Машины для устройства рулонных полов
При устройстве полов с покрытиями из рулонных материалов в жилых, общественных и промышленных зданиях выполняют механизированным способом подготовку поверхности оснований (заглаживание бетонных оснований и их железнение, окончательную затирку цементных стяжек и т. п.), продольную прирезку кромок полотнищ линолеума, сварку полотнищ линолеума в ковры и приклейку их к основанию по всей площади клеями и мастиками с последующей прикаткой катками статического действия и виброкатками. Особое внимание уделяют качественной подготовке основания, поскольку рулонные материалы обладают свойством «отпечатывать» все неровности основания даже при самой тщательной приклейке покрытия.
Рис. 7.28. Машина для затирки цементных стяжек
Рекламные предложения на основе ваших интересов:
Двухдисковая машина для затирки цементных стяжек (рис. 7.28) предназначена для окончательной затирки цементных стяжек под укладку полов из синтетических ковров, линолеума, плитки ПХВ и других материалов. Затирка осуществляется двумя дисками из древесностружечного материала, вращающимися в разные стороны с частотой с-1 от электродвигателя через редуктор. Проти-вовращение дисков обеспечивает прямолинейное поступательное движение машины. Во время работы машины в зону затирки по шлангу подводится вода, что облегчает затирку. Диски диаметром 200 мм крепятся к выходным валам редуктора через резиновые мембраны, что обеспечивает самоустановку дисков, равномерность их износа и плавную работу машины.
К корпусу редуктора прикреплена рукоятка управления, на которой установлен пакетный выключатель для пуска и остановки электродвигателя и кран для подачи воды в зону обработки поверхности. За один проход машина шлифует полосу шириной 425 мм. Электродвигатель машины на напряжение 42 В подключается к электросети переменного тока напряжением 220/380 В, частотой 50 Гц через преобразователь частоты тока. Перед пуском электродвигателя машину сначала поднимают на рукоятке управления так, чтобы затирочные диски не касались поверхности пола; затем включают электродвигатель и медленно опускают машину на обрабатываемую поверхность. Износ рабочих дисков в процессе работы не должен превышать уъ их высоты. Изношенные диски заменяют одновременно во избежание их разновысотности.
Сварку полотнищ линолеума с прирезанными друг к другу кромками осуществляют тепловым и холодным методами. Тепловой метод применяют для сварки полотнищ поливинилхлоридного линолеума, в котором содержится не менее 40% по массе поливинил-хлоридной смолы. При нагревании до температуры 200°С такой материал переходит в вязкотекучее состояние, а при охлаждении основа затвердевает, приобретая первоначальную прочность. Холодный метод сварки применяют для нетермопластичных линоле-умов (релина, нитролинолеума и др.), которые невозможно сваривать тепловым методом. Холодная сварка заключается в склеивании торцов кромок стыкуемых полотнищ линолеума специальными составами, обеспечивающими прочное клеевое соединение.
При тепловом методе сварку стыков полотнищ осуществляют i орячим воздухом и инфракрасными лучами.
Наибольшее распространение получила сварка инфракрасными лучами, источником которых являются аппараты инфракрасного излучения, выполненные по единой конструктивной схеме в виде нагревательного утюжка. Они обеспечивают непрерывный процесс сварки линолеума и перемещаются оператором вдоль стыка вручную.
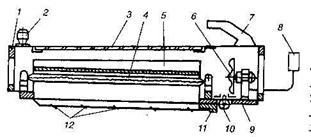
Аппарат (рис. 7.29) состоит из корпуса со смотровым окном, формующей пластины с продольной прорезью, в которой расположены поперечные перемычки, двух галогенных ламп, установленных в отражателях, П-образного формующего элемента, подпружиненного прижимного ролика, вентилятора, регулятора напряжения и питающего кабеля.
Рис. 7.29. Аппарат для сварки линолеума
При перемещении аппарата вручную с помощью ручек и вдоль стыка шва происходит его заделка разогретой (до 140…160°С) массой под воздействием поперечных перемычек П-образного формующего элемента и прижимного ролика.
Для наблюдения за ходом сварки в корпусе имеется смотровое окно со стеклофильтром. Встроенный в корпус вентилятор служит для обдува потоком воздуха формующей пластины и охлаждения корпуса и ручек в процессе сварки. Регулятор напряжения поддерживает напряжение на заданном уровне, соответствующем типу свариваемого линолеума.
Производительность аппарата 50…80 м/ч, потребляемая мощность не более 2,0 кВт.
При централизованном изготовлении ковров размером «на комнату» из поливинилхлоридного линолеума в заводских условиях для сварки в полуавтоматическом режиме отдельных полотнищ используют машины и установки, в состав которых входит инфракрасный излучатель, смонтированный на самоходной каретке с электромеханическим приводом, движущимся по направляющим.
Свежеуложенный на клеевую или мастичную прослойку линолеум прикатывают виброкатками. Под воздействием вибрации осуществляется равномерное перераспределение материала прослойки, удаление воздуха и плотное прижатие линолеума к поверхности основания. Виброкатки используют также для втапливания керамических плиток в жесткий цементно-песчаный раствор при устройстве плиточных полов и прикатке плиток из синтетических материалов.
Виброкаток для прикатки линолеума и синтетических плиток (рис. 7.30, а) состоит из вибратора с круговыми колебаниями и регулируемым статическим моментом дебалансов, плиты, опирающейся на роликов, объединенных в два ряда (по шт. в каждом), и рукоятки управления с переключателем, прикрепленной к плите через амортизационные подкладки. Вынуждающая сила от вибратора передается на опорные ролики. Прикатка линолеума и синтетических плиток осуществляется при медленном перемещении катка с включенным вибратором по поверхности пола. Каток имеет ширину захвата 520 мм и прикатывает 150 м2/ч.
Рис. 7.30. Виброкатки: а — для прикатки линолеума: б — для втапливания керамических плиток
Каток для вибровтапливания керамических плиток (рис. 7.30, б) состоит из двух рядов роликовых опор (по шт. в каждом ряду), объединенных с помощью осей в парные секции, плиты, на которой установлен вибратор с круговыми колебаниями, и рукоятки управления с переключателем, шарнирно закрепленной к плите на амортизационных подкладках. Парные секции роликов шарнирно закреплены на плите. Конструкция виброкатка обеспечивает независимую самоустановку всех роликов на поверхность плиточных полов.
Использование виброкатка позволяет ликвидировать ручную операцию по заполнению швов между плитками цементным раствором. Виброкаток работает в комплекте с устройством для резки керамических плиток и с шаблонами барабанного или секционного типа для раскладки керамических плиток по прослойке из жесткого раствора перед их вибровтапливанием. Шаблоны барабанного типа используют в помещениях большой площади и протяженности, секционного типа — при малых объемах работ. При работе каток с включенным в сеть вибратором медленно перемещают по поверхности пола. Окончанием работы следует считать полное заполнение раствором стыков между плитками и появление на поверхности цементного молока.
Производительность виброкатка 150 м2/ч, ширина захвата 540 мм.
Машины для устройства полов из рулонных и плиточных материалов
Назначение: При устройстве полов с покрытиями из рулонных материалов в жилых, общественных и промышленных зданиях выполняют механизированным способом подготовку поверхности оснований (заглаживание бетонных оснований и их железнение, окончательную затирку цементных стяжек .и т. п.), продольную прирезку кромок полотнищ линолеума, сварку полотнищ линолеума в ковры и приклейку их к основанию по всей площади клеями и мастиками с последующей прикаткой катками статического действия и виброкатками.
Двухдисковая машина для затирки цементных стяжек
 Назначение: предназначена для окончательной затирки цементных стяжек под укладку полов из синтетических ковров, линолеума, плитки ПХВ и других материалов.
Назначение: предназначена для окончательной затирки цементных стяжек под укладку полов из синтетических ковров, линолеума, плитки ПХВ и других материалов.
Рис. 15. Машина для затирки цементных стяжек
Аппарат для сварки линолеума
 Назначение: Наибольшее распространение получила сварка инфракрасными лучами, источником которых являются аппараты инфракрасного излучения, выполненные по единой конструктивной схеме в виде нагревательного утюжка. Они обеспечивают непрерывный процесс сварки линолеума и перемещаются оператором вдоль стыка вручную.
Назначение: Наибольшее распространение получила сварка инфракрасными лучами, источником которых являются аппараты инфракрасного излучения, выполненные по единой конструктивной схеме в виде нагревательного утюжка. Они обеспечивают непрерывный процесс сварки линолеума и перемещаются оператором вдоль стыка вручную.
Рис. 16. Аппарат для сварки линолеума
Сварку полотнищ линолеума с прирезанными друг к другу кромками осуществляют тепловым и холодным методами.
Тепловой метод применяют для сварки полотнищ поливинилхлоридного линолеума, в котором содержится не менее 40% по массе поливинилхлоридной смолы. При нагревании до температуры 200°С такой материал переходит в вязкотекучее состояние, а при охлаждении основа затвердевает, приобретая первоначальную прочность.
Холодный метод сварки применяют для нетермопластичных линолеумов (релина, нитролинолеума и др.), которые невозможно сваривать тепловым методом. Холодная сварка заключается в склеивании торцов кромок стыкуемых полотнищ линолеума специальными составами, обеспечивающими прочное клеевое соединение.
 Параметры:
Параметры:
 Назначение: Свежеуложенный на клеевую или мастичную прослойку линолеум прикатывают виброкатками, используют также для втапливания керамических плиток в жесткий цементно-песчаный раствор при устройстве плиточных полов и прикатке плиток из синтетических материалов.
Назначение: Свежеуложенный на клеевую или мастичную прослойку линолеум прикатывают виброкатками, используют также для втапливания керамических плиток в жесткий цементно-песчаный раствор при устройстве плиточных полов и прикатке плиток из синтетических материалов.
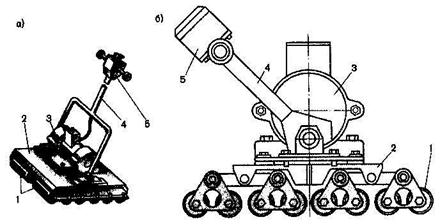
Рис. 17. Виброкатки: а ■— для прикатки линолеума; б — для вгапливаниа керамических плиток
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Машины для устройства полов из рулонных и плиточных материалов
Назначение: При устройстве полов с покрытиями из рулонных материалов в жилых, общественных и промышленных зданиях выполняют механизированным способом подготовку поверхности оснований (заглаживание бетонных оснований и их железнение, окончательную затирку цементных стяжек .и т. п.), продольную прирезку кромок полотнищ линолеума, сварку полотнищ линолеума в ковры и приклейку их к основанию по всей площади клеями и мастиками с последующей прикаткой катками статического действия и виброкатками.
Двухдисковая машина для затирки цементных стяжек
 Назначение: предназначена для окончательной затирки цементных стяжек под укладку полов из синтетических ковров, линолеума, плитки ПХВ и других материалов.
Назначение: предназначена для окончательной затирки цементных стяжек под укладку полов из синтетических ковров, линолеума, плитки ПХВ и других материалов.

Рис. 15. Машина для затирки цементных стяжек
Аппарат для сварки линолеума
 Назначение: Наибольшее распространение получила сварка инфракрасными лучами, источником которых являются аппараты инфракрасного излучения, выполненные по единой конструктивной схеме в виде нагревательного утюжка. Они обеспечивают непрерывный процесс сварки линолеума и перемещаются оператором вдоль стыка вручную.
Назначение: Наибольшее распространение получила сварка инфракрасными лучами, источником которых являются аппараты инфракрасного излучения, выполненные по единой конструктивной схеме в виде нагревательного утюжка. Они обеспечивают непрерывный процесс сварки линолеума и перемещаются оператором вдоль стыка вручную.
Рис. 16. Аппарат для сварки линолеума
Сварку полотнищ линолеума с прирезанными друг к другу кромками осуществляют тепловым и холодным методами.
Тепловой метод применяют для сварки полотнищ поливинилхлоридного линолеума, в котором содержится не менее 40% по массе поливинилхлоридной смолы. При нагревании до температуры 200°С такой материал переходит в вязкотекучее состояние, а при охлаждении основа затвердевает, приобретая первоначальную прочность.
Холодный метод сварки применяют для нетермопластичных линолеумов (релина, нитролинолеума и др.), которые невозможно сваривать тепловым методом. Холодная сварка заключается в склеивании торцов кромок стыкуемых полотнищ линолеума специальными составами, обеспечивающими прочное клеевое соединение.
 Параметры:
Параметры:
 Назначение: Свежеуложенный на клеевую или мастичную прослойку линолеум прикатывают виброкатками, используют также для втапливания керамических плиток в жесткий цементно-песчаный раствор при устройстве плиточных полов и прикатке плиток из синтетических материалов.
Назначение: Свежеуложенный на клеевую или мастичную прослойку линолеум прикатывают виброкатками, используют также для втапливания керамических плиток в жесткий цементно-песчаный раствор при устройстве плиточных полов и прикатке плиток из синтетических материалов.

Рис. 17. Виброкатки: а ■— для прикатки линолеума; б — для вгапливаниа керамических плиток
Машины для устройства полов из рулонных и плиточных материалов
При устройстве полов с покрытиями из рулонных материалов в жилых, общественных и промышленных зданиях выполняют механизированным способом подготовку поверхности оснований (заглаживание бетонных оснований и их железнение, окончательную затирку цементных стяжек и т. п.), продольную прирезку кромок полотнищ линолеума, сварку полотнищ линолеума в ковры и приклейку их к основанию по всей площади клеями и мастиками с последующей прикаткой катками статического действия и виброкатками. Особое внимание уделяют качественной подготовке основания, поскольку рулонные материалы обладают свойством «отпечатывать» все неровности основания даже при самой тщательной приклейке покрытия.

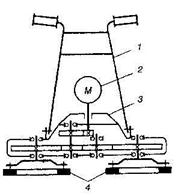
Рис. 7.28. Машина для затирки цементных стяжек
Двухдисковая машина для затирки цементных стяжек (рис. 7.28) предназначена для окончательной затирки цементных стяжек под укладку полов из синтетических ковров, линолеума, плитки ПХВ и других материалов. Затирка осуществляется двумя дисками 4 из древесностружечного материала, вращающимися в разные стороны с частотой 9 с -1 от электродвигателя 2 через редуктор 3. Противовращение дисков обеспечивает прямолинейное поступательное движение машины. Во время работы машины в зону затирки по шлангу подводится вода, что облегчает затирку. Диски диаметром 200 мм крепятся к выходным валам редуктора через резиновые мембраны, что обеспечивает самоустановку дисков, равномерность их износа и плавную работу машины.
К корпусу редуктора прикреплена рукоятка управления /, на которой установлен пакетный выключатель для пуска и остановки электродвигателя и кран для подачи воды в зону обработки поверхности. За один проход машина шлифует полосу шириной 425 мм. Электродвигатель машины на напряжение 42 В подключается к электросети переменного тока напряжением 220/380 В, частотой 50 Гц через преобразователь частоты тока. Перед пуском электродвигателя машину сначала поднимают на рукоятке управления так, чтобы Затирочные диски не касались поверхности пола; затем включают электродвигатель и медленно опускают машину на обрабатываемую поверхность. Износ рабочих дисков в процессе работы не должен превышать г /ъ их высоты. Изношенные диски заменяют одновременно во избежание их разновысотности.
Сварку полотнищ линолеума с прирезанными друг к другу кромками осуществляют тепловым и холодным методами. Тепловой метод применяют для сварки полотнищ поливинилхлоридного линолеума, в котором содержится не менее 40% по массе поливинилхлоридной смолы. При нагревании до температуры 200°С такой материал переходит в вязкотекучее состояние, а при охлаждении основа затвердевает, приобретая первоначальную прочность. Холодный метод сварки применяют для нетермопластичных линолеумов (релина, нитролинолеума и др.), которые невозможно сваривать тепловым методом. Холодная сварка заключается в склеивании торцов кромок стыкуемых полотнищ линолеума специальными составами, обеспечивающими прочное клеевое соединение.
При тепловом методе сварку стыков полотнищ осуществляют горячим воздухом и инфракрасными лучами.
Наибольшее распространение получила сварка инфракрасными лучами, источником которых являются аппараты инфракрасного излучения, выполненные по единой конструктивной схеме в виде нагревательного утюжка. Они обеспечивают непрерывный процесс сварки линолеума и перемещаются оператором вдоль стыка вручную.
Аппарат (рис. 7.29) состоит из Корпуса 1 со смотровым окном, формующей пластины 9 с продольной прорезью, в которой расположены поперечные перемычки 12, двух галогенных ламп 4, установленных в отражателях 5, П-образного формующего элемента 11, подпружиненного прижимного ролика 10, вентилятора 6, регулятора напряжения 8 и питающего кабеля.

Рис. 7.29. Аппарат для сварки линолеума
Принцип работы аппарата состоит в нагревании до вязко-текущего состояния свариваемых кромок линолеума инфракрасными излучателями — галогенными лампами, создающими тепловой поток, который направляется отражателями через продольную прорезь формующей пластины на свариваемые кромки. При перемещении аппарата вручную с помощью ручек 2 и 7 вдоль стыка шва происходит его заделка разогретой (до 140. 160°С) массой под воздействием поперечных перемычек 12 П-образного формующего элемента и прижимного ролика 10.
Для наблюдения за ходом сварки в корпусе имеется смотровое окно со стеклофильтром 3. Встроенный в корпус вентилятор 6 служит для обдува потоком воздуха формующей пластины и охлаждения корпуса и ручек в процессе сварки. Регулятор напряжения поддерживает напряжение на заданном уровне, соответствующем типу свариваемого линолеума.
Производительность аппарата 50. 80 м/ч, потребляемая мощность не более 2,0 кВт.
При централизованном изготовлении ковров размером «на комнату» из поливинилхлоридного линолеума в заводских условиях для сварки в полуавтоматическом режиме отдельных полотнищ используют машины и установки, в состав которых входит инфракрасный излучатель, смонтированный на самоходной каретке с электромеханическим приводом,движущимся по направляющим.

Рис. 7.30 Виброкатки: а — для прикатки линолеума; б — для втапливания керамических плиток.
Свежеуложенный на клеевую или мастичную прослойку линолеум прикатывают виброкатками. Под воздействием вибрации осуществляется равномерйое перераспределение материала прослойки, удаление воздуха и плотное прижатие линолеума к поверхности основания. Виброкатки используют также для втапливания керамических плиток в жесткий цементно-песчаный раствор при устройстве плиточных полов и прикатке плиток из синтетических материалов.
Виброкаток для прикатки линолеума и синтетических плиток (рис. 7.30, а) состоит из вибратора 3 с круговыми колебаниями и регулируемым статическим моментом дебалансов, плиты 2, опирающейся на 12 роликов 1, объединенных в два ряда (по 6 шт. в каждом), и рукоятки управления 4 с переключателем 5, прикрепленной к плите через амортизационные подкладки. Вынуждающая сила от вибратора передается на опорные ролики. Прикатка линолеума и синтетических плиток осуществляется при медленном перемещении катка с включенным вибратором по поверхности пола. Каток имеет ширину захвата 520 мм и прикатывает 150 м 2 /ч.
Каток для вибровтапливания керамических плиток (рис. 7.30, б) состоит из двух рядов роликовых опор 1 (по 8 шт. в каждом ряду), объединенных с помощью осей в парные секции, плиты 2, на которой установлен вибратор 3 с круговыми колебаниями, и рукоятки управления 4 с переключателем 5, шарнирно закрепленной к плите на амортизационных подкладках. Парные секции роликов шарнирно закреплены на плите. Конструкция виброкатка обеспечивает независимую самоустановку всех роликов на поверхность плиточных полов.
Использование виброкатка позволяет ликвидировать ручную операцию по заполнению швов между плитками цементным раствором. Виброкаток работает в комплекте с устройством для резки керамических плиток и с шаблонами барабанного или секционного типа для раскладки керамических плиток по прослойке из жесткого раствора перед их вибровтапливанием. Шаблоны барабанного типа используют в помещениях большой площади и протяженности, секционного типа — при малых объемах работ. При работе каток с включенным в сеть вибратором медленно перемещают по поверхности пола. Окончанием работы следует считать полное заполнение раствором стыков между плитками и появление на поверхности цементного молока.
Производительность виброкатка 150 м 2 /ч, ширина захвата 540 мм.







