигант «Baosteel Group».

Основные компоненты сплава — это жидкий алюминий, кремний и легирующие присадки. В производстве используются литейный алюминиевый сплав в сочетании с термической обработкой по технологии Т6. Он лучше остальных переносит термическую обработку и на 20% лучше выдерживает механические нагрузки. По готовности сплава опытный образец отправляется на спектральный анализ на соответствие всем техническим нормам.
При отливе заготовок производитель использует способ литья под низким давлением и технология кокильной заливки форм. На предприятиях имеется 25 семиосных автоматических установок низкого давления и 20 машин для кокильного литья. В процессе отливки достигается быстрое заполнение литейной формы, микроструктура сплава получается плотной. Готовые отливки поступают на рентгеноскопический контроль для недопущения в производство заготовок с внутренними дефектами.
Высокоточные станки с ЧПУ позволяют отливать и производить механическую обработку любые типоразмеры дисков от 12 до 30 дюймов. Также производитель может открыть любую необходимую пресс-форму по желанию клиента.
Итальянская покрасочная линия, установленная на обоих заводах, одна из самых современных. В производстве используются экологически чистые порошковые краски. При нанесении краска стремится распределиться равномерно по всему корпусу диска, что улучшает качество покрытия не только на плоских поверхностях, на острых углах и краях изделия. Такой метод окрашивания гарантирует равномерность покрытия, отсутствие подтеков, дефектов покрытия или эффекта «шагрени».
Вследствие большой прочности порошковых покрытий диски надолго сохраняют товарный вид и устойчивы к воздействию уличных реагентов и механических повреждений.

Изготовление штампованных дисков
В изготовлении штампованных дисков используется листовая сталь, поставляемая на заводы в бухтах. Бухту разматывают и режут на заготовки индивидуально для каждого типоразмера. Из каждой заготовки методом вальцовки, прессования и сварки изготавливают полуфабрикат, который профилируют и придают профиль обода колесного диска.
На сборочной линии спицы впрессовывают в обод и сваривают методом точечной 4х-тактной сварки в среде углекислого газа. Готовый колесный диск проверяют на соответствие требованиям качества и затем на его поверхность наносят защитно-декоративное покрытие.
Стендовые испытания
Прежде чем сойти с конвейера, каждый диск проходит испытания в сертифицированной лаборатории: тест на растяжимость, радиальное биение и динамическую балансировку, герметичность, устойчивость к коррозии, диагностику на целостность структуры и отсутствие микротрещин, хроматический контроль и оценку адгезивных свойств ЛКП.

В 2016 году в Ярославле началось строительство завода по производству штампованных колесных дисков. Главным инвестором данного проекта стало ЗАО ТК «Яршинторг», что позволило в кратчайшие сроки на территории инвестора построить и организовать производство автомобильных дисков. Таким образом, в конце 2017 года в Ярославле открылся первый завод по полному циклу производства штампованных колесных дисков для легковых и легкогрузовых автомобилей.


Завод образует вокруг себя развитую промышленную инфраструктуру. Производственные процессы имеют высокий уровень автоматизации.
На предприятие поставлено современное оборудование итальянского, американского, китайского и российского производства. Мощность производства – 1,5 млн/дисков в год. Завод производит 13, 14, 15, 16 и 17 дюймовые колеса для всех популярных марок автомобилей. Новый завод позволил переориентировать товарные потоки из Китая в Россию. Уже запланированы поставки готовой продукции для первичной (OEM) комплектации автомобилей на российских заводах-изготовителях. Заключены контракты на экспорт дисков в Европу. Все выпущенные на российском заводе диски соответствуют нормам немецкого стандарта TUV и итальянского Qualilab.
На производстве действует серия международных стандартов качества ISO 9001, а надежность готовой продукции соответствует стандартам, принятым в России, Северной Америке, Европе и Азии. Социальную значимость завода можно оценить уже сегодня. В производстве задействованы десятки опытных инженеров и специалистов. Запущенный в эксплуатацию завод обеспечивает рабочими местами более 150 человек и оказывает благоприятное влияние на социально-экономическую ситуацию в регионе.
Помимо экономической эффективности производства производитель стремится добиться баланса с окружающей средой. Специально для нового предприятия была разработана долгосрочная программа снижения выбросов загрязняющих веществ в окружающую среду.
На новом предприятии внедрены международные стандарты и системы экологического мониторинга, что позволяет в режиме реального времени регулировать производственную нагрузку и не превышать предельно-допустимые нормы по промышленным выбросам.










Компания Яршинторг является производственной площадкой по изготовлению кованых дисков под заказ. Мы производим продукцию как по индивидуальным дизайнам заказчика, так и по готовым дизайнерским решениям, созданным нашими конструкторами. Нашу продукцию вы найдете среди моделей многих известных брендов. Мы работаем с отечественными и международными компаниями, налажены поставки в страны СНГ и Европы.
Для производства кованых дисков мы используем сплав типа 6061 на основе алюминия с легирующими добавками магния, меди, кремния, цинка и других металлов. Данный сплав применяется при изготовлении деталей в авиапромышленности.
С каждым клиентом ведётся индивидуальная работа. Персональный менеджер сопровождает весь процесс производства от начала и до конца, что гарантирует высокое качество продукта и своевременное выполнение работ.
Производство дисков
Компания CMST уже более 20 лет занимается разработкой и производством кованых дисков для премиум и спортивных автомобилей по всему миру. Будучи профессионалами своего дела, наши дизайнеры и проектировщики создают действительно уникальные и стильные диски.

В активе компании уже более 100 разработанных и проверенных моделей. Среди них моноблоки, а также двух- и трёхсоставные кованые диски как для легковых автомобилей, так и для внедорожников.

Создание диска начинается с идеи. Вы можете в полной мере проявить свою индивидуальность и принять непосредственное участие в разработке эксклюзивного дизайна дисков, который наши дизайнеры доработают согласно всем вашим пожеланиям.

Линейка уже готовых дизайнов дисков всё время пополняется новыми актуальными моделями. Наши дизайнеры всегда следят за тенденциями и трендами в области автомобилестроения, что позволяет нам своевременно разрабатывать современные дизайны дисков, подходящие для только выпущенных автомобилей.
Как только наши дизайнеры передают чертежи в инженерный отдел, наши проектировщики начинают работу над 3D-моделью.
На этом этапе при помощи программного обеспечения мы проверяем и тестируем базовые характеристики создаваемых дисков. Разработанные нами критичные значения нагрузок позволяют увеличить запас прочности и надёжности продукта.

За всё время работы нашей компании у нас появилась большая база OEM, благодаря которой мы можем с полной уверенностью подобрать параметры дисков по характеристикам вашего автомобиля и вашим личным предпочтениям.

После тщательного подбора нашими инженерами всех необходимых параметров мы даём гарантию того, что изготавливаемые нами диски подойдут к вашему автомобилю и будут производительней, чем диски со штатными параметрами. При этом они будут сочетать в себе минимальный вес и максимальную прочность.

Каждый комплект дисков производится индивидуально для каждого конкретного авто с учётом всех его технических особенностей и характеристик. В результате вы получаете оптимальные параметры дисков в сочетании с максимальной вогнутостью спиц или максимальной шириной полки.
Каждый комплект кованых дисков CMST изготавливается исключительно из высококачественного авиационного алюминия марки 6061-T06, что обеспечивает максимальное качество и прочность.

Мы гордимся тем, что наша фабрика имеет собственное производство полного цикла. В него входит более двадцати станков числового программного управления, покрасочные камеры, сертификацию TUV. Всё это позволяет нам на каждом этапе организовывать контроль качества и быстро реагировать на изменения потребностей клиентов.

На этой стадии заложено самое главное отличие от литых дисков, при изготовлении которых расплавленный металл подаётся в заранее изготовленную форму. В нашем случае спрессованная кованая заготовка фрезеруется на станках ЧПУ согласно 3D-макету. На этом этапе с заготовки снимается около 70% материала и диск начинает приобретать грубый вариант конечного продукта.

На этапе филирования достигается максимально точная форма диска. После чего происходит максимально возможное облегчение диска путём создания карманов в плоскости, прилегающей к ступице, что уменьшает вес в среднем на 1 кг. Затем на каждый диск наносится гравировка с его артикулом, параметрами, материалом изготовления, максимально допустимой нагрузкой и датой изготовления.







