- Большая Энциклопедия Нефти и Газа
- Сборка — грузовой автомобиль
- ГЛАВА 9. ОБЩАЯ СБОРКА, ИСПЫТАНИЕ И ВЫДАЧА АВТОМОБИЛЕЙ ИЗ РЕМОНТА
- Как ремонтировать автомобиль
- Организация сборки автомобилей
- Характерными для поточной сборки автомобиля являются следующие признаки:
- ТЕМА: «Общая сборка, испытание и выдача автомобилей
Большая Энциклопедия Нефти и Газа
Сборка — грузовой автомобиль
Сборка грузового автомобиля осуществляется в определенной последовательности и заключается в установке на базовую сборочную единицу ( раму) собранных агрегатов и узлов: переднего и заднего мостов, карданной передачи, рулевого управления, двигателя в сборе с коробкой передач, радиатора, кабины, колес и остальных узлов, механизмов и деталей. В процессе сборки выполняются необходимые регулировочные работы. [1]
Согласно проектной программе в цех сборки грузовых автомобилей должно поступать из других цехов и от предприятий-смежников 1 100 000 т грузов в год. Для создания нормативных заделов узлов и деталей в цехе предусматривалась организация базисных складов. [2]
Рассмотрим в укрупненном виде технологический процесс сборки грузового автомобиля ЗИЛ-130 . Сборка заключается в установке на раму автомобиля в определенной последовательности собранных, испытанных и окрашенных узлов и агрегатов. Раму располагают так, чтобы горизонтальные нижние полки продольных балок находились в верхнем положении. Устанавливают и закрепляют обоймы и дополнительные буферы передних и задних рессор, тягу соединения двигателя с рамой в сборе с чашками и буферами. [3]
Рассмотрим в укрупненном виде технологический процесс сборки грузового автомобиля ЗИЛ-130 . Сборка заключается в установке на раму автомобиля в определенной последовательности собранных, испытанных и окрашенных узлов и агрегатов. Раму располагают так, чтобы горизонтальные нижние полки продольных балок находились в верхнем положении. Устанавливают и закрепляют обоймы и дополнительные буфера передних и задних рессор, тягу соединения двигателя с рамой в сборе с чашками и буферами. [4]
На вновь сооружаемых и реконструируемых заводах при сборке грузовых автомобилей взамен ранее применявшихся эстакадных конвейеров устанавливают конвейеры тележечного типа со стойками. Верхняя часть стоек сконструирована так, что в начале сборки из них можно укладывать раму, а затем, после установки переднего и заднего мостов и переворачивания собранного шасси, устанавливать на эти же стойки мосты в рабочем положении. При этом специальное устройство позволяет собирать автомобили с разными межосевыми расстояниями. [5]
Изготовление отдельных унифицированных агрегатов, узлов и деталей распределено между обеими странами, а сборка грузовых автомобилей производится в каждой стране в отдельности. Такая же специализация на базе стандартизации и унификации осуществляется в области производства тракторов, легковых автомобилей, агрегатных станков, цементных печей и различного оборудования для химической, пищевой и других отраслей промышленности. [6]
Маш-ние ( сборка грузовых автомобилей , эл. ЭВМ и др.), легкая ( текст. [7]
В дальнейшем Московский автосборочный з-д им. КИМ производит сборку грузовых автомобилей ГАЗ-АА из частей, произведенных на автомобильном з-де им. Горьковский з-д Гудок Октября с 1932 г. прекратил свое существование как автосборочный з-д и был приспособлен для производства автобусных и специальных кузовов и полугрузовиков типа Пикап, став цехом Горьковского автозавода им. [8]
За оставшиеся до конца месяца шесть дней завод должен выпустить 30 грузовых и 96 легковых автомобилей. На заводе имеются два сборочных конвейера. При сборке грузовых автомобилей один день работы первого конвейера обходится в 4 000 руб, а второго конвейера-в 8 000 руб. При сборке легковых автомобилей один день работы первого конвейера обходится в 6000 руб., а второго — в 9 000 руб. Как спланировать работу конвейеров, чтобы затраты были минимальны. [9]
ГЛАВА 9. ОБЩАЯ СБОРКА, ИСПЫТАНИЕ И ВЫДАЧА АВТОМОБИЛЕЙ ИЗ РЕМОНТА
Организация сборки автомобилей
Общую сборку автомобилей производят либо на универсальных рабочих местах при небольшом объеме производства и многономенклатурной производственной программе, либо на потоке в случае специализированных предприятий со значительным объемом производства. Общая сборка на ремонтном предприятии должна производиться в той же последовательности и с той же тщательностью, как и сборка нового автомобиля.
Сборка на универсальных рабочих местах характеризуется неподвижностью собираемого автомобиля, к которому подаются все составные части. Такая организация сборки требует продолжительного времени и сборщиков высокой квалификации.
Поточная сборка осуществляется при принудительном передвижении собираемого автомобиля. Автомобиль перемещается конвейером, на котором производится процесс сборки. Движение конвейера (непрерывное или периодическое) принимается в зависимости от размера производственной программы, такта выпуска, сложности сборочных операций и других технологических факторов. Отрезок времени между выходом со сборки двух готовых автомобилей называется тактом сборки.
Характерными для поточной сборки являются следующие признаки:
за рабочим местом закреплена определенная сборочная операция;
собранный на предыдущем рабочем месте автомобиль передается на следующую операцию немедленно по окончании предыдущей;
на всех рабочих местах сборочной линии работа синхронизирована и производится по выбранному такту;
Процесс сборки начинается, как правило, с установки рамы автомобиля на подставки при сборке на универсальных рабочих местах или на подвижные тележки при поточной сборке. Затем на базовую сборочную единицу (раму) устанавливают в строгой технологической последовательности все основные узлы и агрегаты:
передний и задний мосты, карданную передачу, рулевое управление, двигатель в сборе с коробкой передач, радиатор, кабину, колеса и остальные узлы, механизмы и детали. В процессе сборки выполняются необходимые регулировочные работы.
При сборке необходимо обращать внимание на строгое центрирование агрегатов относительно друг друга, так как несоблюдение этого условия приводит к чрезмерному износу отдельных агрегатов и их преждевременному выходу из строя в процессе эксплуатации.
Механизация сборочных работ
Выбор средств механизации сборочных работ зависит от количества собираемых автомобилей, а также от требуемой точности сборки. Наибольшая производительность и точность соединения деталей достигаются с помощью различных механизированных инструментов и приспособлений. По принципу действия механизированный инструмент с электрическим, пневматическим и гидравлическим приводом делится на следующие группы:
ударного действия — клепальные молотки, шиберы, кернеры;
вращательного действия — дрели, шлифовальные машины, гайковерты, отвертки.
Приспособления, применяемые при сборке, подразделяются на следующие виды:
для установки и соединения деталей — подставки с призмами для установки деталей на валы, поворотные столы для монтажа деталей и др.;
для напрессовки на валы зубчатых колес, шкивов, подшипников и т.д.;
контрольные приспособления и стенды для проверки качества сборки и определения действительных эксплуатационных характеристик сборочного узла или автомобиля.
В качестве подъемно-транспортных средств для обеспечения сборочного процесса используются электрические и гидравлические подъемники, мостовые краны, однобалочные мостовые краны (кран-балки), поворотные консольные краны, однорельсовые подвесные пути (монорельсы), оборудованные электрическими талями. Транспортировка деталей и узлов осуществляется с помощью электрокаров, электропогрузчиков, рельсовых и безрельсовых тележек, пластинчатых конвейеров (рольгангов), подвесных конвейеров. Для общей сборки автомобилей обычно используются грузоведушие конвейеры (рис. 9.1).
Рабочие места сборщиков располагают в порядке последовательности операций технологического процесса сборки. При выполнении сборочных работ должны соблюдаться правила техники безопасности.
Сборка должна производиться на специальных стендах или приспособлениях, обеспечивающих устойчивое положение собираемого изделия или сборочной единицы. Инструмент, используемый для сборочных работ, должен находиться в исправном состоянии и соответствовать своему назначению.
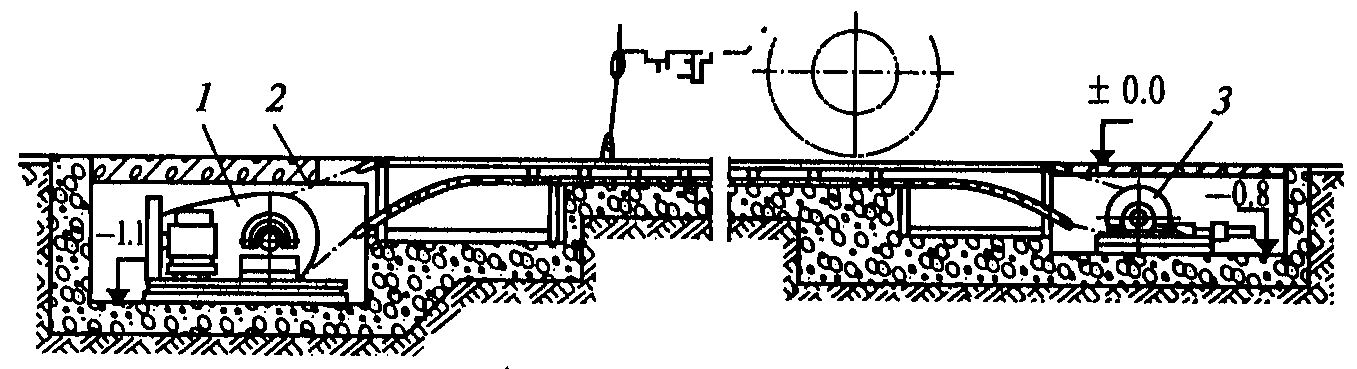
Рис. 9.1. Грузоведущий конвейер: 1 — приводная станция; 2 — тяговая цепь; 3 — натяжная станция
Электрические и пневматические инструменты перед началом работы необходимо опробовать вхолостую для проверки их исправности. Электрические провода и шланги пневмоинструмента не должны быть натянуты.
Как ремонтировать автомобиль
Организация сборки автомобилей
Организация сборки автомобилей. Общую сборку автомобилей производят либо на универсальных рабочих местах при небольшом объеме производства и многономенклатурной производственной программе, либо на потоке в случае специализированных предприятий со значительным объемом производства. Общая сборка на ремонтном предприятии должна производиться в той же последовательности и с той же тщательностью, как и сборка нового автомобиля.
Сборка на универсальных рабочих местах характеризуется неподвижностью собираемого автомобиля, к которому подаются все составные части. Такая организация сборки требует продолжительного времени и сборщиков высокой квалификации.
Поточная сборка осуществляется при принудительном передвижении собираемого автомобиля. Автомобиль перемещается конвейером, на котором производится процесс сборки. Движение конвейера (непрерывное или периодическое) принимается в зависимости от размера производственной программы, такта выпуска, сложности сборочных операций и других технологических факторов. Отрезок времени между выходом со сборки двух готовых автомобилей называется тактом сборки.
Характерными для поточной сборки автомобиля являются следующие признаки:
за рабочим местом закреплена определенная сборочная операция;
собранный на предыдущем рабочем месте автомобиль передается на следующую операцию немедленно по окончании предыдущей;
на всех рабочих местах сборочной линии работа синхронизирована и производится по выбранному такту;
Процесс сборки автомобиля начинается, как правило, с установки рамы автомобиля на подставки при сборке на универсальных рабочих местах или на подвижные тележки при поточной сборке. Затем на базовую сборочную единицу (раму) устанавливают в строгой технологической последовательности все основные узлы и агрегаты: передний и задний мосты, карданную передачу, рулевое управление, двигатель в сборе с коробкой передач, радиатор, кабину, колеса и остальные узлы, механизмы и детали. В процессе сборки выполняются необходимые регулировочные работы.
При сборке необходимо обращать внимание на строгое центрирование агрегатов относительно друг друга, так как несоблюдение этого условия приводит к чрезмерному износу отдельных агрегатов и их преждевременному выходу из строя в процессе эксплуатации.
ТЕМА: «Общая сборка, испытание и выдача автомобилей




![]()
![]()
из ремонта»
1. Организация сборки автомобилей.
2. Механизация сборочных работ.
3. Испытание и выдача автомобилей из ремонта.
1. В зависимости от типа производства, трудоемкости процесса сборки и характерных особенностей автомобиля различают две организационные формы сборки – поточную и непоточную.
Непоточная сборка характеризуется выполнением сборочных (работ) операций на постоянном рабочем месте, к которому подаются все детали и узлы собираемого автомобиля, может выполняться по принципу концентрации и дифференциации операций. При концентрации сборочных операций автомобиль собирается на одном рабочем месте, необходимо иметь сборщиков высокой квалификации и сборка требует продолжительного времени.
При дифференциации операций сборка выполняется параллельно на нескольких рабочих местах.
Поточная сборка осуществляется при принудительном передвижении собираемого автомобиля. Автомобиль перемещается конвейером, на котором производится процесс сборки.
Движение конвейера (непрерывное или периодическое) принимается в зависимости от размера производственной программы, сложности сборочных операций и др. технологических факторов.
Отрезок времени между выходом со сборки двух готовых автомобилей называется тактом сборки.
Поточная сборка обеспечивает высокую производительность и является наиболее совершенной организационной формой сборки автомобилей. Характерными для поточной сборки являются следующие признаки:
· за рабочим местом закреплена определенная сборочная операция;
· собранный на предыдущем рабочем месте автомобиль передается на следующую операцию немедленно по окончании предыдущей;
· на всех рабочих местах сборочной линии работа синхронизирована и производится по выбранному такту;
Сборка грузового автомобиля заключается в установке на базовую сборочную единицу (раму) собранных агрегатов и узлов:
· передних и задних мостов;
· двигателя в сборе с КП;
· колес и остальных узлов и механизмов.
В процессе сборки выполняются необходимые регулировочные работы.
2. При сборке автомобилей для облегчения труда и повышения производительности применяют различные средства механизации сборочных работ.
Выбор этих средств зависит от количества собираемых автомобилей, а также от требуемой точности размерных и кинематических цепей автомобиля.
Наибольшая производительность и точность соединения деталей достигается с помощью различных механизированных инструментов и приспособлений. По принципу действия механизированный инструмент с электрическим, пневматическим и гидравлическим приводом делится на следующие группы:
· ударного действия – клепальные молотки, шаберы, кернеры;
· вращательного действия – дрели, шлифмашины, гайковерты, отвертки.
Приспособления, применяемые при сборке, подразделяются на следующие виды:
· для установки и соединения деталей – подставки с призмами для сборки деталей на валу, поворотные столы для монтажа деталей и др.;
· для напрессовки зубчатых колес, шкивов, подшипников и т.д.;
· контрольные приспособления и стенды для проверки качества сборки и определения действительных эксплуатационных характеристик сборочного узла или автомобиля.
В качестве подъемно-транспортных средств для обеспечения сборочного процесса используются мостовые краны, электрические и гидроподъемники. Транспортировка деталей и узлов осуществляется с помощью электрокаров и рольгангов. Для общей сборки автомобилей используются конвейеры модели П-501, П-502 и др.
Выбор средств механизации и автоматизации технологического процесса сборки автомобилей необходимо производить с учетом рекомендаций.
Рабочие места сборщиков располагают у рольгангов и др. транспортных средств в порядке последовательности операций технологического процесса сборки.

· сборка должна производиться на специальных стендах или приспособлениях, обеспечивающих устойчивое положение собираемого изделия и сборочной единицы;
· инструмент должен находиться в исправном состоянии и соответствовать своему назначению;
· электрические и пневматические инструменты перед началом работы необходимо опробовать вхолостую для проверки их исправности;
· электрические провода и шланги пневмоинструмента не должны быть натянуты;
· пользоваться неисправным оборудованием и инструментом запрещается;
· при работе с незнакомым оборудованием и инструментом сборщик обязан изучить инструкцию по его использованию и получить дополнительные указания у мастера участка или цеха.
3. После сборки автомобиль поступает на пост контроля и испытания, где проверяются комплектность, качество сборочных, регулировочных и крепежных работ, проверка работы и технического состояния всех агрегатов, механизмов и приборов, дополнительные регулировки, а также выявляются соответствие технических показателей требуемым ТУ.
Испытания проводят на стенде с беговыми барабанами. Стенд позволяет проверить работу двигателя, агрегатов трансмиссии и ходовой части, а также оценить основные эксплуатационно-технические качества автомобиля (мощность двигателя, тяговое усилие на ведущих колесах, расход топлива на различных скоростных и нагрузочных режимах, путь и время разгона до заданной скорости, потери мощности на трение в агрегатах и ходовой части, наибольший тормозной путь с определенной скоростью и одновременность и интенсивность действия тормозных механизмов), проверить и отрегулировать установку углов управляемых колес.
Все выявленные при испытании неисправности необходимо устранить.
В дополнение к стендовым испытаниям каждый автомобиль после КР должен пройти испытание пробегом на определенное расстояние с заданной нагрузкой и со скоростью, не превышающей установленной величины для проверки на управляемость, а также для дополнительного определения соответствия технического состояния автомобиля требуемым технологическим нормам на различных режимах работы и в различных дорожных условиях.
После испытания пробегом автомобиль тщательно осматривают. Все выявленные пробегом и осмотром дефекты устраняют, затем автомобиль поступает на окончательную окраску и на склад готовой продукции.
На каждый выпускаемый из ремонта автомобиль АРП выдает заказчику паспорт этого автомобиля, в котором фиксирует комплектность, техническое состояние и соответствие отремонтированного автомобиля ТУ на его КР. ТУ устанавливают гарантированную исправную работу автомобиля в течение определенного времени и до определенного пробега за этот период.
В течение гарантийного срока все обнаруженные заказчиком неисправности по вине АРП должны быть устранены безвозмездно в течение 3 суток со дня предъявления рекламации.
Гарантийный срок эксплуатации автомобиля – 12 мес. со дня выдачи из ремонта при пробегах (I категории эксплуатации): не более 20000 км. – автобусами;
не более 16000 км. – прочими всех видов и назначения.
Гарантийный срок хранения отремонтированных товарных составных частей автомобилей – 12 мес. с момента выдачи из ремонта при условии соблюдения правил консервации и хранения.
При выпуске из КР прилагаются следующие документы:
· паспорт автомобиля, сдававшегося в ремонт с отметкой АРП о произведенном ремонте, с указанием даты выпуска из ремонта, новых номеров шасси и двигателя, а также основного цвета окраски;
· инструкция по эксплуатации с указанием особенностей эксплуатации отремонтированных автомобилей в обкаточный и гарантийный периоды, а также периодов и организации устранения дефектов в гарантийный период.
· инструкция по эксплуатации с указанием особенностей установки и эксплуатации двигателя в обкаточный и гарантийный периоды.
Выпуск из КР автомобилей, их составных частей и деталей (комплектов деталей) оформляется соответствующим приемо-сдаточным актом.







