- Машины для ремонта электропечей
- Камера обдува статоров РИФЖ 443171.001
- Камера обдува статоров РИФЖ 443171.001
- Станок для удаления всыпной обмотки статора РИФЖ 483121.006
- Станок для удаления всыпной обмотки статора РИФЖ 483121.006
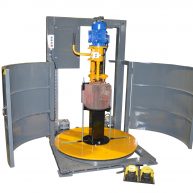
- Балансировочный станок для роторов и якорей МБ-300 РИФЖ 041863.009
- Балансировочный станок для роторов и якорей МБ-300 РИФЖ 041863.009
- Станок для обрезки всыпных обмоток статоров РИФЖ 041618.005
- Станок для обрезки всыпных обмоток статоров РИФЖ 041618.005
- ГЛАВА ШЕСТАЯ
Машины для ремонта электропечей

Камера обдува статоров РИФЖ 443171.001
Камера обдува статоров РИФЖ 443171.001
Камера обдува оборудования, статоров предназначена для сдува пыли с электродвигателей с последующей очисткой воздуха, используемого по замкнутому циклу. Производитель оборудования ОАО “Севкавэлектроремонт”.
Подлежащие обдуву статоры или другое оборудование, подаются в рабочую зону камеры на тележке с поворотным столом вращением рукоятки ручного привода. После закрытия створок камеры оператор включает фильтровентиляционный агрегат и, просунув руки в перчатки, обдувает статор со всех сторон обдувочным пистолетом. По окончании работы оператор открывает створки камеры и выдвигает тележку с обработанным статором.
Камера обдува статоров электродвигателей (оборудования) состоит из камеры каркасного типа со смотровым окном и отверстиями для рук оператора с закреплёнными перчатками, приставного стола с направляющими, тележки с поворотным столом, механизма перемещения тележки с ручным приводом, переходника-воздуховода, верхнего воздуховода, стойки верхнего воздуховода. На проёме камеры расположены створки с механизмом синхронного открывания. Очистка и рециркуляция воздуха в камере осуществляется фильтровентиляционным агрегатом. Камера оборудована осветительными приборами и укомплектована обдувочным пистолетом со шлангом. Справа от оператора расположен шкаф управления.

Станок для удаления всыпной обмотки статора РИФЖ 483121.006
Станок для удаления всыпной обмотки статора РИФЖ 483121.006
Станок для удаления всыпной обмотки статора РИФЖ 483121.006 предназначен для удаления после обрезки и обжига всыпных обмоток из статоров электродвигателей мощностью до 100 кВт. Обмоточный провод собирается и удаляется из станка в технологической таре.
Станок для удаления всыпной обмотки статора состоит из станины, лебёдки, крюка, упора, прижима, педалей управления. контейнера для сбора мусора, ящиков слесарных. Оборудование производства ОАО “СКЭР”.
Шкаф управления станком для удаления всыпной обмотки предназначен для непрерывной круглосуточной работы в качестве устройства управления. Управление работой станка производится по сигналам от педалей, расположенных на полу, рядом со станиной станка.
Устройства коммутации, размещенные в шкафу, обеспечивают защиту от перегрузок и токов короткого замыканий.

Балансировочный станок для роторов и якорей МБ-300 РИФЖ 041863.009
Балансировочный станок для роторов и якорей МБ-300 РИФЖ 041863.009
Балансировочный станок для роторов и якорей электродвигателей МБ-300 зарезонансного типа предназначен для динамической балансировки в одной или двух плоскостях коррекции межопорных или двух консольных роторов. Масса балансируемых роторов электродвигателей на станке от 10 до 300 кг. Максимальный диаметр ротора до 900 мм. В качестве измерительной системы станка используется комплекс “Вибролаб”. Балансировочное оборудование производства ОАО “Севкавэлектроремонт”.
Станок для обрезки всыпных обмоток статоров РИФЖ 041618.005
Станок для обрезки всыпных обмоток статоров РИФЖ 041618.005
Станок для обрезки всыпной обмотки статоров РИФЖ 041618.005 позволяет производить обрезку секций нижней торцевой части всыпной обмотки статоров асинхронных электрических машин. Статор устанавливается на поворотный стол и закрепляется, после чего производится обрезка всыпной обмотки. Скорость вращения стола, а так же направление задается оператором станка.
Обрабатываемый статор устанавливается на поворотный стол станка и центрируется визуально, при помощи рисок на столе. После центрирования статор фиксируют посредством сменных прихватов и закрывают ограждение. При помощи кнопок подъёма/опускания консоли фрезы инструмент вводится во внутреннюю полость статора на уровень 3-5 мм выше плоскости железа статора. Нажатие соответствующей педали приводит во вращение стол с установленным статором.
Включённый привод вращения фрезы обеспечивает обрезку витков всыпной обмотки статора при подаче поворотной консоли на необходимую глубину резания. По окончанию операции обрезки отключается привод вращения фрезы, консоль привода устанавливается по центру статора, включается привод механизма подъёма и фреза выводится из полости статора, останавливается подъём и консоль отводится в сторону.
Станок для обрезки всыпной обмотки статора состоит из следующих основных узлов:
- Рамы основания;
- Поворотного стола;
- Консоли фрезы;
- Механизма перемещения траверсы;
- Пульта управления траверсой и скоростью вращения стола;
- Пульта управления фрезой;
- Шкафа электрического;
- Педали включения вращения стола;
- Сменных прихватов;
- Подставки;
- Механизма выдергивания;
ГЛАВА ШЕСТАЯ
РЕМОНТ ЭЛЕКТРОТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
6-1. НОМЕНКЛАТУРА ОБОРУДОВАНИЯ
В данной главе рассматривается следующее электросварочное и электротермическое оборудование:
источники питания для электродуговой сварки;
сварочные генераторы постоянного тока;
сварочные преобразователи и выпрямители;
источники питания для автоматов и полуавтоматов электродуговой сварки под флюсом и в защитных газах;
машины контактной электросварки;
электропечи сопротивления периодического действия, непрерывного действия, вакуумные и плавильные;
электропечи индукционные, плавильные и нагревательные;
установки индукционные высокочастотные;
электропечи плавильные вакуумные;
масляные ванны с электроподогревом и специальные электропечи.
При ремонте и эксплуатации электросварочного и электротермического оборудования должны выполняться требования гл. ЭIII-2 и ЭIII-4 ПТЭ и ПТБ и инструкций завода-изготовителя. Электротехнологическое оборудование должно обслуживаться высококвалифицированным эксплуатационным и ремонтным электротехническим персоналом, знающим конструкцию и назначение, а также правила эксплуатации и техники безопасности оборудования. Квалификация электротехнического персонала, обслуживающего установки, должна быть не ниже группы IV.
Операторы, работающие на данном оборудовании, должны быть высококвалифицированными, хорошо знать выполняемые технологические процессы, конструкцию установки, должны быть обучены общим правилам техники безопасности и технической эксплуатации, а также в совершенстве знать инструкцию по работе на данном оборудовании. Разделение обязанностей между эксплуатационным персоналом и операторами, обслуживающими установку, должно быть точно определено инструкцией или специальным положением, утвержденным руководством предприятия.
Правилами эксплуатации электротехнологического оборудования предусмотрено систематическое техническое обслуживание, осмотры, текущий и капитальный ремонты. При этом осмотры планируются лишь в составе работ по техническому обслуживанию, а не как самостоятельная операция.
Типовой объем работ и все ремонтные нормативы для сварочных преобразователей, сварочных генераторов постоянного тока, высокочастотных генераторов для индукционных установок, пускорегулирующих аппаратов, силовых трансформаторов и контрольно-измерительных приборов принимать по данным, приведенным в главах 3, 4, 8 и 9.
Ремонтные нормативы системы ППРОСПЭ по электросварочному и электротермическому оборудованию приведены без учета ремонта механической части, работы по которой производятся отделом главного механика.
6-2. ТИПОВОЙ ОБЪЕМ РАБОТ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ
Техническое обслуживание электросварочного и электротермического оборудования производится электротехническим персоналом отдела главного энергетика или дежурным персоналом производственных цехов при отключенном оборудовании от источников питания, за исключением наружного осмотра и проверки температуры внешних поверхностей и т.п., что проверяется в рабочем состоянии.
В объем технического обслуживания входят: подсоединение и отсоединение оборудования от сети; внешний осмотр деталей, доступных для осмотра при снятом кожухе и особенно изоляционных деталей; чистка оборудования от пыли, грязи и флюсов, чистка контактных поверхностей, проверка исправности электрододержателей и заземляющих струбцин; осмотр целости изоляции питающей и сварочной цепи; проверка исправности изоляционных прокладок; подтяжка крепежных деталей и контактов, включая проверку нагрева контактов и устранение причин перегрева; проверка стопорных механизмов, исправности кожухов, системы охлаждения, нагрева обмоток трансформаторов и наружных поверхностей электропечей; проверка работы переключателей, мелкий ремонт пускорегулирующих аппаратов; проверка заземляющих устройств, в том числе заземления вторичной обмотки; проверка состояния нагревательных элементов.
Кроме того, для электродуговых печей проверка качества торцовых и ниппельных соединений и плотности свертывания электродов; для индукционных и высокочастотных печей осмотр конденсаторных батарей, электронных ламп и надежность экранирования и заземления отдельных блоков, проверка правильности работы контакторов с гашением дуги и отсутствие накипи на водоохлаждаемых поверхностях.
Осмотры с заполнением карт осмотров производятся по графику с периодичностью в зависимости от местных условии, но не реже 1 раза в месяц, а для передвижного оборудования с периодичностью не реже 2 раз в месяц.
6-3. ТИПОВОЙ ОБЪЕМ РАБОТ ПРИ ТЕКУЩЕМ РЕМОНТЕ
В объем текущего ремонта входят операции технического обслуживания, проверка и при необходимости восстановление паспортного или соответствующего требованиям ГОСТ сопротивления изоляции и, кроме того, работы:
для сварочных выпрямителей, сварочных трансформаторов и других аппаратов дуговой сварки — проверка крепления кремниевых вентилей, выводных и соединительных контактов; мелкий ремонт изоляции трансформатора, ремонт переключателей напряжения, стопоров, винтового механизма, ходовой части, вентилятора, ограждений и кожуха, проверка работы воздушных реле, ремонт пускорегулирующих аппаратов, замена или ремонт электрододержателя, изоляционных прокладок, проверка состояния и частичная замена проводов питающей и сварочной цепи, ремонт их соединений и изоляции, ремонт или замена струбцин, проверка наличия, а при отсутствии их установка перемычки между выводом «земля» на корпусе трансформатора и выводом вторичной цепи;
для машин контактной электросварки — очистка оборудования от грязи и флюса, наружный осмотр и выявление дефектов, проверка контактных поверхностей, электродов, промежуточных и токоведущих подушек, вылетов и шпинделей, контактных соединений токопроводов, удаление следов электроэрозии с контактных соединений вторичных контуров, устранение нагрева в контактных соединениях первичной и вторичной коммутации, замена изношенных деталей токопровода и шинопровода, проверка отсутствия течи в системе водяного охлаждения, проверка исправности пневматических и пневмогидравлических систем и игнитронных прерывателей, а также их регулировка и при необходимости замена изношенных деталей и узлов, проверка состояния пускорегулирующих аппаратов, устранение нагрева контактов, подтяжка контактных соединений, опробование машины в рабочем состоянии;
для электротермического оборудования — тщательная чистка, протирка от пыли, окалины и грязи, проверка состояния и частичная замена нагревательных элементов; уплотняющих устройств, крепления выводов нагревательных элементов, частичный ремонт футеровки и других видов теплоизоляции, проверка работы щита управления, сопротивления изоляции всех электрических цепей и температурного режима печи.
По отдельным видам электропечей производятся следующие дополнительные работы:
по вакуумным печам – ревизия и ремонт вакуумных насосов и вакуумной сети, смена вакуумного масла, чистка и промывка всех соединительных поверхностей, проверка печи на натекание, промывка систем охлаждения; ремонт запорной арматуры и трубопровода в пределах печи, ремонт или замена подогревов паромасляных вакуум-насосов;
по индукционным электропечам – проверка состояния конденсаторной батареи и при необходимости замена отдельных конденсаторных банок, ревизии или ремонт трансформатора, чистка системы охлаждения индуктора, зачистка контактных поверхностей, переключателей винтов индуктора;
по высокочастотным установкам – проверка состояния генераторных ламп и колебательного контура, при необходимости замена отдельных ламп, конденсаторов и индукторов, ревизия или ремонт высокочастотных преобразователей, ремонт блокировочных устройств;
по дуговым электропечам – проверка качества торцов и ниппельных соединений электродов и их подтягивание, замена электродов при необходимости, ревизия и ремонт механизма подачи электродов, ревизия или ремонт печного трансформатора, ремонт запорной арматуры и трубопровода в пределах печи;
по плавильным электронно-лучевым вакуумным печам – проверка коммутационных проводов с частичной заменой проводки; проверка изоляции высоковольтных кабелей, защитного заземления, блокировочных устройств, осмотр и ремонт электронной «пушки», частичная замена генераторных ламп, ревизия автотрансформаторов и выпрямителей, частичный ремонт и регулировка вакуумного блока, промывка системы охлаждения, ревизия и ремонт запорно-регулирующей аппаратуры, окраска установки.
6-4. ТИПОВОЙ ОБЪЕМ РАБОТ ПРИ КАПИТАЛЬНОМ РЕМОНТЕ
В объем капитального ремонта входят операции текущего ремонта, полная разработка оборудования, замена изношенных деталей и узлов, проверка прочности изоляции в соответствии с паспортными данными или ГОСТ, при необходимости замена пускорегулирующей аппаратуры, окраска, испытание оборудования и, кроме того:
для сварочных выпрямителей, сварочных трансформаторов и других аппаратов электродуговой сварки — ремонт магнитопровода; ремонт или замена катушек трансформатора, дросселя, балластного реостата, осциллятора, изоляционных гребенок, замена вышедших из строя кремниевых вентилей, кожуха, вентилятора и других изношенных деталей и пускорегулирующей аппаратуры, полная замена проводов питания и сварочной цепи, ремонт и наладка воздушных реле;
для машин контактной сварки — замена при необходимости токоведущих башмаков, стержней, роликов и других частей и деталей, а также промывка и очистка от накипи системы водяного охлаждения, ремонт или замена реле протока или реле давления, ремонт пускорегулирующей аппаратуры, трансформаторов, механической части машин;
для электропечей — полная переборка и замена нагревательных элементов с проверкой и подбором их по сопротивлению, полная замена футеровки и других видов теплоизоляции, ремонт уплотняющих устройств, ремонт или замена проводов первичной и вторичной коммуникаций, пускорегулирующих аппаратов, ремонт печных трансформаторов, замена индукторов, ремонт вакуумных насосов, вакуумных задвижек и другого оборудования и аппаратуры, ремонт и промывка системы водяного охлаждения, лабораторная проверка приборов теплового контроля и автоматического регулирования, проверка распределения и выравнивание температурных зон в соответствии с требованиями технологии с отметкой в ремонтном паспорте печи, контроль послеремонтного состояния тепловой изоляции по кривой остывания печи;
по плавильным электронно-лучевым печам — полная разборка установки, замены более 30% коммутационной проводки и высоковольтных кабелей, замена отдельных аппаратов низкого и высокого напряжения, замена измерительных приборов, ремонт автотрансформаторов и выпрямителей, ремонт вакуумного блока и всех трубопроводов, окраска и наладка установки.
6-5. РЕМОНТНЫЙ ЦИКЛ
В табл. 6-1 приведена примерная продолжительность ремонтного цикла и межремонтного периода при двухсменной его работе и коэффициентах спроса: для электросварочного оборудования 0,4 и для электротермического 0,6. При другой сменности работы оборудования и других коэффициентов спроса вводятся поправочные коэффициенты (см. гл. 2) Для электротехнологического оборудования, отнесенного к категории основного оборудования, дополнительно вводятся поправочные коэффициенты к продолжительности ремонтного цикла =0,85 и к продолжительности межремонтного периода =0,7.
Таблица 6-1
Продолжительность ремонтного цикла и межремонтного периода
Оборудование
Продолжительность ремонтного цикла, лет
Продолжительность межремонтного периода, мес.







