- Сборка и обкатка двигателя
- Сборка двигателя
- Обкатка двигателя
- Сборка автомобильного двигателя
- Подготовка к сборке
- Коленчатый вал
- Поршня и шатуны
- Соединение шатуна с поршнем
- Контроль зазора в замке поршневых колец
- Монтаж поршневой группы
- 3.2.2.1.1. Порядок разборки и сборки двигателя
- 3.2.2.1.1. Порядок разборки и сборки двигателя
Сборка и обкатка двигателя
Сборка двигателя
Двигатель собирают из предварительно подобранных узлов, соблюдая следующие правила:
- При установке коленчатого вала в блок его шейки тщательно протирают, а маслопроводные каналы продувают сжатым воздухом.
- Поршни в сборе с шатунами устанавливают в соответствующие цилиндры, к которым они подбирались при комплектовке.

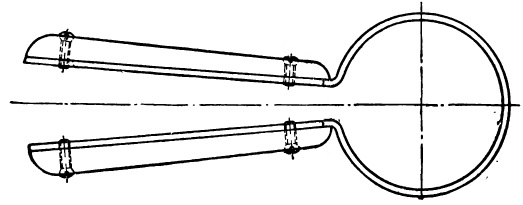
Рис. Приспособление для сжатия поршневых колец.
Перед установкой цилиндры, поршни и шатунные шейки, смазывают маслом. Если устанавливается четыре поршневых кольца то их следует располагать своими замками под углом 90°, а если три кольца, — под углом 120°. Разрезом юбки поршни устанавливают в левую сторону по ходу автомобиля; при этом отверстие в нижней головке шатуна, предназначенное для разбрызгивания масла, и стяжной болт верхней головки (автомобиль ЗИС-5) должны быть расположены с правой стороны. При установке поршня в цилиндр кольца сжимают специальным приспособлением.

Рис. Последовательность затяжки гаек и болтов, головки блока цилиндров автомобилей:
а — ГАЗ-51; б — ЗИС-5; в — Москвич.
Если головка чугунная, то гайки и болты окончательно подтягивают при прогретом двигателе. Если головка алюминиевая, для увеличения опорной поверхности под гайки устанавливают шайбы; окончательную затяжку гаек алюминиевых головок производят только при холодном двигателе.
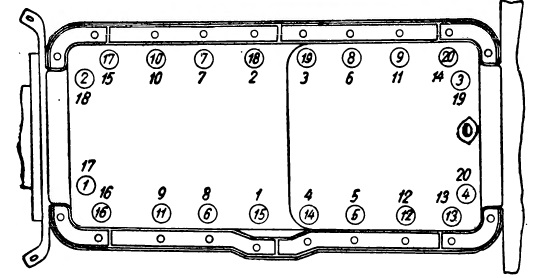
Рис. Последовательность затяжки болтов поддона картера двигателя автомобиля ГАЗ-51.
Обкатка двигателя
Отремонтированный двигатель в сборе со сцеплением и коробкой передач подвергают вначале холодной, а затем горячей обкатке на холостом ходу и с нагрузкой. Обкатку делают с целью приработки поверхностей сопряженных деталей, выявления дефектов сборки (подтекание, нагрев, стуки) и их устранения.
Холодную обкатку производят на стенде от электродвигателя или на «парном» стенде двигателем, проходящим горячую обкатку. Продолжительность холодной обкатки — от 30 до 60 млн. при переменных оборотах коленчатого вала в пределах 250—700 в минуту. Число оборотов изменяют при помощи коробки передач.
Горячую обкатку на холостом ходу производят в течение 20—30 мин. с числом оборотов в минуту от 500 до 1200.
При горячей обнатке проверяют легкость пуска двигателя, работу клапанного механизма, масляного и водяного насосов, плотность всех соединений, температуру воды и масла, проверяют, нет ли стуков, нагрева и подтеканий.
Горячая обкатка с нагрузкой длится 30—60 мин. при числе оборотов 1200—1500 в минуту. Нагрузку создают специальной тормозной установкой или на «парном» стенде двигателем.
В процессе и по окончании обкатки устраняют все обнаруженные дефекты и двигатель сдают ОТК.
Сборка автомобильного двигателя
29.04.2018, 2289 просмотров.

Из всех операций по ремонту двигателя, его сборка относится к наиболее ответственным. Решающую роль при этом играет опыт моториста и его специализация по определенной категории двигателей. Также важным является тот факт, занимается моторист сборкой бензиновых или дизельных двигателей, так как эти моторы и их сборка имеют свои отличительные особенности.
Сама сборка двигателя включает в себя подготовительный этап, который не менее ответственен, чем сама сборка.
Подготовка к сборке
Все детали будущего двигателя вымываются самым тщательным образом, с вскрытием закрытых полостей и дополнительной продувкой их сжатым воздухом. Так как внутренняя чистота двигателя гораздо важнее наружной. Если внутри остался не удаленный малейший кусочек старой грязи или окалины, то он может свести на нет всю сборку двигателя. Сборка ведется в чистом помещении с бетонными или деревянными полами, исключающими наличие песка или пыли, для чего производится ежедневная влажная уборка сборочного участка. Непосредственно перед сборкой все детали проверяются на отсутствие дефектов и соответствию необходимым размерам и допускам. Наиболее востребованы к этому двигатели иномарок и поэтому при сборке двигателей зарубежного производства допускам уделяется повышенное внимание.
Блок цилиндров после выполнения операций по расточке подлежит обязательной мойке теплым содовым раствором, который способен убрать мельчайшие частицы абразива с зеркала цилиндров, невидимые простым взглядом. Проверить готовность цилиндра к сборке можно путем прижатия к зеркалу чистого белого листа бумаги. Если цилиндры удалось полностью отмыть от остатков абразива, то лист останется чистым, в противном случае на листе останутся множественные черные точки. Необходимо добиться абсолютной чистоты, которая будет являться залогом качественной сборки двигателя. В вымытом и продутом блоке цилиндров вставляются новые заглушки, там, где открывались внутренние каналы и полости и он готов к сборке.
Коленчатый вал
Далее проверяется коленчатый вал на осевое биение и соответствие прошлифованных шеек таблицам допуска. Если устанавливается новый коленчатый вал, то он также проверяется, так как не исключены дефекты. Помимо коренных и шатунных шеек проверяется посадочные места под сальники коленчатого вала, где не допускается никаких рисок. Все внутренние полости коленчатого вала должны быть тщательно вымыты и продуты под давлением. На рабочих поверхностях вала не должно быть трещин, прижогов или волнистости, а также не допускаются риски, забоины, вмятины или царапины. Появившиеся после шлифовки острые кромки масляных каналов должны быть обработаны и заполированы. Помимо этого коленчатый вал проверяется на магнитном дефектоскопе на отсутствие трещин или раковин.
Поршня и шатуны
Поршня проверяются на соответствие развесовке и при необходимости подгоняются. Массы поршней одного двигателя не должны отличаться друг от друга более чем на 4 г и при несоответствии масс, подгоняется их вес. Поршня не должны иметь трещин, раковин, забоин, задирав и заусенец. Поршневые пальцы должны быть одной размерной группы с поршнем, допускается подбор пальца из соседней размерной группы. Шатуны также проверяются на соответствие весу, где разница между шатунами для одного двигателя не должна превышать 8 г., при необходимости также производится подгонка веса, путем снятия металла либо с бобышек, либо равномерно по всей длине шатуна.
Шатун и крышка должны быть одного комплекта и иметь совпадение номеров и меток. Не допускается переворачивание крышки относительно шатуна, так как они обработаны совместно в одном положении. При необходимости замены верхней втулки шатуна (плавающий палец), ее предварительно охлаждают или же нагревают шатун до 200 градусов, после чего запрессовывают новую втулку и развальцовывают края. Втулку разворачивают под соответствующий размер поршневого пальца. Правильно подобранный палец должен легко проворачиваться во втулке шатуна и не выпадать из него под собственным весом. Перед установкой коленвала в блок цилиндров собирается каждая шатунная шейка, где устанавливается соответствующий шатун с вкладышами и после зажатия его крышки предписанным моментом, проверяется легкое вращение его вокруг шатунной шейки. Если все в норме, то шатуны снимаются, и вал можно устанавливать в блок цилиндров.
Соединение шатуна с поршнем
Соединение относится к ответственным операциям при сборке. Необходимо совместить метки на поршне и шатуне для правильной ориентации при сборке. На днище поршня обычно ставится стрелка, указывающая на первый цилиндр. Шатуны могут иметь метку в виде прилива или прорези, или же ориентиром служит отверстие для выхода масла, которые также ориентируют на первый цилиндр. Если нет никаких отметок, то для большинства существующих шатунов ориентиром служат замки вкладышей, которые при виде на шатун спереди расположены справа.
Шатуны с поршнями «собираются » до установки поршневых колец. Если поршень с плавающим пальцем, то он предварительно нагревается до 80-100 градусов, после чего поршневой палец в бобышки поршня должен войти от усилия руки. После соединения палец стопорится кольцами в канавках бобышек поршня.
Если пара шатун поршень с плавающим поршнем, то в температурной печи нагреваются верхние головки шатуна до температуры 270-300 градусов и сборка с поршнем производиться очень быстро, пока не остыла головка шатуна. После остывания верхней головки шатуна, поршневой палец уже невозможно будет сдвинуть без применения пресса.
Для монтажа поршня с шатуном в этом случае используется специальная оправка, которая ориентирует поршневой палец относительно краев бобышек поршня, После установки шатун должен быть по центру поршневого пальца, а края пальца должны быть на одном расстоянии утоплены от краев бобышек поршня. Далее собранный с шатуном поршень устанавливается в тиски, и монтируются поршневые кольца с использованием специальных щипцов. Первым ставится маслосъемное кольцо, затем два компрессионных. Если на кольцах есть отметка TOP (верх ), то метка должна смотреть на верх поршня, если метка отсутствует, то допускается произвольная установка кольца. Комплекты поршневых колец для иномарок обязательно имеют отметку TOP.
Контроль зазора в замке поршневых колец
Обязательным условием перед монтажом является контроль зазора в замке кольца, который должен быть не менее 0.3-0, 4 мм для верхнего компрессионного кольца и 0, 2-0,3 мм для среднего и маслосъемного колец. Если устанавливается наборное маслосъемное кольцо (обычно им мотористы отдают предпочтение при сборке), то зазор между дисками лучше увеличить до 0, 4-0, 5 мм, чтобы цилиндр не «голодал » от излишнего съема масла.
Если зазор будет слишком мал, то после прогрева двигателя, за счет температурной разницы кольца и цилиндра, зазор исчезнет совсем, что приведет к заклиниванию кольца и как следствие задиру зеркала цилиндров. При необходимости зазор обязательно подгоняется, желательно алмазным надфилем, После подгонки зазора, в замке подпиленные края обрабатываются от заусенцев.
Блок цилиндров после проверки устанавливается на сборочный, поворотный стенд. Вставляются коренные вкладыши, на иномарках один из вкладышей, выполнен с боковыми отливами, играющими роль полуколец, ограничивающих осевое перемещение коленчатого вала. Проверяются совпадения отверстий во вкладышах с масляными каналами. Вкладыши обильно смазываются маслом для двигателя, и устанавливается коленчатый вал. При установке коленчатого вала не допускается перестановка местами его крышек (бугелей ), равно как и использование «чужих », так как крышки обрабатываются совместно с блоком и не допускается изменение их установки. Крышки коленчатого вала затягиваются соответствующим моментом, и проверяется вращение вала. Признаком правильной шлифовки и сборки, является свободное вращение коленвала при помощи рук.
Монтаж поршневой группы
Затем с помощью универсальной оправки вставляются поршня с шатунами, с предварительно вставленными в них шатунными вкладышами. Оправка обжимает поршневые кольца и поршень, смазанные маслом и, поршень легкими ударами деревянной ручки молотка просаживается внутрь цилиндра до соединения нижней головки шатуна с шатунной шейкой, которая также предварительно обильно смазана маслом. Стрелку на днище поршня при этом ориентируют в направлении первого цилиндра. На болты шатунов устанавливаются крышки и гайки, которые затягиваются предписанным моментом. Когда посажены и затянуты предписанным моментом все шатуны, двигатель проворачивают для проверки правильности сборки. Коленчатый вал должен без заеданий провертываться при проверке, не оказывая заметного сопротивления. «Душа » двигателя собрана и можно быть уверенным, что если соблюдены все эти условия, то отремонтированный двигатель будет иметь значительный ресурс, мало чем уступающий новому двигателю.
Из всех операций по ремонту двигателя, его сборка относится к наиболее ответственным. Решающую роль при этом играет опыт моториста и его специализация по определенной категории двигателей. Также важным является тот факт, занимается моторист сборкой бензиновых или дизельных двигателей, так как эти моторы и их сборка имеют свои отличительные особенности.
Сборка автомобильного двигателя – самая ответственная часть при ремонте автомобиля. Хорошо, если этим занимается моторист, имеющий опыт в сборке двигателей определённого типа автомобилей, ведь несмотря на то, что конструктивно дизельный и бензиновый двигатель практически не имеют различий, процесс их сборки будет отличаться достаточно заметно.
3.2.2.1.1. Порядок разборки и сборки двигателя
3.2.2.1.1. Порядок разборки и сборки двигателя
Блок цилиндров, коленвал и шатунно-поршневая группа

1. Держатель сальника
2. Блок цилиндров
3. Насос охлаждающей жидкости
4. Кронштейн генератора
5. Крышка цепи газораспределительного механизма
6. Кольцевая прокладка
7. Маслоприемник с фильтром грубой очистки
8. Маховик (ведущий диск гидротрансформатора)
9. Монтажная пластина
10. Коренные вкладыши
11. Упорные полукольца
12. Коленвал
13. Крышки коренных подшипников
15. Поршневые кольца
16. Поршень
17. Поршневой палец
18. Стопорные кольца
19. Втулка головки шатуна
20. Шатун и крышка шатуна
21. Шатунные вкладыши
22, 23, 25. Маслоотражательная пластина
24. Алюминиевый поддон
26. Стальной поддон
27. Сливная пробка
28. Монтажная пластина
Легче всего разбирать двигатель и производить все виды работ на переносном стенде, специально предназначенном для ремонта двигателя. Такие стенды можно часто взять напрокат. Перед монтажом двигателя на стенд необходимо снять маховик с механизмом сцепления, чтобы ввернуть болты стенда в блок цилиндров (картера коленвала).
Если стенда нет, то разбирать двигатель можно укрепив его на прочном верстаке или на полу. При разборке без применения стенда будьте очень осторожны во время манипуляций с двигателем.
Если вы будете приобретать готовый восстановленный двигатель, то сначала надо снять все навесные агрегаты, чтобы установить их впоследствии точно в таком же порядке как и при самостоятельном капитальном ремонте. К таким агрегатам относятся:
— генератор,и кронштейны насоса гидроусилителя и (или) компрессора кондиционера (в зависимости от комплектации автомобиля);
— распределитель зажигания, свечи и высоковольтные провода;
— насос охлаждающей жидкости и шланги термостата и радиатора;
— детали карбюратора или системы впрыска топлива;
— все датчики и электромагнитные клапаны вместе с проводкой;
— всасывающий и выпускной коллекторы ;
— масляный фильтр;
— топливный насос — для карбюраторных двигателей;
— детали подвески двигателя;
— маховик/ ведущий диск гидротрансформатора. Предупреждение
 При снятии с двигателя навесных агрегатов, с особым вниманием отнеситесь к тем мелочам, которые могут облегчить сборку двигателя. Нанесите метки на прокладки, сальники, дистанционные втулки, штифты, болты, шайбы, гайки и др., чтобы при сборке установить их в прежнее положение.
При снятии с двигателя навесных агрегатов, с особым вниманием отнеситесь к тем мелочам, которые могут облегчить сборку двигателя. Нанесите метки на прокладки, сальники, дистанционные втулки, штифты, болты, шайбы, гайки и др., чтобы при сборке установить их в прежнее положение.
Если будет устанавливаться блок цилиндров неполной комплектации (т.е. блок цилиндров с подогнанными и установленными кривошипно-шатунным механизмом и поршневой группой), то следует также снять головку блока цилиндров, масляный поддон, масляный насос и цепи привода распредвалов.
Если планируется провести капитальный ремонт с полной разборкой, то двигатель надо полностью разобрать и снять детали внутреннего устройства двигателя в следующем порядке (если не оговорено особо см. подраздел 3.1.1 и подраздел 3.1.2.2.1).
— всасывающий и выпускной коллекторы;
— масляный поддон;
— цепи привода распредвалов со звездочками;
— головка блока цилиндров;
— маховик;
— шатунно-поршневая группа;
— коленвал.
Перед разборкой и выполнением процедур капитального ремонта убедитесь, в наличии всего необходимого оборудования и инструментов. Перечень необходимых инструментов приведен в начале данного руководства.
Перед началом сборки приготовьте все необходимые новые запчасти, прокладки и уплотнители, а также необходимые инструменты и приспособления. Ознакомьтесь с описанием процедур сборки, чтобы представить себе объем предстоящих работ и еще раз убедиться в наличии всего необходимого. Помимо традиционных инструментов и материалов также понадобится фиксирующий состав для резьбовых соединений. Также будет нужен жидкий герметик для уплотнения разъемных соединений, в которых установка прокладок не предусмотрена. Изготовителем рекомендуется применение жидкого герметика Genuine Liquid Gasket (имеется в продаже на станциях техобслуживания Nissan).
Чтобы сэкономить время и трудозатраты, сборку рекомендуется проводить в следующем порядке:
— коленчатый вал;
— поршни в сборе с шатунами;
— головка цилиндров и толкатели;
— цепь (цепи) механизма газораспределения;
— масляный поддон;
— маховик;
— навесные агрегаты.
Перед сборкой все детали должны быть тщательно очищены и просушены, все дефекты устранены. Детали следует выложить на абсолютно чистом рабочем столе (или содержать в индивидуальных упаковках).







