точечной машины МТ-604 точечной сварки




Схема электрическая принципиальная Цикл контактной
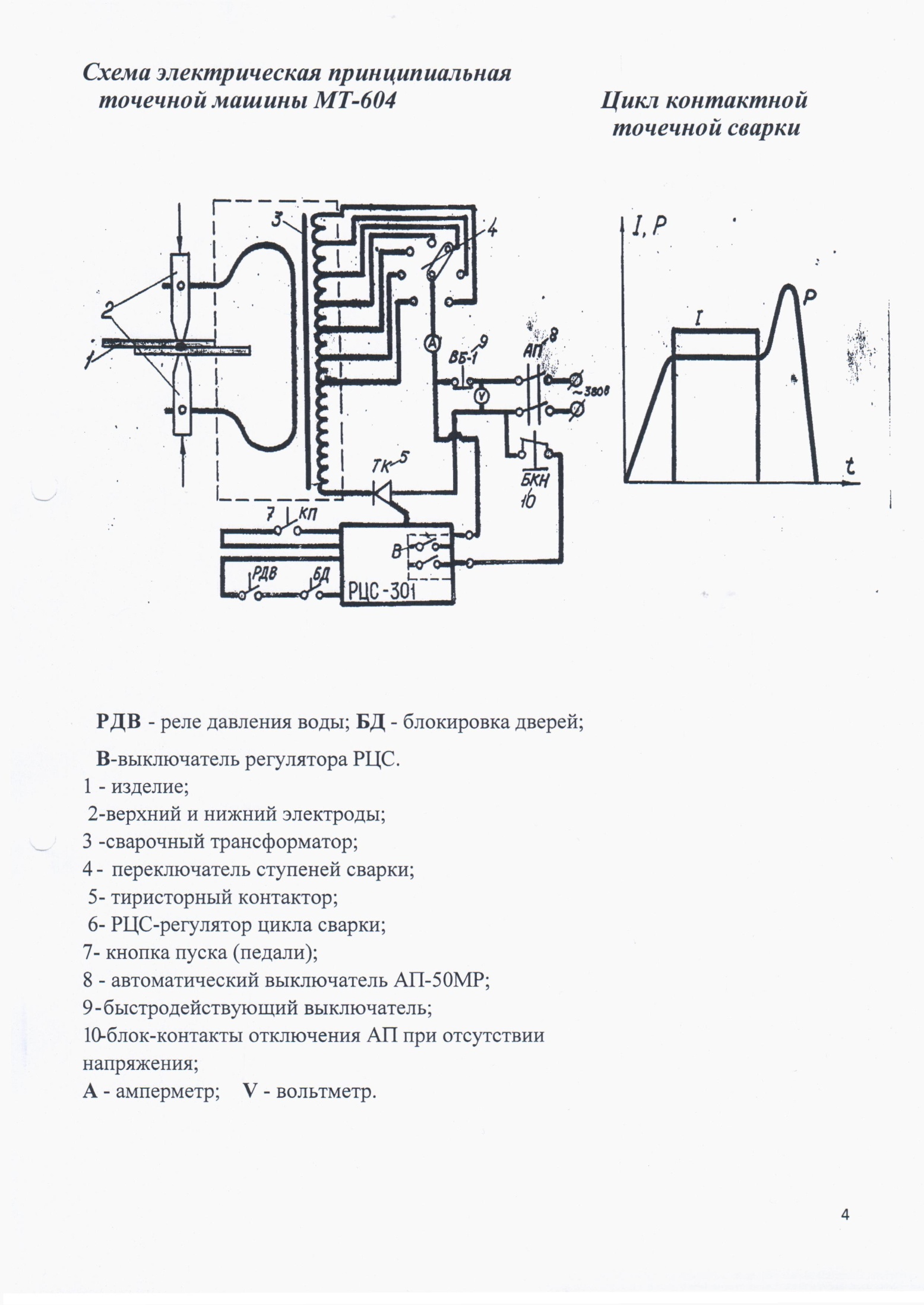
рдв— реле давления воды; БД— блокировка дверей;
В-выключатель регулятора РЦС.
2 — верхний и нижний электроды;
3 — сварочный трансформатор;
4 — переключатель ступеней сварки;
5 — тиристорный контактор;
6 — РЦС-регулятор цикла сварки;
7 — кнопка пуска (педали);
8 — автоматический выключатель АП-50МР;
9 — быстродействующий выключатель;
10-блок-контакты отключения АП при отсутствии напряжения;
А — амперметр; V — вольтметр.
где А — энергия, накопленная в конденсаторах, Дж;
С — емкость конденсаторов, Ф;
И — напряжение зарядки конденсаторов, В.
Изменение рабочей емкости и напряжения, а также коэффициента трансформации сварочного трансформатора позволяет получать импульсы сварочного тока (ICB = f (т)) различных форм и величин.
В настоящее время в промышленности используют конденсаторные машины для стыковой, точечной, шовной и рельефной сварки.
Режим шовной сварки на конденсаторной машине определяется сварочным током 1св, временем разряда конденсатора (временем сварки) т, усилием сжатия свариваемых деталей Р и скоростью сварки vCB. Время сварки, усилие сжатия и скорость сварки легко регулируются.
Основными преимуществами сварки на конденсаторных машинах являются:
3 Невысокая потребляемая мощность;
4 Нет резких колебаний напряжения в сети вследствие постоянного отбора энергии;
5 Кратковременное протекание тока и высокая его плотность обеспечивают малую зону термического влияния, что позволяет сваривать материалы очень небольших толщин (до нескольких мкм);
6 Строгая дозировка количества энергии в месте соединения заготовок обеспечивает стабильное качество сварки и позволяет сваривать разнородные по составу и толщине материалы, для которых непригодны другие методы сварки.
7 Сварку на конденсаторных машинах легко механизировать и автоматизировать, что повышает производительность труда и качество сварки.
Конденсаторные машины, обеспечивающие высокие стабильность параметров режима и качество сварных соединений, относят к машинам ответственного назначения. Для сварки герметичным швом чувствительных элементов (мембран, сильфонов и т.д.) и других ответственных изделий используют роликовые конденсаторные машины типа МТ -604.
3.Оборудование, инструмент, материалы:
Машина роликовая конденсаторная МТ-604;
Станция питания и управления СПУ-РК;
Образцы из нержавеющей стали ОД.. .0,3 мм;
Ознакомившись по описанию в теоретической части с основой и технологическими возможностями контактной сварки, а также преимуществами и областями применения сварки с использованием конденсаторных машин, приступить к выполнению экспериментальной части работы, т.е. к исследованию влияния отдельных параметров режима сварки (емкости батареи конденсаторов, напряжения зарядки конденсаторов и скорости сварки) на качество сварочного соединения:
1) Получить у преподавателя образцы из нержавеющей стали;
2) Подготовить машину МТ-604 к сварке (порядок включения, работы и выключения машины МТ-604см. в инструкции на раб. месте);
3) По указанию преподавателя проварить несколько швов при разных емкостях батареи конденсаторов (от 50 до 300 мкФ), напряжениях зарядки конденсаторов (от 0,06 до 0,1 кВ) и скоростях сварки (от третьего до пятого положения переключателя скорости сварки на МТ-604);
4)  Определить скорость сварки (окружную скорость вращения сварочных роликов) по формулам:
Определить скорость сварки (окружную скорость вращения сварочных роликов) по формулам:
5) Выключить машину;
6) Оценить визуально по наличию прожогов, выплесков, непроваров и т.д. по механической прочности качество сварочных швов, полученных при различных режимах сварки;
7) Результаты работы занести в таблицу.
Влияния некоторых параметров на качество сварного соединения
| Усилие сжатия электродов (Н) | Напряжение зарядки (кВ) | Сила тока | Скорость сварки (мм/с) | Качество сварного соединения |
| 0,38 | 4,4 | некачественно | ||
| 0,38 | 3,6 | некачественно | ||
| 0,38 | 3,6 | качественно |
8) По результатам эксперимента выбрать оптимальный режим сварки.

1) Какова суть контактной сварки?
Контактная сварка — термомеханический процесс образования неразъемного
соединения металлов вследствие установления между ними межатомных связей, при котором локальный нагрев свариваемых деталей проходящим электрическим током в зоне соединения сопровождается пластической деформацией, развивающейся под действием сжимающего усилия.
2) Что влияет на количество теплоты, выделяющейся при контактной сварке?
На количество теплоты, выделяющееся при контактной сварке влияют: величина сварочного тока, сопротивление зоны сварки, время протекания сварочного тока.
3) Что такое зона термомеханического влияния?
В соседней зоне металл нагревается ниже температуры плавления и подвергается частично пластической деформации. В этой зоне, называемой зоной термомеханического влияния, происходят изменения исходной структуры и свойств металла.
4) Назовите основные разновидности контактной сварки.
Различают сварку: точечная, шовная, стыковая, рельефная
5) Каковы технологические возможности контактной сварки?
Контактную сварку используют для соединения чёрных и цветных металлов и сплавов.
10) Назовите основные элементы электрической схемы МТ-604.
Реле давления воды; блокировка дверей; выключатель регулятора РЦС, изделие;
верхний и нижний электроды; сварочный трансформатор; переключатель ступеней сварки; тиристорный контактор; РЦС-регулятор цикла сварки; кнопка пуска (педали);
автоматический выключатель АП-50МР; быстродействующий выключатель;
блок-контакты отключения АП при отсутствии напряжения;
Загрузить МТ-604, МТ-604У4 — машина точечная пневматическая для контактной точечной сварки деталей из низкоуглеродистой стали. Паспорт, 1984 (djvu)

Машина точечная пневматическая типа МТ-604, МТ-604У4
Паспорт, 1984 год
Формат djvu
Машина точечная пневматическая типа МТ-604У4 предназначена для контактной точечной сварки деталей из низкоуглеродистой стали.
ВНИМАНИЕ!
Вся информация, которая размещается на сайте носит ознакомительный характер. Мы стремимся к тому, чтобы Вы получали только достоверную, максимально полную и точную информацию. Но мы не исключаем, что некоторая информация может со временем утратить свою актуальность, допускаем возможность ошибок в содержании.
Информация на сайте размещается в исходном виде. Мы не даем гарантии на полноту и актуальность информации. Информация предоставляется также без каких-либо других явно или неявно выраженных или предполагаемых гарантий.
Администрация сайта оставляет за собой право, не уведомляя пользователей и посетителей ресурса, вносить изменения в контент.
Администрация сайта не несет ответственности за информацию, предоставленную пользователями. Администрация сайта оставляет за собой право, не уведомляя пользователей и посетителей ресурса, вносить изменения в контент.
На сайте есть ссылки на сторонние ресурсы (сайты), на которые мы не имеем никакого влияния. Ссылки на другие ресурсы предназначены для того, чтобы пользователю было удобнее искать информацию по схожей тематике. Мы не несем ответственности за содержание других сайтов (контент), за их доступность пользователям.
Нет и не может быть таких обстоятельств, при которых владелец (администрация) сайта будет нести какую-либо ответственность перед какой-либо стороной за прямой, непрямой или косвенно причиненный ущерб из-за использования информации, находящейся на страницах этого сайта, или информации на том сайте, на который имеется гиперссылка с этого ресурса. Ни при каких обстоятельствах мы не будем нести ответственность за возможную, но упущенную выгоду, потерю программ или данных, приостановку вашей хозяйственной деятельности и в аналогичных случаях, даже если будем явно проинформированы о большой вероятности подобного ущерба.
Интернет не обеспечивает надежной защиты данных и информации, поэтому не несет и не может нести ответственность за информацию, которую получают пользователи из Интернета.
Посещая данный сайт и используя его контент в своих целях, Вы прямо выражаете свое согласие с данным «Отказом от ответственности» и принимаете всю ответственность на себя.
Администрация сайта в любое время может и имеет право вносить изменения в эти правила. Они вступают в силу безотлагательно с этого момента. Если Вы продолжаете пользоваться сайтом после того, как в «Отказ от ответственности» внесены изменения, значит — Вы автоматически согласились на соблюдение обновленных правил.
Владельцы и создатели данного ресурса не несут ответственности за содержание ссылок, за их использование и за информацию, размещенную на данном сайте, как не несут ответственность за игнорирование пользователями коммерческого статуса того программного обеспечения, на которое ведут ссылки с этого сайта.
Авторское право и право на товарный знак
Мы стремимся соблюдать авторские права других собственников и использовать собственные или не требующие лицензирования материалы. Загрузка и копирование текстовых материалов, изображений, фотографий или иных файлов с нашего сайта допускается только для личного, некоммерческого использования. Поскольку содержимое этого раздела сайта создается из открытых общедоступных и бесплатных источников. Если вам стало известно об авторском праве на какой-либо материал на сайте, пожалуйста, сообщите нам. После уведомления о нарушениях, мы удалим такое содержимое немедленно.
Точечные машины общего назначения
Наиболее распространены в промышленности, особенно для сварки тонколистовых сталей толщиной до 2,5 мм, однофазные машины переменного тока промышленной частоты. В настоящее время выпускают 15 типоразмеров этих машин, что составляет значительную часть общего типажа оборудования для контактной сварки, однако это полностью не удовлетворяет потребности промышленности. Все это оборудование новой серии МТ полностью заменило машины старых серий (МТМ, МТП и др.), выпускавшихся промышленностью в течение длительного времени.
Стационарные машины новой серии выпускают с радиальным и вертикальным ходом верхнего электрода, они имеют большой диапазон по номинальным токам, что позволяет сваривать стали толщиной 0,2—12 мм (табл. 22, 23). Все это оборудование рассчитано на подключение к сети переменного тока напряжением 380 В. Номинальные его мощность и ток указаны в таблице при ПВ = 20%.
Машины с радиальным ходом имеют рычажный пневмопривод сжатия верхнего электрода. Машины МТ-501 и МТ 601 по желанию потребителей можно комплектовать педальным приводом сжатия, что обеспечивает их использование при отсутствии сжатого воздуха. В этих простейших машинах установлен двухпозиционный электронный регулятор цикла сварки и электромагнитный контактор. Последнюю модель машин этого типа (МТ-604) выпускают с аппаратурой управления на логических элементах (РЦС-301) и с тиристорным контактором.
В более мощных машинах этого типа (МТ-809) установлено реле цикла сварки типа РВЭ-7-1А, а в машине МТ-810 — регулятор типа РЦС-403 на логических элементах и с электропневматическим клапаном постоянного тока. Особенность этих и более мощных машин с радиальным ходом — горизонтальное крепление пневмопривода сжатия. Это снижает массу подвижных частей и улучшает динамическую характеристику машины.
Точечные машины с вертикальным ходом (табл. 23) выпускают на диапазон токов 12,5—40 кА. Большинство из них имеет вылет электродов 500 мм. Машины этой серии существенно отличаются от машин серии МТП. Станина машины имеет более простую конструкцию. Сварочный трансформатор расположен ближе к передней стенке, что уменьшает контур машины и снижает ее номинальную мощность. Одна из машин этой серии МТ-2507 изображена на рис. 100. Остальные машины этой серии имеют аналогичное конструктивное исполнение.

Рис. 100. Машина для точечной сварки с вертикальным ходом типа MT-2S07: 1—корпус; 2—нижний кронштейн; 5—консоль; 4, $—электрододержатели; в—пневматический привод: 7—ручной кран управления дополнительным ходом; 8—электропневматический клапан; 9—маслораспылитель (лубрикатор); 10—воздушный редуктор; 11—сварочный трасформатор; 12 — переключатель ступеней; 13—автоматический выключатель; 14—регулятор цикла сварки; 15—игнитронный контактор; 16—входной вентиль; 17—фильтр-влагоотделитель; 18—сливная коробка; 19—панель зажимов; 20—пусковая кнопка; 21 и 22 — вентили и распределитель системы водяного охлаждения; 23— съемная подпорка
Для скоростной точечной сварки листовых изделий из тонколистовой низкоуглеродистой стали выпускают машины типов МТ-1219, МТ-1220, МТ-1615 и МТ-1616, в которых применен диафрагменно-поршневой пневмопривод сжатия электродов с очень малым объемом рабочей камеры, обеспечивающей при рабочем ходе до 10 мм производительность до 600 сварок в минуту (рис. 101). Сжатый воздух в этот привод поступает из сети через отверстие в стенке цилиндра в верхнюю его полость (над поршнем 9). Одновременно сжатый воздух через воздушный редуктор и электропневмоклапан подается через нижнее отверстие в цилиндре в полость под диафрагмой/0. При этом диафрагма выгибается вверх и поднимает шток с электрододержателем до упора в буфер, закрепленный на крышке 5.

Рис. 101. Диафрагменно-поршневой привод сжатия скоростной точечной машины:
1 — электрод; 2 — электрододержатель; 3 — ползун; 4 — литой чугунный корпус; 5 — крышка поршня; в — соединительная трубка; 7 — верхняя крышка пневмоцилиндра; 8 — пневмоцилиндр; 9 — корпус поршня; 10 — резиновая диафрагма; 11 — хобот
При переключении электропневмоклапана сжатый воздух поступает в полость над диафрагмой 10, нижняя полость пневмоцилиндр а 8 (соединяется с атмосферой и шток с электрододержателем опускается, совершая рабочий ход. Дополнительный ход 40 мм происходит за счет перемещения поршня 9. Воздух в полости пневмоцилиндра над поршнем 9 соединяют с атмосферой, а в нижнюю полость подают сжатый воздух.
| Показатели | МТ-501 | МТ-601 | МТ-809 | МТ-810 | МТ-1209 | МТ-1214 | МТ -1609 | МТ-1614 |
| Диапазон толщин каждой свариваемой детали из низкоуглеродистой стали, мм | 0,2—1 | 0,2—2 | 0,25—3 | 0,5—4 | 0,5—5 | |||
| Максимальная производительность (при рабочем ходе 10 мин), точек в минуту | 150 | 150 | 200 | 150 | 200 | 150 | 200 | |
| Номинальный сварочный ток, кА | 6,3 | 8 | 12,5 | 16 | ||||
| Номинальная мощность машины при ПВ = 20%, кВА | 14,2 | 20 | 50 | 85 | ||||
| Пределы регулирования вторичного напряжения, В | 1,25—2,5 | 1,42—2,84 | 2,2—4,4 | 3—6 | ||||
| Общий ход верхнего электрода (рабочий + дополнительный), мм | 20 | 20 | 30 | 30 + 50 | ||||
| Максимальное усилие сжатия, кгс | 100 | 200 | 300 | 500 | 630 | |||
| Вылет электродов, мм | 200—275 | 200—315 | 250—420 | 350—600 | ||||
| Номинальный вылет электродов, мм | 250 | 300 | 500 | |||||
| Раствор, мм | 150—300 | 150—270 | 150—270 | 180—300 | ||||
| Тип прерывателя | Электромагнитный контактор | Тиристорный | Игнитронный | Тиристорный | Игнитронный | Тиристорный | ||
| Тип регулятора цикла сварки | Двухдиапазонный типа РВЭ-7 | РРЭ-7-1-А | РЦС-403 | РВЭ-7-1-А | РЦС-403 | РВЭ-7-1-А | РЦС-403 | |
| Масса, кг | 210 | 215 | 325 | 440 | 540 | |||
Примечание. Номинальный раствор 150 мм.
Кроме точечных машин общего назначения, завод «Электрик» изготовляет машины этого типа для автомобильной промышленности. Это высокопроизводительное оборудование с пневмоприводом повышенной надежности и долговечности (табл. 24). Сварочные трансформаторы этих машин изготовлены с заливкой эпоксидной смолой с наполнителями. Общий вид одной из машины этой серии приведен на рис. 102.

Рис. 102. Машина для точечной сварки МТ-1617: 1 — педальная кнопка; 2 — нижний электрододержатель; 3 — консоль; 4,5 — шины и токоведущие детали; 6 — верхний электрододержатель; 7 — привод сжатия; 8 — электропневматический клапан; 9 — пульт управления; 10 — регулятор цикла сварки; И — регулятор давления; 12 — фильтр-маслораспылитель; 13 — сварочный трансформатор; 14 — корпус машины: 15 — автоматический выключатель; 16 — тиристорный контактор; 17 — гидравлическое реле; 18 — запорный вентиль
| Показатели | МТ-1219 | МТ-1220 | МТ-1613 | МТ-1615 | МТ-1618 | МТ-2507 | МТ-4001 |
| Диапазон толщин каждой свариваемой детали из низкоуглеродистой стали, мм | 0,5—5 | 0,8—6 | 0,8—2,5 | 1,2—10 | 3,5—12 | ||
| Максимальная производительность (при рабочем ходе 10 мм), точек в минуту | 600 | 300 | 300 | 600 | 220 | 150 | 40 |
| Номинальный сварочный ток, кА | 12,5 | 16 | 25 | 40 | |||
| Номинальная мощность машины при ПВ = 20%, кВА | 44 | 83 | 100 | 170 | 365 | ||
| Пределы регулирования вторичного напряжения, В | 2,08—4,16 | 2,9—5,7 | 3—6 | 3,4—6,8 | 4,5—9 | ||
| Общий ход верхнего электрода (рабочий + дополнительный), мм | 50 | 80 | 50 | 100 | 120 | ||
| Вылет электродов, мм | 300 | 500 | 500 | ||||
| Раствор, мм | 100—250 | 80—220 | 100—250 | 80—220 | |||
| Максимальное усилие сжатия электродов при 5 кгс/см 2 , кгс | 630 | 630 | 1600 | 3200 | |||
| Тип прерывателя | Тиристорный | Игнитронный | Тиристорный | Игнитронный | |||
| Тип регулятора цикла сварки | РЦС-502 | РЦС-403 | РЦС-403 | РЦС-502 | РЦС-403 | РЦ-4 | |
| Масса, кг | 450 | 470 | 520 | 700 | 615 | 1210 | |
Примечание. Номинальный раствор 150 мм.
Совершенство сварочного оборудования во многом определяется устройствами для управления циклом сварки и управления током, установленными на сварочных машинах. В настоящее время в промышленности получило распространение несколько типов регуляторов цикла сварки для однофазных машин (табл. 25).
| Показатели | МТ-1217 | МТ-1617 | МТ-2517 |
| Диапазон толщин каждой свариваемой детали из низкоуглеродистой стали, мм | 0,7—1,5 | 0,8—2,3 | 1—4 |
| Максимальная производительность при сварке деталей толщиной 1 + 1 мм, точек в минуту | 200 | 200 | 120 |
| Номинальный сварочный ток, кА | 12,5 | 16 | 25 |
| Номинальная мощность, кВА | 60 | 100 | 215 |
| Номинальный ПВ, % | 50 | 50 при сварочных токах до 12 кА, 32 при 12 кА | 50 при сварочных токах до 16 к А, 32 при 16 кА |
| Пределы регулирования вторичного напряжения, В | 2,97—4,48 | 3,55—5,87 | 5,41—8,45 |
| Общий ход верхнего электрода (рабочий + дополнительный), мм | 50 | 50 | 100 |
| Раствор, в мм: | |||
| номинальный | 275 | 270 | 240 |
| максимальный | 375 | 370 | 540 |
| Максимальное усилие сжатия электродов при давлении воздуха 4,5 кгс/см 2 , кгс | 300 | 630 | 1250 |
| Омическое сопротивление вторичной цепи (при постоянном токе), мкОм | 38 | 37,4 | 39,2 |
| Коэффициент мощности (cos ϕ) на номинальной ступени при коротком замыкании | 0,3 | 0,27 | 0,27 |
| Габаритные размеры, мм | 1425X490X 1820 | 1425X 490X 1820 | 1685X550X2200 |
| Масса, кг | 750 | 800 | 1200 |
| Примечания. 1. Вылет электродов 500 мм. 2. Регулирование вторичного напряжения между ступенями плавное за счет фазосдвига от начальной величины 100 — 40%. | |||
Регулятор времени типа РВЭ-7 применяют много лет с незначительными изменениями. Этот регулятор не обеспечивает синхронного включения сварочного тока. В регуляторе взаимодействие его элементов обеспечивается релейно-контактной аппаратурой, которая точно не отсчитывает короткие промежутки времени. Быстродействие его ограничивают 150 циклами в минуту. Наличие контактных систем снижает надежность такой аппаратуры. Упрощенный вариант такого регулятора, устанавливаемый на некоторых точечных машинах с радиальным ходом, отрабатывает три выдержки времени, из которых одна — нерегулируемая.
Регулятор РЦ-4 создан на базе регулятора РВЭ-7. Применение триггерной схемы на выдержку времени «сварка» позволяет синхронизировать включение сварочного тока, обеспечить кратность этого интервала целому числу периодов питающего напряжения сети. Все это улучшает работу сварочного трансформатора, обмотки которого не перегружаются токами одного направления, вызывающими большие динамические перегрузки. Недостатки реле, вызванные наличием релейно-контактной аппаратуры, остаются. Устойчивая работа реле требует частой его подстройки, что также относится к существенным недостаткам этой аппаратуры. За последнее время наблюдается тенденция к применению бесконтактных регуляторов цикла.
Электротехническая промышленность почти все точечные машины общего назначения комплектует регуляторами РЦС-403 и РЦС-502. Электрическая схема этих регуляторов бесконтактная и полностью выполнена на транзисторных элементах системы «Логика».
В регуляторе РЦС-502 к четырем обычным выдержкам времени добавлен интервал «предварительное сжатие», установленный в начале цикла. Этот интервал отрабатывается в автоматически повторяющемся режиме только для первой точки, а при одиночном режиме — для каждой точки. При высоком темпе работы в автоматическом режиме интервал «сжатие», «проковка» и «пауза» малы и недостаточны для первой точки, когда поршень цилиндра совершает свой полный рабочий ход и для наполнения его рабочей камеры сжатым воздухом до полного давления требуется больше времени. В последующих циклах автоматической работы этот интервал исключается. Регулятор имеет еще и стабилизацию тока в пределах ±3% при колебании напряжения в сети в пределах ±10%.
Аналогичные характеристики с реле РЦС-502 имеет регулятор РВД-200 на декатронах, выпускаемый серийно и устанавливаемый на некоторые модели точечных машин общего назначения. В ИЭС им. Е. О. Патона разработаны регуляторы РВТ, в которых счетные ячейки выполнены на стабилизированных цепях RC с использованием маломощных тиристоров. Выполнение в активном элементе-тиристоре логических функций и функций усилителя мощности позволило существенно сократить принципиальные электросхемы аппаратуры управления.
Регулятор РВТ-100 активно внедряется на некоторых предприятиях автомобильной промышленности (ЗИЛ, ГАЗ) взамен устаревшего регулятора типа РВЭ-7 на действующем оборудовании. Модель этого регулятора РВТ-ЮОм позволяет обеспечить наиболее полнофазное включение сварочного тока. Лучшие технико-экономические показатели при этом можно получить, если одновременно контактор заменить на тиристорный, имеющий больший срок службы.
Регулятор РВТ-200м многофункциональный, его применение обеспечивает надежную работу оборудования при простых и сложных циклах (рис. 98, а, в и 99, а—ж). Регуляторы этого типа компактны и имеют стабилизаторы тока.
В промышленности эксплуатируется еще ряд типов регуляторов цикла сварки преимущественно на логических элементах. В перспективе внедрение регуляторов с использованием в схемах интегральных элементов. Последние будут отличаться компактностью и повышенной надежностью.
Улучшить технические характеристики некоторых типов сварочного оборудования можно, использовав для управления током игнитронные или тиристорные прерыватели. Простейший игнитронный прерыватель КИА (контактор игнитронный асинхронный) выпускают на номинальные токи 500, 1000 и 2000 А при ПВ = 20%. Аналогичное устройство имеют и асинхронные контакторы, где вентилем служит мощный тиристор. Тиристор, работающий в асинхронном режиме, следует выбирать с большим запасом. Промышленность выпускает тиристорные контакторы, рассчитанные на включение цикла сварки синхронным регулятором.
Разработаны тиристорные контакторы, обеспечивающие синхронное включение тока с асинхронным пуском (например, от реле РВЭ-7). В табл. 26 приведены синхронные прерыватели для управления сварочным током, серийно выпускаемые нашей промышленностью. Это — устройства, включающие вентили для синхронного прерывания сварочного тока и аппаратуру для отсчета продолжительности импульса сварочного тока и формирования его формы. Прерыватели этого типа снабжены фазовой регулировкой «нагрев» для полного изменения действующего значения сварочного тока и автоматической его стабилизации в зависимости от напряжения сети.
| Тип прерывателя | Номинальный коммутируемый ток при ПВ = 20%, А | Тип вентилей прерывателя | Пределы регулирования импульса сварки, с | Регулирование силы тока, % |
| ПИТМ-50 | 500 | Игнитроны | 0,02—0,38 | 50—100 |
| ПИТМ-100 | 1000 | » | 0,02—0,38 | 50—100 |
| ПСЛ-200 | 250 | Тиристоры | 0,02—0,4 | 30—100 |
| ПСЛ-300 | 750 | Игнитроны | 0,02—0,4 | 30—100 |
| ПСЛ-600 | 1500 | » | 0,02—0,4 | 30—100 |
| ПСЛ-700 | 750 | Тиристоры | 0,02—0,4 | 30—100 |
| ПСЛ-1200 | 1300 | » | 0,02—0,4 | 30—100 |
| Примечание. Для всех прерывателей включение тока синхронное. | ||||
Прерыватели типа ПСЛ выпускают в универсальном исполнении, их можно использовать для управления работой машин точечной и шовной сварки. Они позволяют отсчитывать время паузы в интервале 0—0,4 с.
В промышленности используют одноточечные машины для сварки узлов ответственного назначения. Одну из групп этого оборудования составляют однофазные машины с пневмоприводом (табл. 27), созданные на базе серийных машин типа МТП и МТ и позволяющие увеличивать усилие проковки, а также осуществлять модулирование или двухимпульсное включение сварочного тока. Машины имеют глубокое регулирование сварочного тока.
| Показатели | МТПУ-300 | МТ-1223 |
| Максимальная толщина свариваемых деталей, мм: | ||
| из стали | 3 + 3 | 2,5+ 2,5 |
| из алюминиевых сплавов | 1,5+ 1,5 | — |
| Производительность, точек в минуту | 30 | 120 |
| Номинальная мощность, кВА | 300 | 80 |
| Номинальный сварочный ток, кА | 32 | 12,5 |
| Номинальный режим работы ПВ, % | 8 | 20 |
| Усилие на электродах, кгс | 1500 | 1600 |
| Суммарный ход верхнего электрода (рабочий + дополнительный), мм | 90 | 100 |
| Масса машины, кг | 850 | 1100 |
Примечание. Вылет электродов 500 мм.
Это оборудование следует использовать для сварки легированных сталей, титановых сплавов, а машину МТПУ-300 также и для алюминиевых сплавов. Привод усилия машин обладает хорошей динамической характеристикой благодаря применению тарельчатых пружин, через которые передается усилие с поршня на шток, и роликовых направляющих ползуна. В последнее время созданы более мощные машины этого типа МТ-2002 и МТ-3201.







