- Использование точечной сварки при ремонте автомобилей
- Для того, чтобы иметь представление о том, как работать с точечной сваркой при ремонте автомобиля, необходимо понимать процесс создания соединения.
- Отличия от сварки плавлением
- Принцип работы процесса точечной сварки
- Как отремонтировать кузов автомобиля точечной сваркой и как правильно настроить аппарат для сварки кузова?
- Точечная сварка кузова
- Необходимое оборудование и подготовка к сварке
- Выбор режима
- Описание технологии процесса
- Делаем бюджетный споттер в гараже. Точечная сварка за час своими руками
- Изготовление своими руками контактной сварки с чертежами
- Конструктивное исполнение
- Чем обработать кузов после сварки
- Самостоятельное изготовление
- MMCRacer › Blog › Аппарат точечной сварки своими руками
- Изготовление трансформатора
- Управление сварочной процедурой
- Изготовление клещей
- Какой сваркой лучше варить кузов автомобиля
- Выполнение работ
- Разновидности контактной сварки
- Точечная сварка
- Рельефная сварка
- Шовная сварка
- Стыковая сварка
- Технические характеристики
- Советы специалистов
- Устройство и принцип работы споттера
- Методы точечного сваривания
- Конструкции самодельных устройств
- Вторичная обмотка
- Выбор параметров
- Схемы обмотки и её размещение
- Особенности аппаратуры
- Как работает споттер?
- Способы сваривания
- Техника безопасности
Использование точечной сварки при ремонте автомобилей
Для того, чтобы иметь представление о том, как работать с точечной сваркой при ремонте автомобиля, необходимо понимать процесс создания соединения.
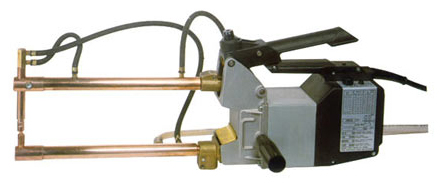
Клещи контактной точечной сварки
Отличия от сварки плавлением
Точечная сварка давлением отлично показывает себя при соединении листовых заготовок, что подтверждается тем фактом, что практически все автопроизводители используют её при сварке кузовов автомобилей. Так же, следует отметить, что соединения, выполняемые точечной сваркой крепче, чем такие же, которые выполняются обычной сваркой оплавлением, и при этом дешевле обходятся. Дешевизна обеспечивается отсутствием вносимого металла, ведь единственная деталь, которую нужно время от времени заменять – сам электрод, который непосредственно соприкасается со свариваемыми заготовками.
Принцип работы процесса точечной сварки
Прежде всего, необходимо правильно разместить соединяемые детали, после чего поместить их между электродов сварочного аппарата. После этого можно начинать процесс сварки:
Сжатие деталей
Подача тока
Проковка (в некоторых случаях)
Снятие давления
Поскольку процесс образования жидкого ядра сварки происходит под давлением, соответственно ядро не соприкасается с атмосферой. Это позволяет избежать образования пор и других дефектов. Ядро защищено настолько хорошо, что не нуждается в дополнительной газовой или шлаковой защите.
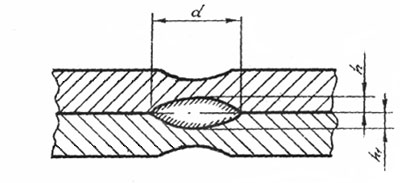
Диаметр электрода и режимы (сила тока, время нагрева и давление) определяются толщиной и типом материалов, которые свариваются. Значительное влияние так же оказывает форма рабочей части электрода.
При сварке тонких стальных листов процесс образования точки зачастую занимает несколько секунд.
До недавнего времени точечная сварка имела ограниченное применение в повседневной жизни, поскольку требовала достаточно мощных источников питания и сварочных клещей, под которые можно установить далеко не каждую деталь.

Основной инструмент при работе со споттером — универсальный пистолет. Компактный и лёгкий
Но благодаря споттерам все изменилось. Этот способ, требует доступа только с одной стороны свариваемых деталей, имеет малую мощность, поэтому может работать даже от небольших инверторных источников питания, низкая цена которых делает их доступными многим СТО. Именно благодаря этим преимуществам сварка споттерами все чаще применяется при ремонте автомобилей. Прибавьте к этому еще и лучшие, по сравнению со сваркой плавлением, характеристики шва, хорошую продуктивность и получаем идеальный способ для сварки кузова автомобиля. Так же стоит отметить ещё одно немаловажное «умение» споттеров — возможность приваривать электрод к металлу и, благодаря специальным приспособлениям, исполнять роль обратного молотка, который способен работать без сверления или каких-либо других подготовительных операций, а потом легко его убирать.
Как видим, точечная сварка уже повсеместно используется при сварке автомобилей, а, от недавнего времени, начала широко использоваться и для ремонта. А все благодаря всего двум основным преимуществам — малым термическим деформациям и отличной продуктивности.
И всегда помните — если Вы решили улучшить свое СТО или цех оборудованием дли точечной сварки, мы всегда готовы Вам помочь
Как отремонтировать кузов автомобиля точечной сваркой и как правильно настроить аппарат для сварки кузова?
Для ремонта кузова используются следующие виды сварки:
Сварка полуавтоматом применяется для устранения трещин и разрывов в кузове, дуговая ручная сварка используется, когда неважна эстетичность шва, а газовая – для сварки толстостенных элементов (свыше 3 мм).
Точечная сварка кузова
Метод точечной сварки основан на кратковременном пропускании большого тока через детали кузова, соединенные внахлест, при этом в месте сжатия поверхностей деталей металл расплавляется и перемешивается, формируя сварное соединение. Точечная сварка позволяет получить прочное соединение быстро, без перегрева кузовных элементов и без разбрызгивания окалины и продуктов горения флюса.
Необходимое оборудование и подготовка к сварке
Для точечной сварки кузова потребуется следующее оборудование:
- аппарат для точечной сварки;
- наждачная бумага;
- заплатки для кузова;
- токопроводящая грунтовка;
- металлические щетки.
Заплатки необходимы для сварки элементов кузова на стыке или при устранении трещин и щелей, так как точечная сварка соединяет только плоские листы металла, расположенные внахлест.
Перед проведением сварки нужно тщательно очистить свариваемые поверхности от ржавчины и грязи металлическими щетками, после чего снять оксидную пленку наждачной бумагой со средним и мелким зерном. Дополнительно можно обезжирить поверхности ацетоном или бензином, предварительно обесточив кузов.
Заплатки зачищают аналогичным способом, после чего между свариваемыми деталями перед их закреплением наносится токопроводящий грунт. Он выполняет роль легирующей и укрепляющей сварное соединение добавки, которая не удаляется после сварки и остается между деталями.
Далее нужно закрепить свариваемые детали относительно друг друга неподвижно, для этого используются латунные зажимы на болтах и струбцины. Длина нахлеста деталей должна быть не менее 8-10 мм. При закреплении деталей важно рассчитывать возможность подвода контактных электродов к линии сварки.
Подготовка аппарата заключается в проверке его работоспособности, установке заземления, зачистке медных электродов и установке параметров сварки.
Выбор режима
Режим точечной сварки определяется следующими параметрами:
- силой сварного тока;
- силой давления электродов;
- временем электроимпульса;
- диаметром электродов.
Сила тока для сварки выбирается в зависимости от режима проварки (мягкого или жесткого). Жесткая сварка проводится под большими токами с высокой скоростью, но при этом меньше надежность соединения, а при мягкой проварке небольшими токами площадь сваривания больше, но процесс занимает больше времени.
Рассчитать ток для точечной сварки можно по формуле:
I = j * F, где:
- I – сила тока;
- j – плотность тока (200-400 А/кв. мм);
- F – площадь электрода, которая вычисляется по его диаметру D, зависящему от толщины свариваемых листов q (в мм) следующим образом: D=2 * q + 3.
Также силу тока можно вычислить по толщине детали кузова напрямую: I = 6500 * q (формула получена эмпирическим путем и подходит для деталей с толщиной до 3 мм).
Время подачи импульса рассчитывается как 0,8 * q и регулируется специальным таймером на сварочном аппарате или вручную – длительностью нажатия на рукоятку. Кроме того, на рукоятке есть регулятор силы давления, сообщающегося деталям в момент подачи импульса при нажатии. Высокое давление применяется при больших токах, а при малых токах и времени подачи импульса дольше 1,5 секунд силу давления лучше снизить, чтобы не допустить образования отверстия в месте сварки.
Описание технологии процесса
Процесс точечной сварки кузова включает следующие шаги:
Перед закреплением зачищенных деталей их плоскости в месте нахлеста необходимо подогнать друг к другу для максимально большей площади соприкосновения, подгонка и выправление тонких элементов кузова выполняется ударами киянки с подкладыванием твердого основания для ударов, а правка наружной поверхности осуществляется выпрямляющими болтами.
Нанесение разметки заключается в обозначении маркером точек проварки вдоль линии соединения деталей. Оптимальное расстояние между точками сварки – 15-30 мм по длине линии сварки и дополнительные точки проварки ставятся между основными, но отстоящими от линии их соединения на 10-15 мм: они провариваются после прихватки деталей по всей линии через одну отмеченную точку.
После соединения каждых 10-15 точек аппарату нужно давать отдых 2-3 минуты, чтобы не допустить перегрева и деформации медных электродов. При нехватке времени используются сменные электроды, используемые во время остывания горячих электродов. Во время отдыха аппарата медные электроды нужно проходить шкуркой с мелким зерном, удаляя окисную пленку и примеси.
Места соединения должны иметь круглую или овальную форму и металлический блеск. Черные круги в точках сварки свидетельствуют о чрезмерном времени подачи импульса. Если в местах проварки имеются мелкие отверстия или по краям наблюдается истончение металла, то нужно уменьшать силу давления и силу тока сварки, немного увеличив время подачи импульса.
Проверять качество соединения необходимо после остывания деталей – через 5-10 минут после сварки. В местах сварки, где на кузов имеется повышенная динамическая нагрузка (например, при сварке боковых частей вдоль рессор), лучше оценить толщину точки проварки микрометром, ее величина не должна быть меньше 1,2 от толщины одной свариваемой детали или заплатки. Если требуется герметичность шва, то между точками проварки после их остывания наносится герметик.
Делаем бюджетный споттер в гараже. Точечная сварка за час своими руками
Приветствую вас, уважаемые читатели канала АВТО|СЕРВИС
Чтобы выровнять поврежденную кузовную деталь автомобиля используют точечную сварку или просто споттер . Такими работами я занимаюсь крайне редко, поэтому покупать в магазине недешевый аппарат мне не хотелось.
Сейчас я расскажу, как собрал своими руками точечную сварку из того, что было в моем гараже. Для этого нам понадобятся:
1) рабочий автомобильный аккумулятор на 12 В,
2) старый, не рабочий шуроповерт,
3) втягивающее реле стартера от старого стартера,
4) 2 клеммы от аккумулятора,
5) 5 шт. кабельных медных наконечника,
6) сварочный кабель, диаметром не менее 8 мм,
7) небольшой кусок двужильного провода, для подключения кнопки
8) пара плоских разъемов,
Начинаем сборку сварочного аппарата с разборки шуроповерта: снимаем ведущий вал и на его место привариваем кусок стальной трубы, на другом конце трубы я сделал простой зажим для сварочного кабеля c винтовым соединением.
Подключаем к кнопке шуруповерта двужильный провод, используйте тестер, чтобы найти пару на кнопке, работающую на замыкание. Выводим провода напрямую и собираем шуроповерт.
Одеваем кабельные наконечники на концы сварочного кабеля и обжимаем их дедовским способом. Зажав в тиски кабель с наконечником, берем обточенный на наждаке болт, ставим на наконечник и бьем молотком в 3-х местах с двух сторон.
Берем втягивающее реле и вынимаем из него пружину. Чтобы якорь не выпадал, я зафиксировал его скобой из жести, оставив небольшой зазор. Осталось все собрать и проверить наш споттер в работе.
От шуроповерта идет длинный сварочный провод с куском двужильного провода на кнопку. Прикручиваем сварочный кабель к одному из контактов втягивающего реле, а ко второму присоединяем короткий провод сварочного кабеля, который идет на плюсовую клемму АКБ.
3-й кусок сварочного провода я подключаю к минусовой клемме АКБ (масса). К проводкам от кнопки шуроповерта я присоединил плоские клеммы. Один проводок сделал короче, он будет прикручен к втягивающему реле (фото). Второй тонкий провод (розовый) будет подключен к минусу АКБ (фото).
Изготовление своими руками контактной сварки с чертежами

Точечная сварка своими руками предполагает, что на 1 мм2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм2. При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:
Конструктивное исполнение
Машина точечной контактной сварки, изготовленная в бытовых условиях может быть предназначена для решения простых задач, возникающих в быту. С ее помощью несложно наложить шов, необходимый при ремонте или изготовлении изделий. Контактная точечная сварка получается путем нагревания отдельных элементов электрическим током и обеспечивается надежное соединение, и ремонтируемое изделия еще некоторое время прослужит.
Устройство функционирует в непосредственной зависимости от габаритов материала, его теплопроводности и мощности оборудования.
Параметры работы следующие:
- Невысокое напряжение от 1 до 10В.
- Время производства работ занимает несколько секунд.
- Сила тока от 1000 Ампер.
- Небольшая площадь расплавления.
- Давление к месту ремонтируемого образца должно быть сильным.
Автоматическая контактная сварка, сделанная в бытовых условиях, при соблюдении всех параметров учитывает требования к качеству. Чтобы упросить задачу рекомендуется выбирать переменный ток. В этом случае продолжительность воздействия позволит выполнить качественные швы, при этом временной промежуток будет увеличен. В таких устройствах имеется реле, обеспечивающее регулирование времени.
Аппарат контактной сварки своим руками сделать несложно. Он довольно прост в изготовлении. Для этих целей можно использовать в качестве автотрансформатора преобразователи тока от старого телевизора. Контактная сварка из микроволновки, а также сварка из инвертора или из ЛАТРа тоже будет неплохо функционировать.
При выборе наиболее подходящего трансформатора обмотки наматываются вновь, исходя из параметров напряжения и тока. Обозначение точечной контактной сварки согласно требованиям ГОСТ 14098.
Схема управления техническим устройством разрабатывается, либо можно воспользоваться существующей, размешенной на интернет-страницах, опять же на основании задаваемых параметров. Станок контактной сварки производится в соответствии с видами предполагаемых работ. Во множестве случаев выполняют клещи для контактной сварки.
Соединение должно быть выполнено правильно, чтобы был обеспечен непосредственный контакт, в том числе прохождения силы тока одного параметра. Особое внимание представляет трансформатор для контактной сварки и электроды для контактной сварки, закрепленные на клещах.
На агрегатах при недостаточном внимании на этот критерий возникает искрение, и конечный результат не достигается. Неплохим решением будет также шовная контактная сварка своими руками из инвертора или выполнение агрегата своими руками из микроволновки, а также СВЧ печь.
Сварщик контактной сварки может варить все разновидности материалов в соответствии с видами аттестации. Вакансии всегда предусматривают первоначальное обучение. Дуговая сварка выполняет соединения более массивных конструкций.
Чем обработать кузов после сварки
После окончания ремонта нужно обязательно очистить сварочные швы от шлака, так как под ним металл быстро окисляется. На скрытых от взгляда участках достаточно щетки по металлу. В открытых местах обработку кузова после сварки производят болгаркой со шлифовальным кругом или лепестковой насадкой. Для зачистки труднодоступных швов применяется шлифовальная машинка с борфрезой.
Зачищенные поверхности обезжириваются ацетоном или бензином, затем обрабатываются антикоррозийным составом либо кислотным грунтом. Для защиты против коррозии используется эпоксидная шпатлевка. Благодаря плотной структуре она надежно защищает поверхность металла от контакта с влагой и воздухом и используется в качестве выравнивающего слоя.
После нанесения тонкого первого слоя его оставляют на день для просушки. Нельзя для ускорения применять фен, поскольку после высыхания верхнего слоя шпатлевка внутри останется сырой, так как влаге некуда испаряться. Затем для придания поверхности шероховатости с помощью 120-й наждачной бумаги наносятся риски. После наложения 2 — 3 слоев производится подготовка к окрашиванию.
Для защиты невидимых снаружи швов на легкодоступных участках используется автомобильный шовный герметик. Его при необходимости разглаживают шпателем и красят. В труднодоступные места герметик подается с помощью пневматического распылителя через пластиковую трубку.
После сварочных работ, необходимо обработать кузов против коррозии
Самостоятельное изготовление
Машины контактно – стыковой сварки должны быть безопасны в период эксплуатации, а также необходимо знать для каких целей устройство будет использоваться. Самодельная контактная сварка изготавливается в бытовых условиях. Для этого учитывается, что толщина металла должна быть не более 1 мм, а сечение проволочных электродов не более 4 мм.
Работа сварочного аппарата осуществляется при 220 В и 50 Гц, при этом напряжение на выходе получается от 4 до 7 В. Показатель импульсного тока составляет до 1,5 тысяч А. Блок управления контактной сваркой можно смастерить, после просмотра видео.
Электрические схемы на чертеже совмещают следующие конструкции:
- выключателя, работающего в режиме автоматики;
- цепи для управления работой;
- силовой части;
- трансформатора для контактной сварки;
- тиристора однофазного для подключения питания к сети.
Схема обмоток включает первичную, имеющую шесть выходов для включения и обеспечения регулирования тока во вторичной. При этом первый подключается к сети, а 5 регулируют параметры процесса.
Схема пускателя на чертеже МТТ4 включает:
- Тиристорный ключ.
- Через два контакта одновременно происходит перераспределение нагрузки на другие 2 контакта через трансформатор.
Схема управления состоит из:
- блока питания из трансформатора;
- реле для замыкания контактов при подаче напряжения;
- диодного моста, выполняющего функцию выпрямителя.
Принадлежности для контактной сварки:
- Корпус, не пропускающий ток.
- Трансформатор, на который намотана поволока.
- Клещи.
- Электроды.
- Электросхемы.
- Ряд приборов безопасности: манометры для газа на входе давления.
Автоматизация процесса выполняется при использовании всех составляющих. Сварщик контактной сварки должен обладать определенными навыками при соединении швом или местами. Вакансии этой специальности часто можно найти в интернете.
MMCRacer › Blog › Аппарат точечной сварки своими руками
Многие просили меня поделиться информацией по этому полезному устройству. С удовольствием делюсь. Хотел бы предупредить, что любые действия, которые вы делаете, при сборке данного устройства, Вы делаете на свой страх и риск. Автор не несет ответственно за любые действия или последствия сборки и использования данного устройства. Помните, что высокое напряжение опасно для вашего здоровья. Обеспечьте максимальную безопасность при сборке и эксплуатации этого устройства.
Продолжим. Сразу скажу, что мой вариант сделан на скорую руку и очень топорно. Я и сам пока не определился, как же мне окончательно облагородить. Но это вполне рабочий вариант, с помощью которого я уже собрал 5 АКБ. Для его изготовления понадобится: 1. Трансформатор от микроволновки мощностью 700 Вт минимум. Лучше от 1000 Вт микроволновки. 2. Провод сечением не менее 25 мм2. Я взял 32 мм2. — 1 метр. Вообще, чем короче по длине получится провод, тем меньше потерь будет. 3. Клеммники — 2 шт. Это по желанию. Можно и без них, если хорошо облудить концевики. 4. Кнопка. Рекомендую от той же микроволновки. Она выдерживает нагрузки и не горит. 5. Клеммники для питающего провода, чтобы аккуратно прицепиться к первичной обмотке. 6. Жала от 100 Вт. паяльника медные — 2 шт. для сварочных контактов. Из инструмента: 1. Ножовка, стамеска для опиливания или вырубывания вторичной обмотки. 2. Паяльник 100 Вт, чтобы пропаять концы или припой и газовая горелка, для тех же целей.
Первым этапом нужно избавиться от вторичной обмотки. Ее отпиливаем и выбиваем. Можно конечно распилить по линии сварки корпус трансформатора, вынуть целиком вторичку и потом склеить эпоксидкой корпус, но после этого, говорят, корпус будет издавать треск. Напомню, в стандартном трансформаторе от микроволновки первичная обмотка идет внизу, а вторичная вверху. Между ними есть шунты. Их нужно оставить. При демонтаже вторичной обмотки не повредите первичную.
Теперь просовываем наш толстый провод на место вторичной обмотки, чтобы получилось 1-2 витка. Больше и не нужно. Т.к. чем больше витков, тем больше напряжение. А повышать его смысла нету. После этого выравниваем концы отходящие от трансформатора нашей новой вторичной обмотки. Важно, чтобы они были одинаковой длины.
Лудим, пропаиваем концы провода и одеваем клеммники на концы нашего толстого провода. Теперь обжимаем клеммники на проводах, которые будут питать первичную обмотку. Т.е. тот провод, который будет вставляться в обычную розетку. На одном из проводов в разрыв ставите кнопку от микроволновки. Ставить ее лучше в месте, до которого удобно дотянуться.
А дальше уже идет полет фантазии, как сделать контактную группу, которая и будет у нас сваривать. Я у знакомого взял контактные группы от 200 или 300 А предохранителей. Они медные и медь хорошая. Раздобыть можно в старых электрощитах. Переделал их под держатели контактных электродов. Получилось не плохо. Контакт получается надежный. Не греется. Всю конструкцию разместил на доске, толщиной 50. Что под руку подвернулось. Замеры показали напряжение холостого хода 1,5 В. В режиме короткого замыкания 1,2 кажется. К сожалению мои токовые клещи рассчитаны на ток до 400А, поэтому использовал расчетную методику. По расчетам, ток в рабочем режиме должен быть в районе 1000-1200А.
Рекомендации по сварке. Контакты нужно прижимать плотно, чтобы не было зазора между привариваемой пластиной и корпусом батареи. В противном случае, пластину может прожечь, а также корпус батареи. Сильно давить тоже не стоит, т.к. тогда будет просто нагрев.
Контакты специально сведены к центру, чтобы расстояние между точками сварки было не больше 5 мм. На картинке они закорочены, т.к. находятся ниже высоты стандартной батареи 18650.
Также в архиве привожу дополнительные материалы, которые собрал в сети по этой теме. Пользуйтесь. Мне не жалко. cloud.mail.ru/public/Q5mM/rDJRumHLG
Если моя запись была Вам полезна, то нажмите Нравится. Спасибо.
Изготовление трансформатора
Контактная сварка, основным конструктивным элементом которой является трансформатор, выполняется своими руками. Можно извлечь трансформаторное оборудование из любого устройства, главное, учесть расчет трансформатора, чтобы сила тока была не менее 2,5 А. Старую обмотку следует удалить, и установить кольца на магнитопровод из тонкого электропроводного картона. Этот провод обматывается лакотканью более чем в 3 слоя.
Для изготовления первичной обмотки следует использовать провода, изолированные тканью для лучшей пропитки, диаметром 1,5мм. Для вторички лучше применить многожильный провод 20 мм в диаметре в кремнийорганической изоляции. Рассчитать количество витков из расчета мощность аппарата. После наматывания перчвички наматывается хлопковая лента, затем на нее накладывается вторичка. Все пропитывается лаком.
Сварщик контактной сварки ручной машины должен знать все конструктивные элементы. Вакансии на эту специальность востребованы. Дуговая сварка тоже имеет в своем конструкторском решении трансформатор.
Управление сварочной процедурой
После того, как сварочный аппарат готов, следует побеспокоиться о том, чтобы он был легко управляем. Блок управления агрегатом должен состоять из специального выключателя и рычага подачи; причём последний должен быть рассчитан на достаточно большое усилие, развиваемое при сжатии сварочных элементов (электродов).
В случае обработки толстых листовых заготовок желательно воспользоваться более мощной системой сжатия (с более длинным рычагом). Однако увеличивать его длину допускается ровно настолько, чтобы это не сказалось на прочности данного элемента.
К этому нужно добавить, что для удобства работы со сварочным устройством в него может быть встроен таймер для точечной сварки, обеспечивающий контроль времени непрерывного сжатия заготовок.
С целью увеличения усилия сжатия в контактной зоне можно воспользоваться специальной системой прижима, выполненной в виде винтовой стяжки (она размещается между надёжным основанием и рычагом). При желании допускается применение других подручных средств, обеспечивающих удобную работу точечным методом.
Выключатель агрегата устанавливается в цепи первичной обмотки питания, где ток имеет небольшие значения. К тому же в этом случае он не будет задействован в основной цепи и не повлияет на переходные характеристики процесса точечной сварки.
В тех случаях, когда проводится сварка полуавтоматом, например, такой выключатель удобнее всего разместить на ручке рычага сжатия, что позволит управлять включением-выключением без отвлечения от работы.
Изготовление клещей
Сварочный аппарат для контактной сварки оснащается клещами. Ручные клещи для контактной стыковки могут быть:
Во втором варианте предусмотрена хорошая изоляция и безупречный контакт с электродами. Для этого необходимо выносной рычаг выполнить длинным. Ручки соответствующей длины проще изготовить на выносной конструкции. Изоляция подвижного соединения должна быть надежной, как правило, для этого используются шайбы и втулки из текстолита.
Клещи для контактной сварки производятся с заданным параметром вылета электродов в виде точек, который тоже немаловажен, от него зависит расстояние от кромки до места соединения деталей. Электроды изготавливаются из меди или бериллиевой бронзы. Также сварочные клещи можно изготовить из рабочей части паяльников. Это удобно при соединении полиэтиленовых труб.
Сварщик на машинах контактной сварки обязательно должен быть аттестован, но если он работает на производстве. Выполнение точечной сварки своими руками несложное занятие, как и дуговая сварка. В бытовых условиях может справиться каждый.
Какой сваркой лучше варить кузов автомобиля
Если есть простой сварочный аппарат, ремонт выполняется вручную обычными электродами. Однако наложенные швы получаются грубыми и высока вероятность прожога тонкого металла. Поэтому этим способом рекомендуется производить ремонт мест не видимых снаружи. Например, под крыльями, в багажнике, днища.
Качественная сварка кузова автомобиля производится полуавтоматом. С его помощью даже новичок соединит металл толщиной 0,8 мм без риска прожигания. Если углекислый газ заменить аргоном будет доступна сварка нержавеющей стали и алюминия. Поэтому думая, какой выбрать аппарат, предпочтение следует отдать полуавтомату.
Выполнение работ
Дуговая сварка не подойдет для заваривания отдельных точек.
Перед выполнением работ необходима заточка электродов для контактной сварки, это знает каждый сварщик на машинах контактной сварки.
Контактная стыковая сварка оплавлением производится следующим образом:
- Устанавливаются детали между электродами.
- Под действием прижимного усилия создается сила трения между электродом и поверхностью.
- Выставляется максимальный зазор перед подачей напряжения. В процессе протекания тока создается контактное сопротивление.
- Подается напряжение и электрод перемещается, захватывая стыки, образовывая шов.
Соединение алюминиевых конструкций выполняется с помощью стыковой контактной сварки. Контактная сварка алюминия бывает шовная и точечная. Сварщик на машинах контактной сварки может иметь такую же квалификацию, как и при работе на инверторах. Электродуговая считается наиболее опаснее.
Контроль качества швов осуществляется государственного норматива. Стандарт – это ГОСТ 14098, на который ориентируются работники ОТК и на основании лабораторного испытания.
Разновидности контактной сварки
Существует несколько видов контактной сварки. К ним относится точечная сварка (она может быть одноточечной, двухточечной и многоточечной), рельефная сварка, шовная сварка (может быть непрерывной, шаговой и прерывистой), стыковая сварка (выполняемая либо с помощью сопротивления, либо с помощью оплавления). Также возможны комбинации разных методов, например, шовно-стыковая сварка или рельефно-точечная. В таком случае комбинированный метод будет обладать всеми характерными особенностями обоих типов контактной сварки.
Давайте подробнее разберем способы контактной электросварки изделий из металла.
Точечная сварка
Точечная сварка — это самый распространенный тип контактной сварки. Ее суть в формировании так называемых точек путем нагрева металла и его дальнейшей деформации. Точки формируются с малым шагом, образуя сварное соединение.
Точечная сварка довольно универсальна, она используется для соединения тонколистового металла, маленьких деталей, используемых в электроприборах, и толстых деталей до 2 сантиметров. С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
Что касается качества и надежности соединения, то здесь все просто: чем больше точек, тем шов надежнее. Новички ошибочно полагают, что такое соединение ненадежно и может разрушиться в любой момент. Но это большое заблуждение. При формировании точки используется большое давление. Оно без труда деформирует нагретый металл, который затем остывает и надежно фиксирует детали между собой.
Рельефная сварка
Контактная рельефная сварка осуществляется по тому же принципу, что и контактная, только перед работой края одной детали обрабатываются с помощью специальных инструментов или станков, образующих выступы. Деталь кладется сверху, выступами вниз. Выступы могут быть полукруглыми или продолговатыми. В месте выступа как раз и будет точка, формируемая аппаратом для контактной сварки. Вторая деталь остается неизменна, она кладется снизу.
Рельефный метод контактной сварки зачастую применяется при сборке автомобилей. Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Шовная сварка
Шовная сварка несколько отличается от прочих типов контактной сварки. Здесь электроды роликовые, с их помощью металл не только прокатывается, но и сваривается. При этом сварное соединение выглядит, как при точечной сварке. Но точки перекрывают друг друга на несколько миллиметров, образуя шов, больше похожий на соединение, выполненное ручным способом с помощью покрытого электрода.
Шовная сварка применяется при сварке тонких металлов до 3 миллиметров. Также шовная сварка отлично подходит для сварки герметичных изделий, например, баков и цистерн.
Стыковая сварка
Стыковая контактная сварка также использует тепло и давление, но в другой плоскости. Шов формируется не между верхним и нижним электродом, а посередине. Чтобы лучше понять суть, посмотрите на схему ниже.
Стыковая сварка делится на сварку с сопротивлением и с плавлением. При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке плавлением детали предварительно нагреваются до пластичного состояния и только потом соединяются с применением давления. Нагрев может быть либо постоянным, когда тепло поступает во время всего сварочного процесса, либо прерывистым, когда деталь нагревается интервалами. Прерывистый нагрев используются для экономии электричества. Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Внимательные мастера спросят, куда исчезает расплавленный металл? Ведь при других способах сварки при плавлении металл начинает окисляться, образуется шлак. А это создает дополнительные проблемы. Дело в том, что в контактной сварке ток обладает электродинамическим действием, поэтому он без труда выбрасывает расплавленный металл вне зоны сварки.
Технические характеристики
Обратный молоток для кузовного ремонта, изготовленный из инвертора, имеет ряд особенностей. Технические характеристики у разных моделей могут отличаться, но функции и назначения у них похожи.
И у самодельного, и заводского устройства, которое имеет промышленное назначение, есть свои важные функции:
крепление шайб к поверхности с помощью споттера;
Советы специалистов
Мастера с опытом выполнения кузовных работ рекомендуют:
- следить за заземлением корпуса – это обязательная мера безопасности. От аккумулятора следует отключать клемму «минус»;
- дополнить схему споттера вспомогательными элементами цепи для предотвращения перегрузки и повышения мощности;
- при желании рихтовать аппаратом силовые элементы авто выбор отдавать более мощным аппаратам. В них устанавливается стальной прут вместо электрода.
Собственноручно создать споттер несложно при наличии всех материалов и времени, только важно продумать расположение и тип элементов схемы. Простейшее устройство позволяет рихтовать авто в гараже, но на производствах его будет недостаточно.
Устройство и принцип работы споттера
Споттер состоит из следующих элементов:
- сварочного аппарата, который может быть трансформаторного или инверторного типа;
- кабелей (силового кабеля и кабеля массы);
- сварочного пистолета (стаддера);
- электрода с инерционным молотком.
При нажатии кнопки на стаддере на него начинает поступать ток. В зависимости от выбранного режима подача тока может быть постоянной или в виде одного короткого импульса. Далее, ток поступает на электрод, который может иметь наконечники разной формы.
Аппарат работает по следующему принципу.
- Место на кузове автомобиля, которое требуется выровнять, зачищается от краски. Также следует зачистить небольшой участок для подсоединения кабеля массы.
- К электроду споттера прикрепляется какой-либо крепежный элемент, например, шайба, и приваривается к месту рихтовки.
- За шайбу цепляется инструмент для выравнивания, после чего вмятина вытягивается.
Вытягивание вмятин можно проводить и без приваривания крепежных элементов. В таком случае на электрод с инерционным молотком требуется установить заостренный наконечник. Электрод прикладывается к нужному месту детали, и наконечник приваривается к ней коротким разрядом тока. Далее, не отрывая электрода от детали, проводят удары молотком в обратном от наконечника направлении, тем самым вытягивая вмятину (по алюминию использовать обратный молоток нельзя). После устранения дефекта приваренный конец электрода легко отламывается.
Методы точечного сваривания
Это вид сварки условно подразделяются на два метода: мягкий и жесткий.
Мягкий режим. В этом режиме при сваривании происходит постепенный разогрев деталей с использованием тока небольшой силы. На сваривание металлических поверхностей в этом режиме необходимо около трех секунд времени.
В этом режиме мощность потребления тока станком (прибором) уменьшается. Режим, как правило, используется при сваривании металлов обладающих свойствами закаливания.
Жесткий режим. Определяется кратковременной длительностью большой силы электротока и мощным стискиванием свариваемых элементов в точке сваривания. Плотность потребляемого электротока в этом режиме достигает 300А на 1мм2. На производство процесса сваривания затрачивается до полутора секунд.
Главный недостаток этого метода – большая потребность электроэнергии (станков) и большие перегрузки промышленной сети. Преимущество – минимальное время сваривание поверхностей.
Этот режим, как правило, используют при сваривании поверхностей с хорошей теплопроводностью, высоколегированной стали или скреплении поверхностей разной толщины.
Конструкции самодельных устройств
Разберем устройство аппарата точечной сварки на примере. Подготовим радиоэлементы, и другие детали:
- Электрический преобразователь;
- Медный кабель, с диаметром сечения не менее 10мм;
- Электроды медного типа;
- Прерыватель;
- Несколько наконечников;
- Болты;
- Корпус.
Вторичная обмотка
Выбор параметров
Ветрогенератор своими руками из автомобильного генератора
При переделке ТТ основное внимание следует уделить параметрам вторичной обмотки, определяющим выходные характеристика аппарата (его нагрузочный ток, в частности). При этом важно подобрать такое сечение шины, которое бы обеспечивало плотность тока порядка 8 А/мм² (при площади сечения около 120 мм²). Поскольку при намотке на тор обращаться с такой толстой шиной очень трудно, чаще всего ограничиваются значением в 80 мм².
Обратите внимание! Указанное сечение удаётся получить, если сложить вместе несколько проводов чуть меньшей толщины.
Для облегчения условий переделки ТТ под точечный агрегат желательно предварительно рассчитать требуемое для его перемотки количество провода. После этого можно будет (исходя из занимаемого обмоткой места) определиться с тем, войдет ли она в оставшееся на торе свободное пространство или нет.
Важно! В том случае, когда новая намотка не вмещается в тор, старую вторичную катушку придется полностью разобрать (демонтировать).
Для удобства обращения с новыми проводами в процессе намотки их рекомендуется обмотать изоляционной лентой на основе ткани. Для определения точного числа витков, влияющих на величину выходного напряжения, советуем воспользоваться методом пробной намотки проводом небольшого сечения в изоляции.
Поскольку обмотка в этом случае не подключается к нагрузке, сечение пробного провода большого значения не имеет. Опыт показал, что при прикидочных испытаниях достаточно использовать не более 10-ти витков. После их намотки трансформатор следует включить в сеть и измерить выдаваемое пробной катушкой напряжение, после чего оно делится на число витков. В результате получается цифра, показывающая количество витков, необходимых для получения на выходе одного вольта.
Так как в данном случае необходимо получить 6 Вольт, умножив полученное по итогам пробного подключения число на 6, получим требуемое количество витков.
Для того чтобы изготовить новый аппарат своими руками, предварительно следует рассчитать нужное для перемотки ТТ количество провода. После этого можно будет (исходя из занимаемого шинной обмоткой места) определяться с тем, войдет ли она в оставшееся на торе свободное пространство.
Схемы обмотки и её размещение
Схема включения и порядок размещения «вторички» зависят от типа выбранного сердечника. При заявленном нами тороидальном основании ТТ её удобнее разделить на две половинные обмотки, включаемые последовательно (по 3 Вольта каждая).
С целью повышения нагрузочной способности (увеличения сварочного тока) можно сделать две обмотки по 6 Вольт каждая и соединить их параллельно. Выходное напряжение в этом случае не изменится, а нагрузочный ток может быть увеличен вдвое. Такой вариант исполнения позволяет решить вопрос большого сечения вторичной шины, которое после этого может быть уменьшено наполовину.
Различные виды соединений таких обмоток показаны на картинке, размещённой ниже по тексту.
Схемы включения «вторички»
Порядок их подключения очень важен для получения требуемых выходных параметров, а допущенные при этом ошибки могут привести к совсем другим показателям. Так, в частности, если ошибиться при монтаже и включить две обмотки встречно, в результате они окажутся замкнутыми одна на другую и на выходе выдадут нулевое напряжение, что равнозначно КЗ.
На концах уже готовых вторичных обмоток следует обустроить методом обжима специальные наконечники.
Особенности аппаратуры
В основу этого вида сварки положен способ разогрева металлической детали (пластины) импульсом электротока. Для обеспечения эффекта сваривания детали (элементы) сильно прижимаются между собой.
В месте наибольшего сжатия производится точечное сваривание деталей путем прохождения электрического заряда между электродами прибора. На месте соприкосновения образуется расплавленная точка металла размером не более двенадцати мм.
Как работает споттер?
В устройства задействуется инвертор, но также используется аккумулятор и трансформатор для споттера. В основе инструмента лежит принцип работы молотка, он воздействует на одну точку, единственным отличием является обратная направленность эффекта.
Стандартный пример работы:
- обратный молоток – это направляющая и утяжелитель на ней, который прикрепляется к деформированному участку;
- тяжёлая шайба движется по направляющей в сторону, противоположную вмятине. Инструмент обеспечивает расправление металла по точкам.
Стандартное электрическое приспособление для рихтовки способно работать в двух режимах:
- непродолжительный. Направляющая фиксируется в желаемом месте с помощью колец;
- сварочный. Для сварки установка переводится на минимальные показатели мощности и вставляется угольный электрод.
Способы сваривания
Существует несколько способов точечного сваривания:
Точечный – сваривание элементов происходит в одном или многих местах. Применяется в приборостроении, автомобилестроении постройке морских, речных и авиационных судов.
Обеспечивает сварку стальных листов до двадцати миллиметров толщиной.
Рельефный способ – элементы конструкции свариваются в одном или нескольких подготовленных местах. Отличие между этого способа от предыдущего обусловлена формой скрепляемых элементов в месте сваривания.
Шовный способ – свариваемые элементы скрепляются рядом сварочных швов. Шов может состоять из отдельных пикселей сварки или перекрывающих друг друга. Используется для изготовления различных резервуаров нуждающихся в обеспечении высокой степени герметичности.
Как собрать простой сварочный аппарат в домашних условиях: чертежи инверторных моделей и пошаговая инструкция по сборке
Стол для сварки своими руками — пошаговая инструкция по изготовлению и сборке (65 фото)
Какие типы сварочных аппаратов бывают: виды, принципы действия и классификация устройств
Стыковочный – элементы свариваются по прилегающей площади соприкосновения под воздействием высокой температуры. Применяются при прокладке трубопроводов, изготовлении якорные цепи кораблей.
Техника безопасности
Для обеспечения собственной безопасности работнику необходимо знать и соблюдать требования инструкции по технике безопасности для точечной сварки:
- для недопущения удара электрическим током производить заземление агрегата;
- до начала работы обязательно осуществлять проверку его исправности;
- использовать индивидуальные средства защиты для рук, глаз и тела;
- исключить подачу высокого напряжения к элементам управления аппаратом
- применять в приборе только провода установленного сечения;
- работы производить в помещении с хорошо оборудованной вентиляцией или использовать специальные маски для защиты органов дыхания.
- блокировки и тумблера (кнопки) включения или отключения должны быть исправны, хорошо видимыми и легко доступными;
- при производстве работ область зажимных механизмов должна быть закрыта щитком.
Соблюдение этих мер безопасности обеспечит сохранение здоровья работника и окружающих, позволит выполнить необходимый объем работы точно и в срок.







