- Устройство автомобилей
- Правила сборки деталей КШМ
- Особенности сборки поршней и гильз цилиндров
- Особенности сборки поршневых колец
- Особенности сборки шатунной группы
- Сборка и установка шатунно-поршневой группы на двигатель
- Поршни с шатунами
- Шатуны
- Сборка шатунно-поршневой группы
- Шатунно-поршневая группа
- Шатунно-поршневая группа Volkswagen Golf II
- Видео про «Шатунно-поршневая группа» для Volkswagen Golf II
Устройство автомобилей
Правила сборки деталей КШМ
При сборке узлов и деталей групп кривошипно-шатунного механизма следует придерживаться определенных правил и требований, иначе можно повредить двигатель при запуске и работе.
 Условия и требования монтажа деталей обусловлены особенностями их конструкции, которые были описаны в соответствующих разделах сайта.
Условия и требования монтажа деталей обусловлены особенностями их конструкции, которые были описаны в соответствующих разделах сайта.
Так, например, поршень современного поршневого двигателя внутреннего сгорания имеет ряд конструктивных элементов, которые не всегда можно обнаружить простым осмотром. В частности, отверстие под палец смещено относительно центральной оси симметрии поршня, а на его юбке имеются разрезы и проточки, которые, при неправильной установке поршня, могут вызвать его разрушение и поломку.
Кроме того, детали многоцилиндровых двигателей подбираются методом селекции по размерам и массе, чтобы уменьшить дополнительные инерционные нагрузки.
По этим причинам монтаж узлов и деталей КШМ требует внимательности и знаний правил их сборки.
Особенности сборки поршней и гильз цилиндров
Поршни и гильзы цилиндров устанавливают комплектно в соответствии с размерами деталей. Массы различных поршней не должны отличаться друг от друга более чем на 2…8 гр. Поршни устанавливают меткой (обычно в виде стрелки) на днище поршня вперед по ходу движения. На некоторых поршнях вместо метки применяют надпись «Перед».
Точная установка поршня при сборке вызвана ослаблением юбки прорезью с одной стороны и смещением поршневого пальца от оси цилиндра в сторону. При установке поршней, имеющих выточки под клапаны, необходимо следить за правильным расположением выточек, иначе можно погнуть стержни клапанов при запуске двигателя.
При установке гильз резиновые уплотнительные кольца обязательно следует менять на новые.
Поршень, палец и шатун комплектуются из деталей только одной размерной группы. Во избежание задиров на сопряженных поверхностях сборку пальца с поршнем производят после нагрева поршня в чистом масле до температуры 80…100 ˚С.
Особенности сборки поршневых колец
Компрессионные кольца устанавливаются на поршень так, чтобы выточка на внутренней поверхности колец была обращена вверх (рис. 1). При этом стыки замков колец должны быть смещены друг относительно друга на 180˚ при двух и на 120˚ при трех компрессионных кольцах.
При установке составных маслосъемных колец замки их плоских дисков располагаются под углом 180˚ один к другому и под углом 90˚ к замкам компрессионных колец. При этом замки осевого 3 и радиального 4 расширителей должны быть расположены под углом 90˚ к ним.

При установке чугунного маслосъемного кольца замки всех поршневых колец располагают относительно друг друга под углом 90˚.
Особенности сборки шатунной группы
На боковой поверхности стержня шатунов наносят метки, номер шатуна и его массу.
При установке на двигатель с V-образным расположением цилиндров поршня в сборе с шатуном метка или номер на стрежне шатуна и стрелка на днище поршня для левого ряда цилиндров должны быть направлены в одну сторону, а для правого ряда – в разные стороны.
Кроме того, на крышках шатунов некоторых двигателей выбивается порядковый номер цилиндра. Сами крышки при сборке должны быть закреплены на шатуне в том же положении, что и до разборки, для чего на крышках наносят метки, которые обращены в ту же сторону, что и метка на стержне шатуна или его номер.
Особое внимание следует уделять монтажу крышек коренных подшипников в блок-картер двигателя. Каждая крышка должна быть установлена строго на свое место, поскольку при изготовлении блок-картера на заводе-изготовителе отверстия под коренные шейки коленчатого вала, образованные крышками и блоком, растачиваются после сборки этих деталей совместно, после чего их нельзя менять местами.
Обычно крышки коренных подшипников имеют цифровую нумерацию, указывающую их место в блок-картере, тем не менее, при демонтаже этих деталей их следует тщательно метить, чтобы при сборке случайно не поменять местами.
При сборке КШМ следует соблюдать требуемые величину моментов и порядок затяжки болтов или шпилек крепления подшипников коленчатого вала, а также головки блока цилиндров.
Болты и шпильки головки блока цилиндров затягиваются в строго определенной последовательности – от центра к краям, крест-накрест, чтобы избежать ее коробления при затяжке.
Сборка и установка шатунно-поршневой группы на двигатель
Поршни с шатунами
На днище поршня нанесено обозначение группы поршня по диаметру юбки, на передней части поршня — ремонтной группы и ремонтного размера поршня. Для облегчения индивидуального подбора поршней к цилиндрам каждый из размеров ремонтной группы подразделяют на размерные группы, в которых размеры поршней по диаметру юбки следуют через 0,01 мм. Все операции подбора поршней по цилиндрам необходимо проводить при температуре окружающей среды 17… 23 °С.
Для облегчения индивидуального подбора поршневых пальцев поршни по диаметру отверстия под поршневой палец подразделяют на четыре размерные группы. Маркировку размерной группы по диаметру отверстий под поршневой палец осуществляют нанесением краски на бобышку поршня.
При замене поршней без замены гильзы цилиндров верхнюю кромку (буртик) гильзы, которая образовалась в результате износа гильзы под верхним поршневым кольцом, целесообразно обработать шабером или мелкозернистым шлифовальным кругом, установленным на пневматической или электрической дрели.
Поршни к цилиндрам следует подбирать так, чтобы зазор между стенкой цилиндров и юбкой поршня был 0,03…0,05 мм. Зазор определяется лентой-щупом толщиной 0,08 мм, шириной 10… 13 мм и длиной не менее 200 мм. Ленту-щуп протягивают через зазор между поршнем и цилиндром при неподвижном поршне с усилием 25… 45 Н, При этом поршень должен быть обращен днищем вниз, а лента-щуп должна находиться в плоскости, перпендикулярной оси отверстия под поршневой палец. Подбор поршней можно проводить не выпрессовывая гильзы из блока или после их выпрессовки. После подбора поршней к гильзам цилиндров необходимо на днищах поршней выбить порядковые номера цилиндров.
Посадку пальца в бобышках поршня выполняют с натягом 0,0025… 0,0075 мм. Допуск цилиндричности пальца равен 0,00125 мм в радиусном выражении. Стопорные кольца поршневого пальца следует устанавливать в канавках поршня с некоторым натягом, т.е. они не должны проворачиваться от усилия руки. Кольца, потерявшие упругость, следует заменить.
Шатуны
Нижнюю головку шатуна обрабатывают в сборе с крышкой, поэтому при разборке, контроле и сборке следует сохранять комплектность шатуна и крышки шатуна. Крышки шатунов центрируют по шлифованным поверхностям шатунных болтов. Ремонт верхней головки шатуна обычно заключается в выпрессовывании, запрессовывании и растачивании втулки. Усилие запрессовки втулки должно быть не менее 7 000 Н, При ремонте верхней головки шатуна размеры под втулку и палец должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец — шатун размеры верхней головки шатуна (диаметр от-верстия под втулку) подразделяют на размерные группы, которые отличаются друг от друга на 0,0025 мм.
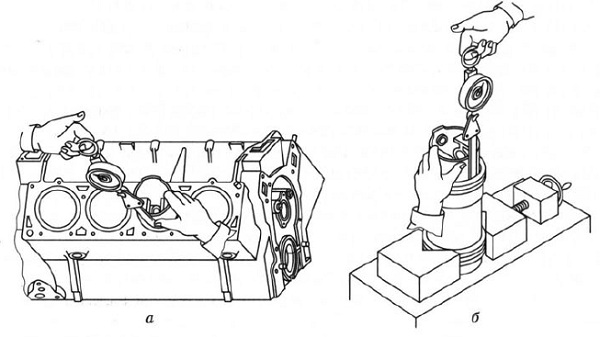
Рис. Подбор поршня к гильзе с помощью ленты-щупа:
а — гильза запрессована в блок цилиндров; б — гильза выпрессована из блока цилиндров
Сборка шатунно-поршневой группы
Для сборки шатуна с поршнем нужно подобрать поршневой палец к втулкам верхней головки шатуна и бобышкам поршня. Для соединения с шатуном поршень нагревают в масле или в электронагревательном приборе до температуры 55 °С. При этом палец в отверстие бобышки нагретого поршня должен входить плавно от усилия большого пальца правой руки. В таком соединении после охлаждения поршня появляется необходимый натяг 0,0025 …0,0075 мм.
Затем нужно сверить порядковые номера поршней и шатунов. Шатун закрепляют в тисках, устанавливают поршень, их соединение фиксируют пальцем. Поршень при сборке с шатуном должен быть установлен так, чтобы метка на днище поршня была направлена к передней части двигателя. Бобышка, выштампованная на шатуне для левой группы цилиндров, также должна быть направлена к передней части двигателя, т.е. в одну сторону с меткой на поршне. Для правой группы цилиндров при сборке поршня с шатуном бобышка шатуна должна быть направлена к задней части двигателя, а метка на днище поршня — к передней части.
После соединения и проверки шатунно-поршневой группы следует закрепить стопорными кольцами палец в бобышках поршня, затем тщательно протереть подобранные по канавкам и подогнанные к цилиндрам поршневые кольца и установить их на поршни с помощью специального приспособления. Поршни в сборе с шатуном необходимо проверить по массе. Детали комплекта, установленного на одном двигателе, не должны отличаться по массе более чем на 12 г, т.е. шатуны должны соответствовать по массе одной группе. Для установки поршней с шатунами в цилиндры блока нужно выполнить следующие операции:
- повернуть блок двигателя, установить его на стенде вертикально, передней частью вверх;
- последовательно, один за другим брать поршни с шатунами в сборе;
- тщательно протереть салфеткой постель под вкладыши в нижней головке шатуна;
- отвернуть гайки и снять крышку шатуна;
- установить шатун с поршнем.
При этом рекомендуется надеть на шатунные болты специальные колпачки из латуни или меди, предохраняющие зеркало гильзы цилиндров от повреждений.
Затем необходимо проверить и продуть отверстие в нижней головке шатуна, служащее для разбрызгивания масла на стенки цилиндра, вставить вкладыши в шатун и в крышку, протереть салфеткой верхние вкладыши шатуна и поршень, установить на поршень кольца, располагая внутреннюю выточку вверх, развести стыки компрессионных колец по окружности поршня примерно на 120°. После установки развести стыки компрессионных колец на 180°.
Далее следует протереть салфеткой гильзы цилиндров блока и шатунную шейку, смазать чистым маслом, применяемым для двигателя, поверхность шатунного вкладыша, поршня, поршневых колец и гильз цилиндров, вставить поршень с шатуном в цилиндр, направив метку на днище поршня к передней части двигателя с помощью специального приспособления, довести подшипники шатуна до шейки коленчатого вала, продвигая поршень по цилиндру с помощью деревянной оправки, смазать маслом шейку вала и подтянуть нижнюю головку к ней, снять предохранительные наконечники с шатунных болтов и поставить на место нижнюю крышку шатуна, закрепив ее шатунными гайками.
Перед окончанием сборки нужно проверить суммарный осевой зазор между торцами шатунов и шатунной шейки коленчатого вала с помощью щупа и окончательно затянуть болты шатунных подшипников динамометрическим ключом. После затяжки каждой пары шатунных подшипников следует проворачивать коленчатый вал. Момент прокручивания вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 100 Нм. Аналогичные операции нужно провести при установке в цилиндры остальных поршней с шатунами.
Шатунно-поршневая группа
Шатунно-поршневая группа Volkswagen Golf II
Общие сведения
Коленчатый вал и детали шатунно-поршневой группы

1 – коленчатый вал;
2 – вкладыш шатунного подшипника;
3 – болт крепления крышки шатуна;
5 – маслосъемное кольцо;
6 – компрессионное кольцо;
8 – стопорное кольцо;
9 – втулка головки шатуна;
11 – крышка шатуна
Снятие и разборка
| Порядок выполнения | ||||||||
|
Осмотр, проверка и ремонт деталей шатунно-поршневой группы
Измерение бокового зазора поршневого кольца

Опиливание концов поршневых колец

Все детали шатунно–поршневой группы после разборки очистить и промыть бензином. Осмотреть поршни. Если на них есть следы износа, глубокие царапины, следы прогара, поршни заменить. Микрометром измерить диаметр юбки поршня на расстоянии 10 мм от нижнего края юбки, перпендикулярно оси поршневого пальца. Если измеренный диаметр отличается от номинального на 0,04 мм, поршень необходимо заменить. Измерить боковой зазор между поршневыми кольцами и канавками на поршне, как показано на рис. Измерение бокового зазора поршневого кольца. Если зазор превышает 0,15 мм, заменить кольца или поршни. Измерить зазор в замке поршневого кольца. Для этого вставить кольцо в цилиндр со стороны картера и продвинуть поршнем, как оправкой, на расстояние 15 мм от основания цилиндра. Щупом измерить зазор в замке. Если зазор превышает 1,0 мм, кольцо заменить. Если зазор в замке меньше, чем 0,3 мм, для компрессионных колец и 0,25 мм – для маслосъемных, можно подпилить концы колец с помощью напильника, зажатого в тисках, как показано на рис. Опиливание концов поршневых колец.
Проверить посадку поршневого пальца в шатуне. Для этого установить шатун горизонтально и вставить палец в головку шатуна. Палец не должен выдвигаться из головки под действием собственного веса. Если палец выдвигается или выпадает, нужно заменить палец и втулку головки шатуна. Выпрессовать старую и запрессовать новую втулку в головку шатуна, после этого просверлить во втулке отверстие для подвода масла через отверстие в головке шатуна. Затем развернуть разверткой отверстие под размер нового пальца, выдержав монтажный зазор в пределах 0,004–0,01 мм. Шатун должен свободно вращаться на пальце. В противном случае продавить палец через втулку и в тех местах, где на пальце остались отпечатки, осторожно прошлифовать втулку. После этого снова проверить легкость вращения шатуна на пальце. Проверить на разметочной плите соосность отверстий верхней и нижней головок шатуна и, если необходимо, выправить шатун.
Схема измерения диаметра цилиндра

1, 2, 3 – пояса замеров
Проверить зазор между поршнем и цилиндром. Если он превышает 0,12 мм, расточить и отхонинговать цилиндры под ремонтный размер. Растачивать нужно все четыре цилиндра, даже если зазор больше указанного лишь в одном. После расточки в цилиндры устанавливают поршни ремонтного размера. Зазор между поршнем и цилиндром вычисляют как разность между диаметром цилиндра и диаметром поршня. Измерение диаметра поршня описано выше в этом же парагафе. Диаметр цилиндра измеряют нутромером в шести точках, в 10 мм от нижнего края цилиндра, в 10 мм от верхнего края и посередине в двух перпендикулярных направлениях, как показано на рис. Схема измерения диаметра цилиндра. Если износ цилиндров от номинального размера превышает 0,04 мм, цилиндры нужно также расточить под ремонтный размер.
Размеры выемки в головке поршня

а = 56,6 мм – двигатель с вспрыском;
а = 14,7 мм;
а = 16,6 мм;
а = 16,5 мм;
b = 55,7 мм – мод. HZ;
b = 56,6 мм – мод. MH, 2G, NU;
b = 56,6 мм – мод. HK
Метка на головке поршня и приливы на шатуне и крышке шатуна

Установка поршня в цилиндр

2 – ручка молотка;
3 – поршень
Поршни разных моделей двигателей отличаются размерами выемки в головке поршня. Размеры выемки показаны на рис. Размеры выемки в головке поршня. Кроме того, у двигателей, выпускаемых с сентября 1985 г., уменьшены отверстия под цилиндры в прокладке головки блока. На головке поршня имеется фаска для предотвращения удара поршня о край прокладки. Перед сборкой заменить шатунные болты.
| Порядок выполнения | ||||||||||||||||
|
Видео про «Шатунно-поршневая группа» для Volkswagen Golf II
Golf 2 ремонт ДВС видео 8, проверяем зазор колецРемонт двигателя Volkswagen Passat 1.8 часть 2 (Сборка)
Замена поршневых колец (replacement piston rings)







