Разборка и сборка электродвигателей при ремонте
 Порядок разборки электродвигателей
Порядок разборки электродвигателей
Порядок разборки электродвигателя при ремонте следующий:
1. Снимают шкив или полумуфту.
2. Снимают крышки подшипников качения, отпускают хомуты траверс, отвинчивают гайки со шпилек, стягивающих фланцы шарикоподшипников.
3. Выпускают масло из подшипников скольжения.
4. Снимают подшипниковые щиты.
5. Вынимают ротор электродвигателя.
6. Снимают с вала подшипники качения, вытаскивают из щитов втулки или вкладыши подшипников скольжения.
7. Промывают бензином или керосином щиты, подшипники, траверсы, вкладыши, масленки, уплотнения и т. п.
8. Очищают обмотки от пыли или продувают их очищенным сжатым воздухом.
9. Загрязненные обмотки после продувки протирают чистой тряпкой, смоченной в бензине.
10. Производят распайку соединений и вынимают обмотки из пазов.
 Разборку электродвигателя следует проводить так, чтобы не повредить отдельных деталей. Поэтому при разборке не разрешается применять слишком больших усилий, резких ударов, пользоваться зубилами.
Разборку электродвигателя следует проводить так, чтобы не повредить отдельных деталей. Поэтому при разборке не разрешается применять слишком больших усилий, резких ударов, пользоваться зубилами.
Туго выворачивающиеся болты смачивают керосином и оставляют на несколько часов, после чего болты ослабляют и выкручивают.
При разборке электродвигателя все мелкие детали складывают в специальный ящик. Каждая деталь электродвигателя должна иметь бирку, на которой указывают номер ремонтируемого электродвигателя. Болты и шпильки после разборки лучше ввернуть на свои места, что предотвратит возможную их утерю.
Шкив, полумуфту и шарикоподшипник снимают с вала при помощи стяжки. (рис. 1). Желательно чтобы стяжка была с тремя скобами.
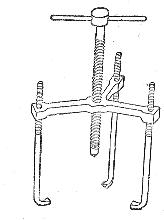
Конец болта стяжки упирают в торец вала электродвигателя, а концами скоб захватывают края шкива, муфты или внутреннюю обойму подшипника. При вращении болта снимаемая деталь сползает с вала электродвигателя. При этом нужно следить, чтобы направление усилия совпадало с осью вала, так как иначе возможен перекос, который вызовет повреждение цапфы вала электродвигателя.
Если подобной стяжки нет, то шкив или подшипник снимают с вала электродвигателя легкими ударами молотка через прокладку из твердого дерева или меди. Удары наносят по ступице шкива или внутреннему кольцу пошипника качения равномерно по всей окружности.
Для снятия подшипникового щита электродвигателя отвинчивают болты и легкими ударами молтка через прокладку по выступающим краям щита отделяют его от корпуса. Для избежания поломок при разборке больших электродвигателей ротор электродвигателя и щит при снятии должны находится в подвешенном состоянии, что обычно осуществляется с помощью специальных подъемных средств (тали, тельферы и т.д.).
В зазоре между ротором и статором электродвигателя прокладывают картонную прокладку достаточной толщины, на которую при снятии ложится ротор. Это предотвратит возможные повреждения изоляции обмоток электродвигателя.
При разборке небольших электродвигателей ротор вынимают вручную. На один конец вала, обернутый картоном, одевают длинную трубу, при помощи которой осторожно выводят ротор из расточки статора, поддерживая его все время на весу.
При ремонте подшипников скольжения необходимо вынуть из их подшипникового щита цельную втулку или вкладыш при помощи ударов деревянным молотком через деревянную выколотку. Щит при этом нужно ставить так, чтобы подшипник упирался в эту опору. При другом расположении подшипник может дать трещину. Необходимо также следить за тем, чтобы не повредить смазочных колец.

Порядок сборки электродвигателей
Сборку электродвигателя начинают со сборки отдельных узлов. В подшипниковые щиты запрессовывают перезалитые вкладыши или выточенные заново втулки. Их надо предварительно пришабрить по валу и выпилить в них по старым размерам канавки для смазки и прорези для смазочных колец.
Вкладыши и втулки запрессовывают в щит при помощи небольшого винтового или гидравлического пресса или осторожными ударами молотка через прокладку. При этих операциях сборки особенно опасны перекосы, которые могут привести к заклиниванию втулок и вкладышей.
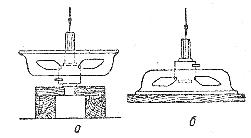
Рис. 2. Установка подшипникового щита электродвигателя при выбивании вкладыша: а — правильная, б — неправильная.
Шарикоподшипники необходимо туго посадить на вал. Для облегчения этой операции подшипник нагревают в масляной ванне до температуры 70 — 75°. При этом подшипник расширяется и легче надевается на вал электродвигателя. При нагревании подшипник не рекомендуется ложить на дно ванны, а надо подвешивать его на проволоке. Подогревать подшипник в пламени паяльной лампы не рекомендуется чтобы не допустить отпуск стали подшипника.
Насаживают подшипник на вал электродвигателя легкими ударами молотка по трубе, упирающейся во внутреннее кольцо подшипника. При дальнейшей сборке наружная обойма подшипника должна быть посажена нормально в гнездо подшипникового щита. Слишком тугая посадка может привести к зажиму шариков, а слабая вызовет проворачивание наружной обоймы подшипника в гнезде щита, что недопустимо.
Следующую операцию — введение ротора в расточку статора производят так же, как и при разборке. Затем устанавливают подшипниковые щиты, закрепляя их временно болтами. При этом необходимо, чтобы щиты были установлены на свое старое место, что проверяют по совпадению меток, нанесенных на корпусе и щите при разборке.
При одевании щитов на вал электродвигателя надо приподнять смазочные кольца подшипников скольжения, иначе они могут быть повреждены валом.
После установки щитов ротор электродвигателя проворачивают вручную. Ротор правильно собранного электродвигателя должен вращаться сравнительно легко.
Тугое вращение вала электродвигателя может быть вызвано: неправильной посадкой подшипника качения на вал (малый радиальный зазор), недостаточной расшабровкой втулки или вкладыша подшипника скольжения, наличием в подшипнике опилок, грязи, засохшего масла, перекосами вала, обработкой вала или корпуса, не соответствующей посадке, увеличенным трением кожаных или войлочных уплотнений о вал.
Затем окончательно затягивают болты подшипниковых щитов, заполняют соответствующей смазкой подшипники качения и закрывают их крышками. В подшипники скольжения заливают масло.
Ротор собранного электродвигателя еще раз проворачивают вручную, проверяют отсутствие задевания вращающихся частей за неподвижные, определяют и подгоняют необходимую величину разбега (осевого перемещения ротора).
После сборки электродвигатель подключают к сети и проверяют при работе вхолостую, а затем она поступает на окончательные испытания.
РАЗБОРКА ЭЛЕКТРИЧЕСКИХ МАШИН
Порядок разборки каждой ремонтируемой электрической машины определяется ее конструкцией и необходимостью сохранения имеющихся исправных частей, а степень разборки — объемом и характером предстоящего ремонта. Если предварительные осмотр и испытания позволяют судить о характере предстоящего ремонта электрической машины, то до начала ее разборки проверяют наличие требуемых для ремонта материалов, изделий и запасных деталей соответствующих размеров, марок и характеристик.
Полная разборка электрической машины состоит из двух основных этапов: общей разборки при которой машину разбирают по основным сборочным единицам, и детальной разборки, при которой сборочные единицы машины разбирают подетально. При ремонте машин, попадающих в ремонтный цех впервые, разборку и сборку их обычно поручают одной и той же бригаде электрослесарей.
В процессе разборки таких машин делают пометки, упрощающие процесс сборки. Это в первую очередь относится к электрическим соединениям. При их разборке на разъединяемые провода вешают картонные бирки с буквенными или цифровыми обозначениями обоих проводов. В машинах постоянного тока и синхронных машинах перенумеровывают полюса с катушками и отмечают их положение на роторе или в станине, а также расположение и количество прокладок под полюсами. Ниже приведены описания последовательности и способов выполнения основных операций разборки асинхронных электродвигателей, машин постоянного тока и синхронных машин единых серий наиболее распространенных конструкций. Предлагаемые способы их разборки применимы к большинству электрических машин, выпускаемых в настоящее время и выпускавшихся ранее.
Разборку электрических машин обычно начинают с удаления полумуфты с вала. Полумуфты, шкивы и другие соединительные и передаточные детали нередко бывают посажены на вал настолько прочно (с натягом), что их можно снять только после предварительного нагрева. Для предварительного нагрева используют генератор частотой 400. 600 Гц и индуктор, газовые горелки или паяльные лампы. Практика ремонта электрических машин показала, что при достижении разности температуры нагрева между валом машины и снимаемой деталью 100. 110 °С можно демонтировать детали без повреждений их самих и вала, на который они насажены.
Разборка асинхронных электрических машин мощностью до 100 кВт происходит в такой последовательности:
снимают кожух наружного вентилятора и вентилятор (у электродвигателей закрытого обдуваемого исполнения);
отвертывают болты, которыми прикреплены к станине передний (расположенный со стороны, противоположной приводу) и задний (расположенный со стороны привода) щиты, а также болты, крепящие крышку подшипников, расположенную со стороны привода;
снимают задний щит легкими ударами молотка по надставке из дерева, алюминия или меди;
вынимают ротор из статора, для чего подают ротор в сторону переднего шита и выводят щит из замка; затем, поддерживая ротор, выводят его из статора, стараясь не повредить лобовых частей обмотки, вентилятора и других деталей;
снимают передний щит с подшипника ротора, насаженного на вал, легкими ударами молотка по надставке, предварительно отвернув болты, крепящие подшипниковую крышку; у электродвигателя с контактными кольцами (АК, АК2) предварительно снимают кожух контактных колец, вынимают щетки из щеткодержателей, отвертывают болты, крепящие корпус кожуха контактных колец, и снимают кожух;
снимают съемником подшипники качения с вала; у электродвигателей с фазным ротором предварительно снимают контактные кольца, для чего распаивают соединительные хомутики от выводных концов, отвертывают болты, крепящие отвододержатель (при его наличии), вынимают из канавки вала стопорное кольцо; снимают подшипники только при необходимости их замены.
При съеме подшипниковых щитов машин мощностью 50 кВт и выше щиты равномерно отводят отжимными болтами, пока они не выйдут из центрирующей заточки станины. Если по конструкции отжимные болты не предусмотрены, щиты снимают ручными или гидравлическими приспособлениями для съема.
Вывод ротора из расточки статора является ответственной операцией, поскольку задевание ротора за сердечник или обмотку статора может привести к серьезным повреждениям. Масса роторов отдельных машин достигает нескольких сотен килограммов, поэтому до начала вывода ротора необходимо проверять подъемные приспособления, а работу по выводу ротора выполнять при строгом соблюдении правил техники безопасности. Вынимают роторы и якори машин малой мощности вручную (без использования каких-либо приспособлений).
Снятие подшипников качения с вала осуществляют с помощью съемников. При съеме следует принять меры предосторожности, исключающие повреждение самого подшипника и вала машины. У большинства электрических машин посадка подшипника на вал выполнена с натягом его внутреннего кольца, поэтому усилие при снятии подшипника должно прикладываться к торцу этого кольца. Подшипники, насаженные на вал с большим натягом и не поддающиеся съему ручными съемниками, демонтируют с помощью гидравлического съемника.
Снятие контактных колец с вала фазного ротора осуществляют (после отсоединения от них выводов обмотки) с помощью съемников.
Снятие вентилятора с вала осуществляют при необходимости ремонта или замены вентилятора, вала или обмотки. Снимают вентилятор обычными съемниками. При посадке втулки вентилятора с натягом ее предварительно подогревают.
Выпрессовку вала из сердечника ротора (якоря) выполняют при необходимости перешихтовки сердечника, ремонта или замены вала. Эта операция, требующая больших усилий, осуществляется с помощью гидравлических прессов или домкратов. При выпрес- совке вала необходимо соблюдать следующие требования:
опорная поверхность пресса должна быть строго перпендикулярна оси вала;
направление усилия, создаваемого прессом, должно быть совмещено с осью вала;
давление на сердечник с чугунными нажимными шайбами должно передаваться через сменную опорную втулку.

Выпрессовку подшипников скольжения из корпуса проводят с помощью вертикального пресса в случае замены, а чаще всего при необходимости перезаливки вкладышей. Подшипники электрических машин небольшой мощности выпрессовывают ударами молотка по деревянной надставке, стараясь не повредить корпус подшипника. Подшипники качения и скольжения, вентилятор, вал и другие детали механической части машины очищают, промывают синтетическими моющими средствами и обтирают чистыми салфетками или ветошью.
Детали электрической части машины тщательно очищают от пыли, грязи и смазочного масла. При необходимости промывки обмоток их обдувают сжатым воздухом, обтирают, а затем промывают синтетическими моющими жидкостями, наносимыми на обмотку с помощью пульверизатора. Все очищенные и пригодные для повторного использования детали электрических машин маркируют и сохраняют, а неисправные отправляют в отделения электроремонтного цеха для ремонта, восстановления или изготовления новых деталей.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Машины постоянного тока сборка разборка
Разборка и сборка машин
постоянного тока
Перед разборкой необходимо соответствующим образом подготовить рабочее место, инструмент и машину.
Внешнюю поверхность машины очищают от пыли и грязи, чтобы при разборке они не попали внутрь. Пыль удаляют сжатым воздухом. Вентиляционные отверстия при этом должны быть закрыты.
До разборки машины необходимо тщательно изучить ее конструкцию и порядок разборки и сборки, который изложен в заводской инструкции по обслуживанию машин данного типа. В процессе разборки следует подробно ознакомиться с устройством отдельных узлов машины, чтобы затем при сборке правильно установить и отрегулировать все детали. Желательно делать эскизные зарисовки узлов. Если детали могут быть установлены в различных положениях относительно друг друга, то на них делают пометки (риски или цифры), указывающие их правильное взаиморасположение. Отсоединенные концы обмоток и провода сети питания маркируют. Все болты, вынутые в процессе разборки, необходимо после разборки ввернуть на свои места, а мелкие детали, освобождающиеся при работе, маркировать и сложить в специальные ящики.
Запрещается применять при разборке слишком большие усилия и резкие удары.
Порядок разборки электрических машин постоянного тока с подшипниками качения состоит примерено в следующем:
а) отсоединить от машины все подходящие к ней провода;
б) отсоединить машину от приводного механизма и при необходимости снять с фундамента;
в) снять с вала машины соединительную полумуфту при помощи специального съемника;
г) открыть коллекторные люки, ослабить болты, крепящие траверсу, отметив правильное положение последней;
д) отсоединить провода внутренних соединений. Вынуть щетки из щетко-держателей;
е) отвернуть болты, крепящие крышку подшипника к переднему подшип-никовому щиту, обратив внимание при этом на способ крепления крышки и положение болтов в отверстиях подшипникового щита и крышки;
ж) сначала отдать, а затем полностью вывернуть все болты крепящие под-шипниковые щиты к станине, пользуясь гаечными ключами точно соответст-вующими размеру болта. При отвертывании тугих болтов пользоваться удлинителями. Если болты отвернуть трудно, то надо постучать по их граням ручником, завернуть их на четверть оборота, а затем отворачивать. Заржавевший болт следует прогреть паяльной лампой, а затем попытаться отвернуть ключем. При наличии накидного или торцевого ключа соответствующего размера лучше пользоваться ими;
з) осторожно без перескоков отжать и снять передний подшипниковый щит. Чтобы щеткодержатели не повредили коллектор обернуть его бумагой, а затем прессшпаном и обвязать. При отжимании щита следует пользоваться отжимными болтами и отверстиями. Вывернув крепящие болты из станины, ввернуть их в отжимные отверстия до упора. А затем отжать щит, действуя болтами, как винтовыми прессами. Во избежание перекосов болты следует поворачивать поочередно на пол-оборота. При отсутствии отжимных отверстий щит можно снять посредством легких ударов молотком по выступающему над станиной буртику щита через медную или текстолитовую прокладку. Во избежание перекоса удары перемещают диаметрально противоположно по всей окружности щита.
В этом положении можно измерить величины воздушного зазора под всеми главными и добавочными полюсами машины. Для этого используют пластинчатый или клиновидный щупы. Пакет пластинок должен входить в зазор втугую. Чтобы исключить погрешность за счет провисания якоря после снятия переднего подшипникового щита, следует применять два щупа, одновременно замеряя диаметрально противоположные зазоры и находя их среднюю величину. Под одноименными полюсами зазоры должны быть одинаковыми. Под главными полюсами зазоры обычно меньше, чем под добавочными. После измерения зазоров необходимо проложить картон между железом якоря и нижними полюсами;
и) отжать задний подшипниковый щит и вынуть якорь машины вместе с подшипниками, крылаткой вентилятора и задним подшипниковым щитом. Уложить якорь на деревянные подкладки так, чтобы коллектор и обмотка якоря на подкладки не опирались;
к) при необходимости отвернуть соответствующие болты и снять задний подшипниковый щит, а также крылатку вентилятора;
л) исправные подшипники снимают с помощью специального съемника, отдав предварительно болты, крепящие крышку подшипника, и сняв крышку. Подшипник стягивают только за внутреннюю обойму. Если снять подшипник трудно, его поливают минеральным маслом, нагретым до 100?. Пригодность подшипника к дальнейшей работе определяется, как правило, по показателям его работы до разработки машины. Осмотр подшипника после снятия с вала и промывки в керосине позволяет уточнить характер неисправности;
м) снять в случае надобности полюсы и катушки полюсов, фиксируя маркировку прокладок и соединительных проводов.
На данном занятии разборку машины произвести только по пунктам: а, г, д, е, ж, з, и.
Сборку машины производят в порядке, обратном разборке.
Перед сборкой машины необходимо убедиться в полной исправности и чистоте ее деталей и частей.
Во время сборки необходимо соблюдать определенную последователь-ность крепления деталей, соединяемых несколькими болтами, чтобы избежать перекосов, поломок и неплотного прилегания, сопрягаемых элементов. Болты или гайки необходимо затягивать постепенно и крест-накрест, переходя от одной пары симметрично расположенных точек крепления к другой в одном и том же направлении. Подтяжку болтов до отказа следует осуществлять за два-три приема. Если производилась замена подшипников, то новые подшипники моют в бензине, а затем подогревают в масляной ванне до температуры 80-90?С. Подогретый подшипник легко насадить на вал вручную и довести до упора на шейке вала легкими ударами молотка по медной прокладке или отрезку медной трубы, упирающейся во внутреннее кольцо подшипника. Насаженный подшипник нельзя оставлять открытым даже на короткое время. Его необходимо покрыть смазкой и завернуть в промасленную бумагу. Чистота подшипника – основное условие его работоспособности. Поэтому при монтаже подшипников следует пользоваться исправным и чистым инструментом; предохранять подшипники от попадания в них пыли, грязи и т. п. Перед окончательной сборкой подшипниковых узлов необходимо заложить в них смазку, например, консистентные смазки ВНИИ НП-242 или ЦИАТИМ –221 так, чтобы полюсь подшипника была заполнена от 1/3 до 2/3 объема.
Перед завершением сборки машины необходимо осмотреть ее внутрен-ние части, чтобы случайно не оставить посторонних предметов. После окончания сборки проверить наличие и состояние всех деталей, правильность сборки схемы соединения обмоток. Повернуть якорь машины вручную и проверить, нет ли перекосов и не задевают ли подвижные детали неподвижные. Тугое вращение якоря означает, что перекосы и задевания есть. Для соединения машины с механизмом на свободный конец вала надевают соединительную полумуфту, которую предварительно нагревают в масляной ванне до 80-100?С. При этом усилие насадки должно восприниматься только валом машины, чтобы не вызвать повреждение подшипников.
Каждая машина после сборки должна пройти испытания, в процессе которых осуществляется проверка ее работоспособности и необходимая регулировка. Программа испытаний зависит от характера и объема ремонта. На данном занятии студенты осуществляют только измерение сопротивления изоляции обмоток и пробный пуск для проверки качества сборки подшипниковых узлов. Пробный пуск производится с разрешения и с помощью лаборанта, который должен подключить двигатель к сети питания в соответствии со схемой (рисунок 1. 1).

Рисунок 1.1. Схема включения электродвигателя для пробного пуска
3. Устройство и расположение
главных и добавочных полюсов
Каждая машина постоянного тока имеет одну или несколько пар главных полюсов, расположенных по окружности якоря строго симметрично и поочередно: северный – южный – северный и т. д. Сердечник главного полюса набирают из листовой электротехнической стали и крепят к станине при помощи болтов. Шихтовка сердечника уменьшает потери в стали от вихревых токов, которые возникают в сердечнике из-за пульсации магнитного тока, обусловленных зубчатостью якоря. Эти потери могут стать очень большими, так как сталь сердечника обычно насыщена.
На каждый главный полюс надеты одна или несколько катушек, предназначенных для создания магнитного потока машины или для других целей. Обмотка параллельного возбуждения, создающая, как правило, основной магнитный поток, выполнена проводом малого сечения. Обычно катушки этой обмотки имеют самые большие размеры. Обмотка последовательного возбуждения служит чаще для компенсации размагничивающего действия реакции якоря, то есть является вспомогательной обмоткой, поэтому катушки ее невелики по размерам. Однако они выполнены из провода большого сечения, так как по ним проходит ток, равный току обмотки якоря.
На главные полюсы электродвигателей постоянного тока могут быть надеты катушки пусковой обмотки, которые, с одной стороны, ограничивают пусковой ток, а с другой – увеличивают магнитный поток машины на период пуска.
Добавочные полюсы выполняют из целого куска стали. Это обусловлено тем, что сталь добавочных полюсов при работе машины не насыщена, а воздушный зазор под ним больше, чем под главными, поэтому потери в стали от вихревых токов невелики. Добавочные полюсы устанавливают в промежутках между главными. Число их обычно равно числу главных полюсов, однако двухполюсные машины небольшой мощности могут быть выполнены и с одним добавочным полюсом. Порядок чередования полярности добавочных полюсов будет рассмотрен ниже.
Рассматривая поперечное сечение машины, можно определить две ее оси. Линия, проходящая через центр вращения и по осям каждой пары главных полюсов, называется продольной осью машины. Линия, проходящая через центр вращения и по осям каждой пары добавочных полюсов, то есть по линиям геометрических нейтрале, называется поперечной осью, или нейтральной. Таким образом, каждой паре полюсов машины соответствует одна продольная и одна поперечная оси.
При изучении станины, являющейся одним из участков магнитной цепи машины, следует обратить внимание на способ крепления к ней полюсов, подшипниковых щитов, а также лап, выводной коробки, рыма и других дета-лей.
Устройство якоря и коллектора
Вращающаяся часть машины постоянного тока включает в себя вал с подшипниками, на который насажаны якорь с обмоткой, уложенной в пазах сердечника якоря, коллектор и крылатку вентилятора.
Сердечник якоря набран из листов электротехнической стали, которые располагаются так, чтобы образовался скос пазов сердечника на зубцовое деление. Это необходимо для уменьшения добавочных потерь и шумности машины. Сердечник якоря может иметь аксиальные вентиляционные каналы. От проворачивания на валу сердечник удерживается продольной шпонкой или рифлениями, а плотность прилегания листов друг к другу обеспечивается нажимными шайбами и кольцевой шпонкой (или втулкой).
Обмотка якоря выполнена из медного провода в виде жестких или мягких секций и уложена в пазы. На лобовые части обмотки намотаны проволочные бандажи, противодействующие центробежным силам. Концы секций обмотки присоединены к пластинам коллектора с помощью петушков. Количество коллекторных пластин практически всегда равно числу секций обмотки якоря и равно или кратно числу пазов якоря. Пластины коллектора собраны в виде барабана, изолированы друг от друга и от корпуса миканитовыми прокладками и плотно стянуты нажимными кольцами (или запрессованы в пластмассовую втулку).
Следует отметить, что набор листов якоря и пластин коллектора осуществляется только в заводских условиях на специальных станках. Студенты изучают устройство якоря и коллектора путем внешнего осмотра, а также с помощью стендов и макетов, где они представлены в разобранном виде.
Крылатка вентилятора установлена на валу со стороны, противоположной коллектору. Она прогоняет через машину воздух, который засасывается в машину со стороны коллектора через специальные люки, и осуществляет тем самым отвод тепла, выделяемого при работе машины. Холодный воздух омывает сначала коллектор, затем якорь, катушки полюсов и после этого выбрасывается крылаткой в окружающееся пространство. Недостаток такого способа охлаждения состоит в том, что угольная пыль от щеток загрязняет всю машину. Однако при обратном направлении движения воздуха он, прежде чем попасть в машину, нагревался бы самим вентилятором, что в конечном итоге привело бы к уве-личению габаритов и массы машины.
Положение вращающегося якоря относительно главных и добавочных полюсов строго зафиксировано с помощью подшипниковых щитов, в которых закреплены наружные кольца подшипников. В свою очередь подшипниковые щиты плотно закреплены на станине. В подшипниковых щитах предусмотрены лючки для осмотра и ухода за коллектором, а также отверстие для прохода охлажденного воздуха. В машинах водозащищенного исполнения охлаждающий воздух внутрь машины не проходит и отводит тепло посредствам внешнего обдува, поэтому коллекторные люки таких машин снабжены глухими крышками. В некоторых модификациях машин последних выпусков подшипниковые щиты оборудованы приспособлениями для замены смазки подшипников без демонтажа и разборки. Более подробно эти приспособления будут рассмотрены ниже.
Устройство щеточного аппарата
Щеточный аппарат совместно с коллектором служит для соединения обмотки якоря с внешней сетью и преобразования тока. Он состоит из траверсы, щеткодержателей и щеток.
Траверсу машины постоянного тока выполняют из стали или алюминиевого сплава. Она имеет вид кольца с разрезом и с выступами для закрепления пальцев щеткодержателей. Пальцы выполняют обычно из стеклотекстолита. Если же они выполнены из металла, то должны быть изолированы пластмассовыми втулками и шайбами. На пальцах закреплены щеткодержатели, которые служат для удержания щеток в определенном положении относительно коллектора. Щетки должны быть расположены в шахматном порядке, чтобы предотвратить неравномерный износ коллекторных пластин. Нормальное положение траверсы, соответствующее положению щеток на геометрической нейтрали машины, обозначено красной меткой, нанесенной на подшипниковом щите и траверсе. Щетки устанавливаются в обоймах щеткодержателей и прижимаются к коллектору пружинами. Сила нажатия пружин должна обеспечить хороший контакт щетки с коллектором, не вызывая слишком больших потерь на трение. В зависимости от типа машины она составляет 1,5 — 2,5 Н/см2. Проверка нажа-тия осуществляется динамометром или приближенно при помощи полоски папиросной бумаги. В последнем случае полоску папиросной бумаги надо положить под щетку и вытягивать ее. Если бумага выходит с трудом, но еще не рвется, то давление нормальное.
При сборке машины необходимо проверять, чтобы зазор между обоймами щеткодержателей и поверхностью коллектора составил примерно 2мм. Количество пальцев щеточного устройства всегда равно числу главных полюсов и соответственно числу нейтральных зон между ними. Изучая устройство машины, следует обратить внимание на то, что при нормальной установке щеток они касаются тех коллекторных пластин, которые соединены с проводниками обмотки якоря, расположенными в данный момент в нейтральной зоне между главными полюсами.
Схема соединения обмоток машины
и их выводных зажимов
Обмотки машины и их выводные зажимы в коробке выводов соединены между собой проводниками внутреннего монтажа. Разнообразие схем соединений не позволяет приводить их все в данном пособии, поэтому на рисунке 1.2 и 1.3 изображены типовые схемы соединений двухполюсной машины серии ПН и четырех полюсной машины серии П.

Рисунок 1.2. Схема соединений двухполюсной машины серии ПН
С помощью таких и аналогичных схем необходимо определить начала и конец всех обмоток, проследить и нарисовать путь прохождения тока по катушкам обмоток возбуждения и цепи обмотки якоря. При этом следует обратить внимание на расположение и включение перемычек между катушками обмоток возбуждения и катушками добавочных полюсов. Последние должны быть включены в схему симметрично относительно обмотки якоря, что необходимо для уменьшения помех радиоприему.

Рисунок 1.3. Схема соединений четырехполюсной машины серии П.







