Порядок сборки двигателя камаз
Установка гильз цилиндров и направляющих толкателей.
Верхние уплотнительные кольца необходимо устанавливать на гильзы цилиндров без скручивания и излишнего растягивания.
Перед установкой гильз в блок на заходные фаски блока и гильз необходимо нанести смазку типа ЦИАТИМ . Гильзы следует вставлять в блок осторожно усилием руки, не допуская срезания выступающих из канавок уплотнительных колец.
Рекламные предложения на основе ваших интересов:
На верхнем нерабочем торце каждой гильзы на стороне, обращенной к вентилятору, необходимо нанести номер цилиндра.
Направляющие толкателей должны поступать на сборку в комплекте с толкателями. Все направляющие и толкатели, устанавливаемые на один двигатель, должны иметь размер по рабочему чертежу или ремонтный. Направляющие следует устанавливать на штифты блока цилиндров и крепить болтами. Момент затяжки болтов должен быть 7,5—9,5 кгс-м.
Сборка и установка распределительного вала. Вал распределительный должен быть собран с корпусом подшипника и шестерней. Перед сборкой с корпусом подшипника заднюю опорную шейку вала и втулку корпуса необходимо протереть салфеткой и смазать чистым маслом для двигателя.
Шестерню, предварительно нагретую до температуры (100±10) °С, напрессовать на шейку вала до упора. Зазор между шестерней и корпусом подшипника должен быть 0,25—0,30 мм.
При установке распределительного вала в блок цилиндров втулки опор и опорные шейки вала смазать чистым маслом для двигателя. Распределительный вал следует устанавливать аккуратно; повреждение рабочих поверхностей втулок не допускается.
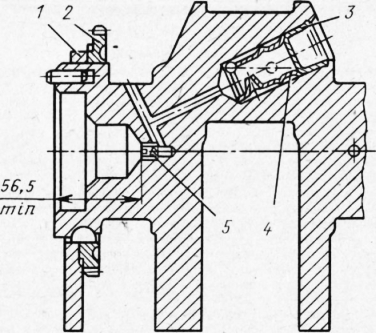
Сборка и установка коленчатого вала. Коленчатый вал перед сборкой необходимо тщательно обдуть сжатым воздухом. В полости вала запрессовать и развальцевать заглушки, а в масляный канал переднего торца вставить ввертыш, Как показано на рис. 2. Глубина торца ввертыша от торца вала должна быть не менее 56,5 мм. Момент затяжки ввертыша должен быть 5—6 кгс-м. Герметичность заглушек проверить опрессовкой полостей дизельным топливом под давлением 2 кгс/см2. Допускается подтекание топлива не более 20 г/мин для одной заглушки. После проверки для удаления топлива необходимо продуть каналы и полости вала. Проверку герметичности заглушек допускается производить маслом при температуре 40—50° С под давлением 10 кгс/см2; подтекание масла для одной заглушки не должно быть более 20 г/мин. Повторная установка использованных заглушек не допускается.
Установочные штифты необходимо запрессовать в коленчатый вал так, чтобы штифт переднего конца вала выступал на 7 мм, а заднего на 10 мм.
Шестерни и противовесы перед напрессовкой нагреть до температуры 105 °С. Напрессовку производить до упора. Противовесы изготовлены с дисбалансом 13 500 г-см относительно оси отверстия с направлением действия вдоль оси симметрии противовеса. Отклонение от заданного дисбаланса не должно превышать 15 гс-см в любом направлении.
Размеры вкладышей коренных подшипников должны соответствовать размерам шеек коленчатого вала и гнездам в блоке цилиндров. Перед установкой коленчатого вала в блок рабочая поверхность вкладышей коренных подшипников и коренные шейки должны быть смазаны чистым маслом для двигателя. Упорные полукольца коленчатого вала установить в выточках задней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников затянуть в соответствии с инструкцией, приведенной в ТУ на ремонт дбигателя.
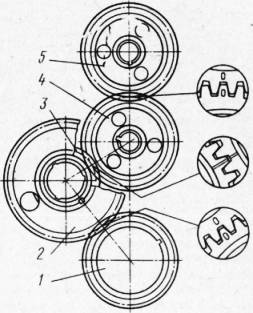
Установка распределительных шестерен. Шестерни должны быть установлены по меткам, как показано на рис. 78. Затяжку болтов крепления оси ведущей шеЛерни привода распределительного вала- к блоку производить в два приема (предварительно и окончательно) моментом 5,0—6,2 кгс-м. Болт крепления роликоподшипника ведущей шестерни распределительного вала затянуть моментом 9—10 кгс-м.
Окружной зазор в зацеплении шестерен газораспределения при рабочем состоянии двигателя должен быть 0,1—0,3 мм. Замер окружного зазора производить щупом в трех точках (не менее).
Сборка и установка картера маховика. Картер собирается с корпусом переднего подшипника и манжетой заднего конца колен-’ чатого вала. Перед установкой картера блок цилиндров по периметру прокладки картера маховика допускается смазывать тонким слоем консталина УТ-2 или смазками 1-13, ЦИАТИМ -201. Затяжку болтов крепления картера маховика производить моментом 9—11 кгс-м.
Радиальное биение посадочного диаметра и осевого торца картера маховика под картер сцеплени^ относительно оси коленчатого вала не должно превышать 0,4 мм.
Сборка и установка поршня с пальцем и шатуном. Поршень с пальцем и шатуном собирается после нагрева поршня до 80—)(10° С. Отверстие в шатуне под палец и. сам палец должны быть обильно смазаны маслом для двигателя. Палец устанавливается усилием руки (запрессовка не допускается).
Выточки под клапаны на поршне и пазы под усы вкладышей на шатуне необходимо расположить в одну сторону. Стопорные кольца поршневого пальца должны надежно фиксировать его в поршне от осевого перемещения.
На крышке шатуна необходимо выбить порядковый номер цилиндра, предварительно проверив спаренность крышки с шатуном.
Установку компрессионных и маслосъемных колец на поршень производить с помощью специального приспособления. Маслосъемноё кольцо устанавливать последовательно: сначала вставить в канавку пружинный расширитель, затем надеть кольцо так, чтобы стык расширителя находился под углом 180° к замку кольца.
Затем установить компрессионное кольцо, покрытое мплийя^и, и последним — компрессионное, покрытое хромом. Замки смежных колец развести в противоположные стороны.
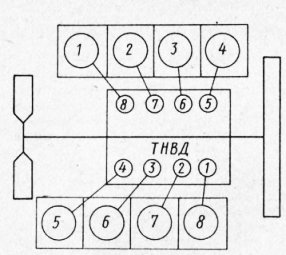
Комплекты с поршнями и кольцами в сборе устанавливать на двигатель в соответствии с номерами цилиндров, выбитыми на крышке шатуна. Нумерация цилиндров приведена на рис. 4. При установке поршня в гильзу выточки под клапаны на поршне должны быть смещены ближе к оси коленчатого вала.
Суммарный зазор между торцами нижних головок шатунов и щеками коленчатого вала (осевой люфт) должен быть не менее 0,15 мм. Выступание днища поршня над буртом гильзы должно быть в пределах 0,5—0,7 мм.
Болты креплении крышек шатунов должны быть затянуты до удлинения на 0,25—0,27 мм.
Сборка и установка маховика. Маховик должен быть собран с зубчатым ободом и установочной втулкой. При установке на маховик зубчатый обод необходимо нагреть до температуры 230° С. Установочная втулка должна быть собрана с манжетой первичного вала и запрессована до упора стопорного кольца в маховик.
Перед установкой маховика на двигатель в отверстие заднего торца коленчатого вала запрессовать подшипник первичного вала коробки передач и заложить 15 г смазки № 153. Затяжку болтов крепления маховика производить последовательно в два приема (предварительно и окончательно) моментом 15— 17 кгс-м. Биение рабочей поверхности маховика и при-валочной поверхности под кожух сцепления, замеренное на максимальных диаметрах относительно оси коленчатого вала, не должно превышать 0,25 мм.
Сборка и установка головок цилиндров. Головку цилиндра перед сборкой необходимо тщательно обдуть сжатым воздухом. Опорное кольцо газового стыка после установки в головку необходимо обжать усилием 4500 кгс. Выступание плоскости кольца из головки после обжатия должно, быть 0,122—0,230 мм. Разность замеров для одной головки не должна превышать 0,08 мм. Выступ кольца газового стыка не должен иметь заусенцев и забоин.
Посадка клапанов на седла должна быть герметичной. Проверку герметичности производить сухим воздухом при давлении 1.5 кг/см2. Допустимая утечка воздуха не должна превышать 3.6 см /мин. Клапаны должны быть надежно зафиксированы сухарями.
Перед установкой головки цилиндра плоскости сопряжения блока и головки, а также прокладки необходимо протереть и обдуть сжатым воздухом. Резиновые уплотнительные кольца головки цилиндров следует устанавливать плоской стороной к блоку цилиндров. Головка цилиндра должна свободно без ударов садиться на установочные штифты. Резьба болтов крепления головки цилиндра должна быть смазана тонким слоем графитной смазки. Болты затягиваются в, последовательности, указанной на рис. 81. Затяжку болтов необходимо производить не менее чем в три приема: 1-й – 4 кгс-м; 2-й — 124-15; 3-й — 19-Н21 кгс-м (предельные значения).
Ремонт автомобилей КАМАЗ
Предварительная сборка двигателя КАМАЗ, руководство

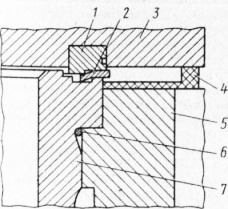
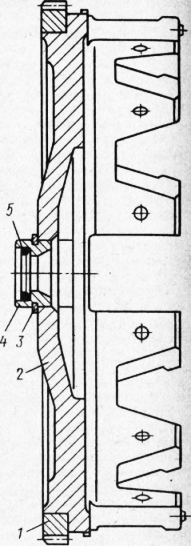
Блок цилиндров в сборе КАМАЗ, запчасти, детали (рис. 5.9):
1, 45 — шпильки; 2 — сальник передней крышки; 3, 29, 31, 37, 40, 41, 49, 50 — болты; 4, 30, 48, — шайбы пружинные; 5, 38, 46, 47 — шайбы плоские; 6 — крышка блока передняя; 7, 8, 11, 32 — пробки; 15 — шайба регулировочная рым-болта; 16 — рым-болт; 17 — втулка с уплотнительными кольцами в сборе; 18 — кольцо уплотнительное втулки; 19, 23 — заглушки чашечные; 20 — блок цилиндров; 22 — штифт направляющий; 24 — гильза цилиндра; 25 — уплотнительное кольцо гильзы верхнее; 26 — уплотнительные кольца гильзы; 27 — прокладка; 28 — трубка сливная; 33, 42 — заглушки водяной полости; 34 — прокладка заглушки; 36 — крышка коренного подшипника задняя; 39 — крышка коренного подшипника; 44 — прокладка передней крышки блока
Установив блок цилиндров на стенд для разборки-сборки в вертикальное положение, монтируют на него направляющие 3 (см. рис. 5.15) толкателей, надевают на болты 6 крепления направляющих стопорные шайбы 5 и уплотнительные кольца 4, завертывают болты [момент затяжки 85. 95 Н*м (8,5. 9,5 кгс*м)] и отгибают усы стопорных шайб на грани болтов. Смазав толкатели 2, устанавливают их в направляющие.

Механизм газораспределения КАМАЗ, детали, запчасти (рис. 5.15):
1 — вал распределительный; 2— толкатель; 3 — направляющая толкателей; 4 — кольцо уплотнительное; 5. 20 -шайбы замковые; 6, 21 — болты; 7 — штанга толкателя в сборе; 8 — винт регулировочный коромысла; 9 — коромысло клапана со втулкой в сборе; 10 — гайка регулировочного винта; 11 — коромысло клапана в сборе; 12 — тарелка пружины с втулкой в сборе; 13. 14 — внутренняя и наружная пружины клапана; 15 — пружинная шайба клапана; 16 — сухарь клапана; 17 — клапан; 18 — корпус подшипника распределительного вала в сборе; 19 — шестерня распределительного вала; 22 — шпонка сегментная
Смазав опорные шейки распределительного вала 1, устанавливают его в блок цилиндров. На вал устанавливают корпус 18 подшипника, надевают на болты 21 замковые шайбы 20, затягивают болты с моментом 25 Н*м (2,5 кгс*м) и отгибают усы стопорных шайб на грани болтов.
Отвернув болты 40 (см. рис. 5.9) крепления крышек 36 и 39 коренных подшипников и стяжные болты 37 и 41 блока цилиндров, снимают болты с шайбами и крышки коренных подшипников, укладывая их по порядку на верстак. Двигатель укомплектовывают вкладышами коренных подшипников (табл. 5.3). Обозначение вкладышей нанесено на их тыльной стороне, маркировка коленчатого вала по коренным шейкам — на втором противовесе.
Регламентированные размеры коренных шеек коленчатого вала и вкладышей коренных подшипников КАМАЗ (табл. 5.3).
| Вид размера | Диаметр отверстия под вкладыши коленчатого вала в блоке, мм | Маркировка коленчатого вала по коренным шейкам | Диаметр коренных шеек коленчатого вала, мм | Маркировка коренных вкладышей * |
| Начальный (по рабочему чертежу завода-изготовителя) | ||||
| I ремонтный | 100,5 +0,021 | К1 | 94,5±0,011 | 740.1005170Р1 740.1005171Р1 |
| II ремонтный | 100,5 +0,021 | К2 | 94±0,011 | 740.1005170Р2 740.1005171Р2 |
| III ремонтный | 100,5 +0,021 | К3 | 93,5±0,011 | 740.1005170Р3 740.1005171Р3 |
| IV ремонтный | 100,5 +0,021 | К4 | 93±0,011 | — |
* В числителе — для верхнего вкладыша, в знаменателе — для нижнего.
Проверив вкладыши коренных подшипников и постели блока цилиндров, устанавливают последовательно верхние вкладыши в постели блока и нижние — в крышки, совместив выточки во вкладышах с выточками соответственно в постели блока и крышках. Смазав вкладыши, устанавливают в блок цилиндров коленчатый вал 1 в сборе (см. рис. 5.12), нижние 38 и верхние 16 полукольца упорного подшипника. Канавки на полукольцах должны прилегать к упорным торцам вала. Нижние полукольца устанавливают одновременно с крышкой заднего коренного подшипника. Выступы на нижних полукольцах необходимо совместить с выточками в крышке. Затем устанавливают крышки коренных подшипников с вкладышами, совместив крышки с перегородками блока по порядковым номерам, выбитым на нижней поверхности крышек (отсчет перегородок блока ведут, начиная с переднего торца двигателя). Болты 40 (см. рис. 5.9) с пружинными шайбами затягивают в два приема: сначала с моментом 96. 120 Н*м (9,6. 12,0 кгс*м), затем — с моментом 210. 235 Н*м (21,0. 23,5 кгс*м). Болты затягивают сначала со стороны правого ряда цилиндров, затем — левого.

Коленчатый вал КАМАЗ, детали, запчасти (рис. 5.12):
1 — коленчатый вал в сборе; 2 — противовес передний; 3 — шестерня привода масляного насоса; 4 — ввертыш; 5, 19 — штифты; 6. 10 — шпонки сегментные; 7 — вал коленчатый; 8 — втулка; 9 — заглушка шатунной шейки; 11 — противовес задний; 12 — шестерня в сборе; 13 — шестерня; 14 — маслоотражатель задний; 15 — вкладыш подшипника верхний; 16 — полукольцо подшипника верхнее; 17 — манжета в сборе; 18 — фиксатор маховика в сборе; 20 — корпус фиксатора; 21 — пружина; 22 — фиксатор; 23, 34, 41 — болты; 24 — маховик; 25 — втулка установочная; 26 — кольцо пружинное упорное; 27 — обод зубчатый; 28 — маховик в сборе; 29 — вкладыш подшипника нижний; 30 — штифт установочный; 31 — шайба плоская; 32, 33 — болты стяжные; 35 — шайба; 36 — крышка подшипника; 37 — крышка подшипника передняя; 38 — полукольцо подшипника нижнее; 39 — полумуфта отбора мощности; 40 — шайба замковая; 42 — шайба носка; 43 — комплект вкладышей подшипников коленчатого вала
Осевой зазор коленчатого вала, определяемый с помощью щупа, должен быть в пределах 0,1. 0,195 мм. При необходимости его регулируют установкой полуколец упорного подшипника другой толщины. Добившись требуемого значения осевого зазора, закручивают стяжные болты 37 и 41 с шайбами [момент затяжки 81..92 Н*м (8,2. 9,2 кгс*м)]. При правильной сборке коленчатый вал должен свободно поворачиваться от руки.
Установив ось 16 (см. рис. 5.10) ведущей шестерни привода распределительного вала на блок цилиндров, надевают на болты 18 замковые шайбы 17, закрепляют болты [момент затяжки 50. 60 Н*м (5. 6 кгс*м)] и отгибают усы замковых шайб на грани головок болтов. Ведущую шестерню 21 привода распределительного вала в сборе с промежуточной шестерней 2 устанавливают так, чтобы метки «0» на промежуточной шестерне и на шестерне 24 коленчатого вала совпали. Также должны совпасть риски на ведущей шестерне 21 привода распределительного вала и на шестерне 27 распределительного вала. С помощью щупов проверяют окружной зазор в зацеплении шестерен 2 и 24, 21 и 27 не менее чем в трех точках. Он должен быть в пределах 0,1. 0,3 мм. После этого, надев на болты I замковые 26 и упорные 25 шайбы, устанавливают и закрепляют болты [момент затяжки 90. 100 Н*м (9. 10 кгс*м)] и отгибают усы замковых шайб на грани болтов.

Шестерни привода агрегатов КАМАЗ, детали, запчасти (рис. 5.10):
1 — болт крепления роликоподшипника; 2 — шестерня промежуточная привода распределительного вала; 3, 18 — болты; 4, 17 — шайбы; 5 — манжета; 6 — корпус заднего подшипника; 7 — прокладка; 8 — сухарь; 9 — вал шестерни привода ТНВД; 10, 20 — шпонки; 11, 15 — шарикоподшипники; 12 — шестерня привода ТНВД; 13 — вал распределительный в сборе с шестерней; 14, 25 — шайбы упорные; 16 — ось ведущей шестерни; 19 — роликоподшипник конический двухрядный; 21 — шестерня ведущая привода распределительного вала; 22 — кольцо упорное; 23 — кольцо стопорное; 24 — шестерня ведущая коленчатого вала; 26 — шайба замковая; 27 — шестерня распределительного вала.
Повернув с помощью рычага коленчатый вал так, чтобы шатунная шейка первого цилиндра находилась в верхнем положении, измеряют расстояние А (рис. 5.33) от образующей шатунной шейки 1 в верхнем ее положении до торца уплотнительного выступа гильзы 2 цилиндра при вертикальном положении гильзы.

Схема измерения при подборе варианта исполнения поршня КАМАЗ (рис. 5.33):
1 — шатунная; шейка коленчатого вала; 2 — гильза цилиндра; 3. — поршень
На нерабочем выступе торца гильзы наносят номер цилиндра, а на днище поршня со стороны, обращенной к вентилятору, — индекс варианта поршня в соответствии с табл. 5.4.
Соответствие индекса варианта исполнения поршня результатам замеров КАМАЗ (табл. 5.4).
| Расстояние А, мм, от образующей шатунной шейки в верхнем её положении до уплотнительного выступа гильзы | Индекс поршня | Расстояние Б, мм, от оси отверстия под поршневой палец до днища поршня |
| 260,12 . 260,24 | 10 | 75,67 . 75,71 |
| 260,25 . 260,35 | 20 | 75,78 . 75,82 |
| 260,35 . 260,46 | 30 | 75,89 . 75,93 |
| 260,46 . 260,57 | 40 | 76,00 . 76,04 |
Старую маркировку на гильзе и поршне необходимо удалить или забить. В запасные части поступают поршни только группы 10, которые можно устанавливать в любую группу гильз. Указанные работы выполняют для каждого цилиндра. Отвернув гайки болтов крепления крышек шатунных подшипников, снимают крышки и подбирают вкладыши согласно табл. 5.5.
Регламентированные размеры шатунных шеек коленчатого вала и вкладышей шатунных подшипников КАМАЗ (табл. 5.5).
| Вид размера | Диаметр отверстия в нижней головке шатуна, мм | Маркировка коленчатого вала по шатунным шейкам | Диаметр шатунных шеек коленчатого вала, мм | Маркировка шатунных вкладышей |
| Начальный (по рабочему чертежу завода-изготовителя) | ||||
| I ремонтный | 85,5 +0,016 -0,005 | Ш1 | 79,5±0,0095 | 740.1004058Р1 |
| II ремонтный | 85,5 +0,016 -0,005 | Ш2 | 79±0,0095 | 740.1004058Р2 |
| III ремонтный | 85,5 +0,016 -0,005 | Ш3 | 78,5±0,0095 | 740.1004058Р3 |
| IV ремонтный | 85,5 +0,016 -0,005 | Ш4 | 78±0,0095 | 740.1004058Р4 |
Обозначения вкладышей соответствующей шейки и диаметр отверстия в нижней головке шатуна нанесены на тыльной стороне вкладыша. Маркировка коленчатого вала по шатунным шейкам нанесена на первом или втором противовесе.
Смазав вкладыши 12 (см. рис. 5.13) шатунных подшипников, устанавливают их в крышки 10 и нижние головки шатунов. Выступы на вкладышах должны совпадать с выточками на крышке и шатуне.

Шатунно-поршневая группа КАМАЗ, детали, запчасти (рис. 5.13):
1 — кольцо поршневое маслосъемное; 2 — кольцо поршневое компрессионное; 3 — кольцо поршневое компрессионное верхнее; 4 — кольца поршневого пальца; 5 — палец поршневой; 6 — поршень со вставкой в сборе; 7 — втулка шатуна; 8 — шатун; 9 — болт крепления крышки шатуна; 10 — крышка шатуна; 11 — гайка; 12 — вкладыш нижней головки шатуна; 13 — кольцо маслосъемное в сборе; 14 — расширитель маслосъемного кольца
Повернув коленчатый вал, устанавливают первую шатунную шейку в нижнее положение. Затем разводят замки поршневых колец на поршне первого цилиндра на 180° относительно друг друга и, сжав кольца с помощью приспособления, устанавливают поршень в сборе с шатуном и кольцами в первый цилиндр. Индекс поршня должен совпадать с индексом гильзы цилиндра. Поршень с индексом 10 можно устанавливать в любые гильзы. При установке поршень ориентируют выточками под клапаны на днище поршня в сторону развала блока цилиндров. Установив крышку 10 шатуна на шатун 8, закрепляют её болтами 9 с гайками 11 [предварительный момент затяжки 29..31 Н*м (2,9. 3,1 кгс*м)]. Клейма спаренности из цифр на шатуне и его крышке должны быть одинаковыми. Канавка на шатуне должна совпадать с замковым усйм на крышке шатуна. Указанные работы повторяют для последовательной установки поршней с шатунами и кольцами в сборе в 8 , 2, 7, 3, 4, 5 и 6-й цилиндры.
В той же последовательности, поворачивая коленчатый вал, производят окончательную затяжку гаек шатунных болтов до удлинения болтов на 0,25. 0,27 мм. Гайки шатунных болтов Ml3x1,25, изготавливаемые с июля 1985 г., затягивают с моментом 120. 130 Н*м (12. 13 кгс*м). С помощью щупа проверяют зазор между торцами нижней головки шатуна и щеками коленчатого вала. Он должен быть не менее 0,15 мм.
В картер маховика устанавливают манжету. Для предохранения манжеты от повреждения при установке картера маховика на блок цилиндров используют оправку (рис. 5.34).

Оправка манжеты для установки картера маховика КАМАЗ (рис. 5.34)







