- Проверка герметичности холодильного контура
- Ваккумирование холодильного контура
- Заправка хладагента
- Опрессовка азотом и вакуумирование кондиционера
- Опрессовка
- Вакуумирование
- Выводы
- Опрессовка азотом и вакуумирование кондиционера
- Опрессовка
- Вакуумирование
- Проверка герметичности контура холодильного агрегата
- Технология проверки контура на герметичность
- Получить консультацию:
- Проверка систем кондиционирования с помощью опрессовки
Проверка герметичности холодильного контура
Опрессовка – испытание системы на плотность проводится для устранения вероятных мест утечки хладагента, а также после проведения ремонтных работ, которые были связаны с разгерметизацией холодильного контура. Ее проводят посредством сухого азота, поскольку при использовании, к примеру, сжатого воздуха, в системе остается влага, и установка оказывается неработоспособной. Исключением в данном случае являются установки, работающие на аммиаке, так как влага не нарушает их работу.
Поскольку давление в баллоне составляет порядка 200 бар, то для его подключения к установке используют специальный редуктор. Давление в установке повышают постепенно, постоянно проверяя ее не герметичность. Как только давление начало снижаться, необходимо сразу же проверить паяные соединения. Для этой цели используют мыльную пену. Появление мыльных пузырей значит, что в данном месте происходит утечка.
Если данным способом утечку обнаружить не удалось, то вместе с сухим азотом в систему добавляют немного хладагента. Это позволяет обнаружить утечку при помощи течеискателя.
Во время проверки аммиачной системы, мешать аммиак с воздухом нельзя, поскольку даже в незначительной концентрации эта смесь является взрывоопасной.
Ваккумирование холодильного контура
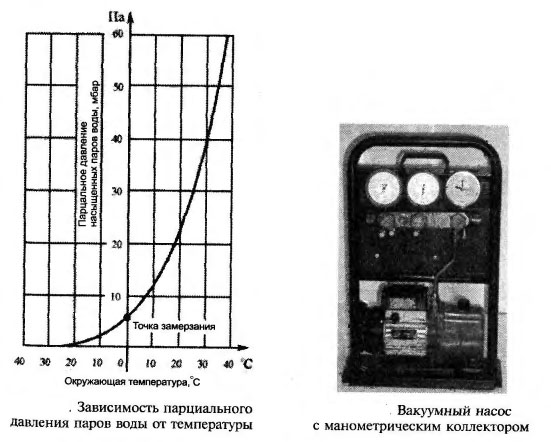
Существует два способа заставить воду перейти из жидкого способа в газообразный: необходимо либо нагреть воду, либо понизить давление. Поскольку в контуре поднять температуру довольно сложно, то применяют вакуумные насосы, снижающие давление.
Время вакуумирования зависит от внутреннего объема холодильного контура, наличия влаги и температуры. При достижении вакуума 1 — 2 бар вентиль от вакуумного насоса перекрывают, а насос отключают. Также следует обратить внимание на шланги вакуумного насоса. Если они слишком тонкие и длинные, то время вакуумирования увеличивается. В то же время при использовании шлангов с большим сечением и мощными насосами систему также не всегда удается полностью отвакуумировать.
В контурах с терморегулирующим вентилем вакуумирование производят с линии всасывания или нагнетания. В системах с капиллярной трубкой – через заправочный коллектор.
После вакуумирования и перекрытия вентилей наблюдают за происходящими изменениями. Если за сутки вакуум изменился только на 0,5 бар, то контур считается герметичным и обезвоженным. При более высоких показателях, контур, скорее всего, недостаточно герметичен.
При вакуумировании контура и проведении ремонтных работ следует учитывать, что убрать влагу, покрытую пленкой масла, довольно трудоемко. Необходимо вакуумировать контур и делать это через фильтр-осушитель. Прежде всего, при помощи специального прибора нужно оценить уровень влажности. Если показатели увеличены, то устанавливается сменный фильтр. В процессе настройки установки их необходимо будет менять до тех пор, пока не будет достигнута потребная степень влажности хладагента.
Заправка хладагента
Перед заправкой необходимо продуть заправочный шланг хладагентом. Для хладагентов R407° C и R410A заправочные цилиндры не используют, заправку производят только жидкой фракцией.
Во время заправки температура баллона понижается, и давление в нем также падает, становясь ниже давления заправляемого контура. В связи с этим, баллон во время заправки холодильного контура нужно подогревать. Для этой цели можно использовать электронагревательный пояс. Его особенность заключается в наличии термоконтакта, благодаря которому при достижении температуры баллона в 50 С, нагрев отключается.
Запрещается подогревать баллон при помощи газовой горелки, поскольку данный вариант может легко привести к перегреву.
Во время заправки установки используют специальные электронные весы с дозатором, поскольку при таком способе количество заправленного хладагента в установке будет точным. При использовании заправочного цилиндра его наполняют тем количеством хладагента, которого будет достаточно для данной установки.
Опрессовка азотом и вакуумирование кондиционера
Любая холодильная машина, независимо от ее назначения, работает по замкнутому холодильному циклу. Это и низкотемпературный, и среднетемпературный, и любой другой цикл системы кондиционирования. Его замкнутость требует обязательной герметичности, так как внутри циркулирует холодильный агент под давлением, и любая микротрещина или неплотность приводят к утечке.
Для того чтобы исключить подобные явления, после проведения монтажа и соединения всех трубопроводов в единую систему, перед заправкой холодильным агентом проводят ряд необходимых процедур.
Опрессовка
После сжатия холодильного агента в компрессоре, а затем на участке трубопровода до конденсатора, в самом конденсаторе и в трубопроводе после конденсатора (до дросселирующего вентиля) холодильный агент находится под высоким давлением – 20-30, а иногда и 40 бар. Все соединения холодильного контура должны гарантированно выдерживать такое давление. Поэтому после сбора всего холодильного контура систему испытывают на герметичность, т.е производят опрессовку. Это происходит после полного монтажа холодильного контура всех внутренних блоков, но до теплоизоляции трубопроводов, перед вакуумированием системы. Делается это для того, чтобы проверить герметичность холодильного контура и, в случае обнаружения утечки, быстро ее найти. Для этого через сервисный штуцер систему заполняют газообразным азотом.

На фото: Опрессовка азотом кондиционера
Азот используется 99% чистоты, чтобы избежать попадания внутрь трубопроводов различных загрязнений. Азот находится в баллонах под давлением порядка 155 бар или немного больше. Прямое подключение баллона к системе исключено. Необходимо пользоваться редуктором, который позволяет снизить давление и осуществить заправку азотом уже под меньшим давлением – 35-42 бар. Редуктор должен быть оборудован предохранительным клапаном с давлением срабатывания 70-75 бар. Заправка всегда производится через обычные шланги, которые применяются для заправки холодильным агентом.
После этого на протяжении суток наблюдают за падением давления. Если давление падает, значит, в холодильном контуре есть утечка, которая чаще всего происходит в местах пайки, в резьбовых соединениях. В таких местах ее можно проверить несколькими способами:
- на слух (возможно шипение);
- обмыливанием (посмотреть появление пузырьков);
- с использованием течеискателя.
После обнаружения утечки ее устраняют и повторяют процесс опрессовки. Опрессовку повторяют до тех пор, пока давление в контуре на протяжении суток не будет падать.
В некоторых случаях специалисты для опрессовки используют не азот, а сразу холодильный агент. Все холодильные агенты в холодильном контуре могут находиться в различном агрегатном состоянии, и при заправке в газообразном виде, попадая, например, в конденсатор могут медленно конденсироваться, что влечет за собой постепенное падение давления в системе. Такое понижение давления можно перепутать с утечкой холодильного агента из системы.
Еще одна причина, по которой не стоит проверять герметичность холодильным агентом, – его стоимость (он намного дороже азота).
Вакуумирование
Следующим шагом после проверки на герметичность является заправка системы холодильным агентом. Но в холодильном контуре находится азот, и мешать его с холодильным агентом нельзя. Поэтому следует убрать азот из системы. Эта операция называется вакуумированием, и она позволяет решить две задачи:
- убрать из системы воздух и все возможные газы из холодильного контура;
- убрать влагу, которая каким-либо способом была занесена в холодильный контур.

На фото: Опрессовка азотом кондиционера
Вакуумирование производится с помощью вакуумного насоса. Его подсоединяют к сервисным портам высокого и низкого давления и производят откачку. Для определения степени вакуумирования необходим манометр низкого давления или манометрическая станция. В процессе вакуумирования стоит придерживаться определенной последовательности в подключении и выключении. В первую очередь через шланги подключают манометрическую станцию к сервисному порту системы. Далее станцию через шланги подключают к вакуумному насосу. Включают насос и производят вакуумирование. Процесс откачки газов происходит до давления 100-300 Па (1 Па = 1,0×10 -5 Бар). Отсоединение от сервисных штуцеров холодильного контура происходит в следующей последовательности. Сначала перекрывается кран на манометрической станции, далее она отсоединяется уже от насоса. Отсоединять систему предварительно, не перекрыв кран, нельзя – это чревато попаданием воздуха обратно в холодильный контур.
Выводы
Опрессовка и вакуумирование – очень точные, сложные и трудоемкие процессы, требующие большой внимательности в выполнении операций, поэтому самому производить такие действия не следует. Лучше воспользоваться услугами сертифицированного специалиста по конкретному виду оборудования и бренду.
Опрессовка азотом и вакуумирование кондиционера
Любая холодильная машина, независимо от ее назначения, работает по замкнутому холодильному циклу. Это и низкотемпературный, и среднетемпературный, и любой другой цикл системы кондиционирования. Его замкнутость требует обязательной герметичности, так как внутри циркулирует холодильный агент под давлением, и любая микротрещина или неплотность приводят к утечке.
Для того чтобы исключить подобные явления, после проведения монтажа и соединения всех трубопроводов в единую систему, перед заправкой холодильным агентом проводят ряд необходимых процедур.
Опрессовка
После сжатия холодильного агента в компрессоре, а затем на участке трубопровода до конденсатора, в самом конденсаторе и в трубопроводе после конденсатора (до дросселирующего вентиля) холодильный агент находится под высоким давлением – 20-30, а иногда и 40 бар. Все соединения холодильного контура должны гарантированно выдерживать такое давление. Поэтому после сбора всего холодильного контура систему испытывают на герметичность, т.е производят опрессовку. Это происходит после полного монтажа холодильного контура всех внутренних блоков, но до теплоизоляции трубопроводов, перед вакуумированием системы. Делается это для того, чтобы проверить герметичность холодильного контура и, в случае обнаружения утечки, быстро ее найти. Для этого через сервисный штуцер систему заполняют газообразным азотом.
Азот используется 99% чистоты, чтобы избежать попадания внутрь трубопроводов различных загрязнений. Азот находится в баллонах под давлением порядка 155 бар или немного больше. Прямое подключение баллона к системе исключено. Необходимо пользоваться редуктором, который позволяет снизить давление и осуществить заправку азотом уже под меньшим давлением – 35-42 бар. Редуктор должен быть оборудован предохранительным клапаном с давлением срабатывания 70-75 бар. Заправка всегда производится через обычные шланги, которые применяются для заправки холодильным агентом.
После этого на протяжении суток наблюдают за падением давления. Если давление падает, значит, в холодильном контуре есть утечка, которая чаще всего происходит в местах пайки, в резьбовых соединениях. В таких местах ее можно проверить несколькими способами:
- на слух (возможно шипение);
- обмыливанием (посмотреть появление пузырьков);
- с использованием течеискателя.
После обнаружения утечки ее устраняют и повторяют процесс опрессовки. Опрессовку повторяют до тех пор, пока давление в контуре на протяжении суток не будет падать.
В некоторых случаях специалисты для опрессовки используют не азот, а сразу холодильный агент. Все холодильные агенты в холодильном контуре могут находиться в различном агрегатном состоянии, и при заправке в газообразном виде, попадая, например, в конденсатор могут медленно конденсироваться, что влечет за собой постепенное падение давления в системе. Такое понижение давления можно перепутать с утечкой холодильного агента из системы.
Еще одна причина, по которой не стоит проверять герметичность холодильным агентом, – его стоимость (он намного дороже азота).
Вакуумирование
Следующим шагом после проверки на герметичность является заправка системы холодильным агентом. Но в холодильном контуре находится азот, и мешать его с холодильным агентом нельзя. Поэтому следует убрать азот из системы. Эта операция называется вакуумированием, и она позволяет решить две задачи:
- убрать из системы воздух и все возможные газы из холодильного контура;
- убрать влагу, которая каким-либо способом была занесена в холодильный контур.
Вакуумирование производится с помощью вакуумного насоса. Его подсоединяют к сервисным портам высокого и низкого давления и производят откачку. Для определения степени вакуумирования необходим манометр низкого давления или манометрическая станция. В процессе вакуумирования стоит придерживаться определенной последовательности в подключении и выключении. В первую очередь через шланги подключают манометрическую станцию к сервисному порту системы. Далее станцию через шланги подключают к вакуумному насосу. Включают насос и производят вакуумирование. Процесс откачки газов происходит до давления 100-300 Па ( 1 Па = 1,0×10-5 Бар). Отсоединение от сервисных штуцеров холодильного контура происходит в следующей последовательности. Сначала перекрывается кран на манометрической станции, далее она отсоединяется уже от насоса. Отсоединять систему предварительно, не перекрыв кран, нельзя – это чревато попаданием воздуха обратно в холодильный контур.
Выводы . Опрессовка и вакуумирование – очень точные, сложные и трудоемкие процессы, требующие большой внимательности в выполнении операций, поэтому самому производить такие действия не следует. Лучше воспользоваться услугами сертифицированного специалиста по конкретному виду оборудования и бренду.
Проверка герметичности контура холодильного агрегата
В современном мире холодильное оборудование используется во многих сферах деятельности человека, поэтому ремонт климатической техники является одной из главных задач в производственном процессе.
Для того чтобы быть уверенным в работоспособности холодильной техники, необходимо обязательно проводить профилактические мероприятия и другие действия, направленные на поддержание агрегатов в продуктивном рабочем состоянии.
Технология проверки контура на герметичность
Так с целью проверки герметичности холодильного агрегата специалистами наладчиками производится опрессовка оборудования, она заключается в подаче на контур высокого давления, которое превышает рабочую норму в полтора раза.
Если в контуре холодильного агрегата находятся восприимчивые к давлению элементы, например, такие, как предохранительные клапаны, то их необходимо предварительно снять и установить специальные заглушки, а потом в конце тестирования вернуть их в исходное положение.
Для опрессовки контура используется сухой азот. Величина его сухости находится в пределах 2-30 ррm.
Для сравнения: баллон азота объемом 50 литров при давлении в двести бар и сухости 30 ррm содержит полтора грамма воды. В то же время в сжатом воздухе такого же объема — до 50 грамм воды. Чем больше остаток влаги, тем больше вероятность, что установка может оказаться нерабочей.
С помощью редуктора баллон с азотом подсоединяется к холодильному оборудованию. После присоединения производится повышение давления в несколько этапов с обязательной проверкой непроницаемости конструкции. Если давление не повышается, тогда следует искать щели в спайках, соединениях или швах.
Методы поиска утечки:
- Мыльный раствор наносится на потенциально негерметичные места до обнаружения утечки (в местах утечки появляются мыльные пузыри).
- Если использование мыла не дает результатов, применяют еще один способ проверки герметичности. Установку отдельными частями (без элементов автоматики) опускают в воду.
- Иногда к сухому азоту примешивают хладагент. Это также позволяет определить течь.
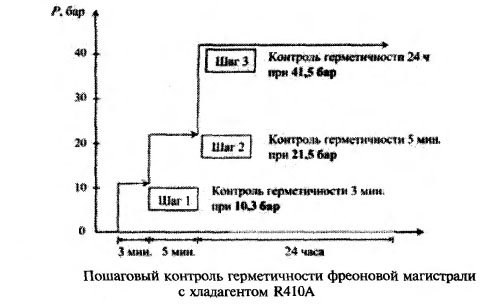
Для проверки системы кондиционирования методом опрессовки понадобиться не менее 24 часов. За это время давление в трубе может изменить свою величину только в пределах закона Шарля, то есть в зависимости от изменений температурного режима окружающей среды. Для измерения температур используется шкала Кельвина.
Получить консультацию:
Проверка систем кондиционирования с помощью опрессовки
Профессиональная установка кондиционера предусматривает обязательное проведение опрессовки системы. Для этой цели одну сторону медных трубок спаивают в контур, а на другом конце напаивают нипиль (клапан Шредор) для того, чтобы присоединить к манометру. С помощью редуктора готовый контур подсоединяется к баллону с сухим азотом.
Повышение давления в контуре необходимо проводить поэтапно, обязательно следуя инструкции производителя кондиционного оборудования.
К примеру, для системы R22 следует использовать рабочее давление 3,5 MPa, в то время как для R410A необходимо использовать давление в 4,15 MPa.
После этого баллон с азотом отсоединяется от контура, и снимаются показатели манометра. Дальше следует процедура опрессовки, которая длиться по 24 часа. Следует учесть, что первые 6 часов показания давления могут изменяться под действием изменения условий окружающей среды.

Баллон с азотом, с редуктором и манометром с переделами измерения от 0,05 до 4,8 МПа

Клапан Шредор и манометр.

Подсоединение баллона с азотом через редуктор к клапану Шредор.

Спаиваем между собой трубки чтоб получился контур.







