МЕХАНИЗМЫ ИГЛ ШВЕЙНЫХ МАШИН
 Наиболее распространен кривошипно-шатунный механизм, который может быть трех типов:
Наиболее распространен кривошипно-шатунный механизм, который может быть трех типов:
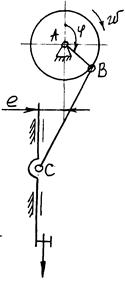 2 нецентральный
2 нецентральный
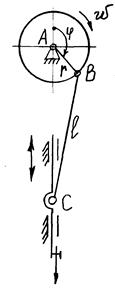
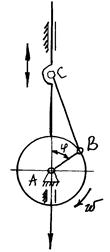
3 обращенный (с шатуном вверху)
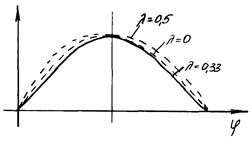
Структура механизма влияет на продолжительность рабочего хода иглы, т.е. на время нахождения ее в материале.
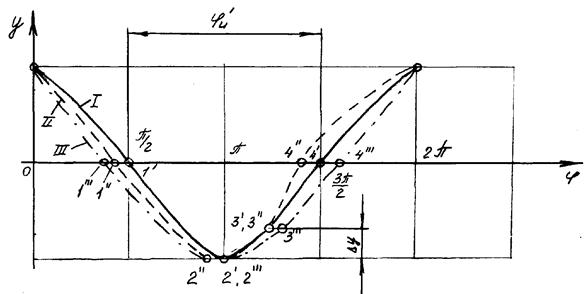 Рассмотрим циклограммы работы этих механизмов
Рассмотрим циклограммы работы этих механизмов
1 – вход иглы в материал;
2 – крайнее нижнее положение иглы;
3 – момент образования петли-напуска;
4 – выход иглы из материала;
φ – угол поворота главного вала.
Центральный механизм основной, время рабочего хода равно времени холостого хода. Он самых распространенный.
Нецентральный позволяет изменить продолжительность формирования петли-напуска. Применяется в механизмах с отклоняющейся иглой. Например, зигзаг машина.
Обращенный механизм позволяет увеличить рабочий угол иглы, замедлить движение иглы на участке формирования петли-напуска. Широко применяется в многоигольных машинах с одним петлителем и с отклоняющейся иглой.
Важным параметром является коэффициент
Этот коэффициент определяет габариты механизма и закон движения иглы. Наиболее благоприятным с динамической точки зрения является гармонический закон. Например, косинусоидальный или синусоидальный.
Механизмы отклонения иглы.
Такие механизмы можно разделить на две группы.
- Обеспечивающие отклонение иглы во время нахождения ее вне сшиваемых деталей. Типовая схема механизма показана на рис. 2.4.5. Наиболее распространены кулачковые механизмы типа использованного в машине 26 класса.
- Обеспечивающие отклонение иглы во время нахождения ее в сшиваемых деталях. К ним относятся механизмы машин 862 и 330-8 класса ПМЗ. Такие механизмы применяются при линейном перемещении сшиваемых деталей с целью уменьшения или устранения их относительного смещения (посадки) и являются также регулируемыми, причем отклонение иглы должно строго соответствовать велечине перемещения деталей.
Механизм отклонения иглы машин первой группы рассмотрим на примере машины 26 кл., которая предназначена для выполнения зигзагообразной декоративной строчки на обуви и кожгалантерейных изделиях.
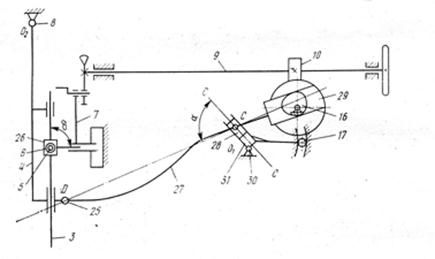
Рис. 2.4.5. Кинематическая схема механизма иглы машины 26 кл.
Механизм отклонения иглы маятникового типа устроен следующим образом. На главном валу 9 установочными винтами закреплено винтовое зубчатое колесо 10, находящееся в зацеплении с винтовым зубчатым колесом 29, свободно вращающимся на оси, установленной в корпусе машины. Передаточное отношение в этой паре t = 2: 1. Таким образом, колесо 29 вращается с угловой скоростью в два раза меньшей, чем главный вал. Трехцентровый кулачок 16, выполненный как одно целое с зубчатым колесом 29, охватывается вилкой шатуна-кулисы 27, который эксцентриковой шпилькой 25 шарнирно соединен с рамкой 4 игловодителя, качающейся на оси 8. К шатуну-кулисе 27 шарнирно присоединен ползун 28, перемещающийся в пазу рычага-регулятора 31 отклонения иглы. Рычаг цапфой 30 шарнирно присоединен к крышке корпуса машины. Положение рычага-регулятора 31 фиксируется гайкой 17. Регулировка отклонения иглы достигается поворотом рычага-регулятора 31 вокруг оси О1, цапфы 30 (рис. 2.4.5). Чем меньше угол α между осью СС паза рычага 31 и прямой DC, проходящей через оси шарнира ползуна 28 и шпильки 25, тем больше осевые смещения шатуна-кулисы, а значит, больше и отклонение иглы. Если угол α=90°, то отклонение иглы будет равно нулю.
Профиль трехцентрового кулачка обеспечивает выстой механизма, т. е. отклонение рамки игловодителя происходит только тогда, когда игла находится вне материала.
Положение оси поворота рычага-регулятора 31 (точка 01) совпадает с положением оси шарнира С при среднем положении механизма, соответствующем вертикальному положению игловодителя. Такое расположение точки O1 обеспечивает сохранение среднего положения иглы при регулировке ее отклонения. В процессе работы механизма рамка 4 вместе с игловодителем 3 поворачивается вокруг оси 02, при этом изменяется угол δ между осью игловодителя и осью пальца игловодителя 26, шарнирно соединенного с нижней головкой шатуна 7. Чтобы обеспечить возможность изменения угла δ, между игловодителем и его пальцем введена шарнирная связь: установлен цилиндрический вкладыш 6, в котором винтом 5 закреплен игловодитель.
Правый конец нижней головки шатуна входит в направляющую, которая служит третьей опорой игловодителя, исключающей его поворот вокруг своей оси под действием шатуна.
Механизм отклонения иглы машин второй группы рассмотрим на примере машины 330-8 кл., которая предназначена для сшивания деталей из кож, тканей и искусственных материалов двухниточной челночной строчкой. Машина обеспечивает беспосадочный шов при непрерывном перемещении материала.
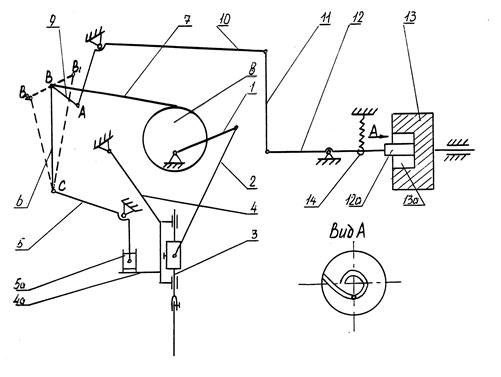
Рис. 2.4.6. Кинематическая схема механизма отклонения иглы машины 330-8 кл.
Игловодитель З с иглой (см. рис. 2.4.6) совершает вертикальное возвратно-поступательное перемещение и качательное движение в направлении подачи материала и обратно. Вертикальное перемещение сообщается игловодителю от главного вала через кривошип I, шатун 2 и поводок, соединяющий нижнюю головку шатуна с игловодителем. Качательное движение игловодитель получает от эксцентрика 8 (фактически он выполняет функцию кривошипа), через шатун отклонений игловодителя 7, соединительное звено 6, угловой рычаг 5, который с помощью ползушки 5а, входящей в паз 4а, отклоняет рамку игловодителя 4.
Величина амплитуды качания иглы зависит от вертикального смещения звена 6. В свою очередь, величина вертикальных смещений звена 6 и горизонтальных отклонений иглы зависит от положения точки А коромысла 9. Как показано на рис. 2.4.7, смещение точки А по часовой стрелке приводит к уменьшению вертикального смещения звена 6 и сокращению амплитуды качания игловодителя, что соответствует меньшей длине стежка. Положение точки А устанавливается путем поворота диска 13 (см. рис. 2.4.6) при этом изменяются положения звеньев 12, 11, 10. Одновременно происходит регулирование скорости транспортирования сшиваемых материалов.

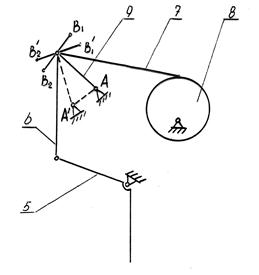
Рис. 2.4.7. Схема регулирования величины отклонения иглы.
Устройство и работа механизма иглы и нитепритягивателя швейных машин




![]()
![]()
Свойства челночной строчки. Принцип образования челночного стежка. Классификация машинных игл и приемы их установки. Заправка швейных машин
СВОЙСТВА ЧЕЛНОЧНОЙ СТРОЧКИ
Двухниточная челночная строчка образуется из двух ниток – верхней А и нижней Б, которые должны переплетаться между стачиваемыми материалами. Верхняя нитка Аназывается игольной, нижняя Б – челночной, так как поступает со шпульки, находящейся внутри челночного комплекта, расстояние между двумя проколами иглы называется – длина стежка.
Челночная строчка – труднораспускаемая и достаточно прочная на разрыв как вдоль, так и поперек шва. Челночная строчка менее растяжима, чем цепная и широко применяется для изготовления различных видов одежды и белья.
При определении расхода ниток на образование челночной строчки учитывают коэффициент уработки, который в среднем равен 1,2-1,7. Так, при коэффициенте уработки, равном 1,5, на шов длиной 10 см расходуется: 15 см верхней и 15 см нижней ниток. Коэффициент уработки зависит от длины стежка, толщины и свойств стачиваемых материалов, степени натяжения ниток и других факторов. Для образования челночного переплетения ниток требуются более сложные механизмы, чем для цепного. Например, челночный комплект состоит из большого количества деталей и требует постоянной чистки и смазки. Наличие шпульки в челночном комплекте снижает коэффициент использования машины: в течение смены шпулька может быть заменена 70 – 80 раз. Например, при стачивании шаговых срезов брюк на машине 97-А кл. ОЗЛМ. на перезаправку шпульки расходуется 3 – 5 % рабочего времени.
ПРИНЦИП ОБРАЗОВАНИЯ ЧЕЛНОЧНОГО ПЕРЕПЛЕТЕНИЯ
Переплетение ниток при образовании челночного стежка может производиться с помощью качающегося, колеблющегося или вращающегося челнока. Наибольшее распространение получили машины с вращающимися челноками, поэтому ниже рассмотрим принцип образования стежка на машине с вращающимся челноком.
Верхнюю нитку с катушки 5 (рис. 3, а) или бобины обводят между шайбами 3регулятора натяжения, вводят в ушко нитепритягивателя 4 и заправляют в ушко иглы 2. Игла 2 прокалывает материал, проводит верхнюю нитку через него и опускается в нижнее крайнее положение. При подъеме игла образует из нитки петлю, которую захватывает носик челнока. Игла (рис. 3, б) начинает подниматься вверх, носик челнока 7, захватив петлю верхней нитки, расширяет ее. Нитепритягиватель 4, перемещаясь вниз, подает нитку челноку. Петля верхней нитки обводится челноком вокруг шпульки (рис. 3, в).
Когда петля верхней нитки будет обведена на угол, больший 180 (рис. 3, г), Нитепритягиватель, поднявшись вверх, затянет стежок. Рейка 6 переместит материал на длину стежка.
Челнок (рис. 3, д) совершает холостой ход, а в это время другие рабочие органы машины (игла, рейка и нитепритягиватель) заканчивают свою работу.
По такому же принципу работают машины с колеблющимися челноками, менее распространенными в швейной промышленности из-за неравномерного движения челнока.
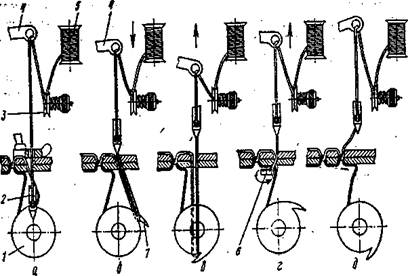
Рис. 3. Принцип образования челночной строчки
КЛАССИФИКАЦИЯ МАШИННЫХ ИГЛ ПО ГОСТ 22249—82 Е
Все машинные иглы служат для прокола материалов, проведения через него заправленной в ушко иглы нитки и образования петли необходимого размера, а затем выведения лишней части нитки из материала и затягивании стежка. Машинные иглы имеют колбу для крепления иглы в иглодержателе или игловодителе, стержень и острие для прокола материалов. Для образования петельки вдоль острия и стержня проходит короткий желобок, а с противоположной стороны длинный желобок для предохранения верхней нитки от перетирания. Ушко иглы служит для заправки в него верхней нитки.
В ГОСТ 22249 – 82 Е содержатся цифровые обозначения игл в зависимости от формы сечения стержня, формы заточки острия и особенностей изготовления колбы. Учитываются: диаметр колбы, ее длина, длина всей иглы, длина от верхней кромки ушка до конца колбы, положение желобков на стержне и т. д.

Кроме специальных цифровых обозначений все машинные иглы имеют номера – это толщина стержня в сотых долях миллиметра. В швейной промышленности применяются иглы номеров от 60 до 210. Например, иглы швейной, машины 1022-М кл. обознаются номером 0203.

Рис. 6. Правая и левая крутки ниток

Рис 7. Определение крути нитки
Обозначение А-75 говорит о том, что игла выпускалась Артинским механическим заводом. Иглы для бытовых швейных машин имеют на колбе продольную лыску, облегчающую правильную установку иглы в машине.
Перед стачиванием материалов нужно подобрать нитки в соответствии с требованиями паспорта швейной машины и в зависимости от ниток подобрать иглы.
При подборе ниток следует обращать внимание на направление крутки, которая бывает левой (S) и правой (Z) (рис. 6). Такая необходимость вызвана тем, что в одних классах швейных машин в процессе переплетения нитки будут раскручиваться и терять свою прочность, в других классах нитки такой крутки вполне приемлемы. По этим причинам подбор ниток необходимо производить в соответствии с требованиями паспорта швейной машины.
Для определения направления крутки, нитку зажимают между большим и указательным пальцами правой и левой руки (рис.7), причем большим пальцем правой руки относительно указательного пальца прокатывают от себя, т. е. вращая ее против часовой стрелки. Если пряди нитки закручиваются, то это нитка правой крутки, если раскручиваются – левой.
Механизм иглы. Механизм иглы в швейной машине челночного стежка предназначен для преобразования вращательного, движения главного вала машины в возвратно-поступательные перемещения иглы по прямой траектории.
Основным параметром механизма иглы является общий ход иглы, т.е. перемещение ее из крайнего верхнего в крайнее нижнееположение. Чем больше общий ход иглы, тем большей толщины материал может стачивать машина.
Механизм иглы в зависимости от способа преобразования, движения и наличия деталей имеет следующие типы: кривошипно-шатунный (рис. 8, а), кривошипно-ползунный (рис.8, б), аксиальный (рис. 8, в), дезаксиальный (рис. 8, г), шарнирный многозвенник (рис. 8, д) и множество других (кривошипно-кулисный, кулачковый в машине класса 25 и др.).
Наименование кривошипно-шатунный механизм получил из-за наличия в его конструкции кривошипа 1 и шатуна 2. Такой механизм имеют бытовые швейные машины. На высокоскоростных швейных машинах используются кривошипно-ползунные механизмы, в которых на поводке 3 расположен ползун 6. Ползун устраняет разворот игловодителя 4 при работе машины.
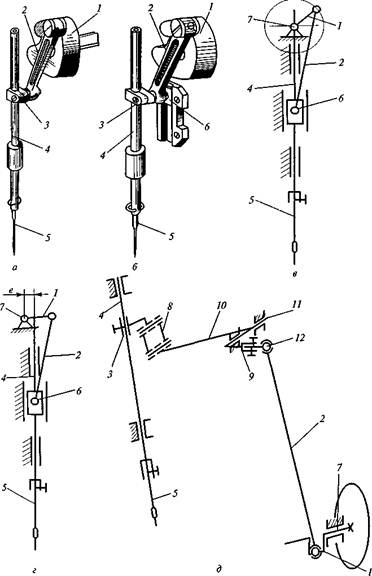 |
Рис. 8. Механизмы игл
В работе механизма иглы необходимо прежде всего обращать внимание на положение иглы по высоте. В крайнем верхнем положении острие иглы не должно выступать ниже подошвы прижимной лапки в ее поднятом положении. В крайнем нижнем положении игла должна находиться на такой высоте, чтобы при подъеме сформировать петлю и вынести ее на траекторию движения носика челнока. При подъеме иглы от крайнего нижнего положения на высоту S = 1,9-2,5 мм, необходимую для образования игольной петли (петельный ход), вышедший для захвата петли носик челнока должен быть выше верхней грани ушка иглы на с =1-2 мм. Обычно в машинах с вращающимся челноком ушко иглы должно выходить (при крайнем нижнем ее положении) наполовину из-за фронтальной части шпуледержателя.
Регулировку высоты иглы в механизме выполняют после ослабления винта крепления поводка 3 на игловодителе 4 смещением игловодителя 4 вместе с иглой 5 вверх или вниз, ориентируясь на, выполнение требований по захвату игольной петли.







