Поточная линия ремонта автомобилей
На Гайском ГОКе внедрено техническое обслуживание автомобилей БелАЗ-540А и БелАЗ-548А на конвейерной личнии (рис. 3)„ состоящей из пяти постов.
Рис. 1. Поточная линия технического обслуживания автомобилей БелАЗ
Рис. 2. Центральный пульт управления поточной линией
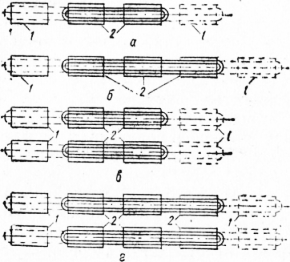
Рис. 3. Планировка поточной линии:
1 — емкости для масел, 2 — переносный настил, 3 и 9 — пневмогайковерты, 4 — колесосъемники, 5 — стенд для подъема кузова, 6 — стеллаж, 7 — комплект диагностического оборудования, 8 — приспособление для снятия и установки реактивной вилки задней подвески, 10 — приспособление для снятия подвесок, 11 —контейнер для фильтров двигателей. 12 — контейнер для фильтров гидромеханической передачи (ГМП), 13 — домкраты, 14 — приспособление для выпрессовки пальцев и шкворней, 15 — приспособление для перезарядки подвесок, 16—приспособление для снятия и установки редуктора заднего моста, 17 — съемники ступиц колес, 18 — приспособление для снятия стартера, 19 — смазочное оборудование, 20 — слесарный верстак, 21 — тележка для аккумуляторов, 22 — пульт управления конвейером, 23 — кран-балка, 24 — механизированные ворота
Автомобили перемещаются от поста к посту со скоростью 2,7 м/с.
Длина конвейера 47,4 м, длина тяговой цепи 97,2. Ширина осмотровых канав 600 мм.
Конвейер .приводится в действие приводной станцией с электродвигателем мощностью 22 кВт и редуктором. Приводных станций — две, одна из них —резервная. Рама конвейера смонтирована на бетонном основании. Тяговым органом является пластинчатая втулочно-роликовая цепь, к которой приварены десять опорных кронштейнов (захватов) для задней и передней осей автомобиля. Шаг звеньев цепи 135 мм, усилие на разрыв 50 000 даН (кгс).
На поточной линии могут одновременно находиться пять автомобилей.
Управляет конвейером диспетчер — дежурный мастер центрального поста. Около каждого из пяти постов также установлен пост управления, связанный с центральным постом.
О начале работы на поточной линии дежурный мастер извещает звуковой сигнализацией. Затем старший по каждому посту подает сигнал мастеру, управляющему работой линии, при этом на центральном пульте загорается свеювое табло, свидетельствующее о готовности того или иного поста. По достижении готовности всех пяти постов мастер включает звуковую сигнализацию, предупреждающую о начале движения конвейера, после чего дистанционно открываются механизированные ворота для въезда автомобилей. После установки въехавшего на первый пост автомобиля конвейер выключается и подается звуковой сигнал.
Открывание и закрывание ворот в профилактории также сопровождается звуковой сигнализацией.
На каждом.посту в осмотровой канаве имеется пульт для аварийной остановки конвейера.
В системе управления конвейером применена автоблокировка, срабатывающая в случае попадания посторонних предметов под цепь.
Перед поступлением на поточную линию автомобиль подвергается наружной мойке и внешнему осмотру.
Каждые два часа на поточную линию поступает один автомобиль. Такт постов линии составляет 2 ч.
При заезде автомобиля на первый пост загорается световая сигнализация у поста.
На первом посту линии производится, ел ив отработанных масел (по сортам для передачи на регенерацию). Пост оборудован выдвижными маслоприемными воронками, позволяющими сливать масло из всех агрегатов автомобиля. Из воронок масло поступает в емкости маслоперекачивающей станции, расположенной под полом справа от конвейера. Оттуда масло перекачивается в цистерны склада.
Снятие и замену колес производят при необходимости; запасные покрышки хранятся на стеллаже около поста. Для снятия покрышек используют электрокар грузоподъемностью 2 т, оборудованный колесосъемником.
Заправку автомобиля маслами и водой, накачку шин, смазку консистентными смазками производят централизованно на посту поточной линии. Этот же пост оборудован выпрямительной установкой для электрозапуска автомобильных двигателей, от внешнего источника тока.
После производства ТО автомобиль принимает дежурный мастер ОТК.
Водителей к техническому обслуживанию автомобилей не привлекают, их участие ограничивается работами по снятию и установке агрегатов.
Поточная линия обслуживается бригадой слесарей. В течение одной рабочей смены бригада производит техническое обслуживание четырех автомобилей БелАЗ, т. е, за сутки на линии обслуживаются 12 автомобилей.
В непосредственной близости от поточной линии размещаются вспомогательные производственные отделения, обслуживающие поточную линию: дефектовочно-комплектовочное, электроремонтное, аккумуляторное, топливной аппаратуры, медницкое, склад запасных частей.
Помещение профилактория оснащено необходимыми подъемно-транспортными средствами.
На поточной линии имеется передвижная насосная станция для привода различных гидравлических приспособлений (например, приспособления для выпреосовки шкворней поворотных кулаков), Посты № 1 и 5 оборудованы пневмогайковертами для снятия и постановки колес автомобилей.
На посту №2 применяется передвижное приспособление для снятия и постановки передних и задних подвесок автомобилей БелАЗ.
Пост № 3 снабжен передвижным гидравлическим приспособлением для снятия и установки реактивной вилки подвески заднего моста. Для снятия и постановки ступиц передних и задних колес на постах № 3 и 4 используется аккумуляторный погрузчик со специальным приспособлением. На подъемно-транспортных работах используются кран-балка грузоподъемностью 3 т, а также электропогрузчики ЭП-201 грузоподъемностью 2 т. Для работ по креплению колес, водила, колесных, редукторов и других винтовых соединений применяют пневматические гайковерты ИП-3106 с моментом затяжки от 80 до 150 даН-м (деканьютон-метр). Для откручивания и закручивания болтов крепления поддона картера гидромеханической передачи, и других соединений с моментом затяжки до 20 даН-м служат пневмогайковерты ИП-3103.
На этой поточной линии осуществляется так называемое «совмещенное» техническое обслуживание № 1 и 2, при котором полный объем работ по ТО-2 разбит на пять частей и производится в течение пяти заездов автомобиля БелАЗ на TО-1, но не более, чем в период пробега автомобиля 7,5—-10 тыс. км; При этом как ТО-1, так и ТО-2 производятся только в межсменное время.
В соответствии с числом плановых заездов на ТО-2 в автохозяйствах организуется несколько зон (в данном случае их пять), специализированных по агрегатчм и системам автомобиля. Работы по трудоемкости равномерно распределяются по всем постам каждой зоны. Число бригад соответствует числу специализированных зон, рабочие специализированы по группам агрегатов и систем автомобиля.
В этих условиях применяется агрегатно-узловой метод ремонта: ремонт автомобиля производится путем замены изношенных узлов и агрегатов на исправные, поступающие из оборотного фонда. Благодаря этому методу автомобиль находится в ремонте только то время, которое необходимо для демонтажа и монтажа узлов и их регулировки на машине. Это сокращает простои, позволяет специализировать рабочих-ремонтников, улучшить использование производственных площадей, повысить качество ремонта.
Важнейшим условием для ремонта агрегатно-узловым методом является создание и сохранение оборотного фонда узлов и агрегатов, который комплектуется из новых и восстановленных узлов. Экономическая эффективность этого метода технического обслуживания автомобилей заключается в повышении технической готовности автомобилей за счет лучшего использования межсменного времени. Внедрение этого метода на Гайском ГОКе взамен технического обслуживания на универсальных постах вдвое увеличило пропускную способность профилактория, сократилось до минимума участие водителей в ТО и ремонте, значительно увеличилось время работы автомобилей на линии. Кроме того, за счет специализации исполнителей работ и внедрения средств механизации повысилась производительность труда и улучшилось качество технического обслуживания и ремонта автомобилей.
Итак, применение поточного метода технического обслуживания автомобилей обеспечивает: ритмичность технологического процесса, механизацию и автоматизацию работ, максимальное использование оборудования, специализацию рабочих по видам работ и высокое качество выполняемых работ, высокую производительность труда, повышение культуры производства, сокращение потребности в оборудовании и производственных площадях.
Поточный метод наиболее приемлем для обслуживания автомобилей одной марки или одного типа, для обслуживании ЕО или ТО-1, при достаточном для полной загрузки поточной линии числе обслуживаемых автомобилей.
Метод совмещенного технического обслуживания целесообразно применять в крупных автохозяйствах, имеющих 100 и более автомобилей БелАЗ.
В небольших хозяйствах при недостаточном штате ремонтных рабочих, что не позволяет организовать работу всех зон в 2—3 смены, техническое обслуживание и текущий ремонт автомобилей целесообразно проводить на универсальных или специализированных постах. Предварительно автомобиль должен быть тщательно вымыт и вычищен. Техническое обслуживание должно проводиться
В условиях, исключающих попадание пыли и грязи внутрь узлов и агрегатов.
Поточный метод ТО.




![]()
![]()
Поточный метод технического обслуживания позволяет выполнять ТО на специализированных рабочих местах с определенной технологической последовательностью и ритмом. При этом обслуживаемая машина ( оборудование) последовательно перемещается по постам, на каждом из которых выполняются определенные операции.
При поточном методе технического обслуживания прямоточные осмотровые канавы располагаются в одну линию. Для перемещения автомобилей используют конвейер.
При поточном методе технического обслуживания повышается производительность труда, улучшается качество работ, сокращаются простои машин и уменьшается потребность в производственных площадях. Количество специализированных постов на поточной линии определяется расчетным путем. Специальная машина во время технического обслуживания проходит через все специализированные посты. Посты располагаются в технологической последовательности выполнения работ по техническому обслуживанию машины.
Со специализацией появилась возможность внедрить поточный метод технического обслуживания, организовать ремонт на специализированных постах, не привлекая к этому водителей, широко внедрять новые методы организации труда рабочих.
В последнее время все большее распространение получают эстакады-конвейеры, предназначенные для механизации передвижения автомобилей при поточном методе технического обслуживания. Эстакада-конвейер состоит из цепного несущего конвейера и эстакады с опорами, размещенными в один ряд по продольной оси с шагом в 3 м, что обеспечивает свободный доступ ко всем агрегатам автомобиля снизу и сбоку.
Управляет конвейером диспетчер — дежурный мастер центрального поста. Около каждого из пяти постов также установлен пост управления, связанный с центральным постом.
О начале работы на поточной линии дежурный мастер извещает звуковой сигнализацией. Затем старший по каждому посту подает сигнал мастеру, управляющему работой линии, при этом на центральном пульте загорается световое табло, свидетельствующее о готовности того или иного поста. По достижении готовности всех пяти постов мастер включает звуковую сигнализацию, предупреждающую о начале движения конвейера, после чего дистанционно открываются механизированные ворота для въезда автомобилей. После установки въехавшего на первый пост автомобиля конвейер выключается и подается звуковой сигнал.
Открывание и закрывание ворот в профилактории также сопровождается звуковой сигнализацией.
На каждом посту в осмотровой канаве имеется пульт для аварийной остановки конвейера.
Обслуживание по поточному методу целесообразно при наличии в хозяйстве большого количества однотипных автомобилей и относительно коротком промежутке времени, отводимом на обслуживание (например, одна рабочая смена), а также при постоянных объеме и трудоемкости работ.
Более точным критерием для выбора метода являются суточная программа технического обслуживания по каждому виду (ЕО, ТО-1 или ТО-2) и количество постов, требуемых для выполнения обслуживания. Рекомендуемое минимальное количество постов при организации обслуживания поточным методом не менее трех.
Организация технического обслуживания автомобилей на потоке непрерывного действия определяется характером технологии производства данного вида обслуживания, допускающим выполнение всех операций на движущемся автомобиле (например, уборочно-моечные и обтирочные работы).
При организации процессов обслуживания в объеме ТО-1 и ТО-2 обычно применяют поток периодического действия, так как в этом случае объем работ по постам может иметь относительно большие отклонения от средних норм, кроме того технология выполнения некоторых операций требует, чтобы автомобиль был неподвижен.
Важным обстоятельством при выборе метода обслуживания является режим работы автомобилей, а следовательно, график их возвращения с линии. Так, для крупного автохозяйства, обслуживающего междугородные перевозки, вследствие неопределенности сроков возвращения автомобилей с линии организация процесса ЕО на потоке может быть нецелесообразной.
Поточная линия ремонта автомобилей
Под технологическим процессом понимают определенную последовательность выполнения основных элементов или операций обслуживания в соответствии с принятыми техническими условиями.
Для рациональной организации технического обслуживания автомобилей составляют операционно-технологические карты на выполнение основных элементов обслуживания. В этих картах дают перечень операций, указывают место их выполнения (снизу, сбоку или сверху автомобиля), применяемый инструмент и оборудование, технические условия на выполнение работ. На основании операционно-технологических карт определяют объем работ, распределяют работу между исполнителями и составляют постовые карты.
Место для выполнения основных элементов или отдельных операций технологического процесса, оснащенное необходимым оборудованием, приспособлениями и инструментами, называется рабочим постом. Участок на рабочем посту, обслуживаемый одним рабочим, называется рабочим местом. На одном посту может быть одно или несколько рабочих мест.
Рекламные предложения на основе ваших интересов:
В зависимости от числа и уровня специализации постов, на которых осуществляется технологический процесс технического обслуживания, различают следующие методы его организации:
1) тупиковый (на универсальных постах);
2) операционно-постовой (на специализированных постах);
3) поточный (на поточных линиях);
4) агрегатно-зональный.
В отдельных случаях применяются также комплексный и комплексно-поточный методы технического обслуживания автомобиля.
При тупиковом методе технического обслуживания автомобилей все работы выполняют на однотипных универсальных постах, за исключением уборочно-моечных, которые выполняют на постах, расположенных отдельно, в специальных помещениях или на открытых площадках. При обслуживании автомобилей на универсальных постах время пребывания автомобилей на них может быть различным. Это позволяет обслуживать на одном и том же посту автомобили разных марок и одновременно выполнять работы по текущему ремонту, потребность в которых выявлена при техническом обслуживании, что является важным положительным свойством тупикового метода технического обслуживания.
При обслуживании автомобилей на универсальных постах ограничивается применение высокопроизводительного гаражного оборудования, затрудняется механизация процессов обслуживания, повышается средний разряд работ, а также увеличивается время пребывания автомобиля в обслуживании, потребность в производственной площадке. Значительным недостатком этого метода является и то, что при установке автомобиля на пост и съезде с него воздух рабочих помещений загрязняется отработавшими газами.
Операционно-постовой метод обслуживания применяется только для ТО-2. Сущность этого метода в том, что комплекс работ ТО-2 расчленяется на отдельные элементы (по операциям), которые выполняются за несколько заездов автомобиля на специально оборудованные посты.
Небольшой объем работ, выполняемых за один заезд автомобиля, и применение специализированного оборудования позволяет производить ТО-2 в межсменное время без снятия автомобиля с эксплуатации, что обеспечивает значительное повышение коэффициента технической готовности парка.
Специализация постов создает условия для механизации работ и лучшего использования оборудования, повышает производительность труда рабочих, улучшает контроль за качеством обслуживания.
Так, при операционно-постовом методе технического обслуживания автомобилей ГАЗ -21 «Волга» весь комплекс работ ТО-2 осуществляется на следующих шести постах:
I — передняя подвеска, рулевое управление и шины;
II — задний мост, задняя подвеска и тормозная система;
III — сцепление, карданный вал, коробки передач, рычаги управления, арматура;
IV — система охлаждения, выпуска отработавших газов, фильтр грубой очистки масла, система вентиляции картера, система электрооборудования, система питания и таксометр;
V — оперение, кузов и, при необходимости, малярные работы;
VI — мойка сидений и полировка кузова.
При первом заезде в профилакторий автомобиль обслуживают на постах I, II, III , IV, при втором заезде — на V, а при третьем — на VI.
При необходимости на постах производят замену агрегатов и узлов из обменного фонда.
При составлении графика обслуживания исходят из того, что каждый автомобиль должен пройти полный цикл обслуживания так, чтобы пробег между одноименными операциями не превышал установленной нормы; посты должны быть загружены равномерно, одна и та же бригада должна постоянно обслуживать закрепленные за ней автомобили. При такой организации технического обслуживания бригаде устанавливают повременно-премиальную систему заработной платы.
Недостаток операционно-постового метода заключается в ложной организации его осуществления, а также в необходимости маневрирования автомобилей при выполнении обслуживания в пределах одного заезда. В дальнейшем этот метод был изменен в сторону сокращения числа постов и увеличения количества рабочих на постах, что привело к деспециализации постов и потере прогрессивного начала этого метода.
Следует отметить, что в практике работы автотранспортных предприятий СССР и за рубежом применяется метод производства технического обслуживания автомобилей за несколько заездов.
Поточный метод технического обслуживания автомобилей является наиболее прогрессивным и в наибольшей степени соответствует условиям обслуживания автомобилей в крупных автотранспортных предприятиях с большим количеством автомобилей. При этом методе все работы выполняют на нескольких расположенных в технологической последовательности специализированных постах, совокупность которых образует поточную линию. Все посты поточной линии располагают прямолинейно, что обеспечивает наиболее короткие пути перемещения автомобиля с поста на пост, а также дает возможность применять механическую тягу. Расположение автомобилей на постах поточной линии может быть продольным (ось автомобиля совпадает с осью поточной линии) или поперечным (ось автомобиля перпендикулярна к оси поточной линии). При поперечном расположении автомобилей сокращается длина поточной линии, а также облегчается, в случае необходимости, увод автомобиля с любого поста.
Ввиду различного объема и характера работ поточные линии организуют раздельно для каждого вида обслуживания. В ряде случаев на одной и той же поточной линии выполняют ежедневное и первое техническое обслуживание. Для второго технического обслуживания, как правило, создают самостоятельную поточную линию.
Однако из-за резкого колебания объемов работ при ТО-2 возникает большая асинхронизация работы постов, что приводит к плохому использованию рабочего времени и оборудования. Применение поточного метода ТО-2 возможно преимущественно для легковых автомобилей (при большой концентрации однома-рочных автомобилей) и наличии необходимого обменного фонда агрегатов, запасных частей, узлов и приборов. Наиболее широко применяется ТО-1 на поточных линиях как для грузовых, так и для легковых автомобилей и автобусов.
Применение поточного метода обслуживания автомобилей обеспечивает:
1) ритмичность протекания производственного процесса;
2) возможность применения более производительного специализированного оборудования, а также механизации и автоматизации работ;
3) повышение производительности труда и качества обслуживания благодаря механизации работ и специализации рабочих;
4) лучшее использование производственных площадей;
5) улучшение условий труда и техники безопасности.
Организация поточного обслуживания автомобиля может базироваться на предметной или на технологической специализации. В первом случае предусматривается значительная концентрация одномарочного подвижного состава, во втором — поточное обслуживание организуется на базе 2—3 основных марок автомобилей, технологический процесс обслуживания которых близок по своему характеру и объему.
Линии, на которых осуществляют техническое обслуживание автомобилей разных марок, называются переменно-поточными.
Примерные схемы организации технологического процесса технического обслуживания автомобилей поточным методом.
Ежедневное обслуживание. В зависимости от типов автомобилей и уровня механизации работ ежедневное техническое обслуживание может быть организовано на 2—3 постах.
Типичной для грузовых автомобилей является поточная линия с тремя постами:
I пост — механизированная мойка автомобилей;
II пост — обтирка или обдув автомобилей воздухом;
III пост — дозаправка автомобилей маслом и водой, контроль давления воздуха в шинах и подкачка воздуха до нормы.
Первое техническое обслуживание (для грузовых автомобилей может быть организовано на 3—5 постах). Типовая поточная линия для грузовых автомобилей, разработанная проектно-конструкторским бюро Главмосавтотрансаг, состоит из трех постов:
I пост — контрольные, регулировочные и крепежные работы по приборам системы питания, электрооборудования, сцеплению, коробке передач, карданной передаче, ручному тормозу, крепежные операции по кабине, платформе, раме, оперению и облицовке радиатора;
II пост — контрольные, регулировочные и крепежные работы по переднему мосту, рулевому управлению, заднему мосту и редуктору, подвеске, ножному тормозу, подъемному механизму автомобиля-самосвала, крепежные операции по прицепу;
III пост — контрольные, регулировочные и крепежные работы по двигателю и все смазочно-очистительные работы.
Для легковых автомобилей и автобусов типичной является поточная линия с четырьмя постами:
I пост — уборочные, крепежные и арматурные работы;
II пост — контрольно-осмотровые и крепежные работы по электрооборудованию и приборам системы питания;
III пост — контрольно-осмотровые и крепежные работы по шасси автомобиля;
IV пост — контрольно-осмотровые, крепежные и регулировочные работы по тормозам; смазка шасси автомобиля.
Второе техническое обслуживание. Ниже приводится краткий технологический процесс технического обслуживания автомобилей ГАЗ -21 «Волга» на поточной линии, состоящей из 8 постов с поперечным расположением автомобилей (на основании опыта таксомоторного парка № 8 Москвы):
I пост — проверка технического состояния и, при необходимости, снятие приборов системы питания и электрооборудования; проверка состояния и замена изношенных деталей системы смазки и системы охлаждения двигателя;
II пост — снятие колес и тормозных барабанов; проверка технического состояния деталей передней подвески и рулевого управления; замена неисправных узлов или отдельных деталей передней подвески и рулевого управления;
III пост — проверка технического состояния, регулировки и замена узлов или отдельных деталей сцепления, коробки передач, карданной передачи, заднего моста;
IV пост — проверка технического состояния всех деталей тормозной системы; замена неисправных узлов и деталей и регулировка зазоров; проверка подшипников ступиц передних колес, заправка тормозной системы жидкостью и прокачка;
V пост — проверка действия тормозов и регулировка на специальном стенде и динамометрических площадках;
VI пост — проверка технического состояния и действия приборов освещения и сигнализации; замена неисправных приборов и деталей; установка ранее снятых приборов системы зажигания и системы питания;
VII пост — смена смазки в картере двигателя; замена фильтров тонкой очистки масла; проверка уровня смазки и, при необходимости, доливка масла в агрегаты силовой передачи, в картер рулевого механизма; смазка подшипника водяного насоса, сцепления, полуосей; смазка карданного вала, втулок переднего моста; проверка двигателя при работе и регулировка; проверка и регулировка реле-регулятора;
VIII пост — проверка и регулировка углов установки передних колес на специальном стенде; окончательный общий осмотр автомобиля.
Арматурные и обойные работы производятся на всех постах поточной линии.
В НИИАТ разработана типовая документация по технологии ТО-1 грузовых автомобилей ЗИЛ и ГАЗ на поточных линиях. Типовая технология включает типаж поточных линий, технологические планировки линий с перечнем оборудования, операционно-технологические карты, постовые карты, схемы расстановки исполнителей на местах, рекомендации по отладке и синхронизации поточных линий. Типаж состоит из двух типов линий на два и три рабочих поста, 6 вариантов и 18 схем расстановки на линии от 5 до 14 человек <рис. 163). Линии на два рабочих поста предназначаются для автотранспортных предприятий, имеющих списочный состав примерно 180—220 автомобилей (при среднегодовом .пробеге автомобиля 34 тыс. км). Линии на три рабочих поста предназначаются для автотранспортных предприятий, имеющих 240—300 автомобилей. Для увеличения пропускной способности линии рекомендуется увеличивать число смен работ линии или устраивать вторую параллельную линию.
Для выбора необходимого типа поточной линии автотранспортное предприятие должно располагать следующими данными: марка и модель автомобиля, годовой пробег парка или группы автомобилей, характеристика типичных условий эксплуатации (легкие, средние, тяжелые).
Применение типовой технологии ТО-1 облегчает выбор автотранспортным предприятиям необходимого типа линии, а также способствует снижению нормативной трудоемкости ТО-1 и улучшению технического состояния парка.
Аналогичная работа по технологии первого технического обслуживания автобусов выполнена Ленинградским филиалом НИИАТ . В руководстве по организации и технологии первого технического обслуживания автобусов предусмотрены схемы технологической планировки тупиковых постов и поточных линий на два и три поста в зависимости от размера предприятия, а также дан перечень необходимого оборудования и необходимая техническая документация для основных марок автобусов.
В последнее время существует тенденция проектирования поточных линий технического обслуживания автомобилей на 2—3 постах. Необходимо отметить, что в этом случае облегчается и удешевляется создание и ввод в действие поточных линий, сокращаются потери времени на перемещения автомобилей с поста на пост и т. п. Однако при этом утрачивается прогрессивное начало поточного технического обслуживания — специализация постов и рабочих, а также механизация и автоматизация работ по техническому обслуживанию. Следует считать, что минимальное количество постов на поточных линиях ТО-1 должно ограничиться тремя постами. По мере развития гаражного строительства и укрепления материально-технической базы автомобильного транспорта для производства ТО-1 на потоке целесообразно создавать линии на 3—4 поста, а в ряде случаев и на 5 постов. Это позволит полностью реализовать большие резервы, заложенные в этом прогрессивном методе технического обслуживания автомобилей.
Сущность агрегатно-зонального метода технического обслуживания и текущего ремонта автомобилей, разработанного Саратовским политехническим институтом, состоит в том, что в автотранспортном предприятии организуется несколько специализированных по агрегатам и системам автомобилей зон ТО-2 и текущего ремонта. Производство ТО-2 и сопутствующих ему ремонтов производится только в межсменное время за несколько приемов-заездов, в специализированных зонах, причем эти заезды строго соответствуют дням планового производства ТО-1. Все цехи, склады и прочие подсобные помещения, обслуживающие определенную зону, располагаются на территории последней или, по возможности, ближе к ней. Техническая служба автотранспортного предприятия строится по принципу агрегатно-участковой организации производства, причем число основных бригад рабочих соответствует числу специализированных зон ТО-2 и ремонта. ТО-1 производится, как правило, на поточной линии, силами специализированных по группам агрегатов бригад рабочих.
Сложность организации производства и нерациональное использование производственных площадей послужило причиной того, что агрегатно-зональный метод не получил широкого применения.
Организация технического обслуживания и ремонта автомобилей, работающих в отрыве от постоянных баз. Автомобили, направляемые на работы в отрыве от постоянных баз (сельскохозяйственные перевозки, вывозка леса и др.), должны сводиться в автоколонны, комплектуемые, как правило, автомобилями одного автотранспортного предприятия, и обеспечиваться передвижными техническими средствами (передвижной ремонтной мастерской, бензозаправочным пунктом, бензовозами и др.), оборудованием, инструментами, инвентарем, запасными частями и агрегатами, позволяющими проводить полный объем работ по техническому обслуживанию и эксплуатационному ремонту автомобилей.
Техническое обслуживание и ремонт автомобилей производится на полевом пункте технического обслуживания автоколонны, который должен быть оборудован передвижными или временными эстакадами или осмотровыми канавами с навесом.
Для выполнения сложных ремонтных работ, которые не могут быть выполнены имеющимися средствами, автоколонна закрепляется за определенными близлежащими автотранспортными или ремонтными предприятиями, которые обязаны оказывать ей необходимую помощь.
В настоящее время применяется централизованное выполнение комплексного технического обслуживания (ТО-1 или ТО-2) и текущего ремонта или централизованное выполнение отдельных видов работ, которые нерационально выполнять силами автотранспортных предприятий вследствие малой их концентрации (аккумуляторные работы, электротехнические, кузовные, малярные, обойные и др.).
В первом случае централизованное выполнение работ осуществляется городскими или районными станциями технического обслуживания или мастерскими-профилакториями базовых хозяйств и во втором случае — специализированными мастерскими.
Централизация технического обслуживания и текущего ремонта автомобилей или отдельных видов работ позволяет применить современную технологию и организацию производства и на основе этого резко повысить качество работ и снизить их себестоимость, более эффективно использовать производственные помещения и оборудование профилакториев и мастерских и снизить капиталовложения на единицу подвижного состава. При централизованном выполнении комплексного технического обслуживания текущего ремонта автомобилей или отдельных видов работ наиболее целесообразно устанавливать покилометровую оплату за поддержание автомобилей в технически исправном состоянии (или за исправную работу ремонтируемых и обслуживаемых приборов и агрегатов).
Исследования, проведенные в ГосавтодорНИИ (г. Киев) показали, что в настоящих условиях вместо комплексных автотранспортных предприятий мощностью 100—200 единиц подвижного состава более целесообразно создавать базовые предприятия мощностью 500—1000 автомобилей с филиалами. При этом достигается значительная экономия капиталовложений на строительство и оборудование предприятия, а также снижается стоимость технического обслуживания и ремонта автомобилей.
Для II категории условий эксплуатации предельные расстояния целесообразного транспортирования на комплексное техническое обслуживание при выполнении в базовом хозяйстве ТО-1 и ТО-2— 12—14 км, при выполнении только ТО-2 — 60—70 км предельное расстояние для I категории условий эксплуатации на 30% выше и для III категории на 25% ниже.
Любой из перечисленных методов технического обслуживания при его внедрении требует создания определенного фонда оборотных агрегатов. При слишком большом фонде не эффективно используются оборотные средства, а при малом —возможны простои автомобилей.
В силу того, что параметр потока отказов по мере увеличения пробега автомобилей имеет тенденцию к возрастанию, расчет оборотного фонда необходимо вести раздельно по группам автомобилей в зависимости от их возрастного состава.







