- Смазки пресс-форм для литья под давлением сплавов цветных металлов
- Смазки для литья под давлением
- Назначение и свойства
- Преимущества современной смазки для ЛПД
- Литье металлов под давлением
- Гидравлические масла
- В постоянном совершенствовании конструкций гидроприводов отмечаются следующие тенденции:
- Система обозначения гидравлических масел
- Ассортимент гидравлических масел
- Маловязкие гидравлические масла
Смазки пресс-форм для литья под давлением сплавов цветных металлов
| Наименование | Описание | Применение | Свойства |
|---|---|---|---|
| СТАВРОЛ-500 марка 3 | Разделительная смазка для пресс-форм литья под давлением цветных сплавов. | — | — |
| СТАВРОЛ-300 марка 2 | Противозадирная смазка для особо нагруженных поверхностей пресс-форм при литье под давлением цветных сплавов. | — | — |
| СТАВРОЛ-1000 | Технологическая смазка для пресс-пар, на машинах литья под давлением, на основе синтетических и натуральных восков в виде гранул. | — | — |
| СТАВРОЛ 1000 марка 2 | Технологическая смазка для пресс-пар, на машинах литья под давлением, на основе синтетических и натуральных восков с графитом в виде гранул. | — | — |
| СТАВРОЛ-П | Технологическая смазка для прессующих пар машин литья под давлением, на основе минерального масла с добавлением графита. | — | — |
| СТАВРОЛ-ПФ | Технологическая противозадирная смазка. | — | — |
| Isolat 128 PP | Смазка для пресс-поршня светлого цвета, на базе растительных масел с биологическими присадками улучшающими смазывающие способности и обеспечивающие «удержание» смазки на пресс-поршне. | — | — |
| Isolat 80G | Твердый смазочный материал для поршня (сердечника) и муфты | — | — |
Смазки для литья под давлением
В условиях конкурентного производства качество отливок определяет не только стоимость этого изделия, но и рентабельность самого литейного предприятия. Высокие требования заказчиков к цветным сплавам заставляют производителей использовать новые, более качественные смазки для литья под давлением. Современные смазочные материалы призваны помочь российскому производителю обеспечить идеальную поверхность отливок, а также целостность, функциональность и долговечность пресс-форм.
Назначение и свойства
Чрезмерный нагрев формы при литье под давлением приводит к привариванию металла и снижению прочности изделий. Для предотвращения этого производится смазка пресс-форм литья под давлением. Эта процедура осуществляется перед началом, а также во время рабочего процесса. Высокие технологические характеристики данного вещества обеспечивают защиту от задирания и налипания алюминия. Кроме того, снижается термический удар, тем самым, увеличивается срок эксплуатации литейной формы.
Смазки для литья цветных металлов под давлением изготавливают из минеральных масел и выпускают в виде готовых эмульсий, паст или твердых смесей. Наносятся на рабочую поверхность с помощью пневматического распылителя или кистью. В ходе процедуры отливки они сгорают без видимых остатков.
Преимущества современной смазки для ЛПД
Все современные смазки для литья, включая смазки для горячих стержневых ящиков, прежде всего, помогают получать высококачественную поверхность отливок. Производимые на нашем предприятии новые смазки для литья под давлением цветных металлов отличаются радом преимуществ перед конкурентной продукцией:
— Высокие смазочные свойства материала способствуют быстрому извлечению из формы готовой отливки.
— Противозадирная смазка улучшает качество отлитого изделия; уменьшается брак (задирание, дефекты), не остается разводов на поверхности.
— Легко наносится и не стекает с обрабатываемого материала в полости формы. Возможность автоматизации процесса нанесения смазочного вещества.
— Санитарно-гигиенические свойства смазочного материала обеспечивают безопасные условия труда для рабочих.
— Защищает литейную форму от термического воздействия раскаленного металла.
Смазка для пресс-форм литья под давлением имеет ряд модификаций, с техническими характеристиками которых и способом применения можно ознакомиться на страницах нашего сайта. При необходимости узнать более подробные сведения о товаре и/или заказать выбранную продукцию посетитель должен оставить заявку на обратную связь на сайте компании.
Литье металлов под давлением
Основы литья металлов под давлением
Литьё металлов под давлением — способ изготовления отливок из сплавов, при котором сплав приобретает форму отливки, быстро заполняя пресс-форму под высоким давлением от 7 до 700 МПа. Этот способ применяется для сплавов цветных металлов (на основе цинка, алюминия, меди, магния, сплав олово-свинец) из-за их низкой температуры плавления, а также для некоторых сталей. Изделия могут быть массой от десятков граммов до десятков килограммов. Литье металлов под давлением занимает одно из самых высоких мест по объемам массового производства в металлообработке.
Литьём под давлением изготавливают:
детали автомобильных двигателей (в том числе алюминиевые блоки, детали карбюраторов);
детали сантехнического оборудования;
детали бытовых приборов (пылесосы, стиральные машины, телефоны); ранее — детали печатных машинок;
детали компьютеров, мобильных телефонов и прочего аналогичного оборудования.
Литье под давлением алюминия: используется в легких и высокопрочных узлах. Картер коробки передач и т.д.
Литье под давлением магния: используется в легких и высокопрочных узлах, например: корпуса электро-борудования.
Литье под давлением цинка: используется при производстве игрушек и в деталях малых размеров, а так же в узлах с хорошим качеством поверхности, особенно где есть хромирование.
Литье под давлением латуни: используется в сантехнических изделиях, например, водопроводных кранах, смесителях.
Процесс изготовления изделий
Литейные формы (пресс-формы) обычно изготавливаются из стали. Оформляющая полость формы выбирается подобной наружной поверхности отливки, однако учитываются искажения размеров. Пресс-форма содержит также выталкиватели и подвижные металлические стержни, образующие внутренние полости изделий. Литейные машины разделяют на два вида — с горячей и холодной камерой прессования. По типу расположения вертикальные и горизонтальные. На рис. 1 дана принципиальная схема работы машин с холодной камерой прессования, расположенной у одних машин горизонтально (a), a y других — вертикально (б). При работе машины жидкий металл мерной ложкой или с помощью автоматического дозатора заливают в камеру прессования 6 и гидравлическим плунжером (прессующим поршнем 7) запрессовывают в пресс-форму. Пресс-формы изготовляют из двух половин (подвижной 3 и неподвижной 5) с вертикальной или горизонтальной плоскостью разъема. Это обеспечивает быстрое извлечение отливок с помощью толкателей 2, которые крепятся с тыльной стороны подвижной пресс-формы.
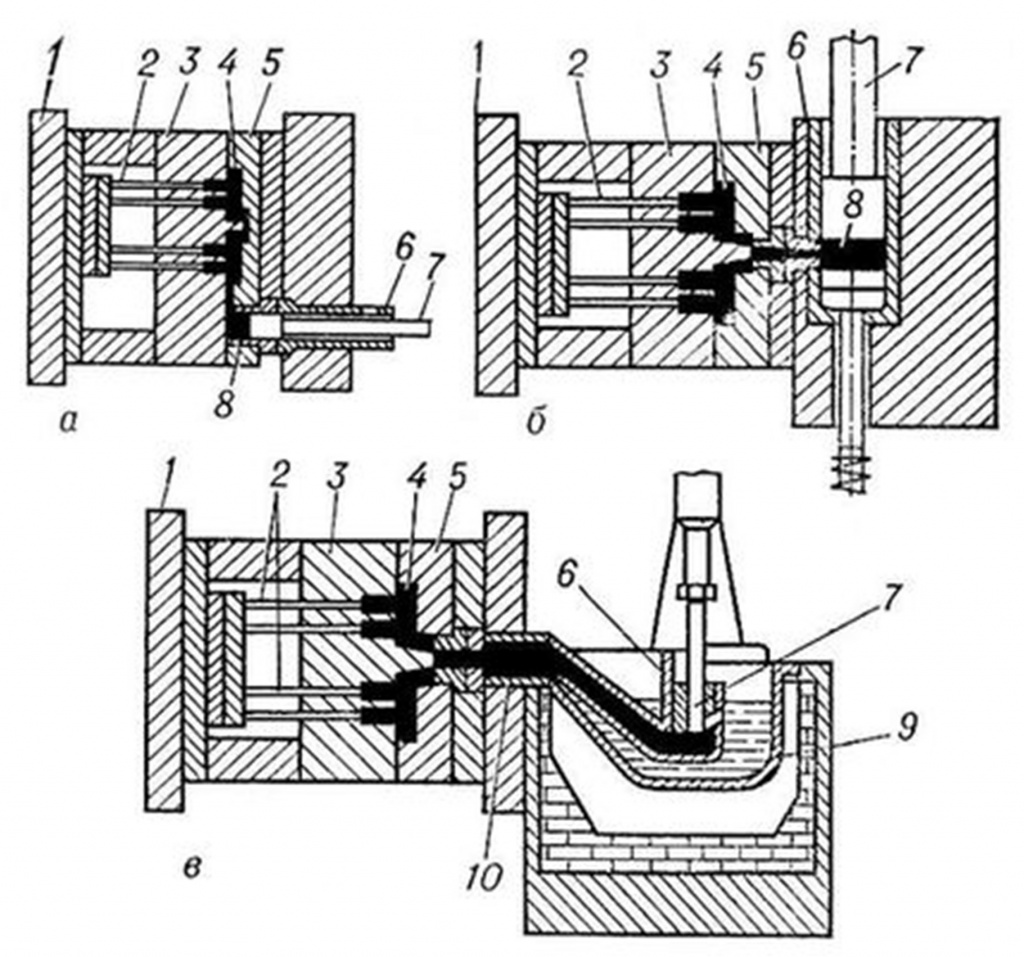
Рис.1 — Схемы литья под давлением на машинах с камерами прессования:
а — холодной горизонтальной;
б — холодной вертикальной;
1 — плита крепления подвижной части формы;
3 — подвижная матрица формы;
4 — полость формы (отливка);
5 — неподвижная матрица формы;
6 — камера прессования;
7 — прессующий поршень;
9 — тигель нагревательной передачи;
10 — обогреваемый мундштук.
Литейные машины с горячей камерой прессования
Сплавы на основе цинка, как правило, льются в машинах с горячей камерой прессования. Камера погружена в расплав. Под относительно слабым давлением сжатого воздуха или поршня расплав из камеры вытесняется в пресс-форму.
Скоростная операция. Время цикла менее 1 секунды для маленьких деталей, до 30 секунд для более крупных деталей.
Рабочее давление в диапазоне от 100-300 атм.
Обычные пресса или небольшие высокоскоростные установки.
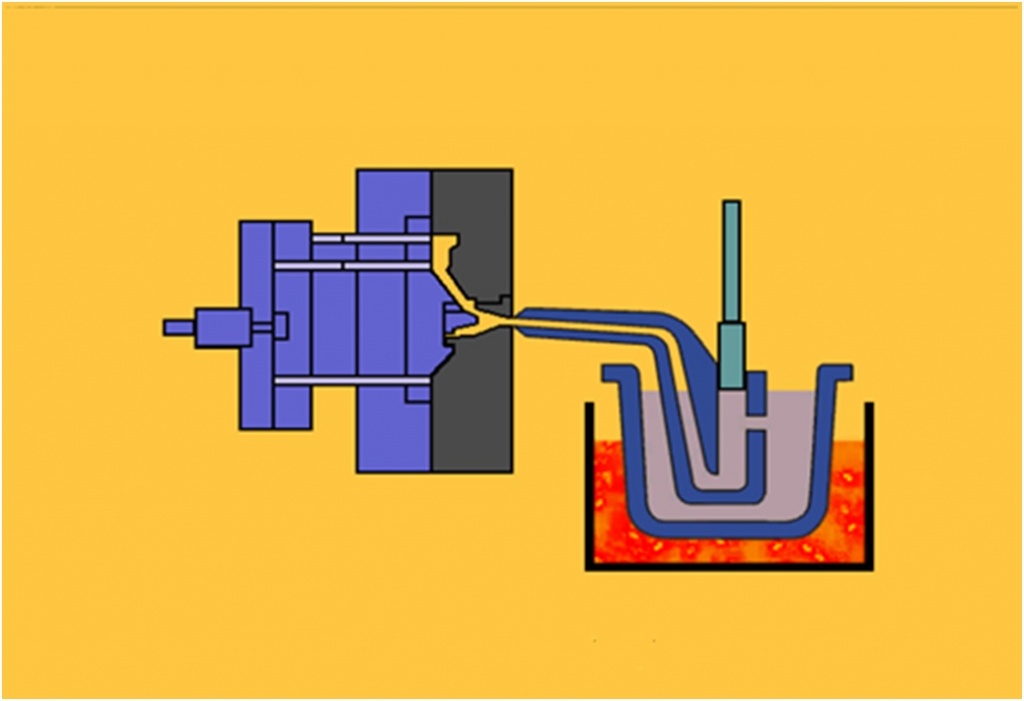
Рис.2 — Схема литья под давлением на машинах с горячей камерой прессования:
Литейные машины с холодной камерой прессования
Такие машины используются для литья под давлением алюминиевых, магниевых, медных сплавов. Литьё в пресс-формы происходит под давлением от 35 до 700 МПа.
Инжекторный плунжер и цилиндр не опускаются в расплавленный.
Расплавленный металл разливается ковшом механически или вручную.
Более длительное время цикла. Может достигать 1 мин.
Рабочее давление 200-700 psi Al и Mg (13-47 атм.).
Рабочее давление 400-1000 psi Cu (27-68 атм.).
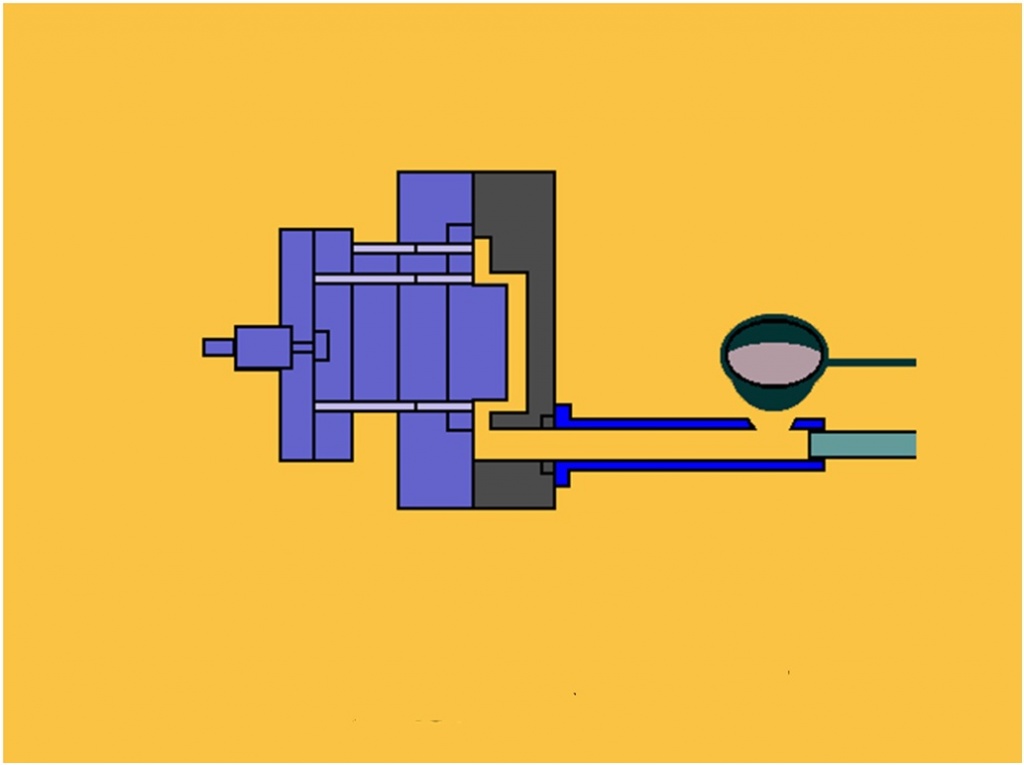
Рис.3 — Схема литья под давлением на машинах с холодной камерой прессования:
Основные преимущества литья под давлением
К основным преимуществам технологии литья под давлением можно отнести:
- высокую производительность;
- высокое качество поверхности (5-8 классы чистоты для алюминиевых сплавов);
- точные размеры литого изделия (3-7 классы точности);
- минимальная потребность в механической обработке изделия.
Процессы литья под давлением
Существуют следующие этапы литья под давлением:
Первый этап: раскрытие пресс-формы и смазка.
Это необходимо для того, чтобы готовая отливка легко отходила от полостей пресс-формы и металл в поршне не застывал до того, как он будет запрессован. Также образуется пленка, которая помогает стабилизировать температуру и защищает поверхность пресс-формы, что увеличивает срок службы оснастки.
Второй этап: смыкание пресс-формы.
Третий этап: заливка металла в поршень.
После смазки пресс-формы и поршня рабочий зачерпывает из печи необходимое количество металла и заливает его в горловину поршня.
Четвертый этап: запрессовка металла.
Поршень под воздействием пневматики, в которую как правило закачан азот, совершает поступательное движение и закачивает металл в камеру прессования.
Пятый этап: снятие готового изделия.
Смазочные материалы для литья под давлением
Перед началом, а также и во время работы рабочую поверхность пресс-формы покрывают смазкой линейка Petrofer Formol. Смазки для холодного пуска наносятся на холодные штампы в начале операции, то есть в тот момент, когда смешивающиеся с водой жидкие смазочные материалы еще не образуют достаточную пленку из-за низких температур матрицы. Смазка частично предохраняет форму от термического удара и, следовательно, увеличивает сроки службы формы, она способствует более легкому извлечению отливки из формы, предохраняя форму от приваривания. Смазка помогает получить также более качественную поверхность отливки. Смазки для холодного пуска используют в качестве разделительного состава при производстве отливок из свинцовых сплавов. Данные продукты практически не эмульгируются, и требуется их удаление методом скиммирования.
При литье под давлением в 90-Х годах применяли в основном жирные смазки на основе минеральных масел, которые при сгорании не дают минеральных осадков. При литье алюминиевых сплавов применяли смесь масла с графитом или смесь графита с воском и вазелином и др.
Современные водосмешиваемые и чистые масла отвечают следующим требованиям:
нанесение смазочного материала методом микро-напыления под давлением. Очень тонкий слой смазки должен обеспечивать весь предъявляемый функционал и способствовать экономичности расхода.
высокие проникающие свойства и устойчивость к температуре, отсутствие воспламенения и образования дыма. Применение продукта для различных сложностей геометрических форм.
состав смазки должен обеспечивать высокий эффект отделения металла из формы, оставлять после отделения минимальное накопление осадков.
легкое удаление отложений и очистка оборудования. Остатки на литых компонентах должны быть совместимы с процессами окраски и гальванике изделий.
высокие концентрации смешения с водой 1:50-1:200.
устойчивость к поражению микроорганизмами и стабильность эмульсии, минимальное влияние на здоровье человека и окружающую среду.
долгий срок службы смазки на форме, отсутствие стекания образования сгустков и содержания твердых веществ в составе.
равномерное охлаждение формы, коррозионная защита узлов и оснастки, улучшенное прохождение метала.
Смазку наносят тонким, ровным слоем через 1—2 заливки. Для получения качественного изделия необходимо соблюдать определенные значения удельного давления прессования.
Продукция PETROFER для литья металла под давлением
Компания PETROFER предлагает своим клиентам продукты, отвечающие всем потребностям современной промышленности.
Линейка продуктов DIE-LUBRIC – смазочные материалы для литья металлов под давлением в портфеле продуктов Petrofer. Водосмешиваемые и чистые масла подходят для смазки форм при литье под давлением изделий из алюминия, цинка, магния, меди и металлов различных сплавов. Продукты разделяются для применения в машинах как горячего литья, так и холодного литья; оптимизированы для универсального и специального применения. Имеют экономичный расход, хорошую защиту от коррозии. Состав продуктов максимально безопасен для здоровья человека и окружающей среды.
При этом стоит отметить, что могут быть улучшены следующие факторы:
Гидравлические масла
Гидравлические масла (рабочие жидкости для гидравлических систем) разделяют на нефтяные, синтетические и водно-гликолевые. По назначению их делят в соответствии с областью применения:
- для летательных аппаратов, мобильной наземной, речной и морской техники;
- для гидротормозных и амортизаторных устройств различных машин;
- для гидроприводов, гидропередач и циркуляционных масляных систем различных агрегатов, машин и механизмов, составляющих оборудование промышленных предприятий.
В данной статье рассмотрены рабочие жидкости и гидравлические масла для гидросистем мобильной техники, обозначенные ГОСТ 17479.3–85 как гидравлические масла, а также некоторые наиболее распространенные гидротормозные и амортизаторные жидкости на нефтяной и синтетической основах.
Основная функция рабочих жидкостей (жидких сред) для гидравлических систем — передача механической энергии от ее источника к месту использования с изменением значения или направления приложенной силы.
Гидравлический привод не может действовать без жидкой рабочей среды, являющейся необходимым конструкционным элементом любой гидравлической системы.
В постоянном совершенствовании конструкций гидроприводов отмечаются следующие тенденции:
- повышение рабочих давлений и связанное с этим расширение верхних температурных пределов эксплуатации рабочих жидкостей;
- уменьшение общей массы привода или увеличение отношения передаваемой мощности к массе, что обусловливает более интенсивную эксплуатацию рабочей жидкости;
- уменьшение рабочих зазоров между деталями рабочего органа (выходной и приемной полостей гидросистемы), что ужесточает требования к чистоте рабочей жидкости (или ее фильтруемости при наличии фильтров в гидросистемах).
С целью удовлетворения требований, продиктованных указанными тенденциями развития гидроприводов, современные рабочие жидкости (гидравлические масла) для них должны обладать определенными характеристиками:
- иметь оптимальный уровень вязкости и хорошие вязкостно-температурные свойства в широком диапазоне температур, т.е. высокий индекс вязкости;
- отличаться высоким антиокислительным потенциалом, а также термической и химической стабильностью, обеспечивающими длительную бессменную работу жидкости в гидросистеме;
- защищать детали гидропривода от коррозии;
- гидравлические масла должны обладать хорошей фильтруемостью;
- иметь необходимые деаэрирующие, деэмульгирующие и антипенные свойства;
- предохранять детали гидросистемы от износа;
- быть совместимыми с материалами гидросистемы.
Большинство массовых сортов гидравлических масел вырабатывают на основе хорошо очищенных базовых масел, получаемых из рядовых нефтяных фракций с использованием современных технологических процессов экстракционной и гидрокаталитической очистки.
Физико-химические и эксплуатационные свойства современных гидравлических масел значительно улучшаются при введении в них функциональных присадок — антиокислительных, антикоррозионных, противоизносных, антипенных и др.
Система обозначения гидравлических масел
Принятая в мире классификация минеральных гидравлических масел основана на их вязкости и наличии присадок, обеспечивающих необходимый уровень эксплуатационных свойств.
В соответствии с ГОСТ 17479.3–85 (“Масла гидравлические. Классификация и обозначение”) обозначение отечественных гидравлических масел состоит из групп знаков, первая из которых обозначается буквами “МГ” (минеральное гидравлическое), вторая — цифрами и характеризует класс кинематической вязкости, третья — буквами и указывает на принадлежность масла к группе по эксплуатационным свойствам.
Классы вязкости гидравлических масел
Класс вязкости
Кинематическая вязкость при 40 °С, мм2/с
По ГОСТ 17479.3-85 (аналогично международному стандарту ISO 3448) гидравлические масла по значению вязкости при 40 °С делятся на 10 классов (см. таблицу).
В зависимости от эксплуатационных свойств и состава (наличия соответствующих функциональных присадок) гидравлические масла делят на группы А, Б и В.
Группа А (группа НН по ISО) — нефтяные масла без присадок, применяемые в малонагруженных гидросистемах с шестеренными или поршневыми насосами, работающими при давлении до 15 МПа и максимальной температуре масла в объеме до 80 °С.
Группа Б (группа HL по ISO) — масла с антиокислительными и антикоррозионными присадками. Предназначены для средненапряженных гидросистем с различными насосами, работающими при давлениях до 2,5 МПа и температуре масла в объеме свыше 80 °С.
Группа В (группа HM по ISO) — хорошо очищенные масла с антиокислительными, антикоррозионными и противоизносными присадками. Предназначены для гидросистем, работающих при давлении свыше 25 МПа и температуре масла в объеме свыше 90 °С.
В масла всех указанных групп могут быть введены загущающие (вязкостные) и антипенные присадки.
Загущенные вязкостными полимерными присадками гидравлические масла соответствуют группе НV по ISO 6743/4.
В таблице приведено обозначение гидравлических масел существующего ассортимента в соответстствии с классификацией по ГОСТ 17479.3-85.
В таблице кроме чисто гидравлических масел включены масла марок «А», «Р», МГТ, отнесенные к категории трансмиссионных масел для гидромеханических передач. Однако благодаря высокому индексу вязкости, хорошим низкотемпературным и эксплуатационным свойствам и из-за отсутствия гидравлических масел такого уровня вязкости они также используются в гидрообъемных передачах и гидросистемах навесного оборудования наземной техники.
Некоторые давно разработанные и выпускаемые гидравлические масла по значению вязкости нестрого соответствуют классу по классификации, обозначенной ГОСТ 17479.3-85, а занимают промежуточное положение. Например, масло ГТ-50, имеющее вязкость при 40 °С 17-18 мм2/с, находится в ряду классификации между 15 и 22 классами вязкости.
По вязкостным свойствам гидравлические масла условно делятся на следующие:
- маловязкие — классы вязкости с 5 по 15;
- средневязкие — классы вязкости 22 и 32;
- вязкие — классы вязкости с 46 по 150.
Обозначение товарных гидравлических масел
Обозначение масла по ГОСТ 17479.3-85
Товарная марка
Ассортимент гидравлических масел
Маловязкие гидравлические масла
Масло гидравлическое МГЕ-4А (ОСТ 38 01281-82) — глубокоочищенная легкая фракция, получаемая гидрокрекингом из смеси парафинистых нефтей, загущенная вязкостной присадкой. Содержит ингибиторы окисления и коррозии. Обладает исключительно хорошими низкотемпературными свойствами.
Масло МГЕ-10А (ОСТ 38 01281-82) — глубокодеароматизированная низкозастывающая фракция, получаемая из продуктов гидрокрекинга смеси парафинистых нефтей. Содержит загущающую, антиокислительную, антикоррозионную и противоизносную присадки. Масло предназначено для работы в диапазоне температур от -(60-65) до +(70-75) °С.
Характеристики низкозастывающих маловязких гидравлических масел







