- Причины износа деталей автомобиля
- Виды, методы и системы ремонта автомобилей
- Характеристика вредных процессов, вызывающих потерю работоспособности автомобиля
- Виды изнашивания деталей автомобиля
- Виды трения
- Виды изнашивания
- Основные характеристики изнашивания деталей автомобиля
- Деструкция, искривление, усталость металла: износ деталей авто
- Виды износа автозапчастей
- Хрупкая деструкция
- Пластическое искривление
- Абразивный износ
- Усталостный износ
- Внимание: коррозия!
- 3.4. Последовательность осмотра изношенных деталей, характерные признаки и причины повреждений
- Виды осмотров
- Последовательность осмотра
- Технологические особенности осмотра
- Характерные повреждения элементов механизмов
- Блоки
- Ходовые колёса
- Корпуса подшипников
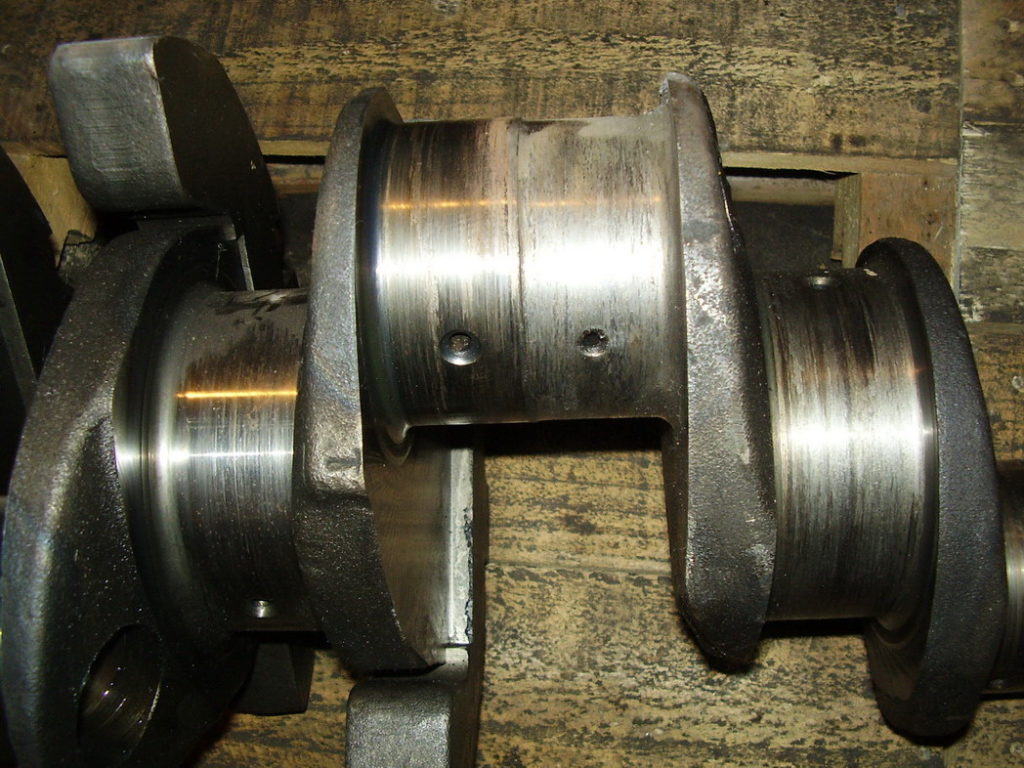
- Валы и вал-шестерни
- Шлицевые валы
- Крюки
Причины износа деталей автомобиля

Виды, методы и системы ремонта автомобилей
При эксплуатации автомобили подвергаются различным внешним воздействиям, под влиянием которых их надежность снижается из-за появления неисправностей. В результате этого рабочие процессы в автомобиле либо нарушаются, либо становятся невозможными.
Характеристика вредных процессов, вызывающих потерю работоспособности автомобиля
При эксплуатации автомобилей процессы, вызывающие повреждения и разрушения деталей, именуют вредными. Повреждение детали – это частичная потеря ею служебных свойств. Разрушение – это всякий протекающий в материале или на его поверхности процесс, приводящий невозможности выполнения деталью заданных функций. К вредным процессам относятся: изнашивание рабочих поверхностей деталей вследствие трения, разрушение повреждение деталей под действием различных нагрузок (пластическое деформирование, излом, усталость металла, тепловое и электроэрозионное разрушение), под действием химически активных сред (химическая и электрохимическая коррозия потеря сообщенных детали служебных свойств (размагничивание и др.), полностью ликвидировать вредные процессы нельзя. Замедлить их протекание можно путем проведения технического обслуживания и текущих ремонтов.
Виды изнашивания деталей автомобиля
Изнашивание – это процесс постепенного изменения размеров и формы. тела при трении, проявляющийся в отделении с поверхности материала и в его остаточной деформации. Износ обычно выражается в линейных единицах, а иногда – в единицах массы.
Виды трения
Сухое трение. Это трение движения двух твердых тел без смазки на соприкасающихся поверхностях. Оно может быть получено в чистом виде в условиях абсолютного вакуума, т.е. при отсутствии воздействия окружающей среды. В практике к условиям сухого трения несколько приближается работа звеньев гусениц на песчаном сухом грунте.
Граничное трение – это. трение .движения двух твердых тел, имеющих на своих поверхностях незначительный слой смазочного материала (порядка 0,1 мкм), обладающего свойствами, отличающимися от объемных свойств жидкостей при жидкостном трении.
Жидкостное трение – явление сопротивления относительному перемещению, возникающее между двумя трущимися телами, разделёнными слоем смазочного материала, в котором проявляются его объемные свойства.
Виды изнашивания
Изнашивание подразделяется на три основные группы:
Механическое изнашивание подразделяют на абразивное и усталостное.
Абразивное изнашивание – это процесс, при котором трущиеся поверхности разрушаются в результате царапающего или режущего действия твердых тел или частиц. Разновидностью абразивного изнашивания является гидро- и газоабразивное изнашивание, когда износ происходит в результате воздействия твердых частиц, увлекаемых соответственно потоком жидкости или газа. Разновидность механического изнашивания – кавитационное изнашивание поверхности при относительном движении твердого тела в жидкости в условиях кавитации. Гидравлический удар образует каверны диаметром 0,1 – 1,2 мм.
Усталостное изнашивание поверхности трения или отдельных ee участков является следствием многократного деформирования микрообъемов материала, приводящего к возникновению трещин и от делению с поверхностного слоя частиц материала. Основной показатель усталостного изнашивания – глубина деформируемого слоя на поверхности трения. Усталостное изнашивание возможно как при трении качения, так и при трении скольжения и зависит от удельного давления в сопряжении, свойств материала детали и частоты циклов нагрузки.
Молекулярно-механическое изнашивание подразделяют на адгозионное и избирательный перенос.
Адгезионное изнашивание происходит в связи с возникновением на отдельных участках контактирующих поверхностей молекулярных (адгезионных) взаимодействий, силы которых превосходят прочность связей поверхностного слоя материала с основным материалом детали. К адгезионному изнашиванию склонны пары с металлическими поверхностями. Адгезионное изнашивание выражается в глубинном вырывании материала и переносе его с одной поверхности на другую, что приводит, как правило, к заеданию деталей.
Изнашивание в условиях избирательного переноса также характеризуется атомарными явлениями в зоне контакта и наблюдается, например, при трении металлополимерных пар, когда полимер переносится на поверхность металла, образуя на ней мономолекулярный слой. Образование в данном случае прослойки благоприятно сказывается на фрикционных характеристиках пары и приводит к резкому уменьшению интенсивности изнашивания.
Коррозионно-механическое изнашивание подразделяют на окислительное и изнашивание при фреттинг-коррозии.
Окислительное изнашивание возникает при наличии на поверхности трения защитных пленок, образовавшихся в результате взаимодействия материала детали с кислородом. Возникновение оксидных пленок не исключает, а ускоряет усталостное разрушение материала, так как в результате взаимодействия кислорода и металла образуются слои с повышенной хрупкостью, ускоряющей разрушение материала.
Изнашивание при фреттинг-коррозии происходит в процессе малых колебательных относительных перемещений контактирующих металлических поверхностей в результате периодических деформаций или вибраций элементов конструкции. Этот вид изнашивания характерен для поверхностей деталей в неподвижных соединениях, воспринимающих вибрационные нагрузки (например, наружные поверхности наружных колец шарико- и роликоподшипников, поверхности отверстий в корпусах подшипников, в заклепочных соединениях, работающих при вибрационной нагрузке и др.).
Основные характеристики изнашивания деталей автомобиля
Линейный износ U – это изменение размера детали (образца) в результате изнашивания в направлении, перпендикулярном поверхности трения.
Скорость изнашивания g=dU/dt – отношение износа к времени изнашивания. По скорости изнашивания можно судить о долговечности детали.
Интенсивность изнашивания j = dU/dS отношение износа к пути трения, на котором происходило изнашивание, или к объёму выполненной работы, например, к наработке машины в кубических метрах вынутого грунта (если это экскаватор).
Износостойкость – свойство оказывать сопротивление изнашиванию при определенных условиях трения. Износостойкость оказывался величиной, обратной скорости или интенсивности изнашивания.
Относительная стойкость – отношений износостойкости данного материала и материала, принятого за эталон, при их изнашивании в одинаковых условиях.
Деструкция, искривление, усталость металла: износ деталей авто
 Всё в мире не вечно. С течением времени детали автомобиля ломаются и возникает необходимость в их замене и поиске новой автозапчасти в Минске. Причина выхода из строя заключается в износе элементов конструкции. Виды износа деталей автомобиля бывают различными.
Всё в мире не вечно. С течением времени детали автомобиля ломаются и возникает необходимость в их замене и поиске новой автозапчасти в Минске. Причина выхода из строя заключается в износе элементов конструкции. Виды износа деталей автомобиля бывают различными.
Содержание:
Виды износа автозапчастей

Каждый износ деталей авто относится к одной из трёх категорий:
- производственного происхождения;
- конструктивного происхождения;
- эксплуатационного происхождения.
В категорию конструктивных входят дефекты, возникающие вследствие недочётов при проектировании машины. Производственные изъяны возникают вследствие ошибок, допущенных во время производства авто. Причинами эксплуатационных изъянов становятся неправильный сервис и износ естественного характера.
Последний вид износа деталей появляется вследствие взаимного трения поверхностей, которые прилегают друг к другу, а также усталости поверхностей материала. Различают 3 типа его: он может быть механическим, молекулярным и коррозионным.
Износ деталей авто механического типа подразделяется на несколько подвидов.
Хрупкая деструкция

Ей подвержены детали, при использовании автомобиля испытывающие нагрузки в виде ударов. Это, в частности, поверхность клапанной головки, в результате влияния пружин высокой мощности совершающая частые сильные удары.
Пластическое искривление

Причинами его появления становятся значительные нагрузки на запчасти. Оно проявляется изменением размера деталей при сохранении их массы. Можно это сравнить с пластилином: при сминании его происходит как раз пластическое искривление. В машине ему подвержена, к примеру, антифрикционная поверхность подшипников.
Абразивный износ

Этот износ деталей авто вызывается царапающим и режущим влиянием твёрдых инородных тел (загрязнений, небольших опилок, стружки), попадающих в промежуток между двумя взаимно соприкасающимися поверхностями. Пример подобного явления — истирание поршней.
Усталостный износ

Иногда можно встретить термин «усталость металла». Она появляется вследствие долгих и значительных нагрузок, которые испытывает металл. Например, ей подвергаются рельсы железных дорог, регулярно испытывающие значительное давление, оказываемое железнодорожными составами. Аналогично происходит износ деталей авто. К примеру, его иногда вызывает так называемое трение качения. Зачастую его испытывают зубья шестерён и подшипниковые поверхности.
Причиной износа, относящегося к молекулярному типу, становится молекулярное сцепление материалов, применённых для создания поверхностей запчастей, испытывающих трение. Поначалу во время передвижения элементов конструкции поверхности последних подвержены износу пластического типа, после чего имеют место взаимные контакты этих поверхностей. Итогом становится деструкция последних, в ходе неё металлические частицы отделяются или налипают на поверхности, трущиеся друг с другом. Преимущественная причина такого износа — обкатка авто. Вследствие этого детали заедают.
Коррозионный износ — сочетание износа механического типа и коррозии.
Внимание: коррозия!

Коррозия — процесс металлической деструкции, вызываемый отрицательным влиянием химических факторов, протекающих в окружающей среде. Общеизвестная ржавчина — одна из очень распространённых разновидностей коррозии.
Учитывая виды износа деталей автомобиля, заменять запчасти лучше не в момент окончательного износа — это следует делать несколько раньше. При сильном износе, делающим невозможным нормальное функционирование конструктивных элементов, используют термин «предельный износ». В этой ситуации недопустима эксплуатация авто, пока не будут полностью заменены все изношенные запчасти.
3.4. Последовательность осмотра изношенных деталей, характерные признаки и причины повреждений
Механическое оборудование: техническое обслуживание и ремонт / В.И. Бобровицкий, В.А. Сидоров. – Донецк: Юго-Восток, 2011. – 238 с.
Установление причины разрушения или отказа – ответственный этап в работе ремонтных служб, позволяющий определить мероприятия по повышению безотказности механизма. Внешние признаки разрушения деталей всегда оставляют характерные следы, по которым можно определить причину повреждения. Знание причины позволяет установить необходимые воздействия для предотвращения аналогичных отказов.
Последовательность выяснения причины отказа, поломки начинается с осмотра разрушенной детали. При этом следует соблюдать такую последовательность операций:
- Осмотреть наружный вид разрушенного механизма, отметив целостность и характер разрушения корпусных и соединительных деталей.
- Провести частичную разборку механизма с целью освободить разрушенный узел.
- Осмотреть рядом расположенные детали и узлы, отметив наличие или отсутствие разрушений и повреждений.
- Доставить отказавший узел в мастерскую и разобрать его.
- Определить условия работы машины, предшествующие отказу.
- Зафиксировать наработку отказавшей детали.
- Установить характер (вид) разрушения.
- Осмотреть разрушенную деталь, проанализировав схему напряжённого состояния и последовательность разрушения.
Виды осмотров
По назначению осмотры разделяются на следующие виды:
- эксплуатационный;
- специализированный;
- экспертный (технический осмотр).
Виды осмотров отличаются друг от друга объёмом обследования, формой регистрации и назначением результатов.
Задачей эксплуатационного осмотра является выявление повреждений (дефектов) и поиск неисправностей оборудования при проведении технического обслуживания в сроки, регламентированные эксплуатационной документацией, и регистрация результатов осмотров в эксплуатационной документации. Проводится эксплуатационным персоналом при проведении технического обслуживания.
Специализированный осмотр проводится в объёмах, определяемых документацией по техническому диагностированию. Основной задачей является определение технического состояния оборудования для планирования сроков технического обслуживания, ремонта оборудования, поиска неисправностей. Выполняется специалистами ремонтных служб предприятия или специализированных предприятий во время ревизий и наладок оборудования.
Технический (экспертный) осмотр проводится представителями уполномоченных или специализированных (экспертных) организаций. Срок и объём осмотра определён нормативно-правовыми актами по охране труда или организационно-методическими документами по проведению экспертного обследования. Задачей является определение соответствия технического состояния, качества монтажа, ремонта, модернизации и условий эксплуатации оборудования требованиям безопасности с целью определения возможности дальнейшей эксплуатации.
Последовательность осмотра
Порядок проведения осмотров оборудования основывается на последовательном обследовании элементов оборудования по кинематической цепи их нагружения, начиная от привода до исполнительного элемента. Для этого изучается конструкция оборудования, состав и взаимодействие элементов. Осмотр начинается с опорных элементов оборудования. При обнаружении дефектов на опорных деталях, следует ожидать их наличия и на других элементах оборудования. Такими элементами являются подшипниковые опоры и их крепление к фундаменту.
Технологические особенности осмотра
Процесс осмотра, как и все технологические операции, имеет три стадии:
- Подготовительная стадия осмотра включает в себя:
- разработку последовательности осмотра;
- предварительный обзор места установки оборудования;
- опрос эксплуатационного персонала, при необходимости, представителей монтажных, наладочных организаций, участвующих в проведении работ, о ранее обнаруженных неисправностях, проведенных заменах деталей;
- подготовку технических средств и регистрационных форм, инструктаж лиц, участвующих при производстве работ.
- Рабочая стадия – выполнение заранее разработанного алгоритма детального осмотра элементов оборудования. Вначале проводится общий внешний осмотр оборудования и окружающих его объектов.
В процессе предварительного обзора специалист бегло знакомится с местом установки оборудования. При общем осмотре изучается картина состояния оборудования, применяется при периодических осмотрах оборудования эксплуатационным персоналом.
Детальный осмотр – осмотр конкретных элементов оборудования. Детальному осмотру должен предшествовать общий осмотр.
Общий и детальный осмотр может проводиться при статическом и динамическом режимах работы оборудования. При статическом режиме элементы оборудования осматриваются в неподвижном состоянии. Осмотр оборудования при динамическом режиме производится на рабочей нагрузке, холостом ходу и тестовых нагружениях (испытаниях).
Осмотр оборудования при включении или остановке механизма ориентируется в основном на контроль качества затяжки резьбовых соединений, отсутствие трещин корпусных деталей, целостность соединительных элементов. В рабочем режиме дополнительно проверяются биение валов, муфт, утечки смазочного материала, отсутствие контакта подвижных и неподвижных деталей.
При осмотре могут быть применены три основные способа:
- при концентрическом способе осмотр ведётся по спирали от периферии элемента к его центру, под которым обычно понимается условно выбранная точка;
- при эксцентрическом способе осмотр ведётся от центра элемента к периферии (по развёртывающейся спирали);
- при фронтальном способе осмотр ведётся в виде линейного перемещения взгляда по площади элемента от одной границы к другой.
Во время проведения осмотра проводятся черновые записи результатов. Каждый осматриваемый элемент оборудования должен иметь запись о результатах осмотра. Фотоснимки, зарисовки должны быть дополнением к записи. Записи ведутся в последовательности проведения осмотра, и их форма должна максимально соответствовать форме отчётного документа. Зарисовки мест повреждений выполняются на заранее подготовленных чертежах и эскизах элементов оборудования.
По видам съёмка места происшествия делится на:
- ориентирующая фотосъёмка должна запечатлеть общую картину расположения оборудования на фоне окружающей местности или помещения;
- обзорная фотосъёмка непосредственно фиксирует место проведения осмотра более крупным планом;
- узловая фотосъёмка запечатлевает отдельные “узлы” – наиболее важные места оборудования, проводится с нескольких точек, в максимальном масштабе в зависимости от условий;
- детальная фотосъёмка применяется для фиксации отдельных выявленных дефектов элементов или деталей оборудования, например, трещин, вмятин, зазоров и так далее.
Регистрационные формы – это определённый порядок записей результатов опроса, собственно осмотра и дополняющие их графические изображения деталей и объекта в целом: рисунки, эскизы, чертежи, фотоснимки и тому подобное. На графических изображениях должны обозначаться: точка начала осмотра и направление, места расположения обнаруженных дефектов и повреждений. В дополнение к рисункам могут использоваться фотоснимки, на которых выделяются места выявленных неисправностей.
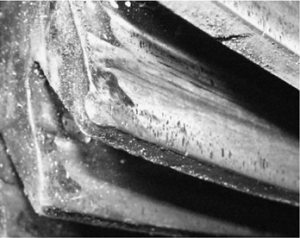
Идентификация дефектов и повреждений – отнесение неисправностей к определённому классу или виду (усталость, износ, деформация, фреттинг-коррозия и тому подобное). Идентификация выявленных дефектов и повреждений осуществляется путём сравнения их характерных признаков с известными образцами или описаниями, которые для удобства пользования собираются и систематизируются в иллюстрированных каталогах (таблица 3.1).
Таблица 3.1 – Пример каталога (базы данных) описаний неисправностей, дефектов и повреждений
| Внешний вид повреждения | Описание повреждения | Причины возникновения |
|---|---|---|
 | Осповидное выкрашивание упорного подшипника | Воздействие переменных нагрузок при напряжениях в материале, достигающих предела выносливости |
 | Пластические сдвиги металла зубьев | Перегрузка механизма Низкое качество термообработки |
Характерные повреждения элементов механизмов
Блоки
Основными дефектами блока являются:
- износ ручья;
- износ отверстия блоков под подшипники;
- трещины и обломы реборд.
Допускаются без ремонта отклонения от профиля ручья у блоков диаметром до 300 мм не более, чем на 2 мм; у блоков диаметром свыше 300 мм не более 3 мм. При износе, превышающем 40% первоначального радиуса ручья, разрешается наплавка ручья с последующей обработкой до чертёжных размеров.
Ходовые колёса
Основными дефектами ходовых колёс являются:
- износ поверхности катания;
- износ реборд по толщине;
- износ отверстия под подшипники.
Допустимый без ремонта износ поверхности катания допускается не более 2% диаметра обода. При этом не допускается разность диаметров колёс, связанных кинематически, более 0,5% от диаметра поверхности катания. При износе поверхности катания, превышающем указанные величины, ходовое колесо необходимо ремонтировать наплавкой. Допустимый износ реборд не более 50% толщины.
Корпуса подшипников
Основными дефектами корпусов подшипников являются:
- трещины;
- износ отверстия под подшипники.
Допускается ремонтировать заваркой одну несквозную трещину. При износе, превышающем допустимый, отверстия стальных корпусов подшипников ремонтируют наплавкой, чугунные корпуса бракуют.
Валы и вал-шестерни
Основными дефектами валов и валов-шестерней являются:
- трещины;
- скручивание;
- прогиб;
- износ шейки под подшипники;
- износ поверхности вала под сопрягаемую деталь;
- износ шлицев по ширине;
- износ зубьев по толщине;
- выкрашивание рабочей поверхности зубьев.
Соответственно, работоспособность валов обеспечивается:
- прямолинейностью;
- правильным расположением;
- отсутствием следов износа посадочных поверхностей;
- целостностью шпоночных и шлицевых соединений.
Шлицевые валы
Визуально проверяют качество внешнего вида поверхностей валов. На рабочих поверхностях валов не допускаются трещины, забоины, вмятины, закаты, расслоения металла. На переходных галтелях не допускаются риски, подрезка. Резьбовые поверхности не должны иметь более двух сорванных ниток. Валы с трещинами подлежат браковке. Скрученные валы не ремонтируются и подлежат браковке.
Допустимый прогиб для валов с частотой вращения более 500 об/мин до 0,1 мм на 1 м длины, но не более 0,2 мм на всю длину вала. Для валов с частотой вращения меньше 500 об/мин допускается прогиб до 0,15 мм на 1 м длины, но не более 0,3 мм на всю длину вала. При прогибе более допустимого необходима правка вала, причём при прогибе до 0,016 длины вала допускается правка в холодном состоянии, свыше – с подогревом. Гарантированный минимальный натяг в сопряжении вал-подшипник должен быть сохранён.
Основными дефектами осей являются:
- трещины;
- изгибы, прогибы;
- износ шеек под подшипник;
- износ шейки под сопрягаемую деталь.
Оси с трещинами подлежат браковке.
Крюки
Основными дефектами крюков являются:
- трещины и надрывы на поверхности;
- износ зева;
- повреждение резьбы на хвостовике под гайку;
- изгиб тела крюка (отгибание).
Трещины и надрывы на поверхности крюка ремонту не подлежат, крюк бракуется. Допустимый износ зева крюка 10% от высоты его сечения. Допустимый отгиб зева – увеличение прохода до 5%. Срывы и износ резьбы на хвостовике и изгиб крюков не допускаются. Такие крюки ремонту не подлежат и бракуются.







