- Восстановление деталей машин наплавкой. Виды наплавки и область применения. Дефекты и методы борьбы с ними
- Наплавка дефектов деталей и узлов машин, механизмов конструкций и отливок под механическую обработку и пробное давление
- Назначение, сущность и область применения наплавочных работ. Изучение процесса нанесения расплавленного металла на поверхность детали, нагретой до температуры плавления. Наплавка дефектов деталей машин, механизмов конструкций для механической обработки.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
- «Методические рекомендации по выполнению лабораторно – пратических работ поПМ 03 НАПЛАВКА ДЕФЕКТОВ ДЕТАЛЕЙ И УЗЛОВ МАШИН, МЕХАНИЗМОВ КОНСТРУКЦИЙ И ОТЛИВОК ПОД МЕХАНИЧЕСКУЮ ОБРАБОТКУ И ПРОБНОЕ . »
- СОГЛАСОВАНО
- РАССМОТРЕНО
- ОСНОВНЫЕ СВЕДЕНИЯ:
Восстановление деталей машин наплавкой. Виды наплавки и область применения. Дефекты и методы борьбы с ними




![]()
![]()
Наплавка это процесс нанесения на поверхность детали слоя металла. В ремонтном производстве ее применяют для создания на наружных и внутренних поверхностях изношенных деталей припуска под дальнейшую обработку с целью восстановления их исходных формы и размеров. Наплавкой восстанавливается до 75 % всех изношенных деталей машин и механизмов.
Разновидности и назначение способов наплавки
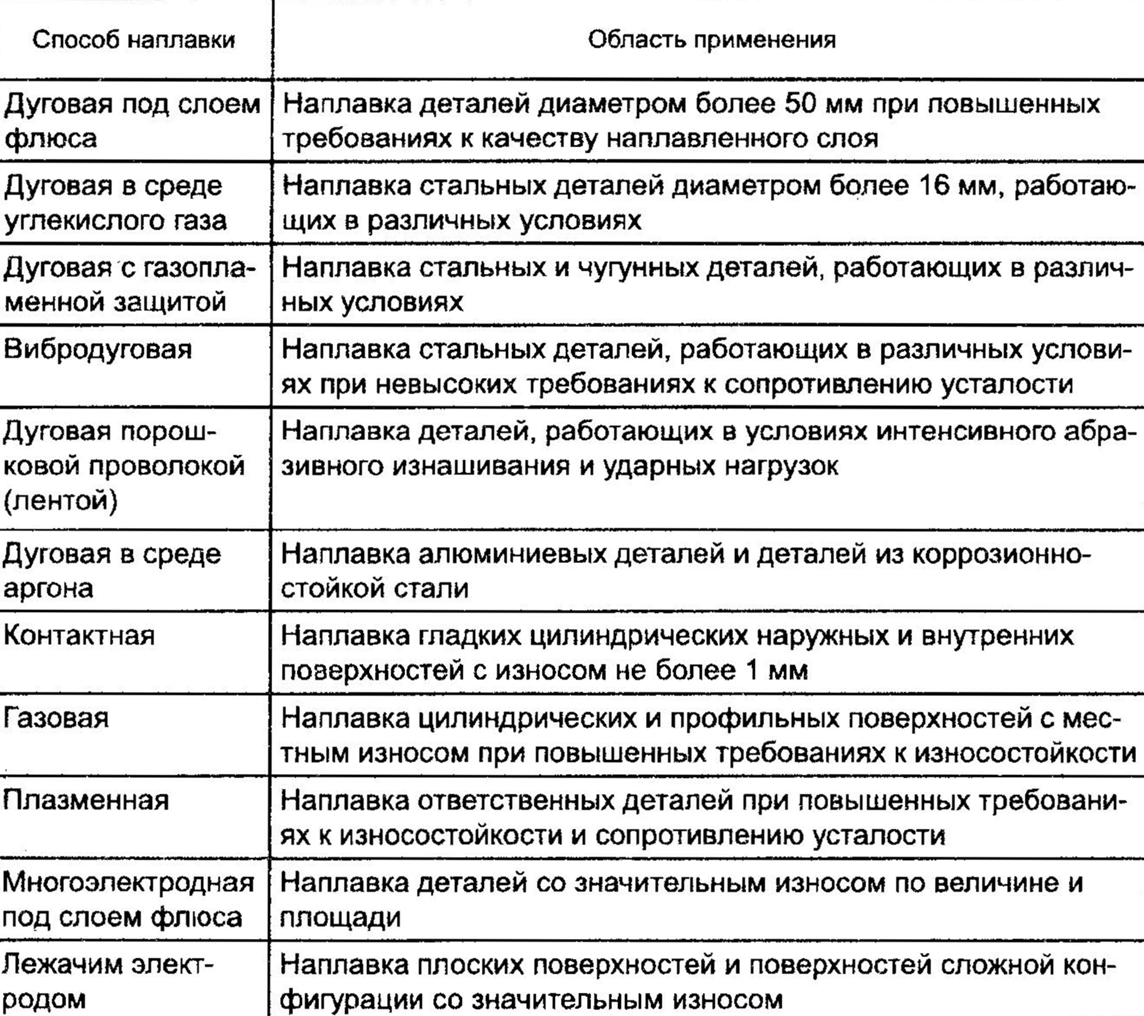
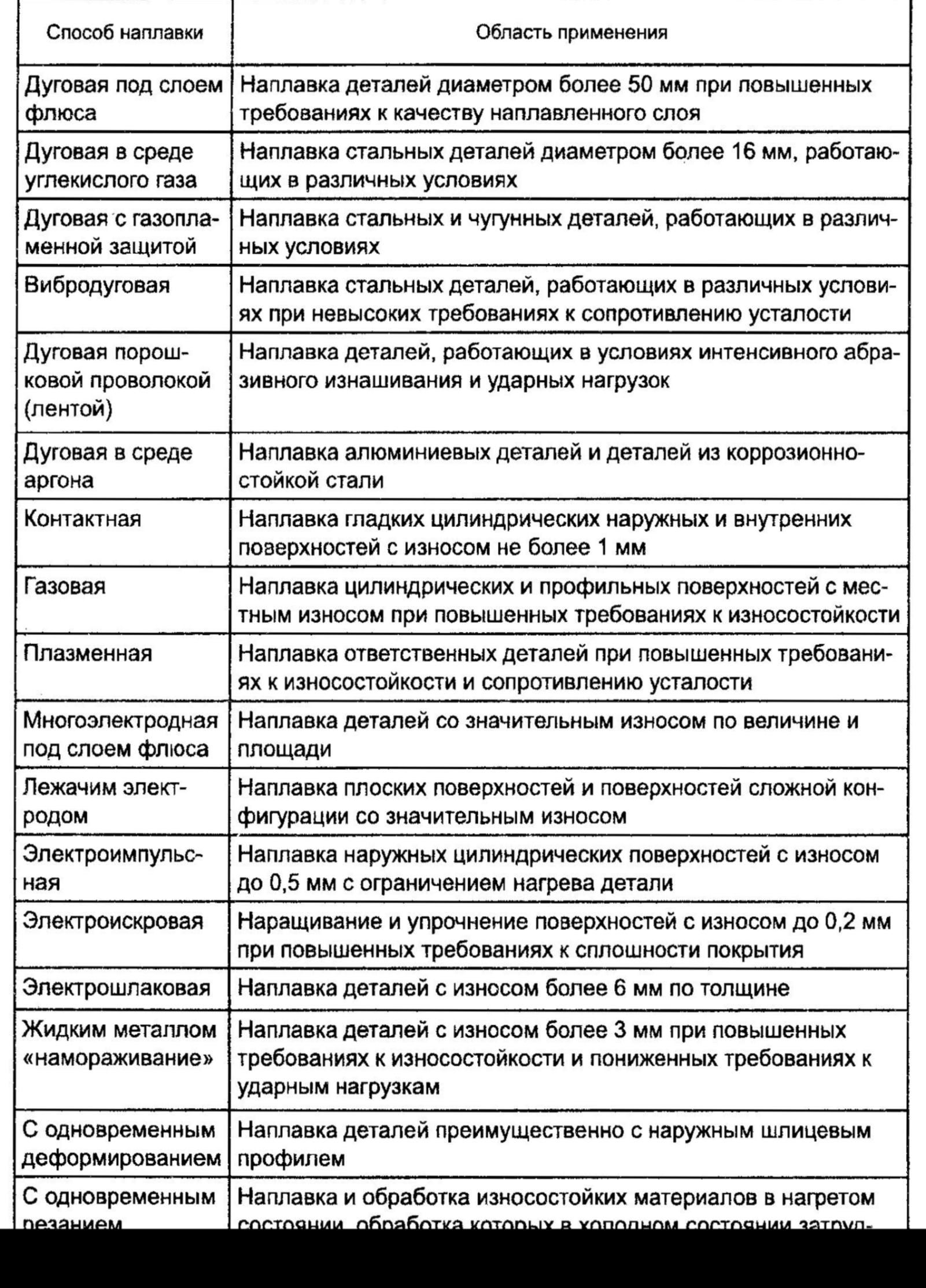

По степени механизации процесса различают ручную и механизированную наплавку.
Ручная дуговая наплавка — самый простой и наиболее распространенный в ремонтном производстве способ. Ее выполняют короткой дугой на минимальном сварочном токе.
Из механизированных методов при ремонте чаще применяются полуавтоматическая и автоматическая наплавка под слоем флюса, в среде защитных газов, вибродуговая наплавка, которые одновременно обеспечивают повышение производительности и качества наплавочных работ
Электрошлаковая наплавка, которая осуществляется за счет прохождения электрического тока через расплавленный шлак, применяется при большом объеме наплавочных работ и толщине наплавляемого слоя более 5 мм.
Она характеризуется высокими показателями производительности и качества наплавленного слоя, его малой склонностью к образованию трещин и пор.
Дуговую наплавку неплавящимся электродом применяют в основном для твердых зернистых и порошковых сплавов. Дуговую наплавку вольфрамовым электродом в защитных газах (аргоне) выполняют, используя литые присадочные прутки (обычно из сплавов никеля и кобальта). Указанным способом получают очень малую глубину проплавления и тонкие наплавленные слои.
Недостатком методов наплавки является наличие, как правило, в поверхностном слое восстановленных деталей растягивающих остаточных напряжений, которые могут быть причиной образования трещин, искажения формы наплавленных деталей, снижения их усталостной прочности. Для исключения этого применяют подогрев деталей перед наплавкой, а также последующую обработку наплавленного слоя поверхностно-пластическим деформированием.
В последнее время расширяется применение лазерной наплавки для придания определенных свойств рабочим поверхностям новых и восстановленных деталей. Локальное тепловое воздействие, минимальное перемешивание наплавочного и основного металлов и незначительные деформации восстановленных деталей являются существенными преимуществами лазерной наплавки.
При наплавке цементированной или закаленной детали ее предварительно отжигают. Для этого ее нагревают до 900 °С, а затем медленно охлаждают. Отпуск уменьшает твердость материала, сопротивление разрыву и предел упругости, но увеличивает вязкость, что позволяет повысить качество наплавки. После наплавки и механической обработки деталь можно вновь подвергнуть цементации и закалке для восстановления ее первоначальной твердости.
Повышение производительности труда и улучшение качества наплавки при восстановлении стальных деталей обеспечивается при применении насыщенной водородом проволоки. Для этого электродную проволоку травят в 5—10%-ном растворе серной кислоты. Скорость наплавки такой проволокой повышается примерно в 2 раза.
Наплавка дефектов деталей и узлов машин, механизмов конструкций и отливок под механическую обработку и пробное давление
Назначение, сущность и область применения наплавочных работ. Изучение процесса нанесения расплавленного металла на поверхность детали, нагретой до температуры плавления. Наплавка дефектов деталей машин, механизмов конструкций для механической обработки.
| Рубрика | Производство и технологии |
| Вид | презентация |
| Язык | русский |
| Дата добавления | 03.10.2016 |
| Размер файла | 469,4 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
HTML-версии работы пока нет.
Cкачать архив работы можно перейдя по ссылке, которая находятся ниже.
Подобные документы
Наплавка – нанесение расплавленного металла на поверхность изделия, нагретую до оплавления или до определенно температуры. Изнашиваие поверхности деталей – процесс постепенного изменения размеров тела при трении. Способы легирования наплавленного металла.
контрольная работа [323,6 K], добавлен 26.11.2010
Причины износа и разрушения деталей в практике эксплуатации полиграфических машин и оборудования. Ведомость дефектов деталей, технологический процесс их ремонта. Анализ методов ремонта деталей, обоснование их выбора. Расчет ремонтного размера деталей.
курсовая работа [2,3 M], добавлен 10.06.2015
Проектирования технологических процессов обработки деталей. Базирование и точность обработки деталей. Качество поверхностей деталей машин. Определение припусков на механическую обработку. Обработка зубчатых, плоских, резьбовых, шлицевых поверхностей.
курс лекций [7,7 M], добавлен 23.05.2010
Анализ вибрации роторных машин, направления проведения диагностики в данной сфере. Практика выявления дефектов деталей машин и оценка его практической эффективности. Порядок реализации расчета частоты дефектов с помощью калькулятора, анализ результатов.
учебное пособие [3,2 M], добавлен 13.04.2014
Классификация механизмов, узлов и деталей. Требования, предъявляемые к машинам, механизмам и деталям. Стандартизация деталей машин. Технологичность деталей машин. Особенности деталей швейного оборудования. Общие положения ЕСКД: виды, комплектность.
шпаргалка [140,7 K], добавлен 28.11.2007
Выбор способов восстановления различных поверхностей деталей. Проектирование маршрутов и операций по восстановлению деталей. Порядок вибродуговой наплавки, плазменная наплавка, процесс гальванического наращивания. Обработка деталей после наплавки.
курсовая работа [1,5 M], добавлен 15.08.2010
Дефект деталей (износ или срыв резьбы) и способы их восстановления: наплавка электродной проволоки, точение вала, нарезание резьбы. Подбор диаметра электродной проволоки и силы сварочного тока. Выбор параметров режима резания при токарной обработке.
курсовая работа [162,1 K], добавлен 16.11.2010
«Методические рекомендации по выполнению лабораторно – пратических работ поПМ 03 НАПЛАВКА ДЕФЕКТОВ ДЕТАЛЕЙ И УЗЛОВ МАШИН, МЕХАНИЗМОВ КОНСТРУКЦИЙ И ОТЛИВОК ПОД МЕХАНИЧЕСКУЮ ОБРАБОТКУ И ПРОБНОЕ . »
Областное государственное автономное образовательное учреждение среднего профессионального образования
«Ютановский агромеханический техникум»
Методические рекомендации по выполнению лабораторно – пратических работ поПМ 03 НАПЛАВКА ДЕФЕКТОВ ДЕТАЛЕЙ И УЗЛОВ МАШИН, МЕХАНИЗМОВ КОНСТРУКЦИЙ И ОТЛИВОК ПОД МЕХАНИЧЕСКУЮ ОБРАБОТКУ И ПРОБНОЕ ДАВЛЕНИЕ
Профессия 15.01.05.Сварщик ( электросварочные и газосварочные работы)
Разработала преподаватель спец. дисциплин Никифорова Н.С.
В предлагаемом пособии представлены методические рекомендации для обучающихся по выполнению пракических работ по ПМ 03. НАПЛАВКА ДЕФЕКТОВ ДЕТАЛЕЙ И УЗЛОВ МАШИН, МЕХАНИЗМОВ КОНСТРУКЦИЙ И ОТЛИВОК ПОД МЕХАНИЧЕСКУЮ ОБРАБОТКУ И ПРОБНОЕ ДАВЛЕНИЕ. Тематика и задания для практических работ составлены в соответствии с рабочей программой ПМ 03 НАПЛАВКА ДЕФЕКТОВ ДЕТАЛЕЙ И УЗЛОВ МАШИН, МЕХАНИЗМОВ КОНСТРУКЦИЙ И ОТЛИВОК ПОД МЕХАНИЧЕСКУЮ ОБРАБОТКУ И ПРОБНОЕ ДАВЛЕНИЕ и соответствуют требованиям Федерального государственного образовательного стандартасреднего профессионального образования по профессии 15.01.05. Сварщик (электросварочные и газосварочные работы).
СОГЛАСОВАНО
зам. директора по УМР
___________ Мушенко Р.А.
«31» августа 2015 г.
Пособие предназначено для обучающихся 3 курса ОГАПОУ «ЮАТ» по профессии (15.01.05.) Сварщик (электросварочные и газосварочные работы).
Методические рекомендации рассмотрены на заседании методической комиссии и рекомендованы к применению.
Организацияия-разработчик: ОГАПОУ «ЮАТ»
Разработчик: Никифорова Наталья Степановна, преподаватель специальных дисциплин
РАССМОТРЕНО
на заседании МК преподавателей
дисциплин профессиональногоцикла, протокол № _1
от « 31» августа 2015 г.
__________ Никифорова Н.С.
1.Область применения методических рекомендаций
2. Цель и планируемые результаты освоения профессионального модуля
3. Распределение практических занятий по разделам и темам профессионального модуля
4. Система оценивания практических занятий
5. Рекомендации по подготовке к выполнению практических занятий
Приложение 1. Практические занятия Методические рекомендации по выполнению лабораторно – практических работ по ПМ 03 НАПЛАВКА ДЕФЕКТОВ ДЕТАЛЕЙ И УЗЛОВ МАШИН, МЕХАНИЗМОВ КОНСТРУКЦИЙ И ОТЛИВОК ПОД МЕХАНИЧЕСКУЮ ОБРАБОТКУ И ПРОБНОЕ ДАВЛЕНИЕ
В ходе освоения профессионального модуля «Наплавка дефектовдеталей и узлов машин, механизмов конструкций и отливок под механическую обработку и пробное давление» обучающийся должен: иметь практический опыт: иметь практический опыт:
— наплавлять детали и узлы простых и средней сложности конструкций твёрдыми сплавами;
— наплавлять сложные детали и узлы сложных инструментов;
— наплавлять изношенные простые инструменты, детали из углеродистых и конструкционных сталей;
-наплавлять нагретые баллоны и трубы, дефекты деталей машин, механизмов и конструкций;
-выполнять наплавку для устранения дефектов в крупных чугунных и алюминиевых отливках под механическую обработку и пробное давление;
-выполнять наплавку для устранения раковин и трещин в деталях и узлах средней сложности.
— выполнять наплавку твёрдыми сплавами простых деталей;
— выполнять наплавление твёрдыми сплавами с применением керамических флюсов, в защитном газе деталей и узлов средней сложности;
-устранять дефекты в крупных чугунных и алюминиевых отливках под механическую обработку и пробное давление наплавкой;
-удалять наплавкой дефекты в узлах, механизмах и отливках различной сложности;
— выполнять наплавление нагретых баллонов и труб;
-наплавлять раковины и трещины в деталях, узлах и отливках средней сложности.
— материалы, применяемые для наплавки;
— технология наплавки твёрдыми сплавами;
-технику удаления наплавкой дефектов в деталях, узлах и отливках средней сложности.
— режимы наплавки и принципы их выбора;
— технику газовой наплавки;
— технологические приёмы автоматического и механизированного наплавления дефектов деталей машин, механизмов и конструкций;
— технику устранения дефектов в обработанных деталях и узлах наплавкой газовой горелкой.
Результатом освоения программы профессионального модуля является овладение обучающимися видом профессиональной деятельности Наплавка дефектов деталей и узлов машин, механизмов конструкций и отливок под механическую обработку и пробное давление, в том числе профессиональными (ПК) и общими (ОК) компетенциями:
Код Наименование результата обучения
ПК 1. Наплавлять детали и узлы простых и средней сложности конструкций твёрдыми сплавами.
ПК 2. Наплавлять сложные детали и узлы сложных инструментов.
ПК 3. Наплавлять изношенные простые инструменты, детали из углеродистых и конструкционных сталей.
ПК 4. Наплавлять нагретые баллоны и трубы, дефекты деталей машин, механизмов и конструкций.
ПК 5. Выполнять наплавку для устранения дефектов в крупных чугунных и алюминиевых отливках под механическую обработку и пробное давление.
ПК 6. Выполнять наплавку для устранения для устранения раковин и трещин в деталях и узлах средней сложности.
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес
ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество
ОК 3. Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность
ОК 4. Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, потребителями
ОК 7. Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний ( юноши)
3.Распределение практических занятий по различным МДК, разделам и темам ПМ. 02 Сварка и резка деталей из различных сталей, цветных металлов и сплавов, чугунов во всех пространственных положения показано в таблице 1.
Раздел и тема дисциплины Тема практической работы
МДК 03.01Наплавка дефектов под механическую обработку и пробное давление
Подготовка наплавляемой поверхности
Подбор наплавляемых материалов
Расчет режимов наплавки
МДК 03.02.Технология дуговой наплавки деталей
Ручная дуговая наплавка стальных изделий
Технология наплавки чугуна и цветных металлов Расчёт режимов ручной дуговой наплавки
МДК 03.03. Технология газовой наплавки
Сварочное пламя для наплавки дефектов
Тепловые характеристики сварочного пламени
Металлургические процессы, протекающие в сварочной ванне
Изучение технологии наплавки чугунных отливок
Изучение технологии наплавки алюминиевых деталей
Расчет режимов наплавки
МДК 03.04. Технология автоматического и механизированного наплавления
Расчет режимов наплавки под флюсом
Расчёт режимов наплавки в защитных газах., формирования валика и производительность при сварке в среде углекислого газа
4. Система оценивания практических занятий при текущем контроле знаний в процессе освоения профессионального модуля.
Основная цель проведения лабораторно-практических работ по профессиональному модулю «Наплавка дефектовдеталей и узлов машин, механизмов конструкций и отливок под механическую обработку и пробное давление» — формирование профессионально-практических знаний и умений обучающихся, практического опыта деятельности, необходимых при наплавлке деталей и узлов простых и средней сложности конструкций твёрдыми сплавами, выполнять наплавку для устранения дефектов в крупных чугунных и алюминиевых отливках под механическую обработку и пробное давление
Лабораторно-практические работы могут охватывать:
— Наплавлять детали и узлы простых и средней сложности конструкций твёрдыми сплавами.
-Наплавлять сложные детали и узлы сложных инструментов.
-Наплавлять изношенные простые инструменты, детали из углеродистых и конструкционных сталей.
— Наплавлять нагретые баллоны и трубы, дефекты деталей машин, механизмов и конструкций.
— Выполнять наплавку для устранения дефектов в крупных чугунных и алюминиевых отливках под механическую обработку и пробное давление.
-Выполнять наплавку для устранения для устранения раковин и трещин в деталях и узлах средней сложности.
Отличаясь значительной дидактической ценностью, лабораторнопрактические занятия по отдельным темам программы требуют определенной подготовительной работы. Преподаватель подготавливает содержательную и материальную часть работы, продумывает форму отчета по ней.
Письменная инструкция по лабораторно-практической работе может включать:
вводную часть (тема и цели работы, необходимый информационно — теоретический блок, перечисление используемого оборудования, принадлежностей, инструментов);
содержание хода работы и последовательности действий по ее выполнению;
рекомендации по оформлению результатов.
При необходимости инструкция должна содержать предостережения по соблюдению безопасных приемов выполнения.
Лабораторно-практическая работа может проводиться фронтально — когда все обучающиеся выполняют одинаковую работу — или в виде практикума — когда материальная база не позволяет фронтального изучения, работу выполняют звенья из 2 — 3 человек, по скользящему графику.
Лабораторно-практические работы могут проводиться непосредственно при изучении нового материала (в этом случае они являются частью занятия) или после изучения соответствующего раздела темы. Решение о времени и целесообразности проведения лабораторно-практической работы принимает преподаватель.
Порядок выполнения лабораторно-практических работ:
Обучающиеся приходят на лабораторно-практические занятия в учебные кабинеты, если это лабораторная работа, то могут быть использованы для их проведения специальные учебные лаборатории.
Каждое лабораторно-практическое занятие включает следующие этапы:
организационный: обучающиеся/студенты знакомятся с теорией работы, изучают экспериментальную установку и ход выполнения лабораторнопрактической работы, готовят протокол работы для записи экспериментальных результатов и необходимых расчетов.
подготовительный: обучающиеся/студенты получают допуск к работе в ходе фронтального опроса при обсуждении основных теоретических аспектов работы или по специальным вопросам для допуска, проводится инструктаж по технике безопасности и правилам организации лабораторно-практических работ;
практический: выполнение работы согласно инструкции, описания хода работы, лабораторно-практическая работа считается выполненной, если по ее результатам проведены необходимые расчеты и полностью оформлен протокол;
заключительный: оформление отчета, ответы на контрольные вопросы, формулировка вывода, так же возможна защита работ.
Критерии оценки:
На «5» оценивается работа, если обучающийся имеет системные полные знания и умения по поставленному вопросу. Содержание вопроса учащийся излагает связно, в краткой форме, раскрывает последовательно изученный материал, демонстрируя прочность и прикладную направленность полученных знаний и умений, не допускает терминологических ошибок и фактических неточностей.
На «4» оценивается работа, в которой отсутствуют незначительные элементы содержания или присутствуют все необходимые элементы содержания, но допущены некоторые ошибки, иногда нарушалась последовательность изложения. На «3» оценивается работа, в которой отсутствуют значительные элементы содержания или присутствуют все вышеизложенные знания, но допущены существенные ошибки, нелогично, пространно изложено основное содержание вопроса.
На «2» оценивается работа, в которой обучающийся демонстрируют отрывочные, бессистемные знания, неумение выделить главное, существенное в ответе, допускают грубые ошибки.
МДК 03.01. Наплавка дефектов под механическую обработку и пробное давление
Практическая работа 1 Подготовка наплавляемой поверхности
Цель работы: Изучение основных приемов подготовки поверохности к наплавке
Теоретические положения:
Перед наплавкой поверхность тщательно очищают от масла, краски, окалины и других загрязнений. Поверхностные дефекты, в том числе и ранее наклепанный слой, удаляют механическим путем или резаком для поверхностной кислородной резки. С целью снижения сварочных напряжений необходимо добиваться равномерной толщины наплавленного слоя. Поверхность, имеющую неравномерную выработку с большими колебаниями по высоте, выравнивают механическим путем на металлорежущем оборудовании.
При подготовке под наплавку поверхностей с локальными износами следует избегать плавных переходов наплавляемого металла к основному (рис. 18.1).
Рис. 18.1. Правильная (П) и неправильная (Н) подготовка поверхностей под наплавку;1. 6 — последовательность наложения валиков
Наплавку плоских и фасонных поверхностей выполняют отдельными валиками (рис. 18.2, а. г) или челночным способом (рис. 18.2, д). При наплавке отдельными валиками каждый из них накладывают на всю длину на расстоянии друг от друга, равном 1/3 ширины валика. После очистки наложенных валиков от шлака заполняют промежутки между ними (см. рис. 18.2, б,д). Применяют и другие способы наплавки валиками, например, как показано на рис. 18.2, а, — с перекрытием 1/3 ширины валика после очистки предыдущего валика от шлака.
Задание 1.Необходимо призвести наплавку резьбового валика.
Прежложите последовательность операций по подготовке поверхности к наплавке
Задание2. Необходимо произвести наплавку шейки вала, имеющей шпоночный паз.
Предложите последовательность подготовки поверхности под наплавку.
Контрольные вопросы:
1.Какие дефекты могут образоваться при наплавке плохо очищенной поверхности?
2.Почему перед наплавкой резьбу необходимо удалять?
3Какие данные отражаются в технологической карте процесса ремонта?
Практическая работа2, 3 Подбор наплавляемых материалов. Расчет режимов наплавки.
Цель работы: Закрепление теоретических положений о наплавочных материалав и режимах наплавки
Оборудование: учебная и справочная литература, компьютор, проектор, учебное электронное пособие.
Наплавкой называется процесс нанесения одного расплавленного металла (называемого присадочным) на поверхность другого (называемого основным). При этом основной металл также расплавляется на небольшую глубину для образования гомогенного соединения. Цель наплавки может быть различной: восстановление утраченной геометрии детали или придание ей новой формы, образование поверхностного слоя с заданными физико-механическими свойствами (такими как повышенная твердость, износостойкость, антифрикционность, коррозионная стойкость, жаростойкость и пр.), упрочнение наплавкой.
Наплавку можно производить на любые поверхности — плоские, конические, цилиндрические, сферические. В больших пределах может меняться и ее толщина — от нескольких долей миллиметра до сантиметра и более.
Наплавка покрытыми электродами
Наплавка покрытыми наплавочными электродами относится к основным способам, применяемым как в промышленности, так и в быту, в силу ее простоты, удобства, отсутствия необходимости в специальном оборудовании. Выпускается большое количество марок электродов, создающих наплавочный слой с различными характеристиками, обеспечивающими требуемые качества изделий для работы в тех или иных условиях.
Наплавка требует определенных навыков в работе. Надо при минимальном токе и напряжении, чтобы не увеличивать долю основного металла в наплавленном, оплавить оба компонента. Состав металла будет определять тип электрода, а толщину и форму — диаметр электрода. Напряжение дуги определяет форму наплавленного валика, при его повышении увеличивается ширина и уменьшается высота валика, возрастает длина дуги и окисляемость легирующих примесей, особенно углерода. В связи с этим стремятся к минимальному напряжению, которое должно согласовываться с током дуги.
Наплавка деталей из стали осуществляется, как правило, постоянным током обратной полярности (на электроде «плюс») в нижнем положении.
Детали из низкоуглеродистых и низколегированных сталей наплавляют обычно без предварительно нагрева. Но нередко требуется предварительный подогрев и последующая термообработка с целью снятия внутренних напряжений. Более детальные требования к наплавке сообщаются в документации на применяемые наплавочные электроды. Например, для электрода ОЗИ-3 приводятся следующие технологические особенности: «Наплавку производят в один-четыре слоя с предварительным подогревом до температуры 300-600°С. После наплавки рекомендуется медленное охлаждение. Возможна наплавка ванным способом на повышенных режимах. Прокалка перед наплавкой: 350°С, 1 ч.»
Поверхность детали перед наплавкой очищается от масла, ржавчины и других загрязнений. Для восстановления и повышения срока службы режущего, штампового и измерительного инструмента, а также деталей механизмов, работающих при интенсивном износе, применяется наплавка рабочих поверхностей твердыми сплавами, представляющими собой соединения таких металлов, как титан, вольфрам, тантал, марганец, хром и других с бором, углеродом, кобальтом, железом, никелем и пр.
При изготовлении новых инструментов и деталей с твердосплавной наплавкой, в качестве заготовок (оснований) применяются детали из углеродистых или легированных сталей. В случае ремонта деталей с большим износом, перед наплавкой твердыми сплавами делают предварительную наплавку электродами из малоуглеродистой стали.
Для получения более качественной наплавки, предупреждения образования трещин и снижения напряжений, во многих случаях целесообразен подогрев заготовок до температуры 300°C и выше.
Наплавка металлорежущего инструмента и штампов. Металлорежущие инструменты и штампы, работающие при холодной и горячей штамповке, наплавляют электродами ОЗИ-3, ОЗИ-5, ОЗИ-6, ЦС-1, ЦИ-1М и прочие марки. Металл, наплавленный этими электродами, обладает высокой сопротивляемостью к истиранию и смятию при больших удельных нагрузках и высоких температурах — до 650-850°C. Твердость наплавленного слоя без термообработки составляет от 52 HRC (ОЗИ-5) до 61 HRC (ОЗИ-3). Наплавляется 1-3 слоя общей толщиной 2-6 мм. Деталь перед наплавкой подогревают до температуры 300-700°С (в зависимости от марки электрода).
Наплавка деталей, работающих на истирание без ударных нагрузок. Если требуется получить наплавленный металл особо высокой твердости, можно использовать электроды для наплавки Т-590 и Т-620. Они специально предназначены для покрытия деталей, работающих на интенсивное истирание. Их стержень изготовлен из малоуглеродистой стали, зато в покрытия входят феррохром, ферротитан, ферробор, карбид бора и графит. Благодаря этим материалам твердость наплавленного металла может достигать 62-64 единиц по HRC.
Из-за того, что наплавленный металл обладает хрупкостью и склонностью к образованию трещин, изделия, наплавленные электродами Т-590 и Т-620, не предназначены для эксплуатации в условиях значительных ударных нагрузок. Наплавка твердосплавного металла производится в один-два слоя. Если требуется наплавлять большую толщину, нижние слои наплавляются электродами из малоуглеродистой стали и лишь заключительные — твердосплавными.Наплавка деталей, работающих на истирание с ударными нагрузками. Детали из марганцовистых сталей (110Г13Л и подобные ей), работающие в условиях интенсивного поверхностного износа и высоких ударных нагрузок (в частности, рабочие органы строительного и землеройного оборудования), наплавляют электродами ОМГ-Н, ЦНИИН-4, ОЗН-7М, ОЗН-400М, ОЗН-300М и прочие марки. При их использовании твердость наплавляемого металла во втором слое получается 45-65 HRC при высоких значениях вязкости.
Наплавка нержавеющих сталей. Для наплавки деталей из нержавеющих сталей применяются электроды ЦН-6Л, ЦН-12М-67 и прочие марки. Стержень этих электродов изготовлен из нержавеющей высоколегированной проволоки. Кроме высокой коррозионной стойкости, наплавленный металл имеет еще и устойчивость к задиранию, что позволяет использовать эти электроды для наплавки уплотнительных поверхностей в арматурных изделиях.
При использовании некоторых электродов для наплавки нержавеющих сталей, рекомендуется производить предварительный и сопутствующий подогрев детали до температуры 300-600°С и осуществлять после наплавки термообработку.
Наплавка меди и ее сплавов. Наплавка меди и ее сплавов (бронз) может осуществляться не только на медное или бронзовое основание, но также на сталь и чугун. В этом случае создаются биметаллические изделия, имеющие необходимые эксплуатационные качества (высокую стойкость против коррозии, низкий коэффициент трения и прочие ценные свойства, присущие меди и ее сплавам) и обладающие при этом гораздо более низкой стоимостью в сравнении с деталями, изготовленными полностью из меди или ее сплавов.
Алюминиевые бронзы, в частности, обладающие высокими антифрикционными свойствами, очень хорошо работают в узлах трения, поэтому их наплавляют на червячные колеса, сухари и другие детали, работающие в условиях трения.
Наплавка деталей из технически чистой меди может производиться электродами «Комсомолец-100» или присадочными прутками из меди или ее сплавов. При наплавке меди на медь применяют предварительный подогрев до температуры 300-500°С.
Наплавленный слой желательно подвергать проковке, при температуре меди выше 500°С.
Если требуется наплавка бронзой, можно использовать электроды ОЗБ-2М, содержащие помимо, составляющей основу, меди также олово, марганец, никель и железо. Изделия, наплавленные электродами ОЗБ-2М, имеют высокую поверхностную износостойкость.
Наплавка меди и ее сплавов производится постоянным током обратной полярности в нижнем положении.
Задание 1. Предложите материал для наплавки шейки вала, работающего при высоких температурах.
Расчет режимов наплавки
При ручной дуговой сварке (наплавке) к параметрам режима сварки относятся сила сварочного тока, напряжение, скорость перемещения электрода вдоль шва (скорость сварки), род тока, полярность и др.
Диаметр электрода выбирается в зависимости от толщины свариваемого металла, типа сварного соединения и положения шва в пространстве.
При выборе диаметра электрода для сварки можно использовать следующие ориентировочные данные:
Толщина листа, мм1- 2 3 4-5 6-10 10-15 > 15
Диаметр электрода, мм1,6-2,0 2,0-3,0 3,0-4,0 4,0-5,0 5,0 > 5,0
В многослойных стыковых швах первый слой выполняют электродом 3–4 мм, последующие слои выполняют электродами большего диаметра.
Сварку в вертикальном положении проводят с применением электродов диаметром не более 5 мм. Потолочные швы выполняют электродами диаметром до 4 мм.
При наплавке изношенной поверхности должна быть компенсирована толщина изношенного слоя плюс 1–1,5 мм на обработку поверхности после наплавки.
Сила сварочного тока, А, рассчитывается по формуле
где К – коэффициент, равный 25–60 А/мм; dЭ – диаметр электрода, мм.
Коэффициент К в зависимости от диаметра электрода dЭ принимается равным по следующей таблице:
К, А/мм 25-30 30-45 45-60
Силу сварочного тока, рассчитанную по этой формуле, следует откорректировать с учетом толщины свариваемых элементов, типа соединения и положения шва в пространстве.
Если толщина металла S 3dЭ, то значение IСВ следует увеличить на 10–15%. Если же S 1,5dЭ, то сварочный ток уменьшают на 10–15%. При сварке угловых швов и наплавке, значение тока должно быть повышено на 10–15%. При сварке в вертикальном или потолочном положении значение сварочного тока должно быть уменьшено на 10–15%.Для большинства марок электродов, используемых при сварке углеродистых и легированных конструкционных сталей, напряжение дуги UД= 22 28 В.
Расчет скорости сварки, м/ч, производится по формуле
где Н – коэффициент наплавки, г/А· ч (принимают из характеристики выбранного электрода по табл. 9 приложения); FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве), см2; – плотность металла электрода, г/см3 (для стали =7,8 г/см3).
Масса наплавленного металла, г, для ручной дуговой сварки рассчитывается по формуле
где l – длина шва, см; – плотность наплавленного металла (для стали =7,8 г/см3).
Расчет массы наплавленного металла, г, при ручной дуговой наплавке производится по формуле
где FНП – площадь наплавляемой поверхности, см2; hН – требуемая высота наплавляемого слоя, см.
Время горения дуги, ч, (основное время) определяется по формуле
Полное время сварки (наплавки), ч, приближенно определяется по формуле
где tO – время горения дуги (основное время),ч; kП – коэффициент использования сварочного поста, который принимается для ручной сварки 0,5 0,55.
Расход электродов, кг, для ручной дуговой сварки (наплавки) определяется по формуле
где kЭ – коэффициент, учитывающий расход электродов на 1 кг наплавленного металла (табл. 9 приложения).
Расход электроэнергии, кВт· ч, определяется по формуле
где UД– напряжение дуги, В; – КПД источника питания сварочной дуги; WO– мощность, расходуемая источником питания сварочной дуги при холостом ходе, кВт; Т – полное время сварки или наплавки, ч.
Значения источника питания сварочной дуги и WO можно принять по таблице:
Переменный 0,8 — 0,9 0,2 — 0,4
Постоянный 0,6 — 0,7 2,0 — 3,0
Задание 2.Определите режимы наплавки, если слой изношенного металла 1,5 ММ.
Деталь работант в уловиях абразивного износа. Деталь плоская, размеры ихношенной поверхности 100х20 мм
Выполнить отчет по результатам работы. Сделать вывод.
МДК 03.02. Технология дуговой наплавки деталей
Практическая работа 1.Ручная дуговая наплавка стальных изделий
Цель работы: изучение основных технологических приемов наплавки плоских и криволинейных поверхностей
Оборудование: учебная и справочная литература, компьютор, проектор, учебное электронное пособие.
Наплавка предусматривает нанесение расплавленного металла на оплавленную металлическую поверхность с последующей его кристаллизацией для создания слоя с заданными свойствами и геометрическими параметрами. Наплавку применяют для восстановления изношенных деталей, а также при изготовлении новых деталей с целью получения поверхностных слоев, обладающих повышенными твердостью, износостойкостью, жаропрочностью, кислотостойкостью или другими свойствами. Она позволяет значительно увеличить срок службы деталей и намного сократить расход, дефицитных материалов при их изготовлении. При большинстве методов наплавки, так же как и при сварке, образуется подвижная сварочная ванна. В головной части ванны основной металл расплавляется и перемешивается с электродным металлом, а в хвостовой части происходят кристаллизация расплава и образование металла шва. Наплавлять можно слои металла как одинаковые по составу, структуре и свойствам с металлом детали, так и значительно отличающиеся от них. Наплавляемый металл выбирают с учетом эксплуатационных требований и свариваемости. Наплавка может производиться на плоские, цилиндрические, конические, сферические и другие формы поверхности в один или несколько слоев. Толщина слоя наплавки может изменяться в широких пределах — от долей миллиметра до сантиметров. При наплавке поверхностных слоев с заданными свойствами, как правило, химический состав наплавленного металла существенно отличается от химического состава основного металла. Поэтому при наплавке должен выполняться ряд технологических требований. В первую очередь таким требованием является минимальное разбавление направленного слоя основным металлом, расплавляемым при наложении валиков. Поэтому в процессе наплавки необходимо получение наплавленного слоя с минимальным проплавлением основного металла, так как в противном случае возрастает доля основного металла в формировании наплавленного слоя. Это приводит к ненужному разбавлению наплавленного металла расплавляемым основным. Далее при наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформации. Это требование обеспечивается за счет уменьшения глубины проплавления регулированием параметров режима, погонной энергии, увеличением вылета электрода, применением широкой электродной ленты и другими технологическими приемами.
Технология наплавки различных поверхностей предусматривает ряд приемов нанесения наплавленного слоя: ниточными валиками с перекрытием один другого на 0,3 — 0,4 их ширины, широкими валиками, полученными за счет поперечных к направлению оси валика колебаний электрода, электродными лентами и др. Расположение валиков с учетом их взаимного перекрытия характеризуется шагом наплавки (рис. 1).
Рис. 1. Схема наплавки слоев:
В, hн, hпр — соответственно ширина валика, а — по образующей, б — по окружности. в — высота наплавки, глубина проплавления, Sн — по винтовой линии шаг наплавки.
Наплавку криволинейных поверхностей тел вращения выполняют тремя способами (рис. 2): наплавкой валиков вдоль образующей тела вращения, по окружностям и по винтовой линии.
Рис. 2. Наплавка тел вращения:
В, hн, hпр — соответственно ширина валика, а — по образующей, б — по окружности, в — высота наплавки, глубина проплавления, Sн — по винтовой линии шаг наплавки.
Наплавку по образующей выполняют отдельными валиками так же, как при наплавке плоских поверхностей. Наплавка по окружностям также выполняется отдельными валиками до полного замыкания начального и конечного участков их со смещением на определенный шаг вдоль образующей. При винтовой наплавке деталь вращается непрерывно, при этом источник нагрева перемещается вдоль оси тела со скоростью, при которой одному обороту детали соответствует смещение источника нагрева, равное шагу наплавки. При наплавке тел вращения необходимо учитывать возможность стека-ния расплавленного металла в направлении вращения детали. В этом случае целесообразно источник нагрева смещать в сторону, противоположную направлению вращения, учитывая при этом длину сварочной ванны и диаметр изделия (рис. 3).
Рис. 3. Смещение электрода при наплавке тел вращения: а — наклонно расположенным электродом, б — с вертикальным расположением электрода
Выбор технологических условий наплавки производят, исходя из особенностей материала наплавляемой детали. Наплавку деталей из низкоуглеродистых и низколегированных сталей обычно производят в условиях без нагрева изделий. Наплавка средне- и высокоуглеродистых, легированных и высоколегированных сталей часто выполняется с предварительным нагревом, а также с проведением последующей термообработки с целью снятия внутренних напряжений. Нередко термообработку (отжиг) выполняют после наплавки для снижения твердости перед последующей механической обработкой слоя. Для выполнения наплавки в основном применяют способы дуговой и электрошлаковой сварки. При выборе наиболее рационального способа и технологии наплавки следует учитывать условия эксплуатации наплавленного слоя и экономическую эффективность процесса.
Задание 1. Опишите технологию многодуговой наплавки крупногабаритных деталей цилиндрической формы с указанием наплавочного материала, параметров режима наплавки, оборудования, преимущества перед однодуговой наплавкой.
а)д) Задание2. После наплавки и провели контроль внешним осмотром и обнаружили пластическую деформацию детали (коробление). Предложите способы устранения дефекта и поясните причины его возникновения.
Задание 3.Необходимо составить технологический процесс наплавки лемеха плуга твердыми сплавами с указанием наплавочного материала, оборудования, параметров режима наплавки и техники выполнения наплавки.
Проведите сравнительный анализ эффективности использования
По результатам работы выполнить отчет, сделать вывод
Практическая работа 2.Технология наплавки чугуна и цветных металлов. Расчет режимов ручной дуговой наплавки
Цель работы: Изучение основных технологических приемов наплавки чугуна и цветных металлов
Теоретичекие положения:
Изделия из ковкого и высокопрочного чугуна успешно сваривают и наплавляют в углекислом газе проволокой Св-08ГС, Св-08Г2С, Нп-ЗОХГСА и порошковой проволокой диаметром 0,8-1,4 мм без предварительного подогрева. В случае необходимости получения металла шва, который можно обрабатывать механически, используют проволоку Св-08ГС и Св-08Г2С. Свойства сварного соединения зависят от силы тока, скорости сварки и техники ее выполнения [21, 38, 41, 49, 51]. При сварке с силой тока 50-100 А, напряжением 18-20 В металл шва имеет феррито-перли-то-сорбитную структуру. Зона термического влияния имеет троос-титно-мартенситную структуру с участками ледебурита по линии сплавления. Трещины в зоне термического влияния отсутствуют. При сварке на больших токах в шве появляется мартенсит и ледебурит, а в ЗТВ – участки отбела и микротрещины. При повышении напряжения увеличивается доля чугуна в металле шва и возможно образование трещин.
Для уменьшения доли основного металла в металле шва наплавку производят с перекрытием предыдущего валика на 1/3 его ширины. Дугу при этом направляют на ранее наплавленный металл. Скорости сварки и наплавки выбирают исходя из условия получения минимальной доли основного металла в металле шва и допустимого разогрева детали. В отдельных случаях для получения соединений с минимальным изменением структуры ЗТВ сварку и наплавку выполняют «каскадом» или с наложением отжигающих валиков. При этом металл шва имеет феррито-перлитную структуру без заметных изменений структуры в ЗТВ.
По данным Ф. И. Петренко, при наплавке проволокой Нп-ЗОХГСА на высокопрочный чугун металл шва состоит из тро-остита, мартенсита и остаточного аустенита. Твердость металла значительно выше, чем в первом случае. Сварку чугуна со стальными деталями выполняют проволокой Св-08Г2С; режимы сварки выбирают из тех же соображений, что и при сварке чугуна. При сварке стальных и чугунных деталей встык и внахлестку сварку часто выполняют с облицовкой чугуна путем наплавки его кромок проволокой Св-08ГС или Св-08Г2С. При выполнении основного шва улучшается структура облицовочного слоя и ЗТВ в чугуне.
Сварка в углекислом газе тонкой проволокой нашла применение в автомобильной и тракторной промышленности при соединении стальных патрубков с чугунными фланцами, при восстановлении изношенных деталей (ступиц колес, коленчатых валов и др.) из ковкого и высокопрочного чугуна, при сварке в сантехнике труб из серого чугуна [12, 24, 33, 35, 38, 41, 61].
Для холодной сварки серого чугуна в ИЭС им. Е. О. Патона разработана порошковая проволока ПАНЧ-11 следующего состава: 7,0-7,5% С; 4,0-4,5% Si; 0,4-0,8% Mn; 0,4-0,6% Ti и 0,6-0,9% Al. Данная проволока с учетом окисления элементов и разбавления основным металлом (=45-60%) при сварке со средней силой тока [41] обеспечивает получение наплавленного металла и зоны сплавления без отбела и трещин. Структура металла шва – феррит с точечным и розеточным эвтектическим афитом. Механические свойства металла шва близки к свойствам основного металла. Использование в качестве защиты CO2 и CO2+O2 обеспечивает низкое содержание в шве водорода и малую склонность металла шва к образованию пор.
Наплавка меди и ее сплавов. Наплавка меди и ее сплавов (бронз) может осуществляться не только на медное или бронзовое основание, но также на сталь и чугун. В этом случае создаются биметаллические изделия, имеющие необходимые эксплуатационные качества (высокую стойкость против коррозии, низкий коэффициент трения и прочие ценные свойства, присущие меди и ее сплавам) и обладающие при этом гораздо более низкой стоимостью в сравнении с деталями, изготовленными полностью из меди или ее сплавов.
Алюминиевые бронзы, в частности, обладающие высокими антифрикционными свойствами, очень хорошо работают в узлах трения, поэтому их наплавляют на червячные колеса, сухари и другие детали, работающие в условиях трения.
Наплавка деталей из технически чистой меди может производиться электродами «Комсомолец-100» или присадочными прутками из меди или ее сплавов. При наплавке меди на медь применяют предварительный подогрев до температуры 300-500°С.
Наплавленный слой желательно подвергать проковке, при температуре меди выше 500°С.
Если требуется наплавка бронзой, можно использовать электроды ОЗБ-2М, содержащие помимо, составляющей основу, меди также олово, марганец, никель и железо. Изделия, наплавленные электродами ОЗБ-2М, имеют высокую поверхностную износостойкость.
Наплавка меди и ее сплавов производится постоянным током обратной полярности в нижнем положении.
Задание1. Произошел износ шеек чугунного шкива ременной передачи.
Необходимо произвести ремонт. Опишите технологию восстановления детали
Задани2.Необходимо исправить дефект площадью 20 см на обработанной поерхности чугунной детали.
Оставьте технологию наплавки в этом случае.
Контрольные вопросы61.какие трудности возникают при наплавке чугуна?
2.Какие способы наплавки вы знаете?
3.Какие материалы применяют для наплавки чугуна?
МДК 03.03. Технология газовой наплавки
Практическая работа1: Сварочное пламя для наплавки дефектов
Цель работы: изучение видов сварочного пламени, свойств, области применения
Теоретические положения:
Сварочное пламя образуется при сгорании выходящей из мундштука горелки смеси горючего газа (или паров горючей жидкости) с кислородом. Свойства сварочного пламени зависят от того, какое горючее подается в горелку и при каком соотношении кислорода и горючего создается газовая смесь. Изменяя количество подаваемого в горелку кислорода и горючего газа, можно получить нормальное, окислительное или науглероживающее сварочное пламя.
Нормальное (или восстановительное) пламя теоретически должно получаться при объемном отношении количества кислорода к ацетилену ( = 1). Практически вследствие загрязненности кислорода нормальное пламя получается при несколько большем количестве кислорода, т.е. при = 1,1. 1,3. Нормальное пламя способствует раскислению металла сварочной ванны и получению качественного сварного шва. Поэтому большинство металлов и сплавов сваривают нормальным пламенем.
Нормальное ацетиленокислородное пламя (рис. 1.3) состоит из трех зон: ядра (I), восстановительной зоны (II) и факела (III). Форма ядра – конус с закругленной вершиной, имеющей светящуюся оболочку. Ядро состоит из продуктов распада ацетилена с выделившимися раскаленными частицами углерода, которые сгорают в наружном слое оболочки. Длина ядра зависит от скорости истечения горючей смеси из мундштука горелки. Чем больше давление газовой смеси, тем больше скорость истечения, тем длиннее ядро пламени.
Восстановительная зона по своему темному цвету заметно отличается от ядра. Она состоит в основном из оксида углерода и водорода, получающихся в результате частичного сгорания ацетилена:C2H2 + О2 = 2СО + Н2. В этой зоне создается наивысшая температура пламени (3000 °С) на расстоянии 3. 5 мм от конца ядра. Этой частью пламени производят нагревание и расплавление свариваемого металла. Находящиеся в этой зоне частицы оксида углерода и водорода могут восстанавливать образующиеся оксиды металлов.
Факел располагается за восстановительной зоной и состоит из углекислого газа и паров воды, которые получаются в результате сгорания оксида углерода и водорода, поступающих из восстановительной зоны. Сгорание происходит за счет кислорода, содержащегося в окружающем воздухе. Зона факела содержит также азот, попадающий из воздуха.
Окислительное пламя получается при избытке кислорода, когда >1,3. Ядро такого пламени значительно короче по длине, с недостаточно резким очертанием и более бледной окраской. Восстановительная зона и факел пламени также сокращаются по длине. Пламя имеет синевато-фиолетовую окраску. Температура пламени несколько выше нормальной. Однако таким пламенем сваривать стали нельзя, так как наличие в пламени избыточного кислорода приводит к окислению расплавленного металла шва, а сам шов получается хрупким и пористым.
Науглероживающее пламя получается при избытке ацетилена,
Задание1.Выполнить упр 18 стр.
58 рабочей тетради
Практическая работа 3.Металлургические процессы, протекающие в сварочной ванне.
Цель работы: Изучение основных металлургических процессов, протекающих в сварочной ванне
Теоретические положения:
В процессе сварки расплавленный металл сварочной ванны взаимодействует со сварочным пламенем. Это взаимодействие определяется свойствами свариваемого металла и составом сварочного пламени. Сварочная ванна характеризуется малым объемом расплавленного металла, высокой температурой в месте сварки и большой скоростью расплавления и кристаллизации металла.
Сварку производят восстановительной зоной пламени, состоящей в основном из окиси углерода и водорода. Расплавленный металл ванны вступает во взаимодействие с газами сварочного пламени, в результате чего происходят реакции окисления и восстановления. Взаимодействие газов с различными металлами различно. Наиболее легко окисляются металлы, обладающие большим сродством к кислороду. Окисление расплавленного металла происходит как за счет окислов, находящихся на поверхности свариваемого металла и присадочной проволоки, так и за счет кислорода окружающего воздуха. С увеличением содержания кислорода в свариваемом металле ухудшаются механические свойства сварного соединения. Поэтому при газовой сварке для большинства металлов и сплавов для устранения окислительных процессов в присадочные материалы и флюсы вводят специальные раскислители.
Раскислители — это такие вещества, которые имеют большее сродство к кислороду, чем металл шва. При сварке стали раскисляющее действие оказывают углерод, окись углерода и водород, образующиеся при горении газовой смеси, подаваемой в сварочную горелку. Поэтому углеродистые стали можно сваривать без флюсов.
Таким образом углерод, кремний и марганец выполняют функции раскислители. Образующаяся в процессе реакции окись углерода вызывает кипение и разбрызгивание металла. Кипение сварочной ванны до начала кристаллизации способствует удалению посторонних металлических включений. Если металл кипит во время кристаллизации шва, то образующиеся пузыри окиси углерода не успевают выделяться и остаются в шве в виде газовых пор. Для уменьшения образования окиси углерода в сварочную ванну вводят раскислители (марганец и кремний).
На процесс окисления при сварке металлов большое влияние оказывает состав сварочного пламени. Образующиеся в процессе реакций окиси кремния и марганца не растворяются в металле, всплывают на поверхность жидкого металла и переходят в шлаки. В жидком металле шва находится много разнородных окислов, между которыми происходят химические реакции. В результате этих реакций образуются соединения с более низкой температурой плавления, чем сами окисли, что облегчает удаление окислов из расплавленною металла в виде шлака. При сварке меди, алюминия латуни и дрхгих металлов вводят флюсы, в состав которых входят компоненты, способствующие образованию легкоплавких соединений Раскисление сварочной ванны частично осуществляется углеродом, окисью углерода и водородом, имеющимися в сварочном пламени. При этом сварочное пламя не только восстанавливает окислы, но не защищает расплавленный металл от кислорода и азота воздуха.
Нормальное ацетилено-кислородное пламя в средней (восстановительной) зоне содержит 60% окиси углерода, 20% молекулярного и 20% атомарного водорода. Восстановителем железа из закиси железа в основном является атомарный водород. Он растворяется в расплавленной металле, а с понижением температуры стремится выделиться из сварочной ванны. Если затвердение происходит достаточно быстро, то водород в виде газовых пузырей может остаться в сварном шве.
Следовательно, водород с одной стороны защищает расплавленный металл от окисления, а также восстанавливает его из окислов, а с другой стороны может явиться причиной образования пористости и трещин. Процесс газовой сварки характеризуется относительно медленным охлаждением металла, поэтому водород и другие газы успевают выделиться из сварочной ванны и металл шва получается без пор. Поступающий в сварочную ванну азот воздуха снижает пластические свойства свариваемого металла, а также вызывает пористость в металле шва.
Задание: Запишитеопределение понятий:
Раскисление, раскислители, рафинирование, легирование.
Задание2. Заполнитн таблицу:
элемент Способ попадания в сварочную ванну Влияние на качество шва Как удалить из металла шва
кислород водород азот сера фосфор Практическая работа 4.Изучение технологии наплавки чугунных отливок.
Цель работы: Изучение основных технологических приемов газовой наплавки чугуна
Теоретическае положения:
Газовая сварка чугуна является одним из наиболее надежных способов, позволяющих получить наплавленный металл по свойствам, близким к основному металлу. Однако в связи с большой трудоемкостью процесса газовую сварку применяют ограниченно и в основном для устранения повреждений в нежестких контурах детали: для приварки обломанных частей, наращивании ушков и небольших фланцев, заварки изношенных резьбовых и гладких отверстий.Газовую сварку осуществляют ацетилено-кислородным пламенем, имеющим по сравнению с другими газами более высокую температуру — до 3150°С.Основным инструментом при газовой сварке является сварочная горелка. Каждая горелка комплектуется набором сменных наконечников, которые подбираются в зависимости от толщины свариваемого металла или требуемого удельного расхода ацетилена (мощности пламени) в дм3/ч на 1 мм толщины металла.
В качестве присадочного металла при устранении повреждений в чугунных деталях газовой сваркой используют чугунные прутки марок А и Б диаметром 4—7 мм. Чаще применяют прутки Б, предназначенные для газовой сварки с местным подогревом. Прутки А рекомендуется использовать при сварке с общим подогревом детали. Диаметр прутка берется равным половине толщины свариваемого металла.Довольно часто при газовой сварке находит применение «подручный» материал. Вместо стандартных чугунных прутков используют в качестве присадочного металла чугунные поршневые кольца. Их сначала прожигают в электропечи до полного удаления смазки, затем ломают на несколько частей и сваривают встык для удобства пользования.
При газовой сварке чугуна обязательно применение флюса, который растворяет окислы, улучшает сплавляемость присадочного и основного металлов, защищает сварочную ванну от окисления. В качестве флюса используют прокаленную буру или смесь, состоящую из 56% буры, 22% соды и 22% поташа.
Техника и режимы сварки
Газовую сварку чугуна ведут нейтральным пламенем или с небольшим избытком ацетилена. Мощность пламени горелки регулируют в зависимости от толщины свариваемого металла из расчета расхода ацетилена 100—120 л/ч на 1 мм толщины металла. При наращивании обломанных фланцев, приливов, ушков и заварке отверстий обычно используют наконечники номеров 3—5.Деталь на столе устанавливают так, чтобы вести сварку в нижнем положении. Разогрев металла начинают наиболее «горячей» частью нормального пламени, находящегося в начале восстановительной зоны (за ядром). По мере нагрева металла до температуры 750—850°С (металл при такой температуре становится светло-красным) горелку немного удаляют от поверхности детали, продолжая нагрев менее горячей частью пламени — факельной зоной. Одновременно разогревают до такой же температуры присадочный металл. Затем конец прутка опускают в банку с флюсом и потом подводят к месту сварки. Почти сразу же на поверхности появляется сварочная ванна, после чего приступают к введению в ванну присадочного металла.
Если сварочная ванна загрязнена, то концом присадочного прутка грязный металл удаляют.Горелку и присадочный пруток при газовой сварке чугуна в одном месте не задерживают, ими все время манипулируют, то удаляя, то приближая к сварочной ванне. Угол наклона горелки выбирают таким, чтобы жидкий металл не вытекал из ванны, и чтобы не создавать большого давления на сварочную ванну.Изношенные отверстия в чугунной детали заплавляют ванным способом, при котором металл поддерживают все время в жидком состоянии до окончания сварки. Пруток вынимают из ванны как можно реже и только для того, чтобы доставить в сварочную ванну очередную порцию флюса. Оглавление присадочного прутка должно происходить под флюсом. Такой способ сварки обеспечивает наиболее полное удаление газов и неметаллических включений из металла шва и равномерную структуру.Появление на поверхности сварочной ванны пузырьков свидетельствует о наличии в расплавленном металле газовых включений. Для облегчения выхода газов необходимо при помощи присадочного прутка еще раз перемешать металл в сварочной ванне или вытеснить часть наплавленного металла и заполнить новым. Иногда газовые пузыри исчезают, если после завершения наплавки выдержать металл ванны в расплавленном состоянии в течение 20—30 с.Для уменьшения скорости охлаждения деталь после сварки необходимо накрыть асбестовым листом.
Задание: выполнить упражнения 28,29,30 – 37 рабочей тетради
Практическая работа: Изучение технологии наплавки алюминиевых деталей.
Цель работы: Изучение основных технологических приемов наплавки алюминиевых деталей.
Теретические положения:
Одним из наиболее доступных и недорогих является газовая сварка с использованием как ацетилена, так и пропан-бутана. Способ является надежным и незаменимым при отсутствии технических возможностей применить более совершенный способ, например, аргоно-дуговую сварку. По качеству соединения деталей газовая сварка дает удовлетворительные результаты. Во многом качество сварки зависит от качества флюса. До создания флюсов сварка алюминия являлась невыполнимой задачей. При создании флюсов было установлено, что растворителями для окиси алюминия являются галоидные соединения щелочного металла лития. Во флюсы для сварки алюминия чаще всего вводится хлористый или фтористый литий (LiCl или LiF).
Разработка флюсов для сварки алюминия сейчас не может считаться законченной.
Проверка пригодности флюса проводится так: нагревается небольшая зона (точка) горелкой до появления серой шероховатой поверхности (окисления), затем разогрев посыпается флюсом. Если флюс очищает поверхность металла до ртутного блеска, то флюс хороший. Настоящий флюс содержит обычно от 15 до 30% солей лития. Соли лития очень дорогие и дефицитны, поэтому делается много попыток создать флюсы, не содержащие лития. Но все безлитиевые флюсы на сегодняшний день нельзя считать полноценными, а лишь заменителями, дающими более или менее удовлетворительные результаты.
Для ответственных сварочных работ, в особенности для тонких металлов при сварке алюминия и сплавов нужно применять флюсы, содержащие соли лития. В качестве горючего газа кроме ацетилена можно использовать природный газ, пропан-бутановые смеси и водород. Качество соединения получается вполне удовлетвори тельное.
Флюс наносят в зоне сварки различными удобными способам в виде пасты или порошка, прилипающего к разогретому металлу.
Находящиеся во флюсе фтористые соединения растворяют окисную пленку А1203 в расплавленной ванне, а хлористые соли лития отнимают кислород у окиси алюминия и металл становится чистым. Флюсы очень гигроскопичны, поэтому их хранят в герметичной таре. Рекомендуется флюс АФ-4А как лучший.
Пламя газовой горелки нормальное, сварку ведут в нижнем положении левым способом, быстро, с расположением мундштука горелки под углом 20-40, а прутка — под углом 40-60 к плоское детали. При сварке нужно постоянно помешивать (или щупать при подогреве) концом прутка ванну. Сварку выполняют за один проход. Перед сваркой нужно предварительно подогреть детали до 250-300С.
Прочность сварочного шва составляет 70-90% от прочности основного металла. Флюс, разведенный в виде пасты на воде, может храниться в разведенном состоянии не более 10 ч.
Сварщику необходимо помнить, что алюминий и его сплавы при нагреве сразу переходят из твердой фазы в жидкую, минуя пластическую. При нагреве до 400-500С алюминий почти полностью теряет прочность и деталь может разрушиться (развалиться) под действием собственной силы тяжести.
К свариваемым алюминиевым сплавам относятся следующие АД, АД-1, АМц, АМц, АМгЗ, АМг5В, АМгб, АВ, АДЗЗ, АД35, Д2 ВАД-1, В92У.
Присадочные прутки и свариваемые кромки обезжиривают растворителями: уайт-спиритом, техническим ацетоном, растворителем РС-1 или РС-2. Чтобы флюс не разъедал алюминий, после сварки его удаляют следующими путями:
промывкой горячей водой;
травлением в 2,0%-ном растворе хромовой кислоты при температуре 80С, выдержка 5 мин;
промывкой в горячей воде и сушкой в шкафу при 100С на воздухе при 60-80С.
Качество промывки контролируют 2%-ным раствором азотокислого серебра. При обнаружении на поверхности белого налета промывку повторяют.
Задание: выполнить упр.39. стр.77, рабочая тетрадь
Практическая работа: Расчет режимов газовой наплавки
Цель работы: формирование навыков определения режимов газовой наплавки
Сварка в нижнем положении затруднений не вызывает и не требует каких-либо специальных приемов. Сварку вертикальных швов снизу вверх удобнее выполнять левым способом (рис. 87, а). Горизонтальные швы чаще выполняют правым способом (рис. 87, б), при котором газовый поток пламени направлен на шов и тем самым препятствует стеканию металла из сварочной ванны. В этом случае в отличие от обычного правого способа сварку ведут справа налево, а сварочной ванне придают некоторый наклон, облегчающий формирование шва. Потолочные швы также лучше сваривать правым способом (рис. 87, в), в этом случае конец присадочной проволоки и давление газового потока препятствуют стеканию жидкого металла вниз.
Рис. 87. Сварка вертикальных (а), горизонтальных на вертикальной плоскости (б) и потолочных (в) швов
Режимы газовой сварки определяются в основном следующими факторами: мощностью сварочного пламени, скоростью сварки, диаметром присадочного материала, углом наклона мундштука горелки. Все эти факторы связаны с толщиной свариваемого металла.
Мощность пламени определяется расходом горючего и обычно измеряется в литрах на час. Приближенно мощность ацетилено-кислородного пламени можно определить по формуле Vа=kS,
где Va — мощность пламени (расход ацетилена), л/ч;
S — толщина свариваемого металла, мм;
k — коэффициент пропорциональности, л/ч*мм (для низкоуглеродистой стали — 100-130, для высоколегированной стали и чугуна — 75-100, для алюминия — 100-150, для меди и ее сплавов- 150-225).
При сварке правым способом значение коэффициента пропорциональности несколько возрастает.
Скорость сварки примерно может быть определена по формуле vсв=А/S,
где vсв -скорость сварки, м/ч;
S — толщина свариваемого металла, мм; А — коэффициент, зависящий от свойств свариваемого металла и частично от его толщины, м*мм/ч (для стали средних толщин-12-15, для никеля -9-11).
Диаметр присадочного материала в виде проволоки, прутков или литых стержней приближенно подбирается по формулам:
для левого способа сварки d= S/2 + 1;
для правого способа сварки d=S/2;
При толщине металла более 15 мм в практике всегда применяют присадочный материал диаметром 6-8 мм и более.
Угол наклона мундштука горелки увеличивают с увеличением толщины свариваемого металла. Примерные значения его, рекомендуемые для левого способа сварки сталей, приведены на рис. 88. При сварке более теплопроводных материалов (медь, ее сплавы и др.) угол наклона должен быть несколько большим.
Рис. 88. Углы наклона мундштука горелки при сварке стали разных толщин
Задание: Выполнить кпражнения 3 14, 15, 16, 17, 18 – 22 стр.72 — 73
МДК 03.04. Технология автоматического и механизированного наплавления
Практическая работа: Расчет режимов наплавки под флюсом
Цель работы Изучение оборудования и технологии восстановления деталей автоматической наплавкой под слоем флюса.
Рис. 1.1. Схема формирования сварочной ванну при наплавке под слоем флюса:1 — электрод; 2 — мундштук; 3 — флюс; 4 — флюсопровод; 5 — электрическая дуга; 6 — расплавленный флюс; 7 — газовая (газошлаковая ) оболочка; 8, 9 — расплавленный и наплавленный металл; 10 — шлаковая корка; 11 — деталь; Н — вылет электрода; а — смешение электрода с зенита; Уэ — скорость подачи электродной проволоки; Ун — скорость наплавки; n — частота вращения детали
Между электродом 1 (рис. 1.1.) проходящим через мундштук 2 и деталью 11 возбуждается электрическая дуга 5. В зону горения последней по флюсопроводу 4 поступает флюс 3. Тепловая энергия, возникающая при горении дуги, оплавляет электрод и расплавляет флюс. В результате образуется флюсовый пузырь, состоящий из газовой оболочки 7 и расплавленного флюса 6, что защищает дугу и расплавленный металл 8 от воздействия внешней среды. По мере перемещения сварочной ванны наплавленный металл 9 остывает и формируется под защитой шлаковой корки 10.
Наплавкой под слоем флюса восстанавливают и упрочняют детали с достаточно большими износами (до 3. 5 мм).
При автоматической наплавке под слоем флюса, вследствие рационального использования тепла, выделяемого электрической дугой, уменьшается расход электрической энергии с 6 кВт-ч на 1 кг наплавленного металла для случая ручной электродуговой наплавки до 3 кВт-ч на 1 кг для случая автоматической наплавки под слоем флюса. Потери, электродного материала при наплавке под слоем флюса, не превышают 3-4 %, тогда как при электродуговой ручной наплавке они доходят до 30 %. Большие плотности тока порядка 150-200 А/мм2, обусловленные малым вылетом электродной проволоки, позволяют повысить производительность процесса автоматически наплавки под слоем флюса в 4-6 раз
В настоящее время существуют несколько разновидностей способа наплавки под слоем флюса; наплавка одной проволокой; многоэлектродная наплавка когда количество электродных проволок доходит до 6 штук; наплавка порошковой проволокой; наплавка лентой и т.д.
Выбор способа наплавки под слоем флюса определяется толщиной и свойствами наплавленного слоя. При наплавке под слоем флюса (рис. 10) в зону горения, которая возникает между электродной проволокой и деталью, непрерывно подается флюс. Часть флюса расплавляется и образует жидкую оболочку над сварочной ванной, препятствуя окислению расплава кислородом воздуха.
Легирующие элементы, содержащиеся во флюсе, частично переходят в жидкий расплав и ухудшают качество наплавленного металла, повышая его твердость из-за различных значений коэффициентов линейного расширения шлака и металла. Шлаковая корка по мере остывания твердеет, растрескивается и отпадает от детали. Автоматическую наплавку под слоем флюса ведут в основном на постоянном токе обратной полярности («+» на электроде, а «-» на детали). Это объясняется тем, что на «+» при сварочных процессах выделяется, на 15% больше тепла, чем на «-«. Такое распределение тепла позволяет снизить нагрев детали в процессе наплавки, уменьшить деформацию и зону термического влияния.
Оборудование и материалы для наплавкиВ комплект оборудования для автоматической наплавки деталей под слоем флюса входят: источник тока; устройство для поджигания дуги и ее устойчивого горения, подачи электродов и флюса (автоматическая сварочная головка); устройство для перемещения детали и сварочной головки. В табл.
приведена характеристика сварочных автоматов и полуавтоматов.
Характеристики сварочных автоматов и полуавтоматов
Автомат или Сварочный ток,Диаметр элек Скорости пода- Масса, кгполу автомат А тродной прово чи электродной локи, мм проволоки, м/ч Сварочные автоматы
АБС 3000—1000 3—6 28—225 173
А-874С До 1500 2,5—6 5—230 285
А-384 1000 3—5 28—219 135*
А-409 100—400 1,5—2 78—600 60*
А-580М 200—700 1,6—4 78—198 180
ПШ-5 150—650 1,6—2 79—100 18,65
ПШ-54 150—650 1,6—2 81—598 23,75
ПДШР-500 280—550 1,6—2 108—420 14,1
А-765 (А-936140—450 1,6—3,5 58—582 16,5
В качестве источника тока применяют сварочные преобразоВАТЕЛИ ПСО -500, ПС-1000, ПСМ-1000, сварочные выпрямители ВС-300, ВС-400, ВС-500, ВС-1000, а также сварочные трансформаторы СТШ-500, ТСД-500, ТСД-1000-4.
Для наплавки цилиндрических деталей используют токарновинторезные станки, в патроне и центре которых крепят деталь 6 (рис.1.2.), а на суппорте 1-сварочную головку. При вращении детали сварочная проволока с кассеты 2 через мундштук 3 поступает в зону дуги, где происходит расплавление металла. Из бункера 5 туда же поступает флюс. За один проход может быть
наплавлен слой металла толщиной 6 — 7 мм.
Рис.1.2. Схема установки для автоматической наплавки цилиндрических деталей под слоем флюса: 1 — суппорт; 2 — кассета;3 — мундштук;4 —
сварочная головка; 5 — бункер; 6 — деталь
Для автоматической наплавки используют сварочную и наплавочную проволоки.
В тех случаях, когда требуется получить более точно качество наплавленного слоя, используют порошковые проволоки марки ПП-ЗХ2В8, ПП- Х42ВФ и др. В ряде случаев для наплавки больших поверхностей деталей под слоем флюса применяют стальную ленту толщиной 0,2 — 1,0 мм и шириной 15 — 100 мм.
Флюсы, используемые для автоматической наплавки, делятся на плавленые и неплавленые (керамические). Плавленые флюсы — сложные силикаты, близкие по свойствам к стеклу. Они аморфны, имеют стеклообразный или пемзовидный вид. Температура плавления флюса не превышает 1200°С. Основным недостатком этих флюсов является отсутствие в их составе ферросплавов, свободных металлов и углеродистых веществ, что делает их слабыми раскислителями. Несмотря на это, плавленые флюсы подучили большое применение. Химический состав плавленых флюсов приведен табл. 1.2.
Наплавленный металл может быть легирован при помощи керамических флюсов, включающих в себя такие легирующие компоненты, как феррохром, ферротитан, никель и др. Это флюсы позволяют получать наплавленный металл различного химического состава. Широкое применение получили керамические флюсы марок К-2, К-11, КВС-19, КС-Х14Р, используемые при восстановлении деталей низкоуглеродистой сварочной проволокой Св-08,Св- 08А.
Состав плавленых флюсов
Компоненты Состав по массе флюсов марок, %
ОСЦ-45 АН-348 АН-438-А АН-60
Кремнезем 43 — 45 42,4- — 45 41,0 — 43,5 42,5 — 46,7
Закись марганца 38 — 43 38 — 43 31,5 — 35,5 37 — 40
Окись кальция До 5,0 6,5- 9,5 До 5,5 3,0 — 8,0
6, 6,0 — 7,5 3,5 — 5,5 5,0 — 7,5
Окись калия — 1,0 -1,5 — —
Окись магния До 1,0 0,7 -3,5 5,5 -7,5 0,5 — 3,0
Глинозем >> 2,5 До 2,5 До 3,0 5,0
Закись железа >>1,5 >>1,5 >>1,5 >>1,5
Сера >>0,15 >>0,15 >>0,15 >>0,16
Фосфор >>0,15 >>0,15 >>0,15 >>0,15
Режимы наплавкиВыбор режимов наплавки определяется толщиной наращиваемого слоя, геометрическими размерами детали, свойствами рабочей поверхности детали (табл. 1.3.).
Одним из существенных недостатков наплавки под слоем флюса является появление в наплавленном слое остаточных растягивающих напряжений, что является одной из причин, которые приводят к снижению усталостной прочности деталей после наплавки. Усталостная прочность деталей после наплавки снижается до 40 % по сравнению с исходной. Поэтому технологический процесс восстановления деталей под слоем флюса должен обязательно включать упрочняющую операцию пластическим деформированием после наплавки.
Таблица 1.3.
Выбор режимов наплавки под слоем флюса
Материал детали Марка электродной проволоки Марка флюса Твердость наплавленного слоя (НВ) ММА
Сталь 30 Нп-10Г2 АН-348А 1560-1640
НП-08 АН-348А 1700-2200
Сталь 40 Нп-З0ХГСА АН-348А 2800-3100
Нп-30 ХГСА ЖС-400 4000-5000
Нп-З0ХТСА АН-348А 2800-3420
Таблица 1.4.
Зависимость величины тока от диаметра наплавляемой детали
Диаметр наплавляемой летали, мм 70 100 200 300 400 500
Сила тока, А 130-150 150-170 190-250 240-280 290-350 340-420
При выборе режимов наплавки под слоем флюса можно руководствоваться следующим:
Материал электродной проволоки и марку флюса выбирают в зависимости от материала детали и требуемой твердости наплавленного слоя (табл. 1.3).
Величину тока выбирают в зависимости от диаметра наплавляемой детали (табл. 1.4).
По величине тока подбирают диаметр сварочной проволоки: ёэл = 1,2 мм — J = до 220 A, ёэл = 1,6 мм — J = 140-300 A, ёэл = 2,0 мм — J = 200-400 A.
Скорость наплавки определяется по формуле:
V =1,27аяJн AhH ( + 2d )у, м/ч
где ан — коэффициент наплавки, г/Ач; ан = 7+12 г/Ач; J — сила тока, А; d —
диаметр наплавляемой детали, мм; ^н — толщина наплавляемого слоя, мм; Y — удельный вес электродной проволоки, г/см3.
По скорости наплавки рассчитывают число оборотов детали:
Величину шага наплавки выбирают в зависимости от диаметра электродной проволоки:
dэл = 1,2 мм — Sn=3-4 мм/об, dэл = 1,6 мм — Sn=4-8 мм/об, dэл = 2,0 мм — Sn=8-12 мм/об.
Скорость подачи сварочной проволоки рассчитывают по формуле:
Длину проволоки, необходимой для наплавки поверхности детали длиной до 4 м определяют как:
где К — коэффициент перехода металла электродной проволоки в наплавляемый металл; Ку = 0,85-0,89; L — длина детали, м.
Вылет электрода определяют из соотношения:
Угол наклона (в) мундштука к оси принимают равным 90°, при наплавке галтелей — от 45 до 60°. Смещение электрода в зените 1 =(0,05 » 0,07)d, мм.
Последовательность выполнения работыИсследования проводят на образцах из стали 45, имеющих твердость 1500-1600МПа. Диаметр образцов -100 мм, длина — 400 мм. Наплавку производят на токарном станке 1А62, оборудованном автоматом А-409. При выполнении работы до и после наплавки замеряют твердость по Бринеллю на приборе ТШ-2 при нагрузке 3000 кг.
Для выполнения работы на рабочем месте необходимо иметь штанге- нинструмент 0-150, микроскоп МИМ-7 и набор микрошлифов, вырезанных из образцов, наплавленных по различным режимам.
Изучить устройство наплавочного автомата А-409 и правила пользования им. Замерить диаметр и исходную твердость образцов.
Настроить станок и автомат для наплавки. Произвести наплавку образцов по режиму:
серия. Проволока Нп-08, d = 1,6 мм, V = 30 ВФлюс АН-348А, J,= 100. A, J2= 200 А, J3=300 A, b = О, Sn=5 мм/об, l = 5
серия. Проволока Нп-08, dэл = 1,6 мм, V = 30 В
Флюс ЖС-400, J,= 100 A, J2 = 200 А, J3 = 300 A, b = 0, Sn = 5 мм/об, I =5
При наплавке принять толщину слоя равной 3 мм.
Рассчитать для обеих серий скорость наплавки, число оборотов детали и скорость подачи электродной проволоки.
3.Замерить диаметр образцов после наплавки. Зачистить образцы после наплавки на заточном станке ЗМ634 и замерить твердость по Бринеллю.
Изучить на микроскопе МИМ-7 коллекцию микрошлифов, вырезанных из образцов первой и второй серий и наплавленных по приведенным режимам.
В квадратах 40×40 мм зарисовать исходную микроструктуру и ее изменение при наплавке.
По результатам выполненной работы написать отчет
Практическая работа 2. Расчет режимов наплавкит в защитных газах
Цель работы: Формирование исследовательских умений по выводу и обобщению полученных знаний для расчетов режимов механизированной сварки
Оборудование: учебная и справочная литература, компьютор, электронное пособие.
ОСНОВНЫЕ СВЕДЕНИЯ:
Режим сварки оказывает большое влияние на геометрические размеры и форму шва, которые характеризуются следующими элементами: глубиной провара hn, высотой усиления Иу, шириной шва b, коэффициентом формы провара = b/hn, коэффициентом формы шва Ь/ Иу, а также долей основного металла в шве, представляющей собой отношение площади расплавленного основного металла к площади сечения всего шваф = Fo / Fo + Fэ,
где Fo — площадь сечения расплавленного основного металла, мм2;
Fэ — площадь сечения наплавленного электродного металла, мм2.
Режим автоматической и полуавтоматической сварки под флюсом характеризуется основными параметрами: величиной сварочного тока, напряжением дуги, скоростью сварки.
К особенностям режима сварки также относится: положение электрода (сварка вертикальным электродом, углом назад и углом вперед), положение изделия (сварка «на подъем» и сварка «на спуск»), форма подготовки кромок (угол разделки, величина притупления и зазор), величина вылета электрода, марка и грануляция флюса, род и полярность тока, диаметр электрода.Величина сварочного тока.
С увеличением сварочного тока в электроде возрастает давление газов дуги, расплавленный металл начинает вытесняться из-под дуги более интенсивно — это приводит к уменьшению прослойки жидкого металла и возрастанию глубины провара. Ширина шва при этом остается почти неизменной. Чтобы обеспечить устойчивость процесса с увеличением сварочного тока, необходимо увеличивать скорость подачи проволоки, что приводит к увеличению высоты усиления шва. Плотность тока оказывает примерно такое же влияние, как и его величина.
Сварочный ток определяют по формуле:
Где hn — требуемая глубина провара, мм;
К — коэффициент, зависящий от рода тока, полярности, диаметра электрода и марки флюса.
Значения коэффициента К для электрода диаметром 5 мм.
Марка флюса Род тока Значение К, мм/100 А
сварка в тавр, встык с разделкой кромок наплавка и сварка встык без разделки кромок
АН-348 Постоянный, обратной полярности 1,75 1,1
ОСЦ-45 Переменный 1,55 1,15
АН-348 Постоянный прямой полярности 1,25 1,0
Диаметр электродной проволоки.
При неизменном токе и уменьшении диаметра проволоки плотность тока возрастает, что приводит к значительному увеличению глубины провара, а ширина шва несколько уменьшается. Обычно для сварки под флюсом применяют проволоку диаметром 2-5 мм, причем для получения более глубокого провара на малых токах рекомендуется применять проволоку меньшего диаметра.
Напряжение дуги изменяется пропорционально длине дуги. С увеличением длины дуги повышается ее напряжение и возрастает доля тепла, идущая на плавление флюса и металла. В результате этого ширина увеличивается, а глубина провара и высота усиления уменьшаются. Напряжение в дуге в зависимости от величины тока и диаметра электрода обычно устанавливается 30-50В.
При увеличении скорости сварки ширина шва уменьшается. Одновременно с этим при небольшом увеличении скорости сварки глубина провара несколько увеличивается. При дальнейшем увеличении скорости сварки (более 40 м/ч) время теплового действия дуги на металл и глубина провара уменьшаются, а при скорости сварки более 80 м/ч возможно несплавление основного металла с металлом шва.
Для получения хорошо сформированного шва скорость сварки приближенно можно определять по формуле:
Усв = 2500/1св м/ч,
Наклон электрода вдоль шва.
Сварку выполняют вертикальным электродом, углом вперед и углом назад. При сварке углом вперед жидкий металл подтекает под дугу, поэтому глубина провара и высота усиления уменьшаются, а ширина шва увеличивается. При сварке углом назад жидкий металл давлением дуги вытесняется из-под нее, в следствии, чего увеличиваются глубина провара и высота усиления, а ширина шва уменьшается. В этом случае возможно образование зон несплавления основного металла с металлом шва, поэтому
В зависимости от наклона изделия сварка может быть выполнена на горизонтальной плоскости, на подъем и спуск. При сварке на подъем расплавленный металл под действием собственного веса вытекает из-под дуги, в результате чего увеличивается глубина провара и высота усиления, а ширина шва уменьшается. При сварке на спуск жидкий металл подтекает под дугу, что уменьшает глубину провара и увеличивает ширину шва. Угол подъема и спуска не должен быть более 6 — 8°, так как в противном случае ухудшается формирование шва и возникает опасность образования непровара.
ЗАДАНИЕ:По одному из вариантов рассчитайте режимы
полуавтоматической сварки, и данные занесите в таблицу:
мм Переменный ток Постоянный ток, обратной полярности Скорость
Сила сварочного тока, А Напряжение
дуги, ВСила сварочного тока, А Напряжение
дуги, ВЗадание 2 Работа с электронным пособием
Варианты заданий: Определитиь режимы наплавки цилиндрической детали диаметром 120 мм, толщина изношенного слоя 1,6 мм.
По результатам работы оформить отчет, сделать вывод
 «ДОПОЛНИТЕЛЬНЫЙ ПРОТОКОЛ ИСПЫТАНИЙИСПЫТАНИЕ ТЕРМОЗАЩИТНЫХ ПОКРЫТИЙ AMSAFE BRIDPORT (ТЕПЛОВЫЕ ИСПЫТАНИЯ ВНЕ ПОМЕЩЕНИЯ И В ПОМЕЩЕНИИ ОТ 21/07/2006И 19/10/2006) Составил: Дата: 13/03/2007 Вишва Де Сильва(Vishva De Silva) Инженер Проекта Проверил: Дата: 13/03/2007 Мадхара Мапитагама(Madhara Mapitagama) Ведущий инженер Ут. »
«ДОПОЛНИТЕЛЬНЫЙ ПРОТОКОЛ ИСПЫТАНИЙИСПЫТАНИЕ ТЕРМОЗАЩИТНЫХ ПОКРЫТИЙ AMSAFE BRIDPORT (ТЕПЛОВЫЕ ИСПЫТАНИЯ ВНЕ ПОМЕЩЕНИЯ И В ПОМЕЩЕНИИ ОТ 21/07/2006И 19/10/2006) Составил: Дата: 13/03/2007 Вишва Де Сильва(Vishva De Silva) Инженер Проекта Проверил: Дата: 13/03/2007 Мадхара Мапитагама(Madhara Mapitagama) Ведущий инженер Ут. »
«Системы подачи сжатого воздуха для организации респираторной защиты на производстве Законодательство требует от работодателей, чтобы рабочие, подверженные влиянию вредных веществ, находящихся во вдыхаемом воздухе, были обеспечены средствами респир. »
«Пресс-релиз «Сплошное статистическое наблюдение-2015: механизм проведения переписи малого и среднего бизнеса» Процесс проведения Сплошного статистического наблюдения за деятельностью субъектов малого и среднего предпринимательства в 2016 году по итогам 2015 года разбит на ряд этапов. На п. »
«1409703873500ОПРОСНЫЙ ЛИСТ для заказа ШРП ООО «СеверЭнергоГаз» Объект: _ Заказчик: Адрес заказчика: тел./факс: № п/п Наименование Величина, потребность Входное давление, МПа Входной диаметр, DN Выходное давление, МПа (*) 1-й выход. »
«Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Национальный исследовательский Томский политехнический университет»УТВЕРЖДАЮ И.о. декана ГФ _В.И. Турнаев «_»_2011 г.РАБОЧАЯ ПРОГРАММА МОДУЛЯ (ДИСЦИПЛИНЫ) Философия НАПРАВЛЕНИЕ ООП 221400 Управление качествомСПЕЦИАЛИЗАЦ. »
«УТВЕРЖДЕНО решением Правления Ассоциации Саморегулируемая организация «Северный проектировщик» Протокол № 99 от «28» июня 2017 г.ПОЛОЖЕНИЕОБ ИНФОРМАЦИОННОЙ ОТКРЫТОСТИ АССОЦИАЦИИ САМОРЕГУЛИРУЕМАЯ ОРГАНИЗАЦИЯ «СЕВЕРНЫЙ ПРОЕКТИРОВЩИК» г. Якутск 201. »
«Муниципальное образование город-герой Новороссийск Краснодарского края муниципальное бюджетное общеобразовательное учреждение средняя общеобразовательная школа № 10 муниципального о. »
«УТВЕРЖДАЮ: [Наименование должности] [Наименование организации] /[Ф.И.О.]/ «» 20 г.ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ Аппаратчик чистки ковровых изделий 5-го разряда1. Общие положения1.1. Настоящая должностная инструкция определяет функциональные обязанности, права и ответственность аппаратчика чистки ковровых изделий 5-го разряда [Наименование организации в роди. »
«МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «Забайкальский государственный университет» (ФГБОУ ВО «ЗабГУ») Факультет горны. »
«Mami O.D. mamielena1964@mail.ru10-A классПідручник: Несвіт А.М. «Ми вивчаємо англійську мову»: підручник для 10 класу загальноосвітніх навчальних закладів.: профільний рівень К.: Генеза, 2010 304с. (наказ Міністерства освіти і наук. »
«Утверждена комиссией по соблюдению требований к служебному поведению государственных гражданских служащих Новосибирской области и урегулированию конфликта интересов министерства строительства Новосибирской области протокол от 14.04.2017Карта коррупционных рисков Министерства строительства Новосибирск. »
«»ВСЕРОСИЙСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ИСПОЛЬЗОВАНИЯ ТЕХНИКИ И НЕФТЕПРОДУКТОВ В СЕЛЬСКОМ ХОЗЯЙСТВЕ»ARC FUND, ENTERPRISE EUROPE NETWORKРОССИЙСКАЯ АССОЦИАЦИЯ СОДЕЙСТВИЯ НАУКЕООО «МАКСИМАЛ ИНФОРМАЦИОННЫЕ ТЕХНОЛОГИИ»»РЕГИОНАЛЬНЫЙ ЦЕНТР УПРАВЛЕНИЯ И КУЛЬТУРЫ». »
2018 www.el.z-pdf.ru — «Библиотека бесплатных материалов — онлайн документы»
Материалы этого сайта размещены для ознакомления, все права принадлежат их авторам.
Если Вы не согласны с тем, что Ваш материал размещён на этом сайте, пожалуйста, напишите нам, мы в течении 2-3 рабочих дней удалим его.







