Ремонт автомобилей КАМАЗ
Предварительная сборка двигателя КАМАЗ, руководство

Блок цилиндров в сборе КАМАЗ, запчасти, детали (рис. 5.9):
1, 45 — шпильки; 2 — сальник передней крышки; 3, 29, 31, 37, 40, 41, 49, 50 — болты; 4, 30, 48, — шайбы пружинные; 5, 38, 46, 47 — шайбы плоские; 6 — крышка блока передняя; 7, 8, 11, 32 — пробки; 15 — шайба регулировочная рым-болта; 16 — рым-болт; 17 — втулка с уплотнительными кольцами в сборе; 18 — кольцо уплотнительное втулки; 19, 23 — заглушки чашечные; 20 — блок цилиндров; 22 — штифт направляющий; 24 — гильза цилиндра; 25 — уплотнительное кольцо гильзы верхнее; 26 — уплотнительные кольца гильзы; 27 — прокладка; 28 — трубка сливная; 33, 42 — заглушки водяной полости; 34 — прокладка заглушки; 36 — крышка коренного подшипника задняя; 39 — крышка коренного подшипника; 44 — прокладка передней крышки блока
Установив блок цилиндров на стенд для разборки-сборки в вертикальное положение, монтируют на него направляющие 3 (см. рис. 5.15) толкателей, надевают на болты 6 крепления направляющих стопорные шайбы 5 и уплотнительные кольца 4, завертывают болты [момент затяжки 85. 95 Н*м (8,5. 9,5 кгс*м)] и отгибают усы стопорных шайб на грани болтов. Смазав толкатели 2, устанавливают их в направляющие.

Механизм газораспределения КАМАЗ, детали, запчасти (рис. 5.15):
1 — вал распределительный; 2— толкатель; 3 — направляющая толкателей; 4 — кольцо уплотнительное; 5. 20 -шайбы замковые; 6, 21 — болты; 7 — штанга толкателя в сборе; 8 — винт регулировочный коромысла; 9 — коромысло клапана со втулкой в сборе; 10 — гайка регулировочного винта; 11 — коромысло клапана в сборе; 12 — тарелка пружины с втулкой в сборе; 13. 14 — внутренняя и наружная пружины клапана; 15 — пружинная шайба клапана; 16 — сухарь клапана; 17 — клапан; 18 — корпус подшипника распределительного вала в сборе; 19 — шестерня распределительного вала; 22 — шпонка сегментная
Смазав опорные шейки распределительного вала 1, устанавливают его в блок цилиндров. На вал устанавливают корпус 18 подшипника, надевают на болты 21 замковые шайбы 20, затягивают болты с моментом 25 Н*м (2,5 кгс*м) и отгибают усы стопорных шайб на грани болтов.
Отвернув болты 40 (см. рис. 5.9) крепления крышек 36 и 39 коренных подшипников и стяжные болты 37 и 41 блока цилиндров, снимают болты с шайбами и крышки коренных подшипников, укладывая их по порядку на верстак. Двигатель укомплектовывают вкладышами коренных подшипников (табл. 5.3). Обозначение вкладышей нанесено на их тыльной стороне, маркировка коленчатого вала по коренным шейкам — на втором противовесе.
Регламентированные размеры коренных шеек коленчатого вала и вкладышей коренных подшипников КАМАЗ (табл. 5.3).
| Вид размера | Диаметр отверстия под вкладыши коленчатого вала в блоке, мм | Маркировка коленчатого вала по коренным шейкам | Диаметр коренных шеек коленчатого вала, мм | Маркировка коренных вкладышей * |
| Начальный (по рабочему чертежу завода-изготовителя) | ||||
| I ремонтный | 100,5 +0,021 | К1 | 94,5±0,011 | 740.1005170Р1 740.1005171Р1 |
| II ремонтный | 100,5 +0,021 | К2 | 94±0,011 | 740.1005170Р2 740.1005171Р2 |
| III ремонтный | 100,5 +0,021 | К3 | 93,5±0,011 | 740.1005170Р3 740.1005171Р3 |
| IV ремонтный | 100,5 +0,021 | К4 | 93±0,011 | — |
* В числителе — для верхнего вкладыша, в знаменателе — для нижнего.
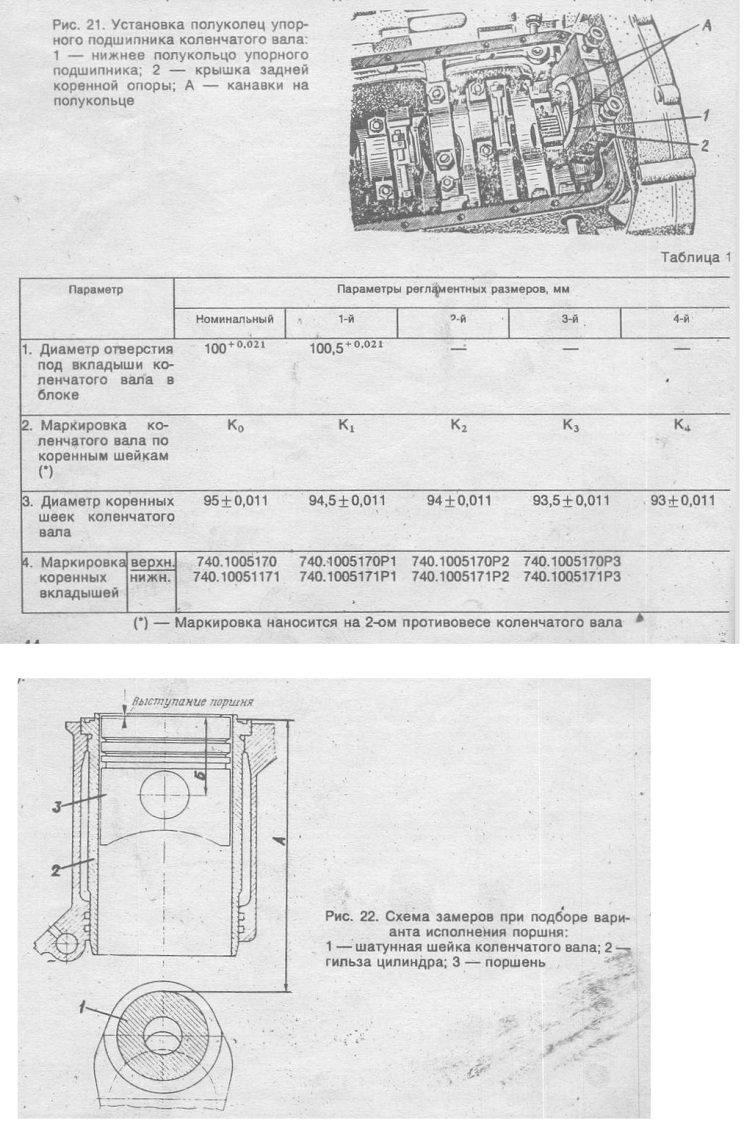
Проверив вкладыши коренных подшипников и постели блока цилиндров, устанавливают последовательно верхние вкладыши в постели блока и нижние — в крышки, совместив выточки во вкладышах с выточками соответственно в постели блока и крышках. Смазав вкладыши, устанавливают в блок цилиндров коленчатый вал 1 в сборе (см. рис. 5.12), нижние 38 и верхние 16 полукольца упорного подшипника. Канавки на полукольцах должны прилегать к упорным торцам вала. Нижние полукольца устанавливают одновременно с крышкой заднего коренного подшипника. Выступы на нижних полукольцах необходимо совместить с выточками в крышке. Затем устанавливают крышки коренных подшипников с вкладышами, совместив крышки с перегородками блока по порядковым номерам, выбитым на нижней поверхности крышек (отсчет перегородок блока ведут, начиная с переднего торца двигателя). Болты 40 (см. рис. 5.9) с пружинными шайбами затягивают в два приема: сначала с моментом 96. 120 Н*м (9,6. 12,0 кгс*м), затем — с моментом 210. 235 Н*м (21,0. 23,5 кгс*м). Болты затягивают сначала со стороны правого ряда цилиндров, затем — левого.

Коленчатый вал КАМАЗ, детали, запчасти (рис. 5.12):
1 — коленчатый вал в сборе; 2 — противовес передний; 3 — шестерня привода масляного насоса; 4 — ввертыш; 5, 19 — штифты; 6. 10 — шпонки сегментные; 7 — вал коленчатый; 8 — втулка; 9 — заглушка шатунной шейки; 11 — противовес задний; 12 — шестерня в сборе; 13 — шестерня; 14 — маслоотражатель задний; 15 — вкладыш подшипника верхний; 16 — полукольцо подшипника верхнее; 17 — манжета в сборе; 18 — фиксатор маховика в сборе; 20 — корпус фиксатора; 21 — пружина; 22 — фиксатор; 23, 34, 41 — болты; 24 — маховик; 25 — втулка установочная; 26 — кольцо пружинное упорное; 27 — обод зубчатый; 28 — маховик в сборе; 29 — вкладыш подшипника нижний; 30 — штифт установочный; 31 — шайба плоская; 32, 33 — болты стяжные; 35 — шайба; 36 — крышка подшипника; 37 — крышка подшипника передняя; 38 — полукольцо подшипника нижнее; 39 — полумуфта отбора мощности; 40 — шайба замковая; 42 — шайба носка; 43 — комплект вкладышей подшипников коленчатого вала
Осевой зазор коленчатого вала, определяемый с помощью щупа, должен быть в пределах 0,1. 0,195 мм. При необходимости его регулируют установкой полуколец упорного подшипника другой толщины. Добившись требуемого значения осевого зазора, закручивают стяжные болты 37 и 41 с шайбами [момент затяжки 81..92 Н*м (8,2. 9,2 кгс*м)]. При правильной сборке коленчатый вал должен свободно поворачиваться от руки.
Установив ось 16 (см. рис. 5.10) ведущей шестерни привода распределительного вала на блок цилиндров, надевают на болты 18 замковые шайбы 17, закрепляют болты [момент затяжки 50. 60 Н*м (5. 6 кгс*м)] и отгибают усы замковых шайб на грани головок болтов. Ведущую шестерню 21 привода распределительного вала в сборе с промежуточной шестерней 2 устанавливают так, чтобы метки «0» на промежуточной шестерне и на шестерне 24 коленчатого вала совпали. Также должны совпасть риски на ведущей шестерне 21 привода распределительного вала и на шестерне 27 распределительного вала. С помощью щупов проверяют окружной зазор в зацеплении шестерен 2 и 24, 21 и 27 не менее чем в трех точках. Он должен быть в пределах 0,1. 0,3 мм. После этого, надев на болты I замковые 26 и упорные 25 шайбы, устанавливают и закрепляют болты [момент затяжки 90. 100 Н*м (9. 10 кгс*м)] и отгибают усы замковых шайб на грани болтов.

Шестерни привода агрегатов КАМАЗ, детали, запчасти (рис. 5.10):
1 — болт крепления роликоподшипника; 2 — шестерня промежуточная привода распределительного вала; 3, 18 — болты; 4, 17 — шайбы; 5 — манжета; 6 — корпус заднего подшипника; 7 — прокладка; 8 — сухарь; 9 — вал шестерни привода ТНВД; 10, 20 — шпонки; 11, 15 — шарикоподшипники; 12 — шестерня привода ТНВД; 13 — вал распределительный в сборе с шестерней; 14, 25 — шайбы упорные; 16 — ось ведущей шестерни; 19 — роликоподшипник конический двухрядный; 21 — шестерня ведущая привода распределительного вала; 22 — кольцо упорное; 23 — кольцо стопорное; 24 — шестерня ведущая коленчатого вала; 26 — шайба замковая; 27 — шестерня распределительного вала.
Повернув с помощью рычага коленчатый вал так, чтобы шатунная шейка первого цилиндра находилась в верхнем положении, измеряют расстояние А (рис. 5.33) от образующей шатунной шейки 1 в верхнем ее положении до торца уплотнительного выступа гильзы 2 цилиндра при вертикальном положении гильзы.

Схема измерения при подборе варианта исполнения поршня КАМАЗ (рис. 5.33):
1 — шатунная; шейка коленчатого вала; 2 — гильза цилиндра; 3. — поршень
На нерабочем выступе торца гильзы наносят номер цилиндра, а на днище поршня со стороны, обращенной к вентилятору, — индекс варианта поршня в соответствии с табл. 5.4.
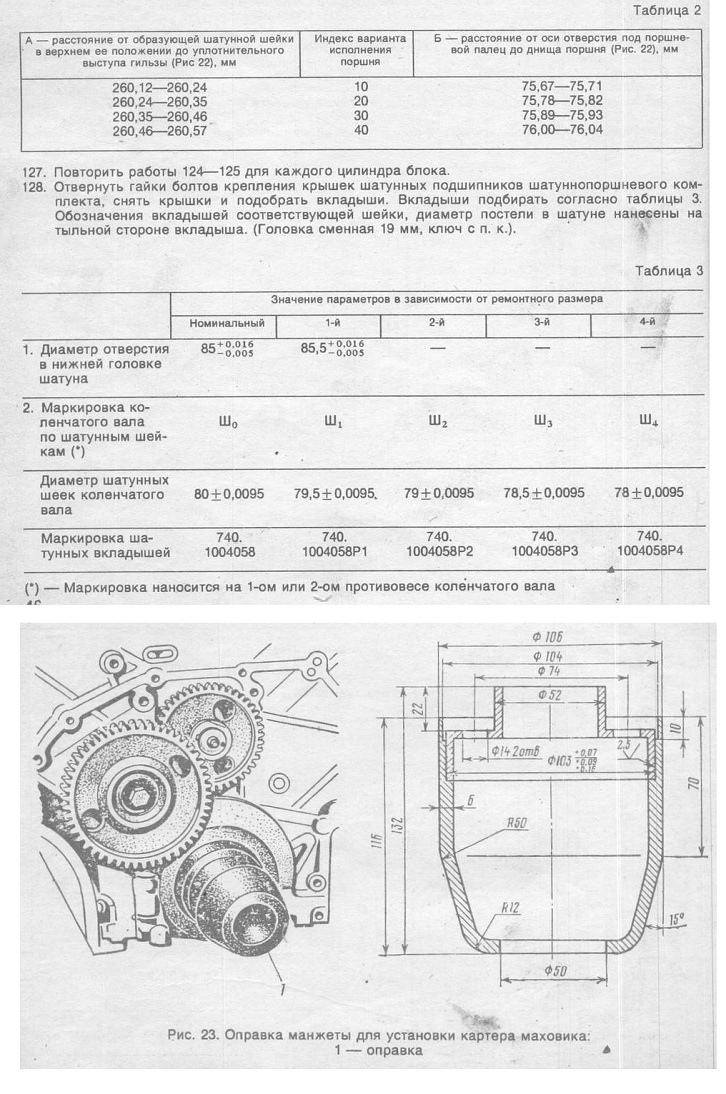
Соответствие индекса варианта исполнения поршня результатам замеров КАМАЗ (табл. 5.4).
| Расстояние А, мм, от образующей шатунной шейки в верхнем её положении до уплотнительного выступа гильзы | Индекс поршня | Расстояние Б, мм, от оси отверстия под поршневой палец до днища поршня |
| 260,12 . 260,24 | 10 | 75,67 . 75,71 |
| 260,25 . 260,35 | 20 | 75,78 . 75,82 |
| 260,35 . 260,46 | 30 | 75,89 . 75,93 |
| 260,46 . 260,57 | 40 | 76,00 . 76,04 |
Старую маркировку на гильзе и поршне необходимо удалить или забить. В запасные части поступают поршни только группы 10, которые можно устанавливать в любую группу гильз. Указанные работы выполняют для каждого цилиндра. Отвернув гайки болтов крепления крышек шатунных подшипников, снимают крышки и подбирают вкладыши согласно табл. 5.5.
Регламентированные размеры шатунных шеек коленчатого вала и вкладышей шатунных подшипников КАМАЗ (табл. 5.5).
| Вид размера | Диаметр отверстия в нижней головке шатуна, мм | Маркировка коленчатого вала по шатунным шейкам | Диаметр шатунных шеек коленчатого вала, мм | Маркировка шатунных вкладышей |
| Начальный (по рабочему чертежу завода-изготовителя) | ||||
| I ремонтный | 85,5 +0,016 -0,005 | Ш1 | 79,5±0,0095 | 740.1004058Р1 |
| II ремонтный | 85,5 +0,016 -0,005 | Ш2 | 79±0,0095 | 740.1004058Р2 |
| III ремонтный | 85,5 +0,016 -0,005 | Ш3 | 78,5±0,0095 | 740.1004058Р3 |
| IV ремонтный | 85,5 +0,016 -0,005 | Ш4 | 78±0,0095 | 740.1004058Р4 |
Обозначения вкладышей соответствующей шейки и диаметр отверстия в нижней головке шатуна нанесены на тыльной стороне вкладыша. Маркировка коленчатого вала по шатунным шейкам нанесена на первом или втором противовесе.
Смазав вкладыши 12 (см. рис. 5.13) шатунных подшипников, устанавливают их в крышки 10 и нижние головки шатунов. Выступы на вкладышах должны совпадать с выточками на крышке и шатуне.

Шатунно-поршневая группа КАМАЗ, детали, запчасти (рис. 5.13):
1 — кольцо поршневое маслосъемное; 2 — кольцо поршневое компрессионное; 3 — кольцо поршневое компрессионное верхнее; 4 — кольца поршневого пальца; 5 — палец поршневой; 6 — поршень со вставкой в сборе; 7 — втулка шатуна; 8 — шатун; 9 — болт крепления крышки шатуна; 10 — крышка шатуна; 11 — гайка; 12 — вкладыш нижней головки шатуна; 13 — кольцо маслосъемное в сборе; 14 — расширитель маслосъемного кольца
Повернув коленчатый вал, устанавливают первую шатунную шейку в нижнее положение. Затем разводят замки поршневых колец на поршне первого цилиндра на 180° относительно друг друга и, сжав кольца с помощью приспособления, устанавливают поршень в сборе с шатуном и кольцами в первый цилиндр. Индекс поршня должен совпадать с индексом гильзы цилиндра. Поршень с индексом 10 можно устанавливать в любые гильзы. При установке поршень ориентируют выточками под клапаны на днище поршня в сторону развала блока цилиндров. Установив крышку 10 шатуна на шатун 8, закрепляют её болтами 9 с гайками 11 [предварительный момент затяжки 29..31 Н*м (2,9. 3,1 кгс*м)]. Клейма спаренности из цифр на шатуне и его крышке должны быть одинаковыми. Канавка на шатуне должна совпадать с замковым усйм на крышке шатуна. Указанные работы повторяют для последовательной установки поршней с шатунами и кольцами в сборе в 8 , 2, 7, 3, 4, 5 и 6-й цилиндры.
В той же последовательности, поворачивая коленчатый вал, производят окончательную затяжку гаек шатунных болтов до удлинения болтов на 0,25. 0,27 мм. Гайки шатунных болтов Ml3x1,25, изготавливаемые с июля 1985 г., затягивают с моментом 120. 130 Н*м (12. 13 кгс*м). С помощью щупа проверяют зазор между торцами нижней головки шатуна и щеками коленчатого вала. Он должен быть не менее 0,15 мм.
В картер маховика устанавливают манжету. Для предохранения манжеты от повреждения при установке картера маховика на блок цилиндров используют оправку (рис. 5.34).

Оправка манжеты для установки картера маховика КАМАЗ (рис. 5.34)
Правильная сборка двигателя камаз
СБОРКА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость — 640,0 чел. мин
96. Установить блок цилиндров на стенд и проверить герметичность масляных каналов блока цилиндров. Нарушение герметичности не допускается.
(Стенд для проверки герметичности, кран-балка, подвеска).
97. Установить блок цилиндров на стенд для разборки-сборки двигателя в горизонтальное положение. (Стенд для разборки-сборки двигателя, кран-башка, подвеска).
98. Продуть тщательно все внутренние полости блока цилиндров сжатым воздухом. (Пистолет для обдува деталей сжатым воздухом С-417).
99. Смазать нижние 26 (Рис. 1) и верхние 25 уплотнительные кольца гильз цилиндров моторным маслом М10Г2К ГОСТ 8581-78. (Емкость, кисть).
100. Установить нижние уплотнительные кольца 26 гильз в блок цилиндров.
101. Надеть верхние уплотнительные кольца 25 на гильзы 24 цилиндров, установить гильзы в блок цилиндров и запрессовать их. Перед установкой гильз, заходные фаски гильз и блока цилиндров смазать моторным маслом М10Г2К ГОСТ 8581-78. (Приспособление для установки гильз, емкость для масла, кисть).
102. Установить блок цилиндров на стенд для проверки герметичности и проверить герметичность водяной рубашки блока цилиндров. Нарушение герметичности не допускается. (Стейд, кран-балка, подвеска).
103. Установить блок цилиндров на стенд для разборки-сборки в вертикальное положение. (Стенд, кран-балка, подвеска).
104. Установить направляющие 31 (Рис. 15) толкателей на блок цилиндров, завернуть болты крепления со стопорными шайбами и уплотнительными кольцами и загнуть усы стопорных шайб. Величина момента затяжки болтов 85—95 Н. м (8,5—9,5 кгс. м). (Головка сменная 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
105. Смазать толкатели 2 маслом и установить их в направляющие 3 толкателей. Применять масло М10Г2К ГОСТ 8581—78. (Емкость, кисть).
106. Смазать опорные шейки распределительного вала 1 маслом и установить распределительный вал 1 в сборе в блок цилиндров. Применять масло М10Г2К ГОСТ 8581-78. (Емкость, кисть).
107. Установить на вал корпус 15 подшипника, завернуть болты 18 крепления с замковыми шайбами 19 корпуса подшипника распределительного вала и отогнуть усы замковых шайб 19 на грани головок болтов.
Болты крепления затянуть крутящим моментом 25 Н. м (2,5 кгс. м).
(головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, молоток, зубило).
108. Отвернуть болты 40 (Рис. 1) крепления с шайбами крышек 39 и 36 коренных подшипников коленчатого вала. (Головка сменная 24 мм, ключ с п. к.).
109. Отвернуть стяжные болты 37 и 41 блока цилиндров и снять крышки 36 и 39 коренных подшипников 43 блока цилиндров и уложить их по порядку на верстак. (Верстак слесарный, головка сменная 19 мм, ключ с п. к., съемник).
110. Подобрать вкладыши коренных подшипников. Вкладыши коренных подшипников выбирать согласно таблицы 1. Обозначение вкладышей наносится на тыльной стороне вкладыша.
111. Проверить вкладыши, постели блока, установить последовательно верхние вкладыши коренный подшипников в постели блока цилиндров и нижние вкладыши коренных подшипников в крышки. При установке вкладышей необходимо совместить выточки во вкладыше с выточками соответственно в постели блока и в крышке. (Салфетка).
112. Смазать вкладыши коренных подшипников маслом. Применять масло М10Г2К ГОСТ 8581-78. (Емкость, кисть).
113. Установить в блок цилиндров коленчатый вал в сборе. (Кран-балка, подвеска).
114. Установить нижние и верхние полукольца упорного подшипника коленчатого вала (Рис. 21) и проверить осевой зазор в упорном подшипнике. Канавки А на полукольцах должны прилегать к упорным торцам вала.
Нижние полукольцо устанавливать одновременно с крышкой заднего коренного подшипника. Выступы на нижних полукольцах 14 (Рис. 12) при установке крышки 15 необходимо совместить с выточками в крышке 15.
115. Установить крышки коренных подшипников с вкладышами, совместив крышки с перегородками блока по порядковым номерам, выбитым на нижней поверхности крышек (отсчет перегородок блока, вести начиная с переднего торца двигателя).
116. Завернуть и затянуть болты 40 крепления крышек в два приема: первый с величиной момента затяжки 96—120 Н. м (9.6—12,0 кгс. м) второй 210—235 Н. м (21,0—23,5 кгс. м). Болты заворачивать сначала со стороны Правого ряда цилиндров, а затем со стороны левого ряда цилиндров. (Головка сменная 24 ^м, удлинитель, ключ с соединительным квадратом, ключ динамометрический ПИМ-1754).
117. Замерить осевой зазор коленчатого вала. Он должен, быть в пределах 0,100—0,195 мм. При необходимости осевой зазор отрегулировать установкой полуколец упорного подшипника другой толщины. (Набор щупов № 2).
118. установить завернуть и затянуть стяжные болты 37 и 41 с шайбами блока цилиндров. Болты затягивать с величиной момента затяжки 82—92 Н. м (8,2—9,2 кгс. м). (Головка сменная 19 мм, ключ с присоединительным квадратом, рукоятка динамометрическая мод. 131 М).
119. Проверить легкость вращения коленчатого вала. Коленчатый вал должен свободно поворачиваться от руки.
120. Установить ось 16 (Рис. 2) ведущей шестерни привода распределительного вала на блок цилиндров, завернуть болты 18 крепления с замковыми шайбами 17 оси и загнуть усы замковых шайб на грани головок болтов. Величина момента затяжки болтов 50—60 Н. м (5—6 кгс. м).
(Головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, зубило, молоток).
121. Установить на ось ведущую шестерню 21 привода распределительного вала в сборе с промежуточной шестерней 2 привода распределительного вала. Шестерню установить так, чтобы метки «О» на промежуточной шестерне 2 привода распределительного вала и на распределительной шестерне 24 коленчатого вала совпала. Также должны совпасть риски на ведущей шестерне 21 привода распределительного вала и на шестерне 27 распределительного вала. (Оправка, молоток).
122. Проверить окружной зазор в зацеплении шестерен 2, 24, 21 и 27.
Зазор проверять не менее, чем в трех точках. Зазор должен быть 0,1—0,3 мм (Набор щупов V № 2).
123. Завернуть болт 1 крепления с замковой 25 и упорной 26 шайбами ведущей шестерни 2 привода t распределительного вала и загнуть усы замковой шайбы 25 на грани головки болта. Величина момента затяжки болта крепления 90—100 Н. м (9—10 кгс. м). (Головка сменная 19 мм, ключ с j п. к., рукоятка динамометрическая мод. 131 М, зубило, молоток).
124. Повернуть коленчатой вал так, чтобы шатунная шейка 1-го цилиндра находилась в верхнем I положении. (Рычаг для поворота коленчатого вала).
125. Заменить расстояние А (Рис. 22) от образующей шатунной шейки 1 в верхнем ее положении до торца уплотнительного выступа гильзы 2 при вертикальном положении гильзы. Замеряемое расстояние — это превышение над размером 260,13 мм. (Приспособление для замера).
126. Нанести на не рабочем выступе торца гильзы номер цилиндра и индекс варианта поршня на стороне, обращенной к вентилятору в соответствии с таблицей 2. На поршне индекс выбивать на днище поршня. Старая маркировка на гильзе и на поршне должна быть удалена или забита. (Молоток, набор клейм). В запасные части для ТО и ТР поступают поршни только группы 10, которые можно устанавливать в любую группу гильз.
129. Смазать вкладыши 12 (Рис. 10) шатунных подшипников и установить их в крышки 10 шатунов и в нижние головки шатунов. Смазать маслом М10Г2К ГОСТ 8581-78. Выступы на вкладышах должны совпасть с выточками на крышке и на шатуне. (Емкость с маслом, кисть).
130. Повернуть коленвал для установки первой шатунной шейки в нижнее положение. (Рычаг).
131. Развести замки поршневых колец поршня с шатуном и кольцами в сборе первого цилиндра на 180° относительно друг друга и установить поршень с шатуном и кольцами в сборе в соответствующий цилиндр с помощью оправки. Индекс поршня должен быть одинаковым с индексом гильзы. Поршни с индексом 10 можно устанавливать в любые гильзы. При установке поршней выточки под клапаны на днище поршня сместить в сторону развала блока цилиндров. (Оправка для установки поршня, деревянный молоток).
132. Установить крышку 10 шатуна на соответствующий шатун и предварительно закрепить болтами 9 с гайками 11 с величиной момента затяжки 29—31 Н. м (2,9—3,1 кгс. м). Клейма спаренности из цифр на шатуне и на его крышке должны быть одинаковыми. Канавка на шатуне должна совпасть при установке с замковым усом на крышке шатуна. (Головка сменная 19 мм, ключ с п. к., удлинитель, рукоятка динамометрическая мод. 131 М).
133. Повторить работы 130—132 для последовательной установки поршней с шатунами и кольцами в сборе в 8, 2, 7, 3, 4, 5 и 6 цилиндры.
134. Повернуть коленчатый вал так, чтобы первая шатунная шейка оказалась в нижнем положении. Отсчет нумерации вести от передней части блока цилиндров. (Рычаг).
135. Произвести окончательную затяжку гаек шатунных болтов первой шатунной шейки. Затяжку гаек производить до удлинения шатунных болтов 0,25—0,27 мм. Гайки шатунных болтов М 13 х 1,25 изготавливаемых с июля 1985 г. затягивать с величиной момента затяжки 120—130 Н. м (12—13 кгс. м). (Головка сменная 19 мм, ключ с п. к., приспособление для контроля удлинения, рукоятка динамометрическая мод. 131 М).
136. Проверить зазор между торцами нижней головки шатуна и щеками коленчатого вала. Зазор должен быть не менее 0,15 мм. (Набор щупов № 2).
137. Повернуть блок цилиндров в горизонтальное положение. (Стенд).
138. Смазать прокладку 1 (Рис. 9) картера маховика, установить прокладку 1, с помощью оправки (Рис. 23) картер 2 (Рис. 9) маховика на блок цилиндров, совместить отверстия в картере, прокладке и блоке, установить в совмещенные отверстия болты 7 и 9 крепления с пружинными 6 и 10 и плоскими 5 и 11 шайбами и завернуть их. Применять смазку 1—13 ГОСТ 1631-61 или ЦИАТИМ-201 ГОСТ 6267-74. Величина момента затяжки болтов крепления картера маховика 90—110 Н. м (9—11 кгс. м). (Емкость, кисть, оправка, головка сменная 17 мм и 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
139. Установить на двигатель М&хрвик 8 (Рис. 7) в сборе и совместить отверстия под болты крепления маховика. Маховик устанавливать таким образом, чтобы установочный штифт на коленчатом валу вошел в отверстие в маховике. (Кран-балка, подвеска для снятия — установки маховика).
140. Установить и завернуть болты 11 крепления с замковыми пластинами 12 маховика и загнуть
края пластин на грани болтов. Величина момента затяжки болтов крепление 150—170 Н. м (15—17 кгс. м). Замковые пластины устанавливались на двигателях до № 75800 выпуска до февраля 1979 г. (Головка сменная 19 мм, ключ с п. к., ключ динамометрический мод. ПИМ-1754, молоток зубило). ‘
141. Проверить биение торца маховика относительно оси коленчатого вала. Величина биения должна быть не более 0,25 мм. Биение замерять на максимальном диаметре. (Приспособление с индикатором мод. ПРИ-1П).
142. Установить вал привода гидромуфты.
143. Смазать прокладку передней крышки блока. Применять смазку 1-^13 ГОСТ 1631-61 или ЦИАТИМ-201 ГОСТ 6267-74. (Емкость, кисть).
14’4. Установить прокладку 44 (Рис. 1) и гидромуфту привода вентилятора с передней крышкой блока 6 в сборе на передний торец блока цилиндров и завернуть болты 3,49 и 50 крепления с пружинными 4 и 48 и плоскими шайбами 5 и 47. Величина моментов затяжки болтов крепления М10 50—62 Н. м (5,0—6,2 кгс. м), а болтов М12 90—110 Н. м (9,0—11,0 кгс. м). (Кран-балка, подвеска, головки сменные 17 и 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
145. Установить штанги толкателей в сборе первого цилиндра в толкатели штанг.
146. Установить прокладку 2 (Рис. 24) головки блока цилиндров и уплонительную прокладку 4, Материал прокладки уплотнительной: резина.
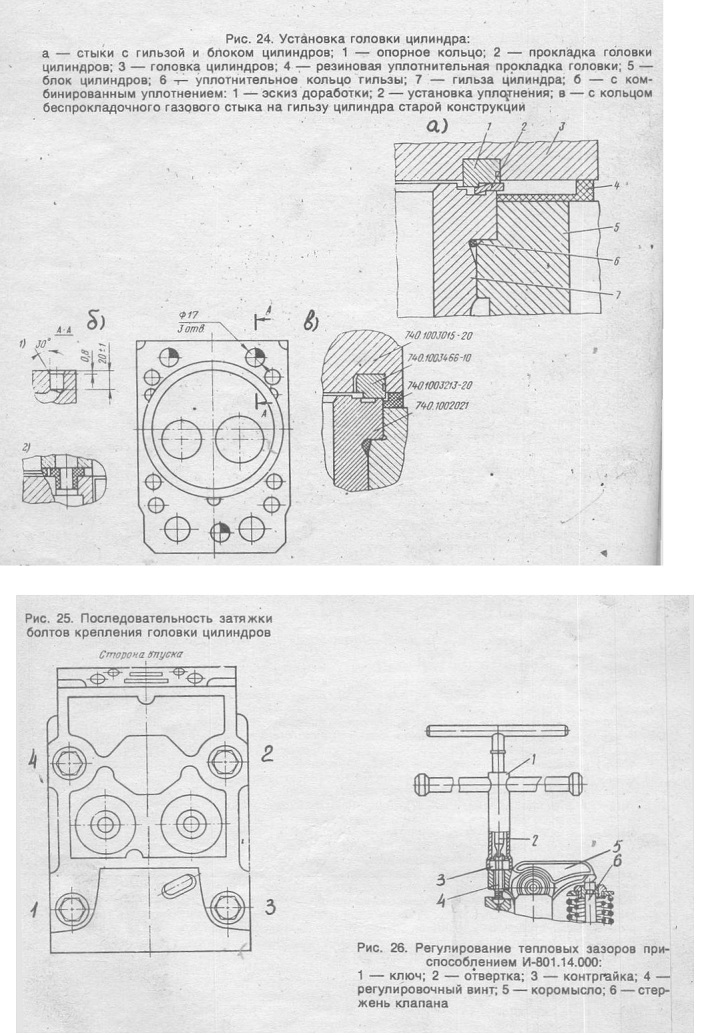
147. Установить головку 31 блока (Рис. 4) цилиндров с клапанами 1 и 20 в сборе на блок цилиндров и завернуть болты 13 крепления с шайбами.
Перед заворачиванием резьбу болтов крепления головки цилиндров смазать тонким слоем графитовой смазки. Перед установкой головки блока необходимо вывернуть на несколько оборотов регулировочные винты коромысел. Болты крепления головки блока цилиндров затягивать по схеме (Рис. 25). Величина момента затяжки болтов 40—50 Н. м (4—5 кгс. м). (Головка сменная 19 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, емкость с графитной смазкой (УСсА) ГОСТ 3333-80, кисть).
148. Повторить работы 145—147 для каждого цилиндра блока цилиндров.
1.49. Затянуть окончательно болты крепления головок цилиндров в два приема. Порядок затяжки болтов крепления см. рис. 25. Величина момента затяжки болтов крепления для 1 приема 120—150 Н. м (12—15 кгс. м); для 11 приема 160—180 Н. м (16—18 кгс. м). (Головка сменная 19 мм, ключ динамометрический мод. ПИМ-1754).
150. Повернуть коленчатый вал так, чтобы шток фиксатора маховика вошел в паз маховика, а метка — «0» шестерни 27 (Рис. 2) распределительного вала находилась в верхнем положении. (Рычаг).
151. Установить ведомую шестерню 12 привода ТНВД в сборе с валом 9 на двигатель. Ведомую шестерню 12 устанавливать так, ч+обы метка — «0» ведомой шестерни 12 совпала с аналогичной меткой шестерни 27 распределительного вала.
152. Установить прокладку 7, корпус 6 заднего подшипника в сборе с манжетой 5 и завернуть болты 3 крепления с пружинными шайбами 4. Величина момента затяжки болтов 45—50 Н. м (4,5—5,0 кгс. м). (Головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, молоток)
153. Вывести фиксатор из паза маховика и повернуть коленчатый вал на 60° по ходу вращения, установив его тем самым в положение 1 (см. таблицу 4). Поворот маховика на угловое расстояние между двумя соседними отверстиями на выступах, соответствует повороту коленчатого вала на 30°. (Рычаг).
Углы поворота коленчатого вала при регулировке тепловых зазоров
154. Отрегулировать зазоры в клапанных механизмах первого и пятого цилиндров. Величина зазоров: для впускного клапана 0,25—0,30 мм для выпускного клапана 0,35—0,40 мм. Величина момента затяжки гаек регулировочных винтов 34—42 Н. м (3,4—4,2 кгс. м).
Регулировку тепловых зазоров производить в следующем порядке:
— проверить момент затяжки гаек крепления стоек коромысел регулируемых цилиндров, при необходимости подтянуть;
— проверить щупом зазор между носками коромысел 5 (Рис. 26) и стержней клапанов 1-го и 5-го цилиндров. Щуп толщиной 0,3 мм для впускного и 0,4 мм для выпускного клапанов должен входить с усилием (передние клапаны первого ряда цилиндров — впускные, левого ряда — выпускные);
— установить приспособление для регулировки зазоров при необходимости регулировки, ослабить гайку 3 винта, установить в зазор щуп и вращая винт 4 отверткой 2, установить требуемый зазор. Придерживая винт 4 отверткой 2, затянуть гайку 3 ключом 1 и проверить величину зазоров.
(Приспособление для регулировки тепловых зазоров, набор щупов № 2, головка сменная 13 мм, рукоятка динамометрическая мод. 131 М).
155. Повернуть коленчатый вал на 180° по ходу вращения в положение 11. (Рычаг).
156. Отрегулировать зазоры в клапанных механизмах второго и четвертого цилиндров. Величина зазора для впускного клапана 0,25—0,30 мм, для выпускного клапана 0,35—0,40 мм. Величина момента затяжки гаек регулировочных винтов 34—42 Н. м (3,4—4,2 кгс. м). (Набор щупов № 2, головка сменная 13 мм, рукоятка динамометрическая мод. 131 М, приспособление для регулировки зазоров).
157. Повторить работы 155—156 для клапанных механизмов шестого и третьего цилиндров и седьмого и восьмого цилиндров соответственно.
158. Установить прокладку 27 (Рис. 4), крышку 12 головки первого цилиндра и завернуть болт 9 крепления с плоскими шайбами 10 и 11. Момент затяжки болта 17—22 Н. м (1,7—2,2 кгс. м). (Головкасменная 13 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М).
159. Повторить работу 158 для оставшихся семи крышек головок цилиндра.
160. Надеть на передний рым-болт 16 (Рис. 1) регулировочные шайбы 15 и завернуть рым-болт в блок цилиндров. Регулировочных шайб должно быть не более четырех. Болт навернуть относительно продольной оси двигателя на 15°. (Вставка специальная).
161. Повернуть двигатель картерной частью вверх. (Стенд).
162. Установить прокладку 12 (Рис. 27) переднего фланца трубки 13 клапана системы смазки, масляный насос 4 в сборе с трубками, завернуть болты 6 и 7 крепления с замковыми шайбами масляного насоса и болта 20 кронштейна всасывающей трубки к блоку цилиндров и загнуть усы замковых шайб на грани болтов. Момент затяжки болтов крепления 50—60 Н. м (5,0—^6,0 кгс. м). На двигателях с № 163856 произведена замена замковых шайб на пружинные 7 (крепления масляного насоса) и плоские 19 (крепление кронштейна). (Головкасменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, молоток, зубило).
163. Завернуть болты 14 крепления с замковыми шайбами переднего фланца подводящей трубки 13 клапана системы смазки к блоку цилиндров и загнуть усы замковых шайб на грани болтов. Момент затяжки’болтов крепления 50—60 Н. м (5—6 кгс. м). На двигателях с № 163851 выпуска с 15.02.80 г. произведена замена замковых шайб пружинными. (Головка сменная 13 мм, ключ с п. к., рукоятка динамометрическая мод. 131 М, молоток, зубило).
164. Наклеить прокладку 12 (Рис. 28) поддона на блок цилиндра, смазав ее поверхность тонким слоем смазки или пасты уплотнителя. Применять смазку Литол-24 ГОСТ 21150-75 или пасту «Герметик» ТУ 6-10-1796-71 или УН-25 ТУ МХП 3336-52. Материал прокладки: резина. (Емкость, лопатка деревянная).
165. Проверить тщательно чистоту внутренних поверхностей двигателя, установить поддон 3 и завернуть болты 20 крепления и гайки 1 с пружинными шайбами 2 и 19. (Пневмогайковерт мод.
ИП-3113, головка сменная 13 мм).
166. Повернуть двигатель на стенде головками блока цилиндров вверх. (Стенд).







