Под маpшpутной тexнологиeй ремонта понимают технологические процессы ремонта деталей по группам дефектов, составленные с учетом рациональной последовательности выполнения ремонтных операций.
В табл. 17 показана примерная схема маршрутной технологии ремонта кулачкового вала.
На основании маршрутной технологии определяются маршруты ( рис. 58 ) движения деталей пo производственным участкам ремонтного предприятия.
Рис. 58. Маршруты ремонта кулачковых валов: I—участок контроля и сортировки II—склад деталей, ожидающих ремонта; III—механический участок; IV—сварочный участок; V—гальванический участок; VI— склад отремонтированных деталей; № 1, 2 и 3 — номера маршрутов.
Маршрутная технология позволяет повысить качество ремонта деталей дизеля. Кроме того, улучшается организация технологического контроля в процессе производства. При маршрутной технологии снижается себестоимость ремонта деталей и повышается производительность труда, сокращается путь внутризаводской транспортировки деталей.
Маршрутная технология способствует повышению дисциплины ремонтного производства, также обеспечивается ритмичность выпуска производственной продукции.
При внедрении маршрутной технологии ремонта деталей исключается возможность загромождения отдельных производственных участков деталями, ожидающими ремонта.
При организации маршрутной технологии ремонта деталей и составлении технологических процессов по маршрутам учитывают следующие требования. Необходимо тщательно изучать характер дефектов деталей и часто встречающиеся варианты их сочетаний. Следует учитывать влияние сочетания характерных дефектов на способ восстановления детали. Желательно назначать минимальное количество маршрутов (не более 3 или 4). При большом количестве маршрутов усложняется хранение и учет деталей, встречаются затруднения в планировании работ пo ремонту деталей.
При маршрутной технологии ремонта работу организуют следующим образом. В процессе дефектовки детали сортируют на группы по маршрутам их ремонта. На складе деталей, ожидающих ремонта, их раскладывают на стеллажах по маршрутам. По маршрутам ведется и картотека учета деталей. Из склада деталей, ожидающих ремонта, детали установленными партиями следуют по своим маршрутам, согласно маршрутным листам. Маршрутный лист является основным документом, в котором указывается номер маршрута, количество деталей в партии, количество деталей, поступающих на ремонтные участки, изменение партии в процессе производства, результаты пооперационного и окончательного контроля, количество годных и бракованных деталей по операциям и количество деталей, поступающих на склад отремонтированных деталей. Маршрутный лист составляется в двух экземплярах, что позволяет следить за движением деталей по производственным участкам и за отсевом партии в процессе производства.
По организации маршрутной технологии ремонта особое внимание обращают на размеры партий деталей. Размер партии деталей оказывает существенное влияние на общую схему технологического процесса ремонта, способы ремонта и экономичность процесса. Кроме того, в зависимости от размеров партий ремонтируемых деталей выбирают тип оборудования, приспособлений и инструмента. Если размеры партий ремонтируемых деталей достаточно велики, то появляется возможность использовать специальное станочное оборудование.
Для каждого ремонтного предприятия определяют оптимальный размер партий ремонтируемых деталей. Если размер принятой партии деталей больше оптимального, больше времени требуется на ее ремонт, и поэтому увеличиваются размеры складских и рабочих площадей. При малой партии деталей повышается себестоимость ремонта вследствие увеличения доли подготовительно-заключительного времени, приходящегося на одну деталь.
Маршрут автомобиля с ремонтами
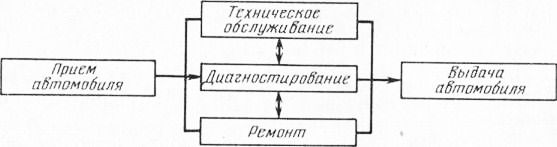
Производственный процесс ТО и TP автомобилей на станции состоит из основных технологических процессов и вспомогательных работ, в основе которых заложен единый технологический маршрут (рис. 3). К основным технологическим процессам относятся: прием и выдача автомобиля; техническое обслуживание, в том числе уборочно-моечные, регулировочные, контрольно-диагностические работы; ремонт, в том числе разборочно-сборочные, восстановительные, жестяницко-сварочные, окрасочные противокоррозионные и другие работы и услуги согласно перечню:
Могут внедряться и новые виды работ и услуг. К вспомогательным работам относятся складские, транспортные, инструментальные работы, ремонт и содержание оборудования, тепло- и энергоснабжение, утилизация отходов.
С момента выпуска легкового автомобиля и до окончания срока службы он подвергается воздействиям ТО и TP в течение длительного срока, иногда достигающего 30 лет. Из них в течение 1—2 лет к автомобилю на гарантийном периоде прилагаются технические воздействия, предусмотренные условиями заводов-изготовителей и направленные на выполнение технического обслуживания при предпродажной подготовке автомобиля, а также гарантийного ремонта при обнаружении дефектов, связанных с условиями производства автомобилей.
Рекламные предложения на основе ваших интересов:
Рис. 3. Единый технологический маршрут производственного процесса на СТО
Технологический процесс ТО и TP автомобиля осуществляется на рабочих постах СТО. Рабочим постом СТО служит участок здания площадью 120 м2, оснащенный оборудованием, приборами, инструментом и приспособлениями. Рабочий пост предназначен для размещения автомобиля, кузова или других агрегатов, включает в себя одно или несколько рабочих мест, где выполняются в основном однородные определенные виды работ. Рабочие посты на СТО бывают тупиковые и проездные. Проездные посты чаще применяются при уборочно-моечных, приемо-сдаточных и диагностических работах. Автомобили, обслуживаемые на проездных постах, передвигаются в основном своим ходом, а иногда принудительно с помощью различных средств механизации.
Выполнение работ по ТО и TP на СТО относится к индивидуальному методу производства с использованием готовых запасных частей или восстановленных деталей. На СТО проводится необезличенный ремонт, т. е восстановительные операции выполняются с учетом принадлежности восстанавливаемых узлов, агрегатов и деталей к конкретному автомобилю. Время пребывания автомобиля на СТО включает в себя не только время на разборочно-сборочные, диагностические и регулировочные работы, но и время на получение новых запасных частей или восстановления деталей. Соответственно индивидуальному методу производства требования к техническому состоянию элементов автомобиля предъявляются в пределах оказываемых видов услуг и работ.
Технология проведения ТО и ремонта легковых автомобилей на станции предусматривает технологический маршрут, состоящий из выполнения процессов приема автомобиля, ТО, ремонта и выдачи автомобиля.
нивание поверхностей наполнителями и зачистка дефектных мест. Если по желанию заказчика производится только установка или только снятие узла (детали), с заказчика взимается плата в размере 50% стоимости работы по снятию и установке данного узла (детали).
Окраска А предусматривает снятие старой краски (независимо от количества слоев), окраску и сушку согласно технологии или окраску после ремонта, подбор колера. Окраска Б предусматривает окраску с общей шлифовкой поверхности и сушку согласно технологии, подбор колера. Снятие старой краски или шлифовка поверхности до металла в цене на окраску Б не предусмотрены.
Стоимость работ по необходимому при окраске снятию и установке агрегатов, узлов и деталей в ценах на окраску не учтена и оплачивается заказчиком дополнительно по ценам прейскуранта.
В период спада спроса на техническое обслуживание и ремонт автомобилей руководитель предприятия имеет право представить заказчику скидки с цен настоящего прейскуранта в размере 20%.
К ценам настоящего прейскуранта применяются надбавка для предприятий, расположенных в районах Крайнего Севера,— 50%, в районах, приравненных к Крайнему Северу,— 25%, в других районах, где применяются коэффициенты к зарплате,— 10%.
При ремонте автомобилей или агрегатов, срок эксплуатации которых превышает 5 лет, к ценам настоящего прейскуранта применяются надбавки: 10% —для «возраста» 5—8 лет, 20% — для автомобилей со сроком эксплуатации свыше 8 лет.
Производственный процесс ТО и ремонта легковых автомобилей на СТО завершается контрольными операциями по проверке выполненных работ в соответствии с руководящим документом РД 37.009.011-85 «Требования к техническому состоянию элементов автомобиля при выполнении работ по заявкам населения на предприятиях автотехобслуживания». Эти требования регламентируют техническое состояние деталей, узлов, систем, агрегатов после выполнения работ, заявленных заказчиком.
Маршрутная технология ремонта
Под маршрутной технологией ремонта понимают технологические процессы ремонта деталей по группам дефектов, составленные с учетом рациональной последовательности выполнения ремонтных операций.
В табл. 1показана примерная схема маршрутной технологии ремонта кулачкового вала.
Таблица 1. Схема маршрутной технологии ремонта кулачковых валов
№
Порядок устранения дефектов no маршруту M 1
№
Порядок устранения дефектов по маршруту № 2
№
Порядок устранения дефектов по маршрут № 3
1
Обтачивание поврежденной резьбы
1
Обтачивание поврежденной резьбы
1
Обтачивание поврежденной резьбы
2
Наплавка хвостовика и заварка шпоночного пазa
2
Наплавка хвостовика и запарка шпоночного паза
2
Наплавка хвостовика и заварка шпоночного паза
3
Обтачивание хвостовика
3
Обтачивание хвостовика
3
Обтачивание хвостовика
4
Обработка конусной поверхности
4
Обработка конусной поверхности
4
Обработка конусной поверхности
5
Обработка шпоночного паза
5
Обработка шпоночного паза
5
Обработка шпоночного паза
6
Нарезание резьбы
6
Нарезание резьбы
6
Нарезание резьбы
7
Шлифование конусной поверхности
7
Шлифование конусной поверхности
7
Шлифование конусной поверхности
8
Контроль
8
Шлифование средних гаек
8
Шлифование средних шеек
9
Хромирование средних шеек
9
Шлифование концевых шеек
10
Шлифование средних шеек
10
Хромирование шеек
11
Контроль
11
Шлифование средних шеек
12
Шлифование концевых шеек
13
Контроль
Маршрутная технология позволяет повысить качество ремонта деталей дизеля. Кроме того, улучшается организация технологического контроля в процессе производства. При маршрутной технологии снижается себестоимость ремонта деталей и повышается производительность труда, сокращается путь внутризаводской транспортировки деталей.
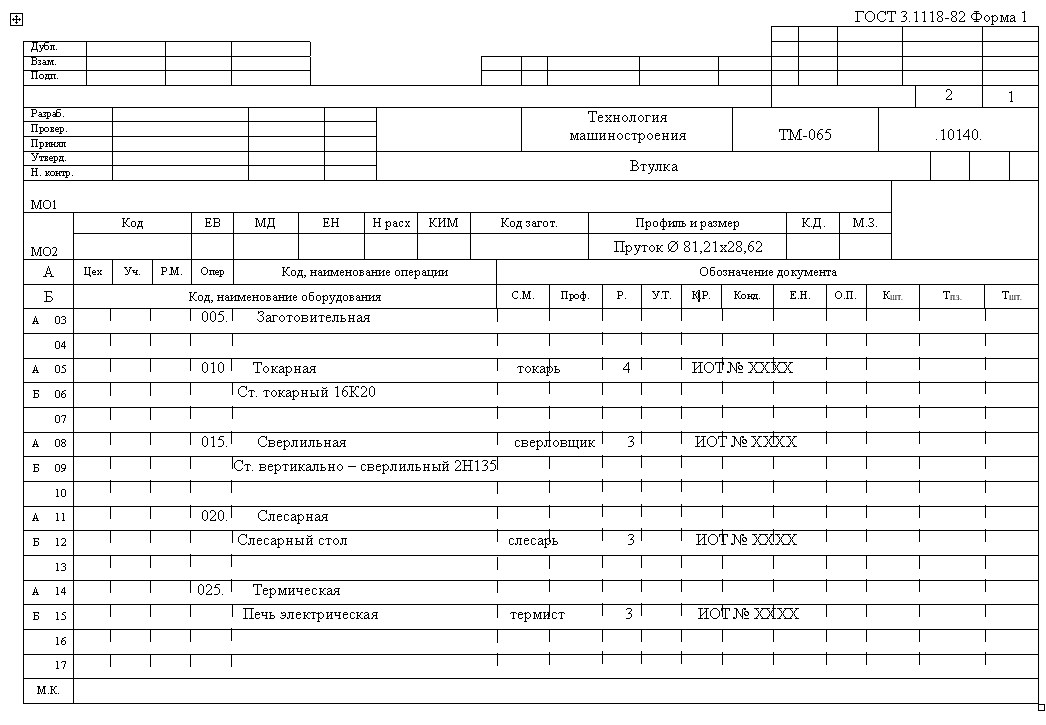
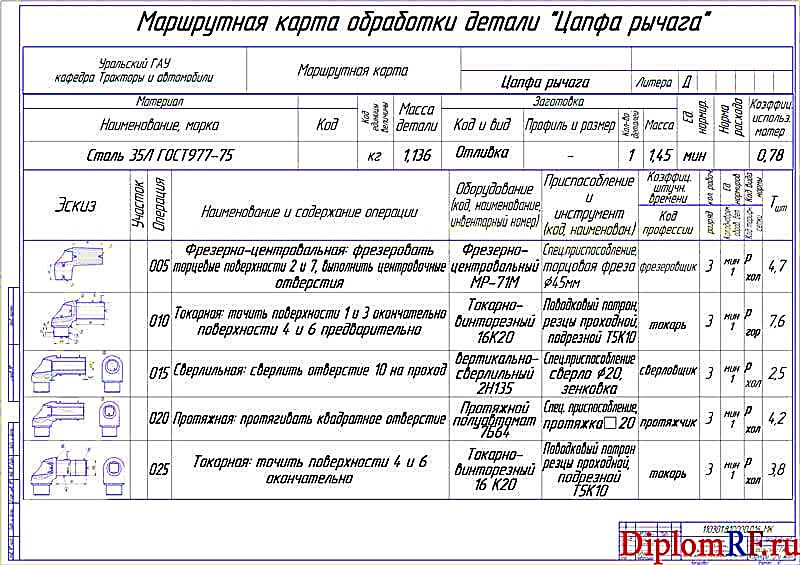
Маршрутная карта предназначена для описания технологического процесса ремонта, включая контроль и перемещение по всем операциям, различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастки, материальных нормативах и трудовых затратах. Маршрутная карта заполняется в соответствии с требованиями ГОСТ 3.1105-84, на формах 2 и 1б ГОСТ 3.1118-82 «Формы и правила документов общего назначения ». Маршрутная карта (МК) восстановления составляется на все возможные дефекты согласно ЕСТД. Исходными данными для разработки МК служат карта эскизов или ремонтный чертеж, схема выбранного рационального способа устранения дефектов, сведения для выбора оборудования и оснастки, разряд работы и нормы времени. В качестве эскиза к МК допускается применять ремонтный чертеж.При этом, на нем должны быть пронумерованы все обрабатываемые поверхности, указаны номера и наименования дефектов
Приступая к разработке маршрутной карты, по всем дефектам намечают последовательность выполнения операций технологического процесса восстановления. При этом строго придерживаются следующих основных положений:
— в одной операции совмещают восстановление нескольких изношенных поверхностей, если их восстанавливают одним технологическим способом;
— в конце технологического процесса предусматривают финишные операции;
— контрольные операции записывают, как правило, в конце технологического процесса.
В МК указывают наименование, номер по каталогу, материал, размер и массу детали. В соответствующей строке (служебный символ «А») записывают номера цеха, участка, рабочего места и операции, кратные пяти.
Содержание операции (срока со служебным символом «О») записывают кратко и четко и выражают глаголом в повелительном наклонении, приводят наименование восстановленного элемента детали.
Допускается не включать в состав технологических операций операции перемещения.
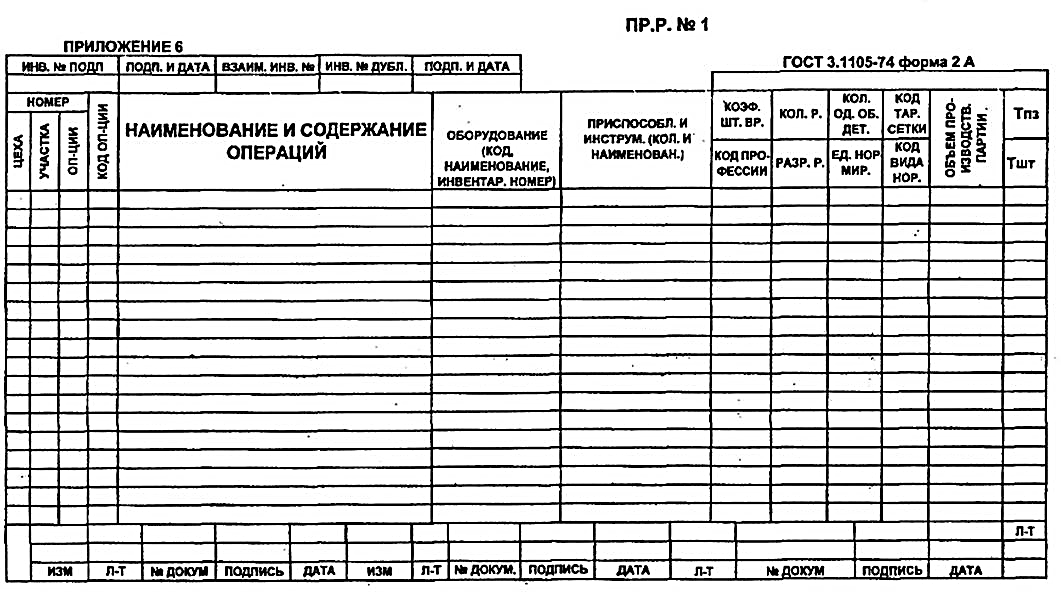
В строке «оборудование, приспособления, инструмент» необходимо указать наименование, инвентарный номер и ГОСТ на соответствующую технологическую операцию и оснастку по действующему классификатору.
В МК по каждой операции в соответствующих строках указывают условия труда (УТ), то есть код тарифной сетки (Х — холодная, Г — горячая, ОВ — особо вредная), код вида нормы (Р — расчетная, Х — хронометрическая, ОС — опытно-статистическая), а также устанавливают расчетом и по справочной литературе разряд работы и нормы времени, Тпз и Тшт.
Операционная карта — это технологический документ, содержащий описание технологической операции с указанием последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов технологических режимов, данных о средствах технологического оснащения, материальных и трудовых затратах.
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ МАРШРУТНЫХ КАРТ ГОСТ 3.1118-82
Форма бланка (ГОСТ 3.1105-84)
Задание №1
Составить маршрутную карту (МК) на ремонт узла (по выбору):
1.подшипник качения 2.резцедержатель,
3. трех кулачковый патрон
Составить маршрутную карту (МК) на ремонт станка (по выбору): токарного заточного, сверлильного
1. Технология машиностроения (специальная часть): — Учебник. /А.Г.Гусев и др. — М.:
2.Махаринский Е.И. и др. Основы технологии машиностроения: Учебник.- Минск, 1997, 423 с.(раздел 3).
3. Новиков М.Н. Основы технологии сборки машин и механизмов. — М.: Машиностроение, 1980. — 592 с.
4. Сборка и монтаж изделий машиностроения: Справочник в 2-х тт.: Машиностроение, 1983. T.I. Сборка. — 80 с.
5. Солонин И.О., Солонин С. И. Расчет сборочных и технологических размерных цепей. — М.: Машиностроение, 1980. — 110 с.
6. Размерный анализ сборочной структуры /Сост. В.И.Марусина, Е.Г.Лещинер, О.В.Фендик; — НЭТИ. — Новосибирск, 1994. — 32 с.
7. Мартынов Э.З. Расчёт точности механизмов и машин с учётом погрешностей расположения поверхностей: Учебное пособие, Новосибирск, 1999 г., 26 с.
8. Технология сборки и монтажа, Методические указания к практическим занятиям, сост. Мартынов Э.З., Новосибирск, 2000, 18 с.
9. Замятин В.К. Технология и оснащение сборочного производства машино- приборостроения: Справочник – М.: Машиностроение, 1995. – 608 с.



 Задание №1
Задание №1 









