19. Станок токарный, фрезерный для механической обработки узлов и деталей электродвигателя.
20. Сварочное оборудование.
21. Подъемно транспортное оборудование.
5-7. Организационно-технические мероприятия при выводе на капитальный ремонт высоковольтного двигателя. Демонтаж – ремонт – монтаж — наладка.
До начала работ по капитальному и среднему ремонтам оборудования составляются ведомости объема работ и смета, календарный график и проект организации ремонтных работ, необходимая ремонтная документация. В этот же период проводятся экспресс-испытания оборудования для получения данных, необходимых для анализа работы, и определения состояния отдельных элементов оборудования. Если в период проведения ремонта предусматривается реконструкция или модернизация оборудования, то до начала работ составляется и утверждается техническая документация на эти работы. До начала работ выполняются мероприятия по организации связи, принимаются противопожарные меры, комплектуются и инструктируются ремонтные бригады всех участвующих в ремонте; и испытаниях служб. Ремонт блоков и отдельных деталей оборудования и сооружений проводится в мастерских энергопредприятий или на ремонтных площадках в производственных помещениях. Сетевой график ремонта электрооборудования может быть общим и локальным.
Как проводится капитальный ремонт электродвигателей.
Этот вид ремонта применяется для двигателей, находящихся в эксплуатации. Капитальный ремонт проводится для восстановления работоспособности и полного восстановления ресурса электрической машины с восстановлением или заменой всех изношенных или поврежденных узлов и заменой обмоток. Ремонт машины бывает и нецелесообразен, если имеются значительные повреждения механических узлов, которые невозможно устранить силами нашего предприятия.
Типовой объем капитального ремонта включает в себя: операции текущего ремонта; проверку воздушного зазора между статором и ротором (если конструкция машины позволяет это осуществить); проверку осевого разбега ротора и зазоров между шейкой вала и вкладышем подшипника скольжения (при необходимости проводится перезаливка вкладыша); полную разборку машины и мойку всех механических узлов и деталей, продувку и чистку коллектора, контактных колец, щеточного механизма и неповрежденных изоляционных деталей, дефектацию узлов и деталей; ремонт корпуса, подшипниковых щитов, магнитопроводов (заварка трещин, восстановление резьбовых отверстий, восстановление посадочных мест в корпусе и щитах, удаление замыканий между отдельными листами сердечников статора и ротора, устранение распушения листов, восстановление прессовки, ремонт выгоревших участков с установлением протезов); ремонт вала (исправление торцовых отверстий, устранение прогиба, восстановление посадочных отверстий и шпоночных канавок); извлечение старых обмоток, изготовление и укладка новых обмоток из круглого провода, ремонт или изготовление новых обмоток из прямоугольного провода и их укладка, сборка и пайка (сварка) электрических схем, пропитка и сушка обмоток, нанесение на лобовые части покровных эмалей; сборка и отделка машины, проведение приемосдаточных испытаний.
При капитальном ремонте электродвигателей производят замену подшипников качения, выработавших свой ресурс (вне зависимости от их состояния). Решение об использовании подшипников, не выработавших свой ресурс, принимается после их дефектации. При этом следует помнить, что ущерб от возможного отказа подшипника и связанного с этим отказа (остановки) двигателя существенно больше стоимости самого подшипника. Обмотки из круглого провода и низковольтные обмотки из прямоугольного провода при ремонте, как правило, повторно не используют, поскольку извлечь такой провод без повреждения практически невозможно. После извлечения они передаются на переплавку. Высоковольтные обмотки из прямоугольного провода могут использоваться повторно после замены витковой и корпусной изоляции.
Дата добавления: 2015-04-20 ; просмотров: 37 | Нарушение авторских прав
Ремонт электрических машин
Содержание материала
При текущем ремонте электрических машин выполняют следующие работы: проверку степени нагрева корпуса и подшипников, равномерности воздушного зазора между статором и ротором, отсутствия ненормальных шумов в работе электродвигателя; чистку и обдувку электродвигателя без его разборки, подтяжку контактных соединений у клеммных щитков и присоединении проводов, зачистку колец и коллекторов, регулирование и крепление траверсы щеткодержателя, восстановление изоляции у выводных концов, смену электрощеток; смену и долив масла в подшипники. При необходимости производят: полную разборку электродвигателя с устранением повреждений отдельных мест обмотки без ее замены; промывку узлов и деталей электродвигателя; замену неисправных пазовых клиньев и изоляционных втулок, мойку, пропитку и сушку обмотки электродвигателя, покрытие обмотки покрывным лаком, проверку крепления вентилятора и его ремонт, проточку шеек вала ротора и ремонт беличьей клетки (в для подшипников с принудительной смазкой (0,05 + 0,08) Дш, где Дш — диаметр шейки вала.
Для создания более благоприятных условий образования масляного клина рекомендуют у разъемных подшипников делать боковые зазоры В = а. В этом случае подшипники растачивают на диаметр Д + 2а с применением прокладок толщиной а.
Допустимая разница воздушных зазоров электрических машин не должна превышать значений, указанных в заводских инструкциях, а если таких данных нет, то зазоры должны отличаться на величину не больше, чем указано ниже для машин: асинхронных — на 10 %; синхронных тихоходных — на 10 %; синхронных быстроходных — на 5 %; постоянного тока с петлевой обмоткой и зазором под главными полюсами более 3 мм — 5 %; постоянного тока с волновой обмоткой и зазором под главными полюсами более 3 мм — на 10 %; а также якорем и дополнительными полюсами — на 5 %. Разбег — осевая игра вала машины в подшипниках скольжения в одну сторону от центрального положения ротора не должен превышать 0,5 мм для машин напряжением до 10 кВт, 0,75 мм — для машин 10—20 кВт, 1,0 мм — для машин 30—70 кВт, 1,5 мм — для машин 70—100 кВт. Суммарный двусторонний разбег вала не должен превышать 2—3 мм. Зазоры в подшипниках качения
Внутренний диаметр подшипника, мм
Осевая игра в однорядных шарикоподшипниках, мм» для серии
Радиальный зазор, мм
в новых однорядных шарикоподшипниках
в новых роликоподшипниках
наибольший допустимый при износе подшипников
В контрольно-дефектационные операции после разборки электромашин входят: внешний осмотр и обмер всех изнашиваемых поверхностей деталей; окончательное заключение о состоянии деталей в результате осмотра, проверок и испытаний. Результаты дефектации записывают в ремонтную карту, на основании которой технолог или мастер заполняет операционную карту и назначает вид ремонта. Дефектные детали и узлы ремонтируют способами, указанными ниже.
Технология ремонта узлов и деталей электрических машин. Конструкция коллектора.
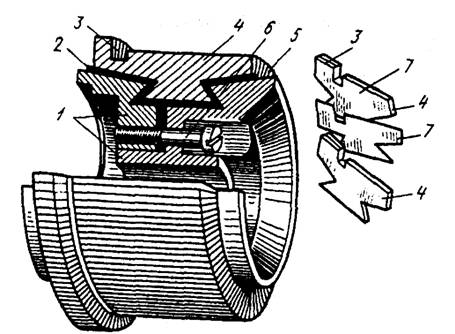
Дня большинства электрических машин применяют конструкцию коллектора, показанную на рис. 6. Коллектор машины должен быть очищен от грязи и смазки. Изоляция коллектора должна быть продорожена, с граней коллекторных пластин сняты фаски. Коллектор, имеющий неровности до 0,2 мм, должен быть отполирован, 0,2—0,5 мм — прошлифован, более 0,5 мм — проточен. Биение коллектора у машин (проверенное по индикатору) не должно превышать 0,02 мм для коллекторов диаметром до 250 мм и 0,03—0,04 мм для коллекторов диаметром 300-600 мм.
Ремонт коллекторов.
Сведения о возможных неисправностях, причинах их возникновения и способах ремонта коллекторов приведены в табл. Рис. 6. Устройство коллектора: 1 — стальной корпус; изоляция; 3 — петушки; 4 — пластина коллекторная; 5— шайба конусная натяжная; 6— винт стопорный; 7— прокладка миканитовая Рис. 7. Формовка коллектора на токарном станке
Неисправность коллектора
Неисправность
Искрение. Круговой огонь
Биение. Выступание пластин
Плохая сборка. Некачественный миканит
Выступание изоляции между пластинами
Износ пластин. Ослабление коллектора
Продороживание. Подтягивание. Обточка
Выступание пластин на краю коллектора
Предельная обточка. Слишком тонкие пластины
Замена комплекта пластин и межламельной изоляции
Обломана часть петушков (в шлице)
Неосторожная выбивка концов обмотки из шлица
Разборка. Ремонт или за мена пластин
Замыкание между пластинами
Заусенцы на поверхности. Прогар миканитной изоляции из-за попадания масла и медно-угольной пыли
Осмотр. Расчистка. Глубокая прочистка между пластинами. Промывание спиртом. Замазывание пастой
Замыкание внутри кол лектора
Замыкание на корпус
Пробой, прогар изоляционных конусов
Разборка, ремонт или за мена коллектора с формовкой на станке (рис. 7)
Ремонт контактных колец.
Комплект контактных колец показан на рис. 8. Незначительные повреждения поверхности контактных колец (подгары, биение, неравномерная выработка) устраняют зачисткой и полировкой без демонтажа колец. При больших повреждениях поверхностей кольца снимают и протачивают с уменьшением их толщины не более чем на 20 %. Пробой изоляции на корпус, а также предельный износ колец вызывают необходимость их замены. Замены целесообразно производить только в крупных ЭРЦ, где на каждый вид контактных колец составляют типовой технологический процесс разборки, изготовления, сборки и испытания с обеспечением соответствующими приспособлениями и оборудованием.
Ремонт сердечников.
Сердечники (активная сталь) одновременно служат магнитопроводом и остовом для размещения и укрепления обмотки. При ремонте и замене обмотки необходимо проверить сердечники и устранить обнаруженные дефекты. Основные неисправности сердечников статора и ротора, их причины, а также способы устранения приведены в табл. Неисправности сердечников статора и ротора
Неисправность
Выпадение вентиляционных распорок Ослабление стяжных болтов Отлом и выпадение отдельных зубцов
Ремонт распорок Подтянуть болты Забить и укрепить клинья
Распушение зуб цов
Слабые крайние листы или нажимные шайбы
Подпрессовка. Усилие крайних листов
Заусенцы. Зашлифованные места. Механические повреждения поверхности сердечников
Порча изоляции стяжных болтов
Пробой изоляции обмотки на сталь
Неправильная сборка или монтаж машины. Механические повреждения
Рис. 8. Кольца контактные в сборе: 1 — втулка; 2 — электрокартон; 3 — кольцо контактное; 4 — изоляция шпилек; 5 — шпильки контактные (выводы от колец)
Условия для безыскровой коммутации.
Если плотность тока, приходящаяся на единицу поверхности соприкосновения щетки с коллектором в каком-либо месте становится слишком большой, щетки искрят. Искрение разрушает щетки и поверхность коллектора. Надежный контакт между щеткой и коллектором обеспечивает гладкая зеркальная поверхность коллектора (без выступов, вмятин, подгаров, без эксцентриситета или биения). Механизм подъема щеток должен быть исправным. На одной машине нельзя применять щетки разных марок. Они должны быть установлены строго на нейтрали. Расстояние между щетками по окружности коллектора должны быть равными. Отклонения в расстояниях между сбегающими концами щеток не должны превышать 1,5 % для машин мощностью до 100 кВт. От обоймы до поверхности коллектора расстояние должно быть 2—4 мм. При наклонном расположении щеток острый угол щетки должен быть набегающим. Допустимые отклонения обойм щеткодержателя от номинального размера в осевом направлении — 0—0,15 мм; в тангенциальном направлении, при ширине щеток менее 16 мм —0—0,12 мм; при ширине щеток более 16 мм — 0—0,14 мм. Допустимые отклонения размеров щеток от номинальных размеров обоймы щеткодержателя могут быть только со знаком минус. Величины допустимых отклонений: в осевом направлении от — 0,2 до — 0,35 мм; в тангенциальном направлении (при ширине щеток до 16 мм) от — 0,08 до — 0,18 мм; в тангенциальном направлении (при ширине щеток более 15 мм) от — 0,17 до — 0,21 мм. Рис. 9. Формы валов электромашины: а — машин постоянного тока; б, в — асинхронных двигателей
Зазор щеток в обойме не должен превышать в осевом направлении — 0,2 -г- 0,5 мм; в тангенциальном направлении (при ширине щеток до 16 мм) 0,06 * 0,3 мм; в тангенциальном направлении (при ширине щеток более 16 мм) 0,07 + — 0,35 мм. Рабочая (контактная) поверхность щеток должна быть отшлифована до зеркального блеска. Удельное нажатие различных марок щеток должно находиться в пределах 0,15—4 МН/м 2 и приниматься по каталогам. Отклонение в величине удельного нажатия между отдельными щетками одного стержня допускается на ± 10 %. Для двигателей, подвергающихся толчкам и сотрясениям (крановые и др.), удельное нажатие допускается повышать на 50—75
Оборудование применяемое при ремонте электрических машин
Камера обдува статоров РИФЖ 443171.001
Камера обдува статоров РИФЖ 443171.001
Камера обдува оборудования, статоров предназначена для сдува пыли с электродвигателей с последующей очисткой воздуха, используемого по замкнутому циклу. Производитель оборудования ОАО “Севкавэлектроремонт”.
Подлежащие обдуву статоры или другое оборудование, подаются в рабочую зону камеры на тележке с поворотным столом вращением рукоятки ручного привода. После закрытия створок камеры оператор включает фильтровентиляционный агрегат и, просунув руки в перчатки, обдувает статор со всех сторон обдувочным пистолетом. По окончании работы оператор открывает створки камеры и выдвигает тележку с обработанным статором.
Камера обдува статоров электродвигателей (оборудования) состоит из камеры каркасного типа со смотровым окном и отверстиями для рук оператора с закреплёнными перчатками, приставного стола с направляющими, тележки с поворотным столом, механизма перемещения тележки с ручным приводом, переходника-воздуховода, верхнего воздуховода, стойки верхнего воздуховода. На проёме камеры расположены створки с механизмом синхронного открывания. Очистка и рециркуляция воздуха в камере осуществляется фильтровентиляционным агрегатом. Камера оборудована осветительными приборами и укомплектована обдувочным пистолетом со шлангом. Справа от оператора расположен шкаф управления.
Станок для удаления всыпной обмотки статора РИФЖ 483121.006
Станок для удаления всыпной обмотки статора РИФЖ 483121.006
Станок для удаления всыпной обмотки статора РИФЖ 483121.006 предназначен для удаления после обрезки и обжига всыпных обмоток из статоров электродвигателей мощностью до 100 кВт. Обмоточный провод собирается и удаляется из станка в технологической таре.
Станок для удаления всыпной обмотки статора состоит из станины, лебёдки, крюка, упора, прижима, педалей управления. контейнера для сбора мусора, ящиков слесарных. Оборудование производства ОАО “СКЭР”.
Шкаф управления станком для удаления всыпной обмотки предназначен для непрерывной круглосуточной работы в качестве устройства управления. Управление работой станка производится по сигналам от педалей, расположенных на полу, рядом со станиной станка.
Устройства коммутации, размещенные в шкафу, обеспечивают защиту от перегрузок и токов короткого замыканий.
Балансировочный станок для роторов и якорей МБ-300 РИФЖ 041863.009
Балансировочный станок для роторов и якорей МБ-300 РИФЖ 041863.009
Балансировочный станок для роторов и якорей электродвигателей МБ-300 зарезонансного типа предназначен для динамической балансировки в одной или двух плоскостях коррекции межопорных или двух консольных роторов. Масса балансируемых роторов электродвигателей на станке от 10 до 300 кг. Максимальный диаметр ротора до 900 мм. В качестве измерительной системы станка используется комплекс “Вибролаб”. Балансировочное оборудование производства ОАО “Севкавэлектроремонт”.
Станок для обрезки всыпных обмоток статоров РИФЖ 041618.005
Станок для обрезки всыпных обмоток статоров РИФЖ 041618.005
Станок для обрезки всыпной обмотки статоров РИФЖ 041618.005 позволяет производить обрезку секций нижней торцевой части всыпной обмотки статоров асинхронных электрических машин. Статор устанавливается на поворотный стол и закрепляется, после чего производится обрезка всыпной обмотки. Скорость вращения стола, а так же направление задается оператором станка.
Обрабатываемый статор устанавливается на поворотный стол станка и центрируется визуально, при помощи рисок на столе. После центрирования статор фиксируют посредством сменных прихватов и закрывают ограждение. При помощи кнопок подъёма/опускания консоли фрезы инструмент вводится во внутреннюю полость статора на уровень 3-5 мм выше плоскости железа статора. Нажатие соответствующей педали приводит во вращение стол с установленным статором.
Включённый привод вращения фрезы обеспечивает обрезку витков всыпной обмотки статора при подаче поворотной консоли на необходимую глубину резания. По окончанию операции обрезки отключается привод вращения фрезы, консоль привода устанавливается по центру статора, включается привод механизма подъёма и фреза выводится из полости статора, останавливается подъём и консоль отводится в сторону.
Станок для обрезки всыпной обмотки статора состоит из следующих основных узлов:
Рамы основания;
Поворотного стола;
Консоли фрезы;
Механизма перемещения траверсы;
Пульта управления траверсой и скоростью вращения стола;