- Информационная система имущественных торгов
- Машина для зачистки выработки (зав.002, г.в. 2015). — Пермь — Спецтехника
- Машина для зачистки канавок МЗК (2007 г.)
- Машина огневой зачистки (строжки)
- Описание
- Описание оборудования
- Машина для зачистки канавок МЗК (2007 г.). например:- очистка водоотливных канавок от шлама (осадка измельченных горных пород), упавших кусков руды и. — презентация
- Похожие презентации
- Презентация на тему: » Машина для зачистки канавок МЗК (2007 г.). например:- очистка водоотливных канавок от шлама (осадка измельченных горных пород), упавших кусков руды и.» — Транскрипт:
- Pereosnastka.ru
- Обработка дерева и металла
Информационная система имущественных торгов




Машина для зачистки выработки (зав.002, г.в. 2015). — Пермь — Спецтехника
| Дата начала: | Дата окончания: | Цена: |
|---|---|---|
| 25.01.2021 00:00 | 29.01.2021 23:59 | 750 083.92 |
| 01.02.2021 00:00 | 05.02.2021 23:59 | 712 579.72 |
| 08.02.2021 00:00 | 12.02.2021 23:59 | 675 075.52 |
| 15.02.2021 00:00 | 19.02.2021 23:59 | 637 571.32 |
| 20.02.2021 00:00 | 01.03.2021 23:59 | 600 067.12 |
| 02.03.2021 00:00 | 09.03.2021 23:59 | 562 562.92 |
| 10.03.2021 00:00 | 16.03.2021 23:59 | 525 058.72 |
| 17.03.2021 00:00 | 23.03.2021 23:59 | 487 554.52 |
| 24.03.2021 00:00 | 30.03.2021 23:59 | 450 050.32 |
| 31.03.2021 00:00 | 06.04.2021 23:59 | 412 546.12 |
| 07.04.2021 00:00 | 13.04.2021 23:59 | 375 041.96 |
- Заключение об оценке стоимости имущества
- Ссылка на дело о банкротстве
- Контактные данные организатора торгов
- Ссылка на торговую процедуру
- Заключение об оценке стоимости имущества
- Информация о должнике
- Информация о порядке изменения цены
- Ссылка на дело о банкротстве
- Контактные данные организатора торгов
- Порядок осмотра имущества
- Ссылка на торговую процедуру
Внимание: информация будет доступна только для зарегистрированного пользователя!
Вы можете воспользоваться услугой представления заявки на участие в торгах с помощью нашей системы. Для этого Вам потребуется: пройти регистрацию как ‘Покупатель’, прикрепить все необходимые документы и оплатить услугу. Заявка будет подана в автоматическом режиме. ЭЦП и аккредитация на площадке от Вас не требуется.
Машина для зачистки канавок МЗК (2007 г.)

Описание презентации по отдельным слайдам:
Машина для зачистки
канавок
МЗК
(2007 г.)
например:- очистка водоотливных канавок от шлама (осадка измельченных горных пород), упавших кусков руды и породы;- очистка зумпфов; зачистка меж- и околорельсовых пространств и т.д.
МЗК является по сути подземным экскаватором с широким фронтом зачистки
(до 4 м вверх, до 2 м вниз от уровня головки рельса; и до ±4,5 по ширине выработки).
Машина для зачистки канавок МЗК является универсальной машиной, предназначенной для выполнения широкого спектра за-чистных работ подземных горизон-тальных выработок, оборудованных контактной сетью,
Машина для зачистки канавок (МЗК)
МЗК состоит из сборной рамы, установлен-ной на двух колесных парах с шевронными подвесками на которой смонтированы поворотная кабина с рабочим органом; привод хода, электрооборудование (в исполнении РН), гидрооборудование и тормозная система машины. Рабочий орган МЗК состоит из стрелы, рукояти, кронштейна перелома рукояти и рабочего инструмента: основного – ковша типа “обратная лопата”, для очистки канавок или сменного, например лопаты для зачистки рельсовых путей. Он может оснащаться и другим навесным оборудованием, применяемым при ремонте и эксплуатации рельсовых путей. Все элементы рабочего органа соединены между собой шарнирно и могут поворачиваться относительно друг друга с помощью гидроцилиндров, обеспечивая рабочему инструменту три степени свободы. За счет поворота ка-бины с рабочим органом в обе стороны, ковш может очищать канавки с любой сто-роны рельсового пути, при этом машинисту обеспечивается хороший обзор рабочей зоны.
Машина для зачистки канавок (МЗК)
Машина для зачистки канавок (МЗК)
Для удобства и безопасности работы, кабина имеет выход на обе боковые стороны машины.
Гидрооборудование МЗК состоит из насосной станции с приводным электродвигателем постоянного тока, распределительной аппаратуры, находящейся в кабине машиниста, приводных гидромоторов и рабочих гидроцилиндров.
Электрооборудование МЗК запитывается от шахтной контактной сети через пантограф и обеспечивает контроль скорости движения машины, защиту электродвигателя, управление освещением и сигнализацией.
Машина огневой зачистки (строжки)




П редназначена для удаления поверхностных дефектов на непрерывно-литых слябах на глубину от 2 до 15 мм
Описание
Зачистка поверхности сляба производится огневым методом с использованием режущего кислорода и подогревающего пламени.
Описание оборудования
Машина для огневой зачистки представляет собой портал, движущийся по продольным направляющим (рельсовому пути) (см. схему), между которыми проложен рельсовый путь моторной тележки на которой подается сляб в зону резки. Сляб укладывается краном на моторную тележку и выравнивается до боковых роликовых упоров. После этого по команде системы ЧПУ тележка начинает движение в рабочую камеру. Камера оснащена дверями открывающимися и закрывающимися при въезде и выезде из нее сляба. Посде того как тележка со слябом въехала в рабочую камеру и дверь закрылась, включается система отсоса воздуха. По комманде управляющей программы ЧПУ машины автоматически выводит резаки в начальные точки строжки.
На портале установлены 3 суппорта огневой зачистки. Два с правой и левой сторон портала дня удаления металла с широкой поверхности сляба в прямом и обратном направлении полосами шириной по 300, и один боковой для зачистки боковой стороны сляба.
Движение резаков управляется с помощью управляющей программы от системы УЧПУ или в ручном режиме с пульта оператора. Продукты сгорания через систему дымоудаления удаляются из камеры огневой зачистки и поступают на фильтровентилляционную установку.
После зачистки одной широкой поверхности сляба и одной боковой стороны, сляб находящийся на моторной тележке подается на кантователь слябов, где он переворачивается на 180 грд.. и возвращается в рабочую камеру.
После зачистки сляб подается в зону выгрузки и откуда он снимается краном и перемещается на склад слябов или поступает на следующую технологическую операцию стана.
Удаляемый шлак смывается потоком воды, поступающим из суппорта гидросбива шлака. Шлак, смываемый водой поступает в желоба, расположенные внизу справа и слева от рельсового пути моторной тележки под рольгангом и смывается потоком воды в негерметичный контейнер- приемник для сбора шлака. Вода проливается через щели в дне шлакосборника и поступает в оборотную систему, а шлак остается в контейнере-приемнике шлакосборника.
Продукты сгорания удаляются из рабочей камеры машины огневой зачистки через воздухозаборник и систему воздуховодов в фильтровентиляционную установку, где происходит очистка отводимого воздуха от пыли и газов, и утилизация отходов.
Машина для зачистки канавок МЗК (2007 г.). например:- очистка водоотливных канавок от шлама (осадка измельченных горных пород), упавших кусков руды и. — презентация
Презентация была опубликована 8 лет назад пользователемwww.zumk.ru
Похожие презентации
Презентация на тему: » Машина для зачистки канавок МЗК (2007 г.). например:- очистка водоотливных канавок от шлама (осадка измельченных горных пород), упавших кусков руды и.» — Транскрипт:
1 Машина для зачистки канавок МЗК (2007 г.)
2 например:- очистка водоотливных канавок от шлама (осадка измельченных горных пород), упавших кусков руды и породы;- очистка зумпфов; зачистка меж- и околорельсовых пространств и т.д. МЗК является по сути подземным экскаватором с широким фронтом зачистки (до 4 м вверх, до 2 м вниз от уровня головки рельса; и до ±4,5 по ширине выработки). ò Машина для зачистки канавок МЗК является универсальной машиной, предназначенной для выполнения широкого спектра за-чистных работ подземных горизон-тальных выработок, оборудованных контактной сетью, Машина для зачистки канавок ( МЗК )
3 ò МЗК состоит из сборной рамы, установлен- ной на двух колесных парах с шевронными подвесками на которой смонтированы поворотная кабина с рабочим органом; привод хода, электрооборудование (в исполнении РН), гидрооборудование и тормозная система машины. Рабочий орган МЗК состоит из стрелы, рукояти, кронштейна перелома рукояти и рабочего инструмента: основного – ковша типа обратная лопата, для очистки канавок или сменного, например лопаты для зачистки рельсовых путей. Он может оснащаться и другим навесным оборудованием, применяемым при ремонте и эксплуатации рельсовых путей. Все элементы рабочего органа соединены между собой шарнирно и могут поворачиваться относительно друг друга с помощью гидроцилиндров, обеспечивая рабочему инструменту три степени свободы. За счет поворота ка- бины с рабочим органом в обе стороны, ковш может очищать канавки с любой сто- роны рельсового пути, при этом машинисту обеспечивается хороший обзор рабочей зоны. Машина для зачистки канавок ( МЗК )
4 ò Для удобства и безопасности работы, кабина имеет выход на обе боковые стороны машины. ò Гидрооборудование МЗК состоит из насосной станции с приводным электродвигателем постоянного тока, распределительной аппаратуры, находящейся в кабине машиниста, приводных гидромоторов и рабочих гидроцилиндров. ò Электрооборудование МЗК запитывается от шахтной контактной сети через пантограф и обеспечивает контроль скорости движения машины, защиту электродвигателя, управление освещением и сигнализацией.
5 Машина для зачистки канавок ( МЗК ) Техническая производительность по зачистке пути, м/ч, не менее80 Установленная мощность привода, кВт, не менее50 Максимальная скорость движения машины, м/с (км/ч)3,6 (13,0) Сила тяги, даН 2500 Угол поворота кабины в горизонтальной плоскости, град±45 Ширина колеи, мм750; 900 Габаритные размеры, мм, не более длина ширина высота Груз поднимаемый при вытянутой стреле и рукояти (т) Усилие копания при вытянутой стреле и рукояти (т) 1,7 1,2 Масса, кг, не более12000 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
6 Машина для зачистки канавок ( МЗК ) ò Конструктивно МЗК максимально унифицирована с машиной для зачистки выработок МЗВ. МЗК перемещается своим ходом или транспортиру- ется любым локомотивом. Работы по очистке канавок могут выполняться в одну или две стадии. В первом случае жидкий шлам, зачерпнутый ковшом, выгружа- ется непосредственно в вагонетку с глухим кузовом, прицепленную через дышло к переду машины, а во втором – он выгружается между рельсами для обез- воживания, а затем собирается лопатой (сменным органом), или машиной для зачистки выработок МЗВ с последующей погрузкой в вагонетку.
Pereosnastka.ru
Обработка дерева и металла
Зачистными и отделочными операциями являются зачистка и шлифовка сварных швов, снятие усилия швов, зачистка сварных конструкций, а также нанесение защитных покрытий.
Зачистка сварных швов от шлака, грата и окалины, шлифовка швов и удаление наплывов, а также зачистка и отделка сварных изделий производятся механизированно-ручными электрическими и пневматическими машинами. Эти машины также применяют для подготовки и зачистки свариваемых кромок и поверхностей от ржавчины, окалины и загрязнений. Механизированно-ручные машины разделяются по виду привода на пневматические и электрические, по назначению — на шлифовальные, зачистные, рубильные и фрезерные, и по конструкции — на прямые, угловые и торцовые.
Шлифовальная пневматическая прямая машина состоит из корпуса, в который вмонтирован пневматический ротационный двигатель, рукоятки с пусковым механизмом и шлифовального круга, закрытого кожухом. Пуск машины осуществляется при нажатии на курок пускового механизма, при этом игла отводит шарик, открывая доступ сжатому воздуху в полость между статором и ротором. Сжатый воздух давит на лопатки и вращает ротор и шпиндель, соединенный с валом ротора муфтой. Шлифовальный круг закреплен на шпинделе при помощи фланцев и гаек. При снятии руки с курка игла и шарик под действием пружины возвращаются в исходное положение, доступ воздуха прекращается и ротор останавливается. Для ограничения скорости вращения шпинделя на заднем конце вала ротора установлен центробежный регулятор, который может перекрывать впускной канал.
Шлифовальная пневматическая угловая машина также приводится в действие ротационным пневматическим двигателем. Она отличается от прямой машины расположением шпинделя и типом шлифовального круга. Вращение от вала ротора передается шпинделю через коническую передачу. Для удобства работы машины этого типа обычно снабжаются дополнительной боковой рукояткой.
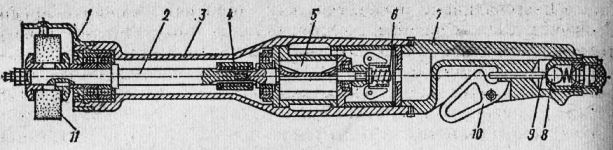
Рис. 1. Шлифовальная пневматическая прямая машина
1 — шпиндель; 2 и 4 конические шестерни; 3 — корпус; 5 пневматический ротационный двигатель; 6 — центробежный регулятор; 7 — основная рукоятка; в — пусковое устройство; 9 – рычаг; 10 — кож у л; И ее шлифовальный круг
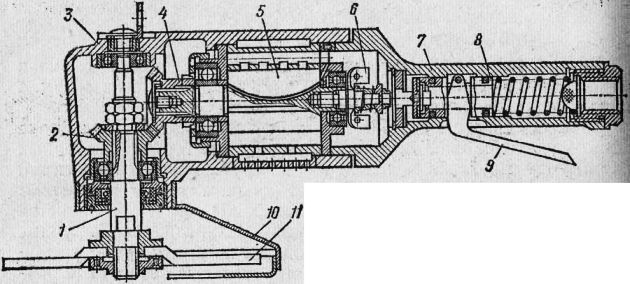
Рис. 2. Шлифовальная пневматическая угловая машина:
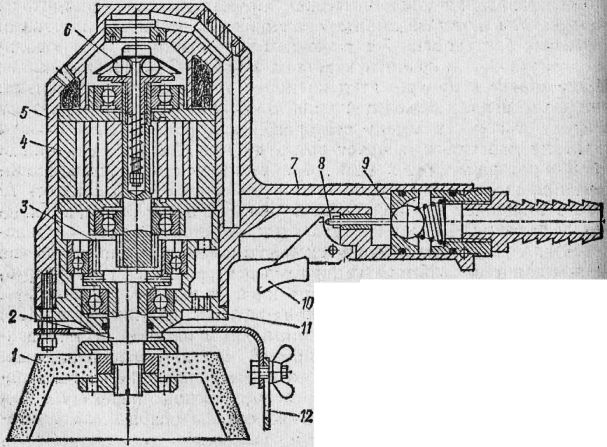
Рис. 3. Шлифовальная пневматическая торцовая машина
Шлифовальная пневматическая торцовая машина предназначена для обработки горизонтальных поверхностей чашеобразными шлифовальными кругами. Машина состоит из корпуса, в который вмонтирован пневматический ротационный двигатель, и шлифовального круга, закрытого кожухом. Корпус имеет две рукоятки, в основной рукоятке смонтировано пусковое устройство, управляемое курком. При нажатии на курок игла отводит шарик, открывая доступ сжатому воздуху в полость между статором и ротором пневмодвигателя. Сжатый воздух давит на лопатки ротора и вращает последний. Вращение от вала ротора передается шпинделю через одноступенчатый цилиндрический редуктор с внутренним зацеплением. Зубья ведущей шестерни нарезаны непосредственно на выступающем конце ротора, а ведомая шестерня (с внутренними зубьями) установлена в подшипниках и штифтами соединена со шпинделем, на конце которого укреплен шлифовальный круг. Отработанный воздух через выхлопные каналы корпуса поступает в полости, служащие одновременно камерами шумоглушения, а затем через нижнюю крышку — в атмосферу. Для ограничения скорости вращения шпинделя на заднем конце вала ротора установлен центробежный регулятор, который может перекрывать впускной канал.
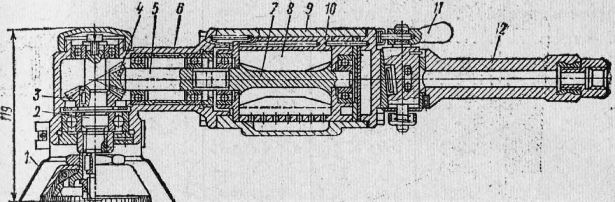
Рис. 4. Зачистная пневматическая угловая машина
Зачистная пневматическая угловая машина предназначена для очистки металлических поверхностей от загрязнений, ржавчины, окалины и краски. Она состоит из корпуса, в который вмонтирован реверсивный ротационный пневмодвигатель, рукоятки, угловой головки, проволочной щетки и защитного кожуха. Сжатый воздух из магистрали поступает через пробковый кран в впускные отверстия статора пневмо-двигателя, давит на лопатки, вращает ротор и соединенный с ним вал. При этом коническая шестерня вращает шестерню и шпиндель, на котором укреплена проволочная щетка. Отработанный воздух выходит в атмосферу через отверстия статора и полости корпуса, служащие глушителем. Проволочная щетка состоит из двух конусных чашек, между которыми при помощи гайки зажимаются два сменных проволочных вкладыша. Последние набирают из отходов пружинной проволоки диаметром 0,3—0,5 мм. Для повышения срока службы проволочной щетки в машине применен реверсивный пневмодвигатель, позволяющий при повороте пробкового крана изменять направление вращения ротора. При этом изменяется направление вращения щетки. Стойкость проволочных вкладышей составляет 1—3 смены беспрерывной работы (после чего их заменяют новыми). Машина имеет следующую техническую характеристику.
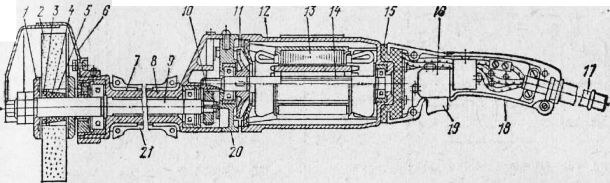
Рис. 5. Шлифовальная электрическая машина:
1 — фланец; 2 — шлифовальный круг; 3 — втулка; 4 — цанга; 5 — прокладка; 6 — защитный кожух; 7 — виброгасящая прокладка; 8 — корпус шпинделя; 9 — шпиндель; 10 — ведомая шестерня; 11 — вентилятор; 12 — корпус электродвигателя; 13 — статор; 14 — вал ротора; 15 — амортизатор; 16 — выключатель; 17 — предохранительная трубка; 18 — задняя рукоятка; 19 — курок; 20 — передний щит; 21 — передняя рукоятка
Шлифовальная электрическая прямая машина имеет встроенный асинхронный трехфазный электродвигатель повышенной частоты. Вращение от вала ротора электродвигателя передается шпинделю через одноступенчатый цилиндрический редуктор, ведущая шестерня которого нарезана на валу ротора, а ведомая закреплена на шпинделе при помощи шпонки. На выступающем конце шпинделя при помощи фланцев и гаек крепится шлифовальный круг (либо стальная радиальная щетка), закрытый защитным кожухом. В задней рукоятке смонтирован курковый выключатель и закреплен токоведущй кабель. На переднем конце вала ротора установлю вентилятор для охлаждения двигателя.
Шлифовальные электрические угловые машины также работают от асинхронного трехфазного электродвигателя повышенной частоты. Они отличаются от прямых машин расположением шпинделя и типом шлифовального круга. В угловой машине шпиндель расположен под углом 90ч к оси ротора и вращается при помощи конической передачи.
Шлифовальная электрическая машина с гибким валом состоит из асинхронного трехфазного электродвигателя промышленной частоты, гибкого вала и шлифовальной головки. Электродвигатель снабжен пакетным выключателем, рукояткой и смонтирован на подставке. От двигателя вращение передается через гибкий вал шпинделю шлифовальной головки, на конце которого устанавливается шлифовальный круг или стальная радиальная щетка, закрытые для безопасности защитным кожухом. Корпус головки служит одновременно рабочей рукояткой, вторая рабочая рукоятка крепится к защитному кожуху. Машина имеет сменные прямую и угловую шлифовальные головки. Для обеспечения электробезопасности рабочего гибкий вал присоединяется к электродвигателю через промежуточный узел — корпус муфты, который изолирован от переднего щита и вала ротора.
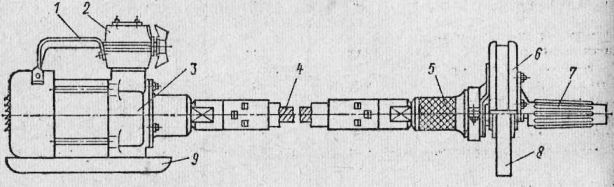
Рис. 6. Шлифовальная электрическая машина с гибким валом
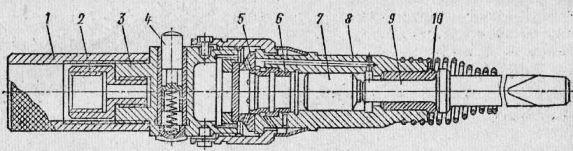
Рис. 7. Пневматический рубильный молоток
Пневматический рубильный молоток МЗС предназначен для очистки сварных швов и прилегающей зоны от шлака и брызг. Молоток состоит из ствола, ударника, воздухораспределительного устройства, пускового устройства и рукоятки. В корпус пускового устройства вмонтирован пусковой клапан и штуцер. В конце ствола запрессована концевая букса, в которую входит хвостовик зубила. Возвратно-поступательное движение ударника осуществляется путем подачи воздуха то в одну, то в другую полость его цилиндра по каналам воздухораспределительного устройства и ствола. Переключение подачи воздуха производится автоматически золотником. Молоток имеет следующую техническую характеристику.
Механизированно-ручные электрические и пневматические машины следует применять только для зачистных и отделочных операций, т. е. тогда, когда удаляется небольшой объем металла. Для удаления корня сварных швов и снятия фасок применяются кислородная и воздушно-дуговая строжка, рассматриваемая в курсах— «Технология и оборудование газопламенной обработки металлов» и «Технология электрической сварки плавлением».
Основные требования безопасности при работе с механизированно-ручными машинами. Пневматические и электрические механизированно-ручные машины оказывают вредное влияние на организм человека в связи с вибрацией и шумом. Рабочие органы этих машин имеют большие скорости, что представляет опасность для рабочего. Применение электрических машин связано с опасностью поражения электрическим током. Поэтому к конструкции механизированно-ручных машин, их приемке и испытаниям на заводе-изготовителе, а также при эксплуатации машин в производственных условиях предъявляются специальные требования, регламентированные Государственными стандартами ( ГОСТ 12.2.013—75, ГОСТ 12.2.010—75 и др.), инструкциями по технике безопасности и паспортами этих машин.
Для гашения вибраций в конструкциях машин предусматриваются виброзащитные рукоятки, изолированные от корпуса машины специальными кольцами и амортизаторами из вибро-гасящего материала (губчатой резины), а также устройства для балансировки быстровращающихся частей. Для снижения шума от выхлопа сжатого воздуха в конструкциях пневматических машин предусматриваются глушители. Для защиты рабочего от поражения в случае разрыва шлифовального круга или вылета металлической щетки в шлифовальных и зачистных машинах предусмотрены защитные металлические кожухи. В машинах ударного действия предусматриваются специальные устройства, исключающие самопроизвольный вылет рабочего инструмента при холостых ходах. Для предотвращения разрыва шлифовального круга в пневматических машинах установлены центробежные регуляторы, ограничивающие скорость вращения круга.
При эксплуатации механизированно-ручных машин руководствуются следующими основными требованиями безопасности.
1. К работе с механизированно-ручными машинами допускаются лица, прошедшие производственное обучение, имеющие квалификационную группу по технике безопасности и изучившие паспорт машины, с которой предстоит работать.
2. Работа по зачистке, шлифованию и рубке должна проводиться в защитных очках и рукавицах.
3. Менять рабочий инструмент и переносить машины с одного рабочего места на другое разрешается только после остановки машины и отключения ее от сети.
4. Машины вращательного действия (шлифовальные и зачист-ные) должны иметь защитный кожух рабочего инструмента, а машины ударного действия должны быть снабжены устройствами, исключающими самопроизвольный вылет рабочего инструмента при холостых ударах. При эксплуатации запрещается снимать с машины эти устройства, а также средства виброзащиты и управления рабочим инструментом и глушитель шума.
5. При использовании шлифовальных машин следует применять балансированные шлифовальные круги, обеспечивающие низкий уровень вибрации. Круги не должны иметь трещин, неравномерных выработок и должны быть тщательно закреплены. Затяжку фланцев при установке круга необходимо производить специальным ключом, который поставляется в комплекте с машиной.
6. При обнаружении неисправности машина должна быть сдана в ремонт. Работать неисправной машиной запрещается.
7. Машину, у которой масса, воспринимаемая руками оператора, превышает 10 кг, необходимо применять с приспособлениями для подвешивания.
8. По окончании работы или смены машина должна быть очищена от пыли и грязи и сдана лицу, отвечающему за ее исправность.
9. Предприятие, эксплуатирующее машину, должно обеспечить техническое обслуживание машин, контроль за их исправностью и учет работы. После ремонта машин, сопровождающегося их разборкой, необходимо контролировать вибрационные параметры и шумовые характеристики.
10. Не допускается перегибать воздухоподводящие шланги или токоподводящие кабели (шнуры), натягивать и перекручивать их.
11. При использовании пневматических машин шланг к машине следует присоединять при помощи ниппелей или штуцеров и хомутов; крепление шлангов проволокой не допускается. На воздухоподводящем трубопроводе или гибком шланге на расстоянии не более 3 м от рабочего места должно быть расположено запорное устройство или устройство для дистанционного управления запорным краном.
12. При работе электрической машиной класса I по ГОСТ 12.2.010—75 следует применять индивидуальные средства защиты: диэлектрические перчатки, галоши, коврики и т. п. Машинами класса II и III разрешается производить работы без применения индивидуальных средств защиты. Запрещается заземлять машины классов II и III ; подключать машины класса III к электрической сети общего пользования через автотрансформатор, сопротивление или потенциометр; вносить внутрь котлов и резервуаров трансформаторы и преобразователи частоты.
Для снятия усиления сварных швов используют специализированные машины. Примером такой машины является фрезерный трактор для снятия усиления стыковых швов. Фрезерный трактор предназначен для снятия усиления сварных швов на листах и обечайках. Он перемещается по изделию на колесах с помощью электропривода, состоящего из электродвигателя, клиноременной передачи, редуктора и цепной передачи, передающей вращение на ось колее. С помощью маховика можно установить необходимое направление движения трактора. Главное движение резания — вращение шпинделя с фрезой — осуществляется от электродвигателя, смонтированного на корпусе, через клнноременную передачу. Шпиндель выдвигается и поднимается маховиком. Ширину фрезеруемой поверхности можно регулировать путем установки шпинделя под углом к обрабатываемой поверхности. Фрезерование осуществляется торцовой фрезой, укрепленной на шпинделе. Ролик копировального устройства не позволяет фрезе врезаться в листы. Ролик закрепляют в необходимом положении с помощью рукоятки. Трактор имеет следующие технические данные.
Рис. 8. Фрезерный трактор для снятия усиления сварных швов
Наиболее распространенным методом нанесения защитных покрытий сварных конструкций является пневматическое распыление. В комплект оборудования для пневматического распыления входит: краскораспылитель, красконагнетательный бак, масло-влагоотделитель. Сжатый воздух из центральной магистрали или от компрессора поступает по шлангу в масловлагоотделитель, где проходит очистку от паров воды и масла. Очищенный сжатый воздух по шлангу подводится к краскораспылителю, а по шлангу через редуктор давления — в краско-нагнетательный бак. Под давлением сжатого воздуха лакокрасочный материал по трубке вытесняется из красконагне-тательного бака и через кран по шлангу подается к краскораспылителю.
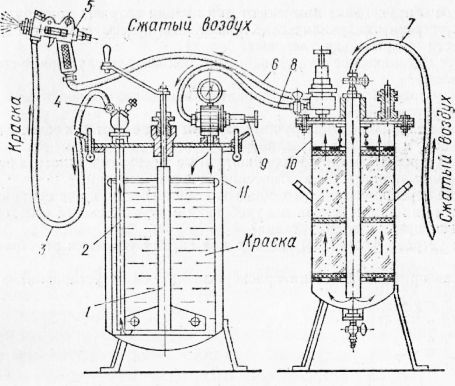
Рис. 9. Схема соединения краскораспылительной аппаратуры
При выходе из сопла краскораспылителя лакокрасочный материал встречает струю сжатого воздуха, раздробляется ею, захватывается и наносится на окрашиваемую поверхность. Размешивание краски производится мешалкой. При малых объемах работ применяют краскораспылители со съемными наливными бочками. Окраска распылением может осуществляться вручную и автоматически. Автоматизация процесса окраски достигается применением различных средств передвижения краскораспылителей и окрашиваемого изделия. Окраска методом пневматического распыления производится в камерах, которые оборудуются мощной вентиляционной системой для отсоса лакокрасочного тумана и фильтрами для очистки отсасываемого воздуха от пыли.
Окрасочные камеры разделяются на тупиковые, применяемые в непоточном производстве, и проходные, используемые в поточных линиях. Недостатком метода окраски пневматическим распылением являются значительные потери от 20 до 40% лакокрасочных материалов на туманообразование и сложность распылительных камер. Поэтому наряду с методом пневматического раапыления для окраски сварных изделий применяют безвоздушное распыление, распыление в электрическом поле высокого напряжения, электроосаждение, струйный облив. Искусственная сушка сварных изделий после окраски производится в сушильных тупиковых или проходных камерах конвективной или терморадиационной сушки.







