ЭЛЕКТРИЧЕСКИЕ ПАРАМЕТРЫ МАШИН ДЛЯ КОНТАКТНОЙ СВАРКИ
АКТИВНОЕ И ИНДУКТИВНОЕ СОПРОТИВЛЕНИЕ СВАРОЧНОЙ ЦЕПИ
Активное сопротивление сварочной цепи (сварочного контура) контактной машины слагается из сопротивлений отдельных ее элементов и из контактных сопротивлений между ними. При определении активного сопротивления необходимо учитывать нагрев (при отсутствии водяного охлаждения до 80 — 100°) и поверхностный эффект.
В сварочных цепях контактных машин встречаются постоянные и скользящие контакты. Последние применяются при подводе тока к электродам роликовых машин. Постоянные контакты, как правило, стягиваются болтами. При неокисленных контактных поверхностях и хорошем их стягивании сопротивление постоянного контакта лежит в пределах 5 —10 мком. Сопротивление скользящего контакта обычно в 2—3 раза больше сопротивления постоянного контакта.
Индуктивное сопротивление сварочного контура зависит от его конфигурации (например, при наиболее часто встречающемся прямоугольном контуре, от отношения его сторон) и площади, а также от сечения токоведущих элементов контура. Индуктивность прямоугольной рамки со сторонами a и b равна

 где с — диагональ прямоугольника (
где с — диагональ прямоугольника (  ); d — диаметр проводника и μ — магнитная проницаемость. Индуктивное сопротивление
); d — диаметр проводника и μ — магнитная проницаемость. Индуктивное сопротивление
где w — круговая частота (w = 2 * π * f).
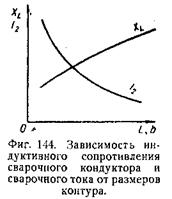
С увеличением полезного вылета машины a, а также при увеличении расстояния между плечами машины b индуктивное сопротивление сварочного контура быстро растет. Увеличение сопротивления при неизменной электродвижущей силе сварочного трансформатора приводит к уменьшению сварочного тока и мощности машины (фиг. 144).
Например, при увеличении полезного вылета с 300 до 1200 мм сварочный ток может понизиться при неизменном Е2 почти в 3 раза. Уменьшение площади сварочного контура машины — одно из наиболее эффективных средств повышения кратковременной мощности контактной машины.
 Введение в контур сварочной машины магнитной стали (фиг. 145, а) ведет к повышению как активного, так и индуктивного сопротивления сварочного контура. Активное сопротивление увеличивается из-за появления во введенной в контур стали вихревых токов, возбуждение которых вызывает существенные потери активной мощности в сварочной цепи. Увеличение сопротивления сварочной цепи при введении магнитной стали в контур машины приводит к существенному уменьшению тока. На фиг. 145, б показана зависимость сварочного тока точечной машины АТА-40 от толщины о введенных в контур машины стальных листов шириной b = 300 мм. Из диаграммы видно, что введение листов этой ширины толщиной 15мм приводит к понижению сварочного тока почти вдвое. Поэтому следует избегать введения в контур машины деталей большого сечения из магнитной стали и тяжелых приспособлений из магнитного материала. Общее сопротивление сварочного контура машины равно геометрической сумме его активной и реактивной составляющих, т. е.
Введение в контур сварочной машины магнитной стали (фиг. 145, а) ведет к повышению как активного, так и индуктивного сопротивления сварочного контура. Активное сопротивление увеличивается из-за появления во введенной в контур стали вихревых токов, возбуждение которых вызывает существенные потери активной мощности в сварочной цепи. Увеличение сопротивления сварочной цепи при введении магнитной стали в контур машины приводит к существенному уменьшению тока. На фиг. 145, б показана зависимость сварочного тока точечной машины АТА-40 от толщины о введенных в контур машины стальных листов шириной b = 300 мм. Из диаграммы видно, что введение листов этой ширины толщиной 15мм приводит к понижению сварочного тока почти вдвое. Поэтому следует избегать введения в контур машины деталей большого сечения из магнитной стали и тяжелых приспособлений из магнитного материала. Общее сопротивление сварочного контура машины равно геометрической сумме его активной и реактивной составляющих, т. е.
Общее сопротивление сварочной машины (за исключением сопротивления ее нагрузки, т. е. сопротивления свариваемых деталей) приближенно равно

где R1 и R2 — активные сопротивления первичной и вторичной обмоток сварочного трансформатора, приведенные ко вторичной цепи R1 = R1 * w2 2 / w1 2
где XL.1 и XL.2 — индуктивные сопротивления первичной и вторичной обмоток сварочного трансформатора, приведенные ко вторичной цепи XL.1 = XL.1 * w2 2 / w1 2
Rкт и XLкт — активное и индуктивное сопротивления сварочного контура машины.
Обозначая R1 + R2 + Rкт = Rвн и XL.1+XL.2 + Хкт = XL.вн, можем написать приближенную формулу для определения общего внутреннего сопротивления машины
Общее внутреннее сопротивление машины для контактной сварки обычно колеблется в относительно узких пределах. Для машин стационарного типа оно равно 150—350 мком. При введении в контур машины магнитной стали сопротивления Rкт и Хкт увеличиваются.
Электрические параметры контактных машин
Номинальный вылет и раствор электродов задается рядом R10. Допускаемые отклонения сварочного тока = 5%
Все машины состоят из электрической и механической части: электрический трансформатор, тиристорный контактор (электромагнитный) и устройство, определяющее длительность процесса сварочного цикла – РЦС.
Механическая часть станка, электрода создает сварочное усилие, механическим перемещением и нагружением.
В зависимости от назначения машины и эффективности выполняемых функций электрическая и механическая часть могут сильно отличаться. При этом различия возникают при использовании разных импульсов сварочного тока.
При сварке простых деталей из стали Ст.3 используют ток синусоидальный.


При введении большой массы (ферромагнитной) в сварочный контур снижение сварочного тока до 40-50% . При этом резко снижается мощность самой машины и повышается потребление из сети.
Главные характеристики: сварочный ток номинальный, рассчитанный для сварки деталей с определенными размерами номинален., а также определение размеров вылета и размера.

I2 ном. при определенном повторнократковременном режиме работы.
I2 ном. определяется размерами деталей ( ) и температурой токоведущих элементов.
) и температурой токоведущих элементов.

X – индуктивное сопротивление.



Нужно, чтобы за время паузы детали токоподводящие элементы остывали, а потом не перегревались выше заданной температуры:
Точечная сварка: ПВ=20%;
ПВ трубосварных станков = 100%
Шовная, стыковая: ПВ=50%
Существует методика расчета сечений токоподводящих контуров, трансформаторов и других, с целью вычисления типов сечений токоведущих элементов из условий их нагрева.
Для упрощения теплового расчета применяют понятие расчетного или длительного тока.
На самом деле он в машинах не протекает, но если бы протекал, то нагрел бы так все токоведущие элементы, что за весь период сварки.
Расчетный ток будет меньше номинального настолько, насколько ПВ номинальное отличается от 100%.
Аналогичные соотношения существуют между мощностью Рдлит.электрич. в зависимости от продолжительности включения.
Номинальная мощность, это мощность при кратковременной работе, которая машина отдает I номинальное без перегрузок и перегрева.

Максимальное  зависит от установившегося вторичного напряжения U20 и Z сварочной цепи.
зависит от установившегося вторичного напряжения U20 и Z сварочной цепи.
зависит от U20 и U2XX трансформатора.

R – активное
X – индуктивное
Х зависит от размера контура и введения ферромасс.
Электрическая мощность полезная:
Мощность потребляет из сети: 
 – общий параметр
– общий параметр 
 – если полностью отсутствует индуктивное сопротивление.
– если полностью отсутствует индуктивное сопротивление.
Чем больше , тем выше индукционное сопротивление, тем больше потери в трансформаторе, вторичного контура и индуктивного сопротивления детали.
, тем выше индукционное сопротивление, тем больше потери в трансформаторе, вторичного контура и индуктивного сопротивления детали.
Для контактной точечной машины


Для стелсов машин , так как большая величина активного сопротивления детали.
, так как большая величина активного сопротивления детали.
Для определения машины измеряют ток мощности при коротком замыкании.
Чем выше Iкз, тем выше

Основная задача – получить работоспособное, качественное сварное соединение.
Но если не будем контролировать основные параметры процесса, то не достигнем желаемого результата.
Сварочное давление может отличаться от заданного по технологии:
1. Зависание электродов (начальный зазор между ними в исходном состоянии)
2. От условия ресиверов.
3. Падение давления в сети.
Величина сварного тока – основной параметр для того чтобы эта величина была всегда в заданных пределах требуется:
 , где
, где
 сопротивление детали
сопротивление детали
Производная от напряжения в сети, времени работы электродов и величины сварочного усилия. Чем больше сварные усилия, тем лучше контакт.
Если активное сопротивление контура не меняется, то индуктивное может меняться в процессе сварки.

Z= 
Т.к. ток является функцией от очень многих параметров, то для контроля параметров используют датчики, которые измеряют косвенным образом величину сварочного тока.
Но т.к. на витках наводится не только синусоидальное напряжение, прежде чем подает его на цепочку отфильтровывают гармоники.
Современный регулятор цикла сварки представляет собой процессор (линии ЭВМ). По изменению тока и напряжения, это можно отследить на ЭВМ.
Устройство машин контактной сварки
 |
|
| Общие сведения и основные параметры Все машины контактной сварки в процессе работы выполняют две основные функции — сжатие и нагрев соединяемых деталей. Машины для шовной сварки дополнительно обеспечивают движение деталей, а машины для стыковой сварки — зажатие деталей в губках (электродах). Особенности устройства машины обусловлены способом сварки. В соответствии с рассмотренными выше способами контактной сварки все машины можно разделить на две группы, существенно отличающиеся по конструкции: для точечной, рельефной, шовной сварки и для стыковой сварки. В конструкции любой машины можно выделить механическое и электрическое устройства, однако некоторые детали могут быть частями как механического, так и электрического устройств машины.
Основной частью механического устройства машины для точечной сварки (рис. 13) является корпус 1, на на котором закреплены нижний кронштейн 2 с нижней консолью 3 и электрододержателем 4 с электродом и верхний кронштейн 7. Нижний кронштейн 2 обычно выполняют переставным или передвижным (плавно) по высоте, что дает возможность регулировать расстояние между консолями в зависимости от формы и размера свариваемых деталей. На верхнем кронштейне установлен пневмопривод усилия сжатия электродов 6, с которым соединена верхняя консоль 5 с электрододержателем 4. Для управления работой пневмопривода на машине установлена соответствующая пневмоаппаратура 8. Привод усилия может быть также пневмогидравлическим, гидравлическим, пружинным и грузовым. Корпус, верхний и нижний кронштейны и консоли воспринимают усилие, развиваемое пневмоприводом, и поэтому должны иметь высокую жесткость (малые деформации от действия усилия). Корпуса машин, верхние и нижние кронштейны обычно сварные и выполнены из профильного и листового проката. Электрическое устройство машины состоит из сварочного трансформатора 10 с переключателем ступеней 11, контактора 12 и блока управления 9. Часто аппаратура управления смонтирована в отдельном шкафу. Контактор 12 подключает сварочный трансформатор к электрической питающей сети и отключает его. К электрическому устройству относится также вторичный контур машины, который образуют токоподводы, идущие от трансформатора к свариваемым деталям. Ток от трансформатора через жесткие и гибкие шины подводится к верхней 5 и нижней 3 консолям с электрододержателями 4. Нетрудно видеть, что консоли и электрододержатели с электродами участвуют в передаче сварочного тока и усилия и поэтому одновременно являются частями электрического и механического устройств машины. Все части вторичного контура изготовляют из меди или медных сплавов, имеющих высокую электропроводность. Большинство элементов вторичного контура, сварочный трансформатор и контактор имеют внутреннее водяное охлаждение. В машинах для рельефной сварки вместо электрододержателей установлены контактные плиты, для шовной сварки — электродные головки с роликами. Шовные машины снабжены приводом вращения роликов. Механическое устройство машины для стыковой сварки (рис. 14) состоит из станины 3 с направляющими, неподвижной 5 и подвижной 7 плит. На каждой из плит установлены приводы 6 зажатия свариваемых деталей с губками 4. Подвижная плита 7 соединена с приводом подачи и осадки 8. Станина 3 воспринимает большие усилия зажатия и осадки и должна без деформаций обеспечить соосность деталей в процессе сварки,
Электрическое устройство машины состоит из сварочного трансформатора 2, переключателя ступеней 1, контактора 9 и аппаратуры управления. Вторичный контур здесь проще, чем у машин других типов, он включает гибкие шины и колодки трансформатора, соединенные с губками. У большинства машин вертикально перемещаются верхние губки, обеспечивая зажатие свариваемых деталей. Пригодность той или иной машины для сварки конкретных деталей определяют по ее основным параметрам. Номинальный сварочный ток — ток во вторичном контуре, который можно получить при сварке деталей заранее установленной марки металла и толщины при номинальных размерах рабочего пространства машины. Если машина предназначена для сварки металлов с высоким электросопротивлением (сталей, титана), то номинальный сварочный ток составляет в зависимости от типа машины 0,9-0,7 тока короткого замыкания (электроды машины замкнуты без деталей). Если машина предназначена для сварки легких сплавов, то номинальный сварочный ток практически равен току короткого замыкания. Номинальное усилие — усилие сжатия электродов или осадки, составляющее для машин с пневмоприводом не более 80% максимального усилия. Номинальное усилие машины обычно обеспечивается при давлении сжатого воздуха 4-4,5 кгс/см 2 . Раствор консолей — минимальное расстояние между консолями или их выступающими частями при одном из возможных положений нижней консоли. Вылет электродов точечных и шовных машин — расстояние от оси электродов до передней стенки корпуса машины. Вылет рельефных машин — расстояние от центра плит ДО передней стенки. Номинальные раствор и вылет устанавливают при проектировании сварочной машины. Раствор и вылет являются характеристиками рабочего пространства машины, в значительной степени определяющими технологические возможности машины при сварке деталей различных размеров и формы. В нашей стране в основном используются обозначения типов машин контактной сварки из букв и цифр. Первой буквой обозначения могут быть: А — автомат, П — полуавтомат, М — машина, У — установка. Вторая буква характеризует способ сварки: Т — точечная, Ш — шовная, Р — рельефная и С — стыковая. Третья буква обозначения (если имеется) указывает характер сварочного тока (кроме переменного тока): К — конденсаторная машина; В — машина с выпрямлением тока во вторичном контуре (машина постоянного тока) либо число одновременно свариваемых точек — М (многоэлектродная). Различные типы машин обозначаются: МТ, MP, МШ — машины соответственно точечные, рельефные, шовные переменного тока; МТК, МШК — машины точечные и шовные конденсаторные; МТБ, МШВ — машины точечные и шовные постоянного тока; МТМ — машина точечная переменного тока многоэлектродная. Иногда в обозначении машины имеется четвертая буква, указывающая на конструктивное исполнение машины или ее специальное назначение. Например, МТВР — машина точечная постоянного тока радиального типа (с ходом верхнего электрода по дуге окружности) или АТМС — автомат многоэлектродный для сварки сетки. Кроме букв в обозначение машины входят цифры, характеризующие номинальный сварочный ток в кА и модель или исполнение (две последние цифры). Например, МТ-1618 — машина с номинальным сварочным током 16 кА, модель 18. Изменения конструкции машины или типа аппаратуры управления отражаются в номере модели. _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ |


 |
 |
 |
| |
| |
| |
| |
| |
| |
| |
| |
| |

|
 НОВОСТИ НОВОСТИ |
| |
 Лепестковый контейнер из нержавеющей стали для мангала своими руками
Лепестковый контейнер из нержавеющей стали для мангала своими руками






