Техническая документация на ремонт автомобилей
Техническая документация на ремонт автомобилей включает следующие документы:
- нормативные
- организационные
- конструкторские
- технологические
Нормативные документы — это межгосударственные или республиканские стандарты, которые определяют общие технические требования к автомобилям, сдаваемым в ремонт и выпускаемым из ремонта, их комплектность, а также другие стандарты, на которые имеются ссылки в документации.
Применительно к автомобилям и их составным частям в Беларуси действуют стандарты СТБ 928—93, СТБ 929—93 и СТБ 930—93. Они устанавливают комплектность и состояние автомобилей, поступающих в ремонт, правила приемки и соответствующую документацию, состояние автомобилей, сдаваемых владельцу, и регламентируют их послеремонтную наработку. Предполагается, что автомобиль проходит только один капитальный ремонт в течение своего жизненного цикла.
Организационные документы — это технические условия или руководства по капитальному ремонту отдельных автомобилей и их агрегатов, разработанные отраслевыми специализированными проектно-конструкторскими организациями. Документы определяют организацию ремонта, содержат сведения по приемке и хранению ремонтного фонда, разборке изделий, технические требования к сортировке и восстановлению деталей, сборке, окрашиванию, обкатке, испытанию, хранению и транспортированию агрегатов и автомобилей, устанавливают порядок маркирования и упаковки изделий, приводят гарантии авторемонтного предприятия. Эти документы устанавливают обязательную замену ряда ответственных или малоресурсных деталей (подшипников качения и скольжения, прокладок, некоторых крепежных деталей и др.).
Конструкторские документы включают ремонтные чертежи изделий, каталоги деталей и нормы расхода запасных частей и материалов.
Ремонтный чертеж — это первичный конструкторский документ, который определяет устройство, материал и размеры восстанавливаемой детали, устраняемые дефекты и требования к качеству ее восстановленной. Его разрабатывают по ГОСТ 2.604—2000 на основании рабочего чертежа новой детали.
На ремонтном чертеже приводят изображение, название и обозначение восстановленной детали, ее материал, размеры, параметры формы и расположения элементов и их допустимые отклонения, шероховатость восстановленных поверхностей, другие параметры, условия, при которых деталь не принимают на восстановление, таблицу дефектов и способов их устранения, технические требования к детали. При необходимости приводят данные по базированию и таблицы ремонтных (категорийных и пригоночных) размеров. На ремонтном чертеже приводят информацию, необходимую только для восстановления детали и ее контроля.
Таблица дефектов и способов их устранения располагается слева на поле ремонтного чертежа. Она содержит коэффициенты повторяемости и возможные сочетания дефектов, основной и допускаемые способы их устранения.
На ремонтном чертеже допускается указывать несколько вариантов восстановления одних и тех же элементов детали. На каждый принципиально отличный вариант восстановления (например, с применением пластического деформирования или электромагнитной наплавки) выполняют отдельный ремонтный чертеж. В обозначении этих чертежей добавляют через тире римскую цифру I, II и др. (соответственно для первого, второго и последующих вариантов восстановления). При этом первый вариант является основным. При использовании сварки, наплавки, напыления и других способов создания ремонтных заготовок указывают материалы, флюсы и защитные среды.
В технических требованиях к детали указывают:
- химический и фазовый состав материала
- твердость рабочей поверхности и разброс ее значений
- допустимое наличие пор, раковин и отслоений
- прочность соединения покрытия с основой
- другие параметры, обусловленные применением конкретного способа восстановления детали
Разрабатывают также ремонтные чертежи сборочных единиц и агрегатов. В качестве таких чертежей могут быть использованы чертежи завода-изготовителя с измененными обозначениями и значениями параметров.
Ремонтные чертежи разрабатывают в две стадии:
- для опытного (литера «РО») восстановления или ремонта изделий
- для серийного (литера «РА») восстановления или ремонта изделий
По ним подготавливают и организуют производство.
Каталоги деталей автомобилей в виде иллюстрированных книг выпускают заводы-изготовители.
Укрупненные нормы расхода запасных частей, материалов и инструментов на капитальный ремонт отдельных автомобилей, в том числе их агрегатов, разрабатывают проектные организации.
Заводские инженерные отделы завода разрабатывают различные технологические документы и уточняют материальные нормативы.
Комплект технологической документации содержит:
- титульный лист
- карты эскизов
- маршрутную или операционную карту, или карту типовой (групповой) операции
- ведомость деталей (сборочных единиц) к типовому технологическому процессу
- ведомости технологических документов, оборудования, оснастки и материалов
Титульный лист относится к отдельному технологическому процессу или группе процессов, содержит название комплекта технологической документации с указанием изделия и процесса, организации-разработчика, фамилий и подписей главного технолога и начальника ОТК. На титульном листе процесса имеется утверждающая подпись главного инженера завода.
Карты эскизов — графический материал, содержащий эскизы, схемы и таблицы, необходимые для пояснения выполнения технологического процесса, операции или перехода восстановления или ремонта изделия, включая контроль и перемещение.
Технологические карты (маршрутная и операционная карты, карты технологического процесса, типового или группового технологического процесса) содержат описания технологических операций, включая контроль и перемещение, с указанием данных об оборудовании, оснастке, технологических режимах, материальных нормативах и трудовых затратах со ссылками на документы по охране труда. Маршрутная карта является основным и обязательным документом, в котором описывают весь процесс в технологической последовательности. При разработке типовых или групповых процессов в маршрутной карте указывают только постоянную информацию, относящуюся ко всей группе изделий. Операционная карта предназначена для описания технологической операции с указанием переходов, технологических режимов, оборудования, приспособлений, инструментов и основного времени. Состав сведений должен быть достаточным для выполнения операции с необходимым качеством.
Ведомости деталей (сборочных единиц) к типовому технологическому процессу содержат состав деталей или типоразмеров поверхностей, восстанавливаемых по данному процессу, и переменные данные, которые представляют таблицами.
Ведомость технологических документов определяет их состав. Ведомости оснастки и оборудования содержат их перечни, которые необходимы для выполнения технологического процесса.
Технологическую документацию разрабатывают в две стадии:
- для опытного (литера «РО») восстановления или ремонта изделий
- для серийного (литера «РА») восстановления или ремонта изделий
Технологическая документация и средства технологического оснащения, разработанные на заводе, проходят технологическую экспертизу и нормоконтроль на предмет обеспечения требований, установленных нормативными документами.
20.03.20 Правила оформления технологической карты ТОиР а.з.пр.
Самостоятельно изучить пояснение, дополнительные материал о разработке технологической карты текущего ремонта автомобиля и его элементов.
Используя знания, полученные в ходу изучения теоретического материала заполнить технологическую карту ремонта масляного насоса:
ТЕХНОЛОГИЧЕСКАЯ КАРТА ТЕХНИЧЕСКОГО РЕМОНТА
ТЕХНОЛОГИЧЕСКАЯ КАРТА РЕМОНТА МАСЛЯНОГО НАСОСА
Пункт технического осмотра
Общая трудоемкость _____чел.мин.
Приборы и инструменты
Просмотр содержимого документа
«20.03.20 Правила оформления технологической карты ТОиР а.з.пр.»
Тема: Правила оформления технологической карты.
Цель: Освоение новых знаний
Оборудование рабочего места: интернет комп. место
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ КАРТЫ ТЕКУЩЕГО РЕМОНТА АВТОМОБИЛЯ И ЕГО ЭЛЕМЕНТОВ
Технологическая документация представляет собой графические или текстовые документы, которые определяют технологические процессы технического обслуживания и ремонта автомобилей. Единая система технологической документации устанавливает следующую технологическую документацию: технологические карты, маршрутные карты, операционные карты, инструкции, операционные чертежи, ведомости заказа и нормы расхода запасных частей, материалов, инструментов, оснастки и принадлежностей, а также другие документы.
Одним из важным нормативно-технологическим документом при организации выполнения технического обслуживания автомобиля и его узлов является технологическая карта (ТК) текущего ремонта, которая состоит из нескольких переходов, приемов и представляет собой детальную разработку технологического процесса текущего ремонта элемента автомобиля.
В технологической карте указываются:
— наименование технологических переходов и приемов текущего ремонта в рациональной последовательности;
— место воздействия (сверху, снизу, в кабине или салоне автомобиля);
— количество точек воздействия по каждой операции;
— рекомендуемое оборудование, приборы и инструменты, их тип, модель или марка;
— технические условия и указания, которые необходимо строго соблюдать и выполнять;
— специальность и разряд исполнителей работ;
— норму трудоемкости на выполнение операции.
Исходным материалом при разработке ТК являются:
— сборочные и рабочие чертежи изделия;
— технические условия на сборку, регулировку, контроль и ис¬пытания;
— производственная программа (для выбора технологического
оборудования оптимальной производительности и стоимости);
— сведения о существующем оборудовании и инструменте;
— нормы времени (в случае их отсутствия устанавливаются хронометражом или берутся из документации аналогов);
— масса изделия (для выбора подъемно-транспортного оборудования).
Порядок разработки технологических карт:
— изучение конструкции изделия;
— составление плана проведения работ;
— определение последовательности приемов и переходов;
— установление нормы времени;
— выбор оборудования и инструмента;
— оформление технологической документации.
Для разработки плана технологических переходов в основном используют инструкции заводов-изготовителей по проведению технического обслуживания автомобилей. Дополнительную информацию можно получить из технической литературы и специальных журналов, а также из личных наблюдений за выполнением технического обслуживания автомобилей.
Оборудование, инструмент, приспособления и приборы для проведения текущего ремонта автомобилей назначают по справочной литературе.
Нормы времени на выполнение переходов и приемов определяют при помощи нормативной документации, а также посредством хронометража. Для автомобилей разработаны «Типовые пооперационные нормативы текущего ремонта». Для автомобилей, на которые нормативная документация не разработана, нормы времени на проведение отдельных операций текущего ремонта и ее переходов устанавливают путем хронометража и сравнения.
Технические условия изложены также в инструкциях заводов-изготовителей и в руководствах по организации работ определенных видов (диагностирование, техническое обслуживание, текущий ремонт, хранение и др.).
В графе 1 указывается номер перехода. Как правило, используется сквозная нумерация по всей карте.
В графе 2 кратко перечисляется наименование операции
В графе 3 указывается содержание переходов в технологической последовательности. Например: «Демонтировать колпачок вентиля шины».
В графе 4 указывается приборы и инструменты необходимые для выполнения перехода, операции.
В графе 5 указывается технические условия проведения операции. Например, при разборке, закреплении масляного насоса «зажать в тисках не повредив корпус»
В графе 6 указывается специальность и разряд исполнителя.
В графе 7 указывается трудоемкость обслуживания в человеко-минутах или человеко-часах. Данные можно взять из справочников или по результатам хронометража.
РЕМОНТ МАСЛЯНОГО НАСОСА
Снятие и установка насоса на автомобиле
1. Установите автомобиль на смотровую канаву или подъемник, отсоедините провода от аккумуляторной батареи.
2. Выверните пробку сливного отверстия из картера двигателя и слейте масло.
3. Отверните гайки крепления переходников с подушками передней подвески двигателя к поперечине и слегка приподнимите двигатель домкратом или талью, чтобы между поперечиной и картером образовался достаточный зазор.
4. Отверните болты крепления масляного картера и снимите его вместе с прокладкой.
5. Отверните два болта крепления масляного насоса к блоку цилиндров и снимите масляный насос вместе с маслоприемником и прокладкой корпуса масляного насоса.
Устанавливайте масляный насос на двигатель в обратном порядке.
Разборка и сборка
1. Закрепите масляный насос в тисках, зажимая его осторожно, чтобы не повредить корпус.
2. Отверните три болта и снимите приемный патрубок с прокладкой.
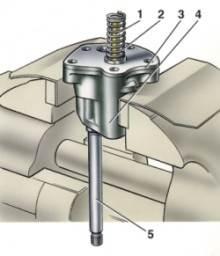
Рис. 2.83. Разборка масляного насоса: 1 – редукционный клапан; 2 – пружина; 3 – крышка; 4 – корпус; 5 – валик
3. Снимите крышку 3 (рис. 2.83) вместе с редукционным клапаном 1 и его пружиной 2 и выньте из корпуса 4 валик 5 насоса с ведущей шестерней и ведомую шестерню.
Собирайте насос в обратном порядке.
После сборки насоса при проворачивании ведущего валика рукой шестерни должны вращаться плавно, без заедания.
Проверка технического состояния деталей насоса
После разборки все детали насоса промойте керосином или бензином, продуйте струей сжатого воздуха, а затем осмотрите корпус и крышку насоса; при наличии трещин детали замените.

Рис. 2.84. Проверка радиального зазора в масляном насосе
Проверьте набором щупов зазоры между зубьями шестерен, а также между наружными диаметрами шестерен и стенками корпуса насоса (рис. 2.84). Зазоры должны быть соответственно 0,15 мм (предельно допустимый 0,25 мм) и 0,11–0,18 мм (предельно допустимый 0,25 мм). Если зазоры превышают допустимые значения, замените шестерни, а при необходимости и корпус насоса.
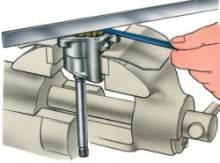
Рис. 2.85. Проверка выступания шестерни
за плоскость корпуса масляного насоса
Щупом и линейкой проверьте выступание шестерен за плоскость корпуса насоса (рис. 2.85). Оно должно быть 0,05–0,135 мм (минимально допустимое 0,02 мм). Если выступание меньше 0,02 мм, замените шестерни или корпус насоса в зависимости от того, какая деталь изношена.
Измерив детали, определите зазор между ведомой шестерней и ее осью, который должен быть 0,017–0,057 мм (предельно допустимый 0,1 мм), а также между валиком насоса и отверстием втулки корпуса, который должен быть 0,016–0,055 мм (предельно допустимый 0,15 мм). Если зазоры превышают допустимые значения, замените изношенные детали.
Проверка редукционного клапана
При ремонте масляного насоса обязательно проверьте редукционный клапан. Обратите внимание на поверхности клапана и корпуса, так как возможные загрязнения или отложения на сопрягаемых поверхностях могут привести к заеданию. На рабочей поверхности клапана не должно быть забоин и заусенцев, которые могут стать причиной уменьшения давления в системе.
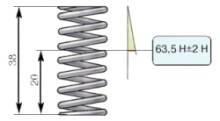
Рис. 2.86. Основные данные для проверки пружины редукционного клапана
Проверьте упругость пружины редукционного клапана, сравнивая полученные данные с приведенными на рис. 2.86.
Проверка валика и шестерен привода масляного насоса
На опорных поверхностях валика и торцовых поверхностях шестерен не должно быть вмятин и рисок.
На зубьях шестерен насоса и шестерни привода не допускаются выкрашивания, при их наличии замените валик или шестерни.
Проверка втулок валика привода масляного насоса
Проверьте внутренний диаметр втулок, запрессованных в блок цилиндров, который должен составлять: для передней втулки 48,084–48,104 мм; для задней втулки 22,000–22,020 мм. Предельно допустимый износ 0,15 мм. Также проверьте надежность их запрессовки в гнездах и совпадение смазочного отверстия в передней втулке с каналом в блоке цилиндров (если они не совпадают, значит, втулка проворачивается во время работы двигателя). Если обнаружен износ или признаки проворачивания втулок, замените их.
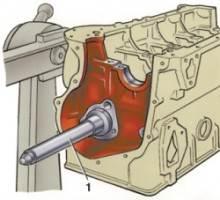
Рис. 2.87. Снятие и установка втулки валика привода масляного насоса: 1 – оправка
Для снятия и установки втулок пользуйтесь оправкой (рис. 2.87), соблюдая следующие требования:
– втулки должны быть плотно запрессованы в гнезда, при этом отверстие для масла в передней втулке должно совпадать с отверстием канала в блоке цилиндров;
– втулки после запрессовки должны быть окончательно обработаны и доведены по внутреннему диаметру. Чтобы обеспечить полную соосность втулок вала, для их доводки применяют ступенчатую развертку, которой одновременно обрабатывают обе втулки.
Проверка втулки шестерни привода масляного насоса
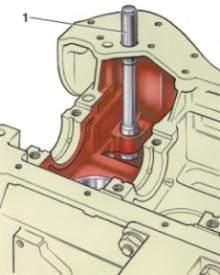
Рис. 2.88. Выпрессовка втулки шестерни привода масляного насоса и распределителя зажигания: 1 – оправка
Внутренняя поверхность втулки должна быть гладкой и без задиров, втулка должна быть надежно запрессована в отверстие блока, в противном случае втулку замените. Для выпрессовки и запрессовки втулки пользуйтесь оправкой (рис. 2.88). После запрессовки разверните отверстие втулки до 16,016–16,037 мм.
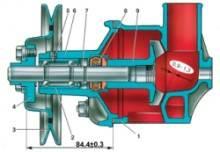
Рис. 2.89. Устройство водяного насоса: 1 – корпус; 2 – подшипник; 3 – шкив; 4 – ступица шкива; 5 – стопорный винт подшипника; 6 – крышка; 7 – валик; 8 – сальник; 9 – крыльчатка
1. Отсоедините корпус 1 (рис. 2.89) насоса от крышки 6.

Рис. 2.90. Снятие крыльчатки насоса: 1 – съемник А.40026; 2 – крыльчатка
2. Закрепите крышку в тисках через прокладки из мягкого металла и съемником 1 (рис. 2.90) снимите крыльчатку 2 с валика.

Рис. 2.91. Снятие ступицы шкива: 1 – крышка корпуса насоса; 2 – ступица шкива; 3 – съемник А.40005/1/5
3. Снимите съемником 3 (рис. 2.91) ступицу 2 шкива с валика.
4. Выверните стопорный винт 5 (см. рис. 2.89) и выпрессуйте подшипник 2 с валиком 7 насоса. Усилие выпрессовки прикладывайте к наружной обойме подшипника.
Если точно известно, что подшипник неисправен и будет заменен, для упрощения разборки можно выпрессовывать его, прикладывая усилие к валику.
5. Выпрессуйте сальник 8 из крышки 6.
Проверка технического состояния деталей насоса
Обязательно проверьте осевой зазор в подшипнике, особенно если отмечался повышенный шум насоса. Зазор не должен превышать 0,13 мм при нагрузке 49 Н (5 кгс). При большем зазоре замените подшипник в сборе с валиком.
Сальник насоса и прокладки между крышкой насоса и его корпусом, а также между насосом и блоком цилиндров при ремонте рекомендуется всегда заменять новыми. Для лучшего уплотнения прокладки перед установкой смажьте тонким слоем силиконового герметика.
Осмотрите корпус и крышку насоса, деформации или трещины не допускаются.
1. Запрессуйте оправкой сальник в крышку насоса, не допуская перекоса.
2. Запрессуйте подшипник с валиком в крышку так, чтобы гнездо для стопорного винта в наружной обойме подшипника совпало с резьбовым отверстием в крышке. При запрессовке усилие прикладывайте к наружному кольцу подшипника.
Нельзя запрессовывать подшипник с валиком, прикладывая усилие к валику. Это неизбежно приведет к повреждению подшипника.
3. Затяните стопорный винт подшипника и зачеканьте края резьбового отверстия, чтобы исключить самоотворачивание винта.
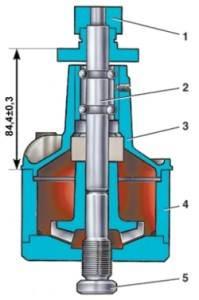
Рис. 2.92. Напрессовка крыльчатки на валик насоса приспособлением А.60430: 1 – опора; 2 – валик насоса; 3 – крышка корпуса насоса; 4 – стакан; 5 – установочный винт
4. Напрессуйте приспособлением, показанным на рис. 2.92, ступицу шкива на валик, выдержав размер между торцами ступицы и крышки (84,4±0,3) мм. Если ступица изготовлена из металлокерамики, нельзя повторно устанавливать ее на валик, так как посадка ступицы на валике после предыдущей разборки будет ослаблена. В этом случае напрессовывайте только новую ступицу.
5. Напрессуйте тем же приспособлением крыльчатку на валик. При этом обеспечьте между лопатками крыльчатки и корпусом насоса необходимый зазор 0,9–1,3 мм. Такой зазор получается, если при напрессовке выдержать размер 48–0,2 мм между задними кромками лопаток крыльчатки и привалочным фланцем крышки.
6. Соедините корпус насоса с крышкой, установив между ними прокладку, после чего обязательно проверьте через отверстие патрубка корпуса зазор между корпусом и крыльчаткой, а также отсутствие задевания крыльчатки за корпус, проворачивая валик насоса рукой.
Самостоятельно изучить пояснение, дополнительные материал о разработке технологической карты текущего ремонта автомобиля и его элементов.
Используя знания, полученные в ходу изучения теоретического материала заполнить технологическую карту ремонта масляного насоса:
ТЕХНОЛОГИЧЕСКАЯ КАРТА ТЕХНИЧЕСКОГО РЕМОНТА
ТЕХНОЛОГИЧЕСКАЯ КАРТА РЕМОНТА МАСЛЯНОГО НАСОСА







