- Термопластавтоматы Chen Hsong
- Конструкция термопластавтомата – устройство инжекционно-литьевой машины
- Конструкция термопластавтомата – устройство инжекционно-литьевой машины
- Узел впрыска
- Загрузочный бункер
- Материальный цилиндр
- Сопло
- Привод
- Узел смыкания
- Колонны
- Плиты
- Устройство запирания пресс-формы
- Устройство выталкивания
- Как работают термопластавтоматы
- Как устроен ТПА
- Основные узлы инжекционно-литьевой машины
- Используемая технологическая оснастка
- Термопластавтоматы: Разновидности и принцип действия
- 6.1. Устройство и работа литьевых машин
- Что представляет собой термопластавтомат. |
- Принцип работы термопластавтомата
- Особенности и параметры выбора
- Принцип работы литьевых машин
- Машины для литья под давлением
- Классификация литьевых машин
- Производство изделий из пластмассы
- Термопластавтомат — Википедия
- Устройство термопластавтомата
Термопластавтоматы Chen Hsong
Конструкция термопластавтомата – устройство инжекционно-литьевой машины
Конструкция термопластавтомата – устройство инжекционно-литьевой машины
Термопластавтомат или инжекционно-литьевая машина – это сложное технологическое оборудование , состоящее из рабочих узлов, исполнительных механизмов и блока управления, а также имеющее температурные, скоростные, нагрузочные и др. параметры.
Общую конструкцию термопластавтомата можно представить следующим образом:
- узел впрыска
- узел смыкания
- основание
- система приводных механизмов
- контроллер
Узел впрыска осуществляет загрузку материала, его расплав и подачу к узлу смыкания. В состав узла впрыска входит загрузочный бункер, материальный цилиндр, нагреватели, шнек, сопло. Загрузка полимерного материала осуществляется через загрузочный бункер, далее он поступает в материальный цилиндр, потом вращательными движениями шнека происходит транспортировка материала к соплу. На этом пути материал нагревается и переходит в вязкотекучее состояние.
В задачу узла смыкания входит закрытие и раскрытие литьевой формы, создание усилия, необходимого для сохранения формы в закрытом виде. Нужное усилие может быть создано под действием колено-рычажного или гидравлического механизма, а также их комбинации. Конструкция узла смыкания также должна обеспечивать простое извлечение готового изделия.
Основание термопластавтомата – неподвижная часть станка, необходимая для крепления рабочих узлов машины. Оно должно отвечать таким требованиям как жесткость, виброустойчивость, прочность, износостойкость.
Управление работой термопластавтомата происходит с помощью электронного контроллера .
Узел впрыска
Наибольшую популярность в использовании при литье пластмасс под давлением получили узлы впрыска шнекового типа. Они обладают хорошими свойствами пластикации и удобством в работе. Рассмотрим устройство шнекового узла впрыска более подробно.
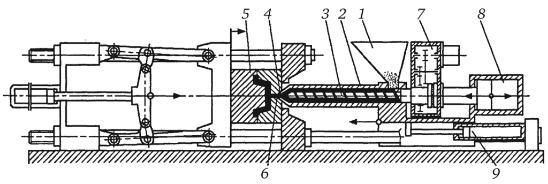
1 – загрузочный бункер, 2 – материальный цилиндр, 3 – шнек, 4 – сопло, 5 – литьевая форма, 6 – литниковое отверстие, 7 – привод вращательного движения шнека, 8 – привод возвратно-поступательного движения шнека, 9 – привод подвода материального цилиндра.
Загрузочный бункер
Загрузочный бункер обеспечивает непрерывную подачу гранулированного или порошкообразного материала в узел впрыска. Корпус бункера устанавливается над загрузочным отверстием материального цилиндра. В нижней части бункера имеется заслонка, которая используется в случае необходимости прекратить подачу материала.
Материальный цилиндр
Материальный цилиндр – это прямой металлический цилиндр, внутри которого находится шнек. Материальный цилиндр условно делится на две зоны – зона загрузки и зона пластикации.
В зоне загрузки осуществляется подача материала на шнек, а в зоне пластикации происходит плавление полимерного материала. По всей длине зоны пластикации на цилиндре установлены кольцевые нагреватели, количество которых зависит от соотношения длина/диаметр шнека и специфике термопластавтомата. Каждый нагреватель отвечает за свою зону нагрева, при этом температура каждой зоны регулируется отдельно.
Шнек является основным рабочим инструментом узла впрыска. Он отвечает за транспортировку пластической массы в материальном цилиндре от зоны загрузки к соплу, при этом обеспечивая ее перемешивание, сжатие и гомогенизацию, а также создает необходимое для впрыска давление.
Основным параметром шнека является соотношение длины рабочей части к наружному диаметру шнека.
Длину рабочей части шнека можно разделить на три зоны – загрузка, пластикация, дозирование. В зависимости от специфики литья под давлением существуют различные модификации шнека с разным соотношением длины зон, но для широкого применения используются универсальные шнеки.
Сопло
Главные функции сопла – это впрыск расплавленного материала в пресс-форму и предотвращение подтекания расплава. Для максимально плотного прилегания сопла к литниковой втулке пресс-формы, наконечник сопла имеет конусообразную форму.
Привод
Чтобы привести шнек в движение необходимо создать крутящий момент, для этих целей на термопластавтомате установлен привод шнека. В конструкциях разных ТПА используются разные системы приводов – гидравлические, гидромеханические и электрические.
Гидравлическая система с насосом и системой регулирования с обратной связью обеспечивает точное управление подачей насоса и давлением рабочей жидкости. Это позволяет стабильно управлять скоростями перемещения механизмов независимо от температуры масла, приводит к уменьшению затрат на обслуживание, снижению энергопотребления, повышению надежности и простоты обслуживания.
Электрический привод обеспечивается двумя электродвигателями, способными создавать большой крутящий момент при регулируемой небольшой частоте вращения вала.
Также существуют ТПА с сочетанием гидравлического и электромеханического привода: гидромеханический привод со встроенным редуктором, с выносным редуктором и др.
Кроме привода шнека большинство машин имеет отдельный привод для подвода к форме узла впрыска. При этом существует два варианта:
- узел впрыска целиком передвигается на салазках по направляющим, установленным на основании термопластавтомата
- узел закреплен на колоннах, которые выполняют функцию направляющих при движении узла.
Как правило, привод движения узла впрыска обеспечивается одним или двумя гидроцилиндрами. Исключением являются только ТПА с электрическим приводом.
Узел смыкания
Функциями узла смыкания являются:
- Обеспечение плотного смыкания обеих частей пресс-формы на этапе впрыска расплава
- Выдержка отливки под давлением
- Размыкание формы и извлечение готового изделия
Надежное запирание пресс-формы является ключевым параметром для получения качественной отливки. Также играет роль скорость движения формы и качество извлечения готового изделия.
В конструкцию узла смыкания входят: колонны, плиты (подвижная плита и неподвижная плита), устройство обеспечивающее движение подвижной плиты и надежное запирание формы, устройство обеспечивающее движение выталкивателей.
По виду привода все конструкции узлов смыкания форм можно разделить на гидравлические, пневматические, гидромеханические, пневмомеханические и механические (полностью электрические).
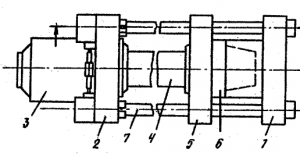
1 – передняя неподвижная плита, 2 – задняя неподвижная плита, 3 – привод, 4 – шток, 5 – подвижная плита, 6 – полуформа, 7 – направляющая колонна.
Колонны
Колонны выполняют роль направляющих, по которым перемещается подвижная плита с установленной на ней полуформой, а также на них замыкается усилие, которое возникает при запирании пресс-формы и выдержки под давлением. Направляющие колонны представляют собой прочные стальные стержни, с минимальной чувствительностью к переменным нагрузкам и пульсациям.
Узел смыкания термопластавтомата обычно оснащен двумя или четырьмя колоннами, также существуют и бесколонные узлы смыкания. Двухколонные узлы смыкания чаще используются на машинах малой мощности, а в бесколонных машинах усилие замыкается в С образных рамах.
Плиты
Плиты необходимы для монтажа пресс-формы. Полуформа с литниковым каналом устанавливается на неподвижной плите, а полуформа с выталкивателями – на подвижной. Плиты являются наиболее нагруженной частью узла смыкания, поэтому чаще всего изготавливаются из стали. Плоскости подвижной и неподвижной плит должны быть строго параллельными, это имеет большое значение для снижения износа направляющих колонн и для обеспечения равномерного распределения нагрузки.
Конструкция плит определяется системой запирания и комплектацией ТПА.
Устройство запирания пресс-формы
На термопластавтоматах большой мощности преимущественно используют гидравлические двухступенчатые устройства запирания пресс-формы, в машинах средней мощности применение двухступенчатых гидравлических устройств не превышает 10—15 %. На ТПА малой и средней мощности преобладают гидромеханические и механические устройства смыкания.
Устройство выталкивания
Для того, чтобы станок для литья пластмасс мог работать в автоматическом режиме, литьевая форма должна быть оборудована системой выталкивания готовой продукции. Движения выталкивателей обеспечивается приводными устройствами. В простейшем варианте — это регулируемые упоры для хвостовиков литьевых форм, в современных конструкциях ТПА предпочтение отдается механическим или гидравлическим устройствам.
Как работают термопластавтоматы

Изделия из полимерного сырья широко распространены, благодаря низкой стоимости, высокой технологичности производства, возможности вторичной переработки.
Для многих видов бизнеса будет выгодно организовать производство продукции из пластика собственными силами, а не закупать их на стороне.
В организации линии по производству изделий из термопластов нет ничего сложного – достаточно приобрести термопластавтомат (один или несколько).






Как устроен ТПА
Термопластавтоматы – это инжекционные литьевые машины, в которых сырье из определенного вида пластмасс нагревается, приводится в жидкое агрегатное состояние, потом под давлением подается в пресс-форму.
Внутренние контуры пресс-формы точно повторяют форму будущего изделия, поэтому полная заливка оснастки полимером означает получение геометрически точных деталей.

Все узлы и агрегаты машины крепятся на стальной раме, от её прочности и жесткости во многом зависит качество получаемой продукции.
Если производитель термопластавтомата экономил сталь, то возникающее напряжение при смыкании пресс-формы гарантированно приведет к перекосу оснастки и появлению брака.
Основные узлы инжекционно-литьевой машины
- Узел впрыска. Материальный цилиндр и шнек – здесь находится расплавленный полимер, с помощью шнека точно выверенный объем сырья впрыскивается в ПФ. Бункер – в нем хранится достаточный объем сырья, для обеспечения непрерывной работы оборудования;
- Гидравлическая система. Масляный бак, гидравлические цилиндры и двигатели, система шлангов – создают необходимое давление в гидравлической системе ТПА, обеспечивая движение основных механизмов машины.
- Узел смыкания (запирания) состоит из мобильных и неподвижных плит, коленно-рычажного механизма (для горизонтальных моделей);
- Система выталкивания позволяет автоматически извлекать готовые изделия из пресс-формы;
- Управляющая электроника – позволяет точно контролировать процесс литья, устанавливая все технологические параметры.
- Основание (станина) служит базой, на которой крепятся все остальные узлы.
Гранулы полимерного сырья нагреваются одновременно за счет нагревательных элементов, установленных на материальном цилиндре, так и за счет тепла, выделяющегося при трении гранул пластика при вращении шнека.

Используемая технологическая оснастка
Качество получаемых на ТПА изделий критически зависит от используемой пресс-формы. Жесткость оснастки и шероховатость внутренней поверхности напрямую влияют на риск появления дефектов на поверхности получаемых отливок. Также важен химический состав используемого для производства ПФ сплава – использование дешевых сплавов стали или алюминия приводят к сокращению её жизненного цикла, увеличивая расходы на подготовку производства.
В зависимости от характеристик используемого сырья, геометрической формы отливаемых деталей, используются либо холодноканальные, либо горячеканальные ПФ. В ряде случаев важно подогревать литниковую систему, поддерживая пластик в жидком состоянии. Это уменьшает процент отходов, обеспечивает лучшую проливаемость пресс-формы.
Термопластавтоматы: Разновидности и принцип действия
Пластиковые изделия пользуются спросом не только потому, что они делаются из легкого и практичного материала со стороны потребителя, а скорее по причине того, что предприятиям выгодно выпускать продукцию из этого материала, так как такой шаг существенно снижает затраты на производство.
Современные технологии позволяют создавать из пластмассы сложные конструкции практически любой формы.
При желании сырье можно повторно переработать с помощью специальных шредеров или измельчителей.
При этом детали изготавливаются с высочайшей точностью.
Именно поэтому пластик используется при конструировании компонентов для сложнейшей техники: самолетов, автомобилей, ракет и т. д.
6.1. Устройство и работа литьевых машин
Не менее чем в течение полувека метод литья под давлением для получения изделий из термо- и реактопластов — один из самых распространенных в промышленности. Суть метода состоит в том, что полимер, поступающий в гранулированном (реже в порошкообразном) виде в специальный инжекционный цилиндр, нагревается до вязкотекучего состояния, пластицируется, гомогенизируется, а затем под высоким давлением и с большой скоростью впрыскивается в сомкнутую литьевую форму. В форме полимер охлаждается (при литье термопластов) или отверждается (при литье реактопластов), переходит в твердое состояние, после чего готовое изделие извлекается из формы.
В настоящее время в промышленности реализуются различные технологические схемы процесса литья под давлением, что, естественно, не может не влиять на разнообразие конструкций литьевого оборудования.
Остановимся на классической схеме работы литьевого оборудования. Перерабатываемый материал вручную или специальными транспортными устройствами подается в бункер 1
(рис. 6.1), установленный над загрузочным отверстием инжек- ционного (материального) цилиндра
2.
Предпочтение отдается гранулированным материалам, так как по сравнению с порошкообразными они лучше транспортируются, не прилипают к стенкам бункера, не склонны к сводообразованию, менее гигроскопичны и легче дозируются.

Рис. 6.1. Схема литьевой машины с пластикатором шнекового типа
В ряде случаев в бункере устанавливается ворошитель, улучшающий подачу материала в материальный цилиндр; устройство для подсушки материала; датчики заполнения и другие устройства.
Из бункера материал через загрузочное отверстие поступает в материальный цилиндр. Современные машины в подавляющем числе случаев оборудованы шнековыми пластикаторами: в материальном цилиндре 2
находится шнек
3,
имеющий приводы как для вращательного 7, так и для возвратно-поступательного
8
движений. В момент загрузки материала шнек вращается и обеспечивает продвижение полимера вдоль своей оси к соплу
4,
находящемуся в конце материального цилиндра. Во время транспортировки от загрузочного отверстия к соплу материал нагревается за счет подвода тепла от нагревателей, установленных на внешней поверхности материального цилиндра, плавится, гомогенизируется и пластицируется. Нагреватели (чаще всего это нагреватели сопротивления, реже — индукционные) распределяются вдоль материального цилиндра по зонам обогрева, причем каждая из зон имеет свои датчики и систему независимого регулирования температуры. Во избежание залипания материала на стенках загрузочного отверстия и вблизи его в области соединения материального цилиндра с бункером предусматривается зона водяного охлаждения.
Сопло материального цилиндра при переработке материалов с большой вязкостью, обладая значительным гидравлическим сопротивлением (сопло открытого типа), препятствует выходу расплава полимера, подаваемого шнеком, наружу В области перед соплом начинает скапливаться доза полимера, а так как шнек продолжает вращаться, то в этой области создается давление (давление пластикации), которое, воздействуя на шнек, стремится отодвинуть его и таким образом расширить объем для набираемой дозы. Устройство машины позволяет перемещение шнека вдоль своей оси. Так продолжается до тех пор, пока не будет набран необходимый объем дозы. В случае переработки полимеров с низкой вязкостью расплава на время набора дозы сопло запирается специальным клапаном (сопло закрытого типа).
После того как в шнековом пластикаторе набралась необходимая доза полимера, сопло материального цилиндра подводится с помощью привода 9
к предварительно сомкнутой форме
5.
Создается осевое усилие на шнек, направленное в сторону сопла. В накопленном объеме полимера создается высокое давление (давление впрыска) и полимер, преодолевая гидравлическое сопротивление сопла открытого типа, или через открывшийся клапан сопла закрытого типа устремляется через литниковую систему 6 формы в ее оформляющую полость. После заполнения формы полимер в течение некоторого времени выдерживается под давлением, а затем происходит либо его охлаждение (при переработке термопластов), либо отверждение (при переработке реактопластов). Затем форма размыкается и из нее извлекается готовое изделие.
Что представляет собой термопластавтомат. |
По сути, термопластавтомат – это машина для литья под давлением изделий из термопластов. Сами термопласты – это особые полимерные материалы, которые под воздействием температуры из твердого состояния переходят в эластичное, вязкотекучее, что позволяет многократно придавать им нужную форму.
Принцип работы термопластавтомата
Есть несколько разновидностей этих машин. Каждый вид имеет свою специфику и преимущества. Например, вертикальный термопластавтомат очень легко обслуживать, а горизонтальный позволяет изготовить более габаритные изделия. Однако конструкция несущественно влияет на принцип работы такой машины.
Принцип действия заключается в следующем.
- Засыпание гранулированного исходного материала в загрузочное устройство.
- Нагревание и накопление массы в специальном цилиндрическом резервуаре, подготовка ее к дальнейшим этапам процесса.
- Смыкание цилиндра с узлом, в котором происходит непосредственно формовка.
- После смыкания пластификатор (по сути – пресс) обеспечивает перемещение дозированной части расплава в форму.
- Сам пластификатор при этом занимает такое положение, чтобы полностью перекрыть отверстие, служащее для подачи материала в пресс-форму. Цилиндр также пока остается в сомкнутом положении.
- Изделие приобретает окончательную форму, остывая прямо в этом положении.
- Пластификатор, завершая цикл, отодвигается в исходное положение, одновременно подготавливая и подавая вперед новую порцию текучей массы термопласта.
- При открытии формы для облегчения изъятия готового изделия емкостной цилиндр может отодвигаться назад.
- Далее процесс продолжается, начиная с первого пункта.
Главной особенностью работы таких литьевых машин является цикличность, а также возможность частичной и полной автоматизации процесса, вплоть до подачи термопласта. Каждая из них позволяет менять внешний вид получаемых изделий путем замены пресс-формы. В каждом конкретном случае при необходимости в производстве совершенно нового типа изделий новые формы. Изготовление пресс-форм – процесс, требующий особой точности и высокой квалификации ответственного персонала.
Особенности и параметры выбора
Основные характеристики термопластов и являются критериями их выбора, тем, на что необходимо обратить особое внимание.
- Объем впрыска
. Имеется в виду объем и масса материала, поступающая в форму. Хотя сейчас нет установленных параметров для этой характеристики, она является важной и должна соответствовать другим параметрам. - Усилие запирания формы
. Для успешной работы машины по изготовлению пластиковых деталей усилие, с которым смыкаются части пресс-формы, считается самым важным. Его определяют литьевой площадью и давлением, распределяющим материал. Сила этого воздействия обязательно должна превышать или как минимум быть равной силе, возникающей внутри. - Расстояние, на котором расположены плиты друг от друга
. Эта характеристика важна, так как именно она определяет максимальные габариты произведенных деталей. Есть еще один показатель – ход плит. Это возможность регулировки их положения, возможность раздвигать в достаточно широком диапазоне. Но это расстояние тоже не бесконечно. Эти два показателя тесно связаны друг с другом и с самой конструкцией термопластавтомата. - Скорость впрыска
. От того, с какой скоростью заполняется материалом формовочная полость, зависят и возможная потеря давления, и размер слоя охлаждения при заполнении полости разбавленной массой полимера.
Часто имеют большое значение и другие показатели, например, производительность, называемая в этом случае пластикационной способностью, быстроходность и площадь литья.
Принцип работы литьевых машин
Процесс литья пластмасс под давлением на литьевых машинах у упрощенном виде сводится к следующему (рис. 1): сырье засыпается в бункер 1, дозируется в приспособлен 2 и в количестве, необходимом для каждой отливки, поступает в приемную камеру 3.
Ходом поршня 4 пластмасса подается в обогревательный цилиндр 5 с электрическим нагревателем 6; в обогревательном цилиндре происходит ее пластикация (размягчение, плавление).
Обогревательный цилиндр вмещает пластмассу в количестве достаточном для 8-10 отливок. Поэтому при подаче поршнем в обогревательный цилиндр очередной дозы пластика, такое же количество уже расплавленного материала продавливается через мундштук (сопло) машины и литниковые каналы формы в ее полость 8.
Материал, поступающий в обогревательный цилиндр, обычно имеет температуру окружающего воздуха t1, материал, поступающий в литьевую форму, уже нагрет до температуры пластичности t2 и продавливается из обогревательного цилиндра под давлением от 800 до 2500 кг/кВ. см.
Форма состоит из двух основных частей – передней 9 и задней 10 – и охлаждается обычно водой, протекающей по каналам 11.
Так как температура формы в большинстве случаев примерно на 100-160° ниже, чем температура заливаемой массы, то в форме происходит быстрое охлаждение и отверждение пластмассы, причем оба процесса ведут к уменьшению ее объема.
Вследствие этого в форме образуется незаполненное пространство, и для восполнения его массой, а также для предотвращения возможности вытекания материала обратно из формы требуется поддержание давлений поршня на некоторое время, называемое выдержкой под давлением.
Затем поршень начинает движение в исходное положение (назад).
В форме пластик охлаждается еще некоторое время до температуры t3 (выдержка для охлаждения), при которой пластмасса сохраняет форму изделия. После этого изделие сбрасывается из гнезда толкателями при раскрытии формы. Теперь может быть начат новый цикл литья. Однако возможно, что к этому моменту очередная доза заливаемого материала не успевает прогреться в цилиндре; в таком случае перед началом нового цикла дается выдержка (пауза) при раскрытой форме.
Машины для литья под давлением
Высокое качество отливок легче обеспечить при использовании машин для литья под давлением с горизонтальной камерой прессования, имеющих меньшие потери тепла и давления в литниковой системе. Кроме того, машины с горизонтальной камерой имеют более высокую производительность, чем машины с вертикальной камерой, вследствие отсутствия операции отрезки литника от прессостатка.
Для отливок из цинковых и магниевых сплавов можно применять машины с горячей камерой прессования, причем машины, предназначенные для литья магниевых сплавов, должны иметь мощные насосы и аккумуляторы, которые могут обеспечить скорость прессования до 3 м/сек.
При установке емкости заливочной камеры следует стремиться к уменьшению диаметра прессующего поршня и камеры прессования, так как при этом снижается объем прессостатка, повышаются давление на металл и стойкость деталей прессующего узла.
В то же время диаметр прессующего поршня Dпp не должен быть меньше минимально допустимого значения, определяемого из условий раскрытая формы:
где n — коэффициент, зависящий от степени открытия запорного вентиля; Рпр — усилие прессования машины в н; Рзап — запирающее усилие машины в н; ΣFпр — сумма площадей проекций отливки и литниковой системы на плоскость разъема формы в см2.
Для машин типа Рид—Прентис 1½G и 515 значения коэффициента n приведены в табл. 8. Для машин с вертикальной камерой прессования и для других типов машин с горизонтальными камерами можно принимать эти же значения n в зависимости от величины скорости прессования.
Таблица 8. Значения коэффициента n
| Степень открытия запорного вентиля (обороты) | Максимальная скорость прессования в м/сек | р* | n | |
| в Мн/м2 | в кГ/см2 | |||
| ½ 1 2 5½ | 0,43 0,73 1,00 1,30 | 7.0 8,4 11.2 12,6 | 70 84 112 126 | 1.0 1.2 1.6 1,8 |
*p — давление рабочей жидкости в аккумуляторе и гидравлической системе в момент остановки поршня
Например, для отливки массой 8,9 кг при диаметре камеры прессования 100 мм и суммарной площади проекций ΣFпр = 1200 см2 допускаемое усилие прессования составляет 528 кн (52,8 т). Одновременно по номограмме определяется величина давления на металл в камере прессования, которая для рассматриваемого примера равна 65 Мн/м2 (650 кГ/см2).
Рис. 99. Паспортная номограмма для машины OL800 (номограмма приведена в системе СИ)
Необходимую величину скорости прессования vпр можно установить в зависимости от объема отливки Уотл и времени заполнения формы τзап. определяемого формулой (92), формулой (94), формулой (97) и формулой (98):
Усилие прессования рассчитывается для второй фазы заполнения, т. е. когда в форме действует гидростатическое давление и скорость движения прессующего порпшя можно считать равной нулю. Следовательно, на величину усилия прессования не влияют гидродинамические сопротивления в литниковой системе и форме, действующие только в процессе заполнения.
Усилие прессования зависит от теплового состояния формы и особенно литниковой системы. Чем меньше площадь поперечного сечения питателя и температура стенок формы, тем большее требуется усилие прессования при литье.
Если заранее созданы такие условия, что гидростатическое давление из камеры прессования будет передаваться в форму через литниковую систему, то усилие прессования можно рассчитать по методу, разработанному А. И. Вейником.
Для обеспечения непрерывного питания отливки жидким металлом необходимо, чтобы усилие прессования Рпр превышало сопротивление, оказываемое затвердевшей корочкой, образующейся в камере прессования,
где n — коэффициент запаса, принимаемый равным 1,2—1,5; η — к. п. д. прессующего механизма, равный для машин с горизонтальной камерой прессования 0,8 и с вертикальной 0,7; ƒпр — площадь сечения корки, затвердевшей в камере прессования к моменту полного затвердевания отливки, в м2; σt — предел прочности заливаемого сплава при температуре затвердевания в н/м2.
Величина затвердевшей корочки зависит от условий охлаждения металла в камере прессования и от времени полного затвердевания отливки. Площадь сечения затвердевшей корочки ƒпр определяется из уравнения теплопередачи, составленного для охлажденного металла в камере прессования,
где λсм — коэффициент теплопроводности смазки в камере прессования в вт/мсС; Хсм — толщина слоя смазки в м; Ппр — длина контура сечения камеры в м; tкр — температура кристаллизации металла в °С; tпр — температура стенок камеры в °С; ρм— плотность затвердевшего металла в кг/м; r — удельная теплота кристаллизации металла в дж/кг; τ1 — время, прошедшее от момента начала затвердевания металла в камере прессования до момента полного затвердевания всей отливки, в сек.
Предельное расчетное условие ƒпр = Fпр означает, что в момент полного затвердевания отливки полностью затвердевает металл в камере прессования.
Классификация литьевых машин
Литьевые машины классифицируются:
- по мощности – на 30-, 50-, 100-, 250-, 500-, 1000-граммовые и более (до 17 кг). Под мощностью машин понимается максимальный вес отливки, которую может давать литьевая машина в установившемся ритмичном процессе;
- по управлению – на ручные, полуавтоматические и автоматические;
- по приводу – на ручные, электромеханические, гидравлические и пневматические;
- направлению разъема формы – на горизонтальные и вертикальные;
- по количеству обогревательных цилиндров – на одноцилиндровые и многоцилиндровые.
Наибольшее распространение получили машины с электромеханическим и гидравлическим приводом, с полуавтоматическим и автоматическим управлением, мощностью 30 и 50г; машины больших мощностей применяются реже.
Пластиковые изделия пользуются спросом не только потому, что они делаются из легкого и практичного материала со стороны потребителя, а скорее по причине того, что предприятиям выгодно выпускать продукцию из этого материала, так как такой шаг существенно снижает затраты на производство.
Современные технологии позволяют создавать из пластмассы сложные конструкции практически любой формы.
Производство изделий из пластмассы
Наиболее эффективным способом для производства изделий из пластика является метод литья под давлением.
Литье осуществляется на специальных установках – термопластавтоматах (альтернативное название: инжекционные литьевые машины), о которых и пойдет речь в данной статье.
Процесс литья осуществляется следующим образом: сырье в виде гранул полимеров поступает в термопластавтомат, где нагревается до температуры плавления и впрыскивается в пресс-форму, пластмасса остывает, материал становится твердым, далее литьевая форма размыкается, выталкивая содержимое, так и получается готовое пластиковое изделие.
Термопластавтомат — Википедия
Материал из Википедии — свободной энциклопедии
Двухкомпонентный горизонтальный термопластавтомат Технологическая схема работы термопластавтомата: 1 — шнек 2 — дозировочное устройство гранулята 3 — сопло 4 и 6: — две половины пресс-формы 5 — (красным) полость формы с каналами 5 — (жёлтым) готовый отливок
— инжекционно-литьевая машина, применяемая для изготовления деталей из термопластов методом литья под давлением. В настоящее время более трети штучных изделий из полимерных материалов в мире производится с использованием термопластавтоматов. Более половины номенклатуры оборудования, применяемого в переработке полимеров, предназначено для литья под давлением. Технология литья идеально соответствует массовому производству изделий сложной формы, важным требованием к которым является точное соответствие размерам. Промышленное литье (промлитье) осуществляется по ГОСТам.
В 1865 году компания Phelan & Collendar, производившая бильярдные шары, объявила о вознаграждении в 10000 долларов тому, кто найдёт новый материал, способный заменить слоновую кость. Приз в 10000 привлёк внимание Хайата, и в 1869 году у него возникла идея использовать нитроцеллюлозу, материал, над которым ранее работали Паркс и Шонбейн. Он добился необходимых свойств и качества материала, но вместо того, чтобы получить обещанное вознаграждение в 10000 долларов, Джон Хайат вместе со своим братом Исайей основал компанию Albany Billiard Ball, ставшую конкурентом Phelan & Collendar, — этот момент можно считать началом промышленного производства пластмасс.
На основе патента на метод изготовления под давлением металлических отливок, п
Устройство термопластавтомата
Термопластавтомат состоит из множества сложных механизмов, поэтому мы рассмотрим только его основные части.







