Особенности ремонта машин для корма производства
Содержание и порядок выполнения работы. Барабан измельчителя кормов ИКС-5 (рис. 1) после снятия с машины разбирают. Детали барабана моют и дефектуют.
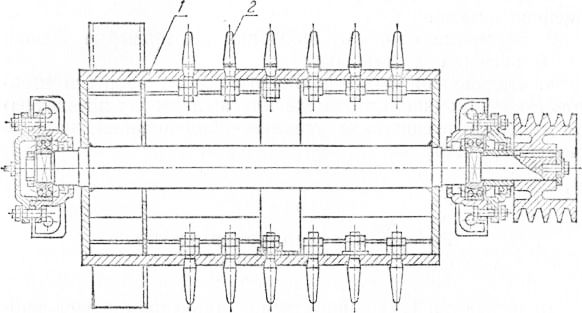
Рис. 1. Барабан измельчителя кормов ИКС-5:
1 — планка; 2 — зуб.
Зубья выбраковывают при износе рабочей грани у вершины до ширины 7 мм, изгибе резьбовой части, срыве двух ниток резьбы, смятии граней конуса.
При меньшем износе рабочую грань зуба оттягивают кузнечным способом, закаливают и подвергают отпуску. Резьбовая часть зуба не калится. После термообработки рабочую грань затачивают. Толщина зуба у вершины должна быть не менее 1,5 мм, длина рабочей части 44—46 мм, угол заточки 45
Биение дисков проверяют в центрах токарного станка. Поверхность изношенного или имеющего забоины конусного отверстия планки обрабатывают напильником так, чтобы конусная часть зуба плотно входила в отверстие. Если кромка, ограничивающая сверху конусную поверхность зуба, мешает плотной посадке зуба, ее спиливают заподлицо с гранями конуса на 3—4 мм по высоте.
Если нижняя кромка конусной части зуба при его посадке в отверстие выступает над внутренней поверхностью планки, под гайку необходимо подложить шайбу 40×40 мм. Толщина шайбы должна быть такой, чтобы она обеспечивала возможность плотной затяжки зуба. Для сохранения статической и динамической уравновешенности такие же шайбы необходимо поставить под гайки диаметрально противоположных зубьев,
У ротора барабана перед установкой зубьев проверяют величину биения посадочных мест вала, расположение дисков относительно оси, прямолинейность поверхности планок.
Биение посадочных мест вала и расположение дисков относительно оси определяют, установив ротор в центрах токарного станка; допустимая величина биения посадочных мест 0,15 мм, торцовое и радиальное биение дисков не должно превышать 1 мм.
Прогиб планок определяют при помощи линейки и щупа. Прогиб планки на всей длине допускается не более 1 мм. При необходимости проводят правку на стенде ОПР-278.
Зубья устанавливают на ротор режущей кромкой в сторону вращения ротора (если смотреть со стороны шкива, барабан вращается против часовой стрелки). Зубья закрепляют двумя гайками. Под гайки устанавливают специальные шайбы. Чтобы обеспечить плотную посадку, при подтягивании гайки необходимо слегка ударять молотком по торцу зуба.
После установки зубьев необходимо проверить их расположение и высоту. Эту операцию выполняют специальной гребенкой. Изогнутые зубья правят. Разница в длине зубьев не должна быть больше 2 мм.
Рабочая частота вращения барабана 2725 об/мин, поэтому после сборки барабан подвергают статической балансировке. Для этого осторожно опускают барабан посадочными местами под подшипники на ролики стенда ОПР-278. Слегка толкнув рукой барабан, сообщают ему вращение. После остановки отмечают мелом самую верхнюю часть барабана. Повторно сообщают барабану вращение. Если отмеченная мелом точка вторично займет верхнее положение, это указывает на то, что дисбаланс расположен в аксиальной плоскости барабана, проходящей через отметку. Если положение отметок при каждом толчке барабана неодинаково, то операцию повторяют 3—5 раз и находят среднюю отметку.
Затем барабан поворачивают так, чтобы плоскость расположения дисбаланса была горизонтальна. Около отметки устанавливают уравновешивающий груз (из пластилина), величину которого подбирают с таким расчетом, чтобы его момент был равен дисбалансу.
Балансировку можно считать законченной, если в любом положении барабан сохраняет состояние равновесия. Если это условие не выдерживается, балансировку повторяют. Контрольную проверку отбалансированного барабана проводят, подвешивая груз (4—5 г) на планку барабана в месте крепления груза.
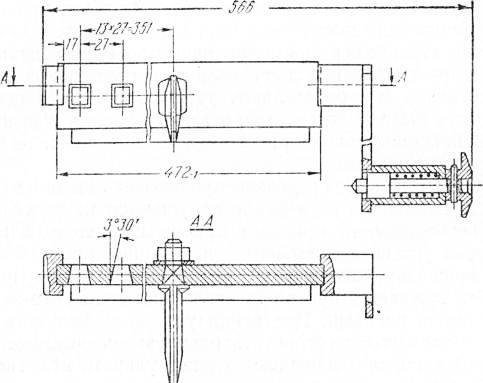
Рис. 2. Дека измельчающего устройства измельчителя кормов ИК.С-5.
При подвешивании груза барабан должен начать медленно вращаться. После балансировки заменяют пластилин балансировочными шайбами, которые располагают равномерно по всей длине планки.
Деформированную деку (рис. 152) правят и проверяют на плите; прогиб деки (на всей длине) более чем на 1 мм не допускается.
Зубья деки должны быть установлены в корпусе так, чтобы отогнутый конец вершины зуба располагался слева, если смотреть со стороны рукоятки.
Дробильный аппарат универсальной дробилки кормов К Д У – 2. Молотки I дробильного барабана (рис. 3) со ступенчатыми гранями, изношенными на величину более 4 мм, поворачивают для работы неизношенной рабочей поверхностью (рис. 4), точно соблюдая установленную последовательность чередования их и распорных втулок (рис. 5).
После износа четырех рабочих граней дробильные молотки заменяют новыми. Изношенные пальцы (рис. 3) при зазоре между ними и молотком более 1 мм заменяют. Они могут быть изготовлены из стали 50 и должны быть закалены до твердости 40—45 HRC . Диски 3 ротора в случае погнутости рихтуют на плите. Допустимый зазор между диском и поверочной плитой после рихтовки 0,5 мм.
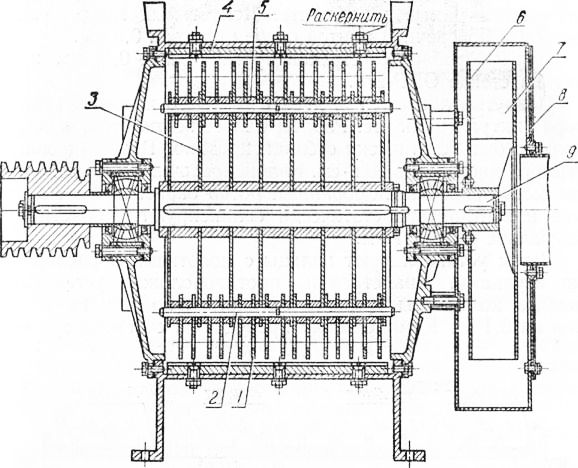
Рис. 3. Дробильный аппарат универсальной дробилки кормов КДУ-2:
1 — молоток; 2 — палец; 3 — диск барабана; 4 — дека; $ — распорная втулка; 6 — диск вентилятора; 7 — лопасть вентилятора; 8 — кожух вентилятора; 9 — вал барабана.
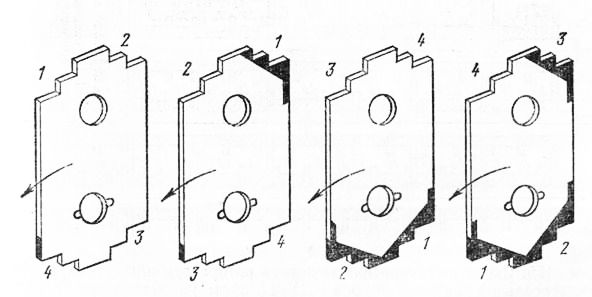
Рис. 4. Схема перестановки молотков дробилки КДУ-2.
Вал барабана со стрелой прогиба более 0,12 мм правят на стенде ОПР-278.
Погнутые лопасти и диск рабочего колеса вентилятора рихтуют на плите. Рабочее колесо вентилятора в сборе должно быть статически отбалансировано. Величина допустимого дисбаланса 26 г-см. Балансировочные грузы должны быть приварены. Собранный ротор барабана без молотков и вентилятора статически балансируют. Допустимый дисбаланс 0,0165 Н-м.
Затем устанавливают пальцы с молотками и распорными втулками. Диаметрально противоположно устанавливаемые комплекты должны отличаться по весу не более чем на 0,1 Н. Комплектовку проводят за счет подбора молотков по весу. Молотки должны свободно поворачиваться вокруг пальцев и иметь осевой зазор 1,5-—2,0 мм.
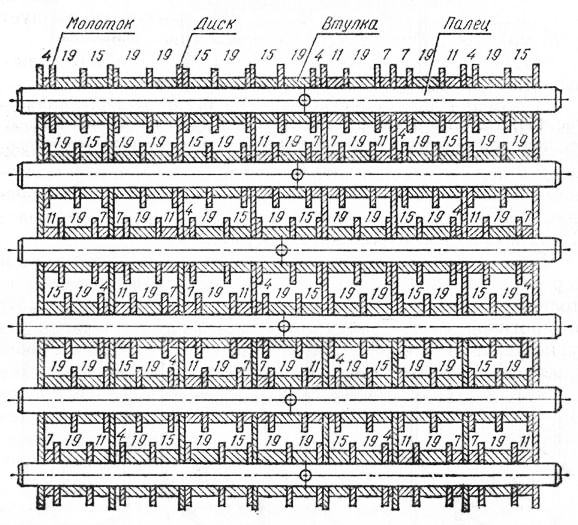
Рис. 5. Схема расположения молотков ротора дробильного барабана универсальной дробилки кормов КДУ-2 (цифры указывают длину распорных втулок в мм).
Рис. 6. Схема перестановки решет дробильного аппарата дробилки КДУ-2.
Сменные решета при затуплении рабочих кромок отверстий до радиуса 1,5—2 мм поворачивают на 180°. Решета, изношенные с одной стороны, перегибают по радиусу (225 мм) для работы другой стороной (рис. 6).
Чугунные деки дробильного аппарата с рифами, изношенными до высоты 3 мм, заменяют.
В собранном измельчающем устройстве барабан должен свободно от руки вращаться в роликоподшипниках. Осевое биение дисков не должно превышать 0,3 мм. Осевой зазор вала 9 должен быть не более 0,12 мм. Зазор между молотками и деками должен составлять 4—6 мм. Торцовое биение рабочего колеса вентилятора допускается не более 1 мм; колесо не должно касаться кожуха 8.
Режущий аппарат универсальной дробилки кормов КДУ-2. Затупленные до толщины 0,3 мм режущие кромки ножей барабана (рис. 7) и противорежущей пластины (сталь 65Г) затачивают на универсально-заточном станке ЗА64Д. Угол заточки ножей равен 22 противорежущей пластины — 75°. При заточке нельзя допускать понижения твердости закаленных до 45—50 HRC режущих кромок ножей и противорежущей пластины.
После заточки режущая кромка пластины должна быть прямолинейна, отклонение допускается не более 0,3 мм.
Режущие кромки ножей, установленных на барабан, должны лежать на одном и том же расстоянии от оси вращения (142,5 мм). Для этого устанавливают барабан на стенд ОПР-278, закрепляют на стенде противорежущую пластину и регулировочными винтами 8 изменяют положение каждого из ножей относительно пластины.
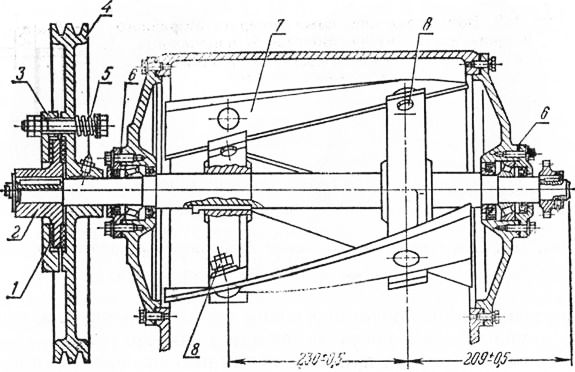
Рис. 7. Режущий барабан универсальной дробилки кормов КДУ-2:
1 — фрикционные кольца; 2 — ведущий диск; 3 — прижимной диск; 4 — шкив; 6 — пружина; 6 — регулировочные прокладки; 7 — нож; 8 — регулировочный винт.
Допустимое биение кромок лезвий ножей не более 1 мм. Затем проводят статическую балансировку барабана. Допустимый дисбаланс 0,05 Н-м. Балансировочные грузы устанавливают под гайки крепления ножей. После сборки барабан должен свободно от руки вращаться в конических роликоподшипниках, осевой зазор должен находиться в пределах 0,07— 0,15 мм. Конические подшипники регулируют изменением количества прокладок 6 под крышками подшипников.
Предохранительная муфта режущего барабана, если она правильно отрегулирована, передает крутящий момент, равный 60 Н-м. Величину передаваемого крутящего момента проверяют подвешиванием груза 270— 300 Н на радиусе шкива. Если равномерным поджатием пружин 5 нельзя отрегулировать муфту, пружины заменяют.
При уменьшении зазора между торцами прижимного диска и шкива до 0,8 мм фрикционные кольца заменяют новыми. Рабочие поверхности прижимного диска, ведущего диска и шкива протачивают до удаления следов износа.
Нормальный зазор между торцами прижимного шкива и диска должен находиться в пределах 2—2,5 мм.

Рис. 8. Восстановление ножа аппарата вторичного резания измельчителя «Волгарь-5» наплавкой:
1 — слой, наплавленный малоуглеродистой проволокой; 2 — слой твердого сплава сормайт-1.
Аппарат вторичного резания измельчителя «Волгарь-5». Изношенные подвижные и неподвижные ножи аппарата зачищают абразивным кругом до металлического блеска и наплавляют по торцу вдоль всего лезвия электродной проволокой Св-08 или Св-15; толщина наплавленного слоя 2—3 мм (рис. 8). Наплавку ведут кислородно-ацетиленовой горелкой.
Боковые грани лезвия вместе с наплавленным слоем шлифуют до толщины 6 мм и наплавляют сплавом сормайт-1. Для этого на сварочный стол горизонтально кладут нож, нагревают его рабочую поверхность горелкой и наконечником (№ 4 или № 5) до температуры 550—600 °С и наплавляют твердый сплав. Пламя горелки должно быть восстановительным с избытком ацетилена, флюс — плавленая бура. Слой должен быть равномерным по толщине (1,5—2 мм) и сплошным без раковин и трещин.
При необходимости после наплавки ножи правят под прессом, после чего шлифуют на плоскошлифовальном станке до толщины 8—0,08 мм. Во время шлифовки необходимо обеспечить одинаковую толщину слоя твердого сплава на обоих боковых гранях ножей.
Отшлифованные поверхности ножа должны быть плоскими и параллельными. Неплоскостность проверяют щупом толщиной 0,15 на поверочной плите.
Шероховатость отшлифованных поверхностей V Раковины, трещины, отслаивания металла недопустимы.
Отчет о работе. В отчете приводят технологическую карту ремонта одного из узлов рабочих органов (по заданию преподавателя).
Технология ремонта машин для кормопроизводства
В сельском хозяйстве применяют косилки следующих марок: КС-2,1, КТП-6, КНФ-1,6, КРН-2,1, КРН-4, КУФ-1,8 и другие. Основные части этих машин: рама, опорные колеса, режущий аппарат, тяговая штанга с шарниром, привод ножа, карданная передача и коробка передач, редуктор и коробка передач привода ножа, механизм подъема режущего аппарата, привод косилки, измельчающий барабан, плавающий транспортер, подборщик, мотовило, шнек.
Косилки разбирают в такой последовательности: снимают ограждения, трубопроводы, сницы шнека, мотовило, подборщик, транспортер, обгонную муфту, измельчающий барабан, привод косилки и режущего аппарата, гидросистему, коробку передач, коробку передач привода ножа, тяговую штангу, режущий аппарат, колеса.
Поломки, деформации и износ деталей и сборочных единиц косилок аналогичны дефектам жаток. Некоторые допустимые значения для дефектовки звездочек и шкивов.
Радиальный зазор в сопряжении подшипник – крестовина должен составлять 0,15 мм. Выступление роликов над наружным кольцом не допускается.
При проверке зазоров в сопряжениях типа ось – втулка нужно учитывать характер износа вала и втулки. Минимальный размер вала должен совпадать с максимальным размером втулки.
Коробка передач
Основные дефекты: износ зубьев звездочек и шестерен, шейки промежуточного вала, посадочных мест под подшипники, шпоночного паза, повреждение резьбы на валах.
Износ зуба по толщине по хорде начальной окружности допускается до 4 мм. При большем износе, а также при крошении или изломе зубьев более 5% площади контакта шестерни или звездочки заменяют на новые.
Изношенные шейки промежуточного вала обтачивают на токарном станке, снимая слой металла толщиной 0,25…0,30 мм. После этого полуавтоматом для сварки А-5371У-1 или А-825М их наплавляют до размера 32+0,5 мм, обтачивают и шлифуют до 30+0,017+0,002 мм. Изношенные посадочные места под подшипники вала привода восстанавливают аналогичным способом.
Изношенные посадочные места под подшипники вала эксцентрика обтачивают и направляют до диаметра 36,5+0,6 мм, а затем обрабатывают до номинального размера 35-0,012 мм.
При повреждении резьбы на валах старую резьбу обтачивают на токарном станке и наплавляют полуавтоматом А-5371У-1 или А-825М. Затем поверхность обрабатывают до номинального размера и вновь нарезают резьбу.
При износе шпоночного паза на валах фрезеруют новую канаву: на промежуточном валу размером 8-0,015-0,051 мм со смещением относительно изношенной на 180°; на валу привода размером 10-0,075-0,065 мм со смещением на 180°; на валу эксцентрика размером 10-0,015-0,065 мм со смещением на 180°; на валу главной коробки размером 10-0,015-0,065 мм со смещением на 180°.
Привод косилок
Характерные дефекты: изгиб кронштейна, износ посадочных мест под подшипник и оси эксцентрика.
Изгибы кронштейна тяговой штанги привода устраняют правкой с предварительным нагревом.
Посадочные места под подшипник восстанавливают следующим образом. Отверстия растачивают до диаметра 86+0,07 и 91+0,01 мм, изготовляют втулки наружным диаметром 86+0,160+0,090 и 91+0,160+0,090 мм и внутренним диаметром 78+0,40 и 83+0,46 мм, высотой 17-0,3 и 25-0,3 мм, запрессовывают их и растачивают до диаметра 80+0,030 и 85+0,035 мм.
Изношенные посадочные места под подшипник вала ведущего шкива обтачивают и наплавляют до номинального размера 45+0,020+0,003 мм. Ось эксцентрика ремонтируют аналогично: наплавляют до диаметра 57+0,5 и 42+0,5 мм и обтачивают до 55+0,023+0,003 и 40+0,020+0,003 мм.
Технические требования к отремонтированным косилкам и их регулировка
После ремонта должны быть выдержаны следующие требования. Косилки полностью укомплектованы сборочными единицами и деталями, которые надежно закреплены.
Прогиб элементов рамы составляет не более 3 мм на длине 1000…1500 мм. Скручивание стойки не допускается. Отклонение плоскости рамы в местах крепления корпусов от перпендикулярности допускается не более 1°, а в остальных местах – не более 2°.
Овальность отверстий под болты и пальцы креплений не превышает 1 мм.
Зазор между ободом колеса и поверочной плитой допускается не более 10 мм. Осевое смещение колеса не превышает 0,15 мм. Овальность отверстий крепления диска допускается не более 1 мм.
Давление в шинах находиться в пределах 0,14…0,25 МПа (1,4…2,5 кгс/см2). Осевой зазор в подшипниках колес составляет 1…2 мм.
Изгиб пальцевого бруса допускается не более 2 мм. Вкладыши с насечками, а также сегменты с выкрошенными режущими поверхностями длиной не более 5мм и глубиной 3 мм удаляют. В крайних положениях шатуна режущего аппарата отклонение середины сегментов ножа от середины пальцев не превышает 3 мм.
Нож барабана заточен. Толщина кромки лезвия не превышает 0,4 мм, допускается фаска с внутренней стороны. Трещины дисков барабанов и лопастей не допускается. Гайки и контргайки крепления лопастей затянуты до отказа моментов 12…14 H·м.
Барабан вращается свободно от руки, без стуков и заеданий, и не имеет осевого зазора. Допустимый зазор между корпусом подшипника барабана и подшипником 0,06 мм, между подшипником и валом барабана 0,05 мм. Его корректируют приваркой грузов в средней части лопастей.
Зазоры между ножами измельчающего барабана и боковинами камеры одинаковы, отклонение не более 1 мм.
В карданной передаче шлицевой вал легко по всей длине перемещается в трубе. Окружной зазор в шлицевых и шарнирных соединениях составляет не более 1 мм.
Для тяговой штанги с шарниром допускается отклонение от перпендикулярности осей отверстий ступиц и ушек кронштейна не более 0,15 мм на длине 100 мм. Кронштейн приварен к брусу штанги под углом 90°, отклонение допускается до 1°.
В приводе ножа диаметр шаровой головки составляет не менее 31,3 мм. Радиальной зазор в подшипниках не превышает 0,95 мм. Трущиеся поверхности деталей смазаны.
Венцы звездочек, работающих в одном контуре, находятся в одной плоскости. Допускаются непараллельность до 2 мм на каждый метр межцентрового расстояния и предельная непраллельность осей вращения до 1 мм на каждый метр длины.
Граблины мотовила параллельны пальцевому брусу режущего аппарата.отклонение на всей длине допускается 5 мм.
Отремонтированные косилки окрашены голубым, синим или зеленым цветом, а масленки — красным. Надписи на машинах четкие и отличаются от основной окраски.
Регулировка косилок заключается в следующем. Раму и режущий брус косилки поднимают и отпускают гидроцилиндром трактора. При этом режущий аппарат должен подниматься быстрее, чем рама, за счет изменения угла между продольным тяговыми навесного устройства трактора о рамой косилки.
В транспортном положении режущей брус поднимают вверх и фиксируют шпренгелем.

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.


Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.







