КОТЛЕТОФОРМОВОЧНАЯ МАШИНА
В настоящее время на предприятиях общественного питания для изготовления котлет с успехом применяют котлетоформовочные машины. Рассмотрим работу котлетоформовочной машины МФК-2240.
Котлетоформовочная машина МФК-2240 (рис. 4.5) предназначена для формовки котлет и биточков. Она состоит из корпуса 1, формующего дискового стола 5 с формующими цилиндрами, бункеров для котлетной массы 2 и панировочных сухарей 3, приводного механизма, сбрасывателя и механизма регулирования.
Рабочей камерой машины служит вращающийся дисковый формующий стол с ячейками круглой или овальной формы, в которых установлены поршни. При вращении стола головки толкателей скользят по кольцевому копиру и заставляют поршни совершать возвратно-поступательное движение в вертикальном направлении. Над столом расположен бункер для фарша, внутри которого установлен лопастной винт, направляющий котлетную массу через отверстия в бункере к ячейкам формующего стола.
Бункер для панировочных сухарей установлен над столом перед бункером для фарша и имеет коническую съемную воронку.
Приводной механизм котлетоформовочной машины состоит из электродвигателя, червячного редуктора и зубчатой цилиндрической передачи. Над формующим столом размещен сбрасыватель, а рядом с ним — разгрузочный лоток. На машине установлен специальный регулировочный винт, который регулирует массу котлет при помощи изменения глубины опускания поршня.
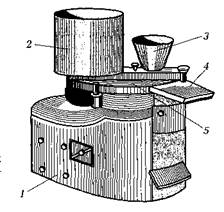
Рис. 4.5. Котлетоформовочная машина МФК-2240:
1 — корпус; 2 — бункер для котлетной массы; 3 — бункер для панировочных сухарей; 4 — приемный лоток; 5 — дисковый стол с формующими цилиндрами
Принцип действия котлетоформовочной машины МКФ-2240.После включения машины ячейка формующего стола проходит под бункер сухарей, при этом поршень опускается на 1,5 мм и панировочные сухари заполняют свободный объем. При дальнейшем движении стола ячейки подходят под бункер для фарша, поршень опускается на глубину, равную толщине котлеты, и фарш заполняет ячейку. Далее при повороте формующего стола поршень поднимается и выталкивает котлету на поверхность стола, а сбрасыватель сталкивает ее на разгрузочный лоток.
Правила эксплуатации котлетоформовочной машины МКФ-2240. Машину собирают, на корпус устанавливают формующий стол с поршнями и регулировочным винтом и бункера для фарша и панировочных сухарей. В бункере для фарша устанавливают двухлопастной вал, на формующем столе — сбрасыватель готовой продукции. После этого включают машину и проверяют ее на холостом ходу. Если машина работает правильно, закладывают фарш и сухари в соответствующие бункера, с помощью регулировочного винта устанавливают массу котлет и включают машину. Первые котлеты взвешивают и, используя регулировочный винт, устанавливают их требуемую массу. В процессе работы машины своевременно добавляют в бункер фарш и панировочные сухари. Готовые котлеты снимают с разгрузочного лотка и укладывают на посыпанный сухарями противень непанированной стороной вниз. Во время работы машины запрещается рукой продавливать в бункер фарш и панировочные сухари.
После работы машину частично разбирают. Детали ее промывают горячей водой и просушивают, корпус машины протирают сначала влажной, а потом сухой тканью.
Технические характеристики котлетоформовочной машины МФК-2240
Котлетоформовочная машина мфк 2240 схема
§4 Котлетоформовочная машина
(рис.4-5) предназначена для формовки котлет и биточков. Она состоит из корпуса, формирующего стола с поршнями, бункеров для фарша и сухарей, приводного механизма, сбрасывателя и механизма регулирования.
Рабочей камерой машины служит вращающийся формирующий стол, который имеет ячейки круглой или овальной формы, в которых установлены поршни. При вращении стола головки толкателей скользят по кольцевому колиру и заставляют поршни совершать возвратно-поступательное движение в вертикальном направлении. Над столом расположен бункер для фарша, внутри которого установлен лопастной винт, направляющий котлетную массу через отверстия в бункере к ячейкам формирующего стола.

Рис. 4-5. Котлетоформовочная машина МФК-2240.
а — общий вид: 1 — корпус; 2 — бункер для котлетной массы;
3 — бункер для сухарей; 4 — приемный лоток;
5- дисковый стол с формующими цилиндрами; б — кинематическая схема.
Бункер для панировочных сухарей установлен над столом перед бункером для фарша и имеет коническую съемную воронку.
Приводной механизм котлетоформировочной машины состоит из электродвигателя, червячного редуктора и зубчатой цилиндрической передачи. Над формирующим столом размещен сбрасыватель, а рядом с ним разгрузочный лоток. На машине установлен специальный регулировочный винт, который регулирует массу котлет при помощи изменения глубины опускания поршня.
Принцип действия машины. После включения машины, ячейка формирующего стола проходит под бункер сухарей, при этом поршень опускается на 1,5 мм, и сухари заполняют свободный объем. При дальнейшем движении стола ячейки подходят под бункер для фарша, поршень опускается на глубину, равную толщине котлеты, и фарш заполняет ячейку. При дальнейшем повороте формирующего стола поршень поднимается и выталкивает котлету на поверхность стола, а сбрасыватель сталкивает ее на разгрузочный лоток.
Правила эксплуатации. Перед началом работы машину собирают, на корпус устанавливают формирующий стол с поршнями и регулировочным винтом. П отом устанавливают бункер для фарша и панировочных сухарей. В бункере для фарша устанавливают двухлопастной вал, на формирующем столе сбрасыватель готовой продукции. После этого включают машину и проверяют ее на холостом ходу. Если машина правильно работает, закла-дывают фарш и сухари в соответствующие бункера, при помощи регулировочного винта устанавливают массу котлет и включают машину. Первые котлеты взвешивают и с помощью регулировочного винта устанавливают их требуемую массу. Во время работы машины своевременно добавляют в бункеры фарш и панировочные сухари. Готовые котлеты снимают с разгрузочного лотка и укладывают на посыпанный сухарями противень непа-нированной стороной вниз. Во время работы машины запрещается рукой продавливать в бункеры фарш и панировочные сухари.
После работы машину частично разбирают. Детали ее промывают горячей водой и просушивают, корпус машины протирают сначала влажной, а потом сухой тканью.
Котлетоформовочная машина МФК — 2240М. Назначение и устройство (кинематическая схема). Принцип действия
Передачи. Их классификация, понятие о передаточном числе, краткая характеристика основных видов передач
Передаточные механизмы служат для передачи движения от источников движения к рабочим органам исполнительных механизмов. В качестве передаточных механизмов в технологических машинах применяются в основном механизмы вращательного — движения — передачи. Основными видами передач являются-
цилиндрические, конические, винтовые, червячные,
цепи втулочно-роликовые, зубчатые; фрикционные.
Передаточное число редуктора:
Значение передаточного числа редуктора определяется из отношения частоты вращения вала двигателя к частоте вращения вала редуктора:
Кинематическая схема передаточного механизма технологической машины характеризуется скоростью и видом движения; рабочих органов исполнительных механизмов. В технологической машине могут использоваться любые виды передач или их комбинации. Например, клиноременная передача может сочетаться с зубчатой, цепная с червячной, фрикционная с винтовой и т.д.
В большинстве случаев передаточные механизмы технологических машин предприятий общественного питания используются в трех конструктивных оформлениях:
I. Передаточное устройство не объединено с источником движения и исполнительным механизмом и имеет отдельную станину (корпус). В этом случае передаточный механизм может быть выполнен в виде редуктора, мультипликатора, коробки скоростей, вариатора скорости и др.
II. Передаточное устройство объединено с источником дви жения общей станиной. В этом случае такое устройство называют приводом.
III. Передаточное устройство объединено с источником движения и исполнительным механизмом общей станиной и составляет с ними единое целое — технологическую машину.
Механизмы управления осуществляют пуск и остановку машины, а также контроль за ее работой. Механизмы регулирования служат для настройки машины на заданный режим или ритм работы. Механизмы защиты и блокировки используются для предотвращения неправильного включения машины, а также производственного травматизма: Исполнительный механизм технологической машины определяет и характеризует ее класс. Конструкция исполнительногомеханизма зависит от характера технологической операции и структуры рабочего цикла машины. Исполнительный механизм состоит из рабочей камеры, рабочих органов, вспомогательных устройств для подачи продукта в камеру и удаления из нее. Рабочая камера предназначена для удержания продукта; в положении, удобном для воздействия на него рабочими инструментами. Устройство рабочей камеры зависит от физико-механических свойств продукта, его формы и размеров, а также характера технологической операции.
Рабочий орган исполнительного механизма непосредственно воздействует на обрабатываемый продукт в соответствии с заданным технологическим процессом. Последний может осуществляться с помощью различных рабочих органов, которые подразделяются на основные (ножи, лопасти, решетки, взбиватели и т.п.) и вспомогательные (зажимы, опорные плоскости и др.). [3,4,5,2]
Передаточное отношение редуктора есть отношение: количества оборотов электродвигателя к количеству оборотов выходного вала редуктора:
nвх — количество оборотов входного вала редуктора, т. е обороты электродвигателя, об/мин.
nвых — необходимое количество оборотов выходного вала редуктора, об/мин.
Полученное передаточное число округляется до передаточного числа из типового ряда для данных типов редукторов
Котлетоформовочная машина МФК — 2240М. Назначение и устройство (кинематическая схема). Принцип действия
Машина (рис.1) состоит из корпуса, привода, крышки стола с загрузочным бункером, бункера для панировочных сухарей, формующего стола и ряда других деталей и узлов.
Рисунок 1. Котлетоформовочная машина МФК — 2240М. Общий вид.
Внутри литого алюминиевого корпуса 2 (рис.2) находится привод, представляющий собой электродвигатель 20, прифланцованный к червячному редуктору / и понижающий число оборотов с 1400 до 37 в минуту. Вал редуктора 22, вращающийся в шарикоподшипниках 21, получает движение от червячного колеса 23 и передает его шестерне 3 и валу 5, на котором закрепляется лопастный винт 7. Лопастный винт вращается в неподвижном бункере 6 и направляет котлетную массу к отверстию в его днище.
Рабочим инструментом машины служит формующий стол 13, выполненный в виде круглого диска с тремя ячейками. Движение формующему столу передается вертикальным валом 14, который получает вращение от зубчатого колеса 19, находящегося в зацеплении с шестерней 3. Внутрь ячеек стола вставлены поршни 8, которые совершают возвратно-поступательное движение в вертикальном направлении. Хвостовик каждого поршня проходит через направляющую втулку, скрепленную с формующим столом. В хвостовик ввернут опорный винт с гайкой
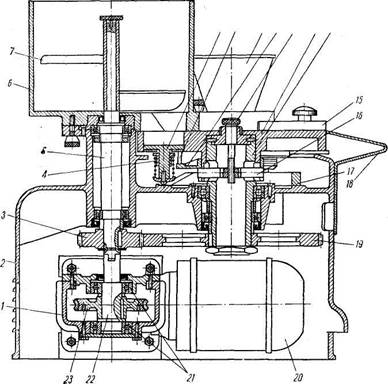
Рисунок 2. Разрез машины МФК — 2240М
Вверх поршни перемещаются за счет кулачка 17, по которому скользят головки опорных винтов поршней, копирующие профиль его поверхности. При вращении стола поршни принимают положения, соответствующие участкам кулачка, поскольку их хвостовики скользят по его поверхности. В верхнем положении поршень должен находиться заподлицо с рабочей поверхностью формующего стола, что достигается ввинчиванием или вывинчиванием опорного винта.
Масса изделий изменяется регулировочным винтом 12, выведенным на поверхность формующего стола. При повороте винта в том или ином направлении штифт 16, навинченный на его нижний конец, перемещается вверх или вниз. Штифт перемещает планку, надетую на ступицу формующего стола, в которую упираются пальцы 9 поршней. Направление вращения винта указано на его головке двумя буквами: Б-больший вес и М — меньший вес. Крышка стола с загрузочным бункером для фарша крепится к корпусу гайками. Бункер 10 для панировочных сухарей вставляется в круглое отверстие крышки стола. На поворотной оси, над формующим столом, установлен сбрасыватель 15 формующего стола, под которым крепится приемный лоток 18. Двигатель включается пакетным включателем, укрепленным на корпусе машины.
Принцип работы машины. Вращающийся формующий стол поочередно подводит ячейки с поршнями под бункер с сухарями, бункер с котлетной массой и к сбрасывателю. При этом»опорные винты хвостовиков поршней перемещаются по кулачку, который расположен таким образом, что участок с промежуточной высотой находится под бункером для сухарей, участок с минимальной высотой — под бункером с котлетной массой, а участок с максимальной высотой — у сбрасывателя.
Поршни поочередно опускаются сначала под бункером с сухарями, заполняя ими пространство над поршнем, затем под бункером с котлетной массой, заполняя образовавшееся над поршнем свободное пространство. Глубина опускания поршня зависит от положения регулировочного винта и планки. Регулировка позволяет изменять массу изделий в пределах от 45 до 95 г.
При дальнейшем вращении стола хвостовики поршней, скользя по участку подъема кулачка, поднимают поршни и выталкивают изделие на поверхность стола под сбрасыватель. Ролик формующего стола поворачивает кулачок сбрасывателя, и изделие сталкивается на приемный лоток. Сбрасыватель одновременно очищает вращающийся стол от крошек. Далее весь цикл движений поршней повторяется.
Рис 2.1 Технические характеристики машины.
| Параметры и размерность | Машина МФК-2240 |
| Производительность, шт. /ч | 2240 « |
| Вместимость бункера для фарша, кг | |
| Вместимость бункера для сухарей, кг | 0,7 |
| Масса отформованных изделий, г | 45-95 ±3% |
| Частота вращения формующего стола, МИН»» 1 | 12,4 |
| Частота вращения шнека-питателя, МИН»» 1 | 37,3 |
| Электродвигатель: | |
| тип | АОЛ2-22-4 |
| мощность, кВт | 0,4 |
| частота вращения, мин -1 | |
| напряжение, В | 380/220 |
| Габариты, мм: | |
| длина | |
| ширина | |
| высота | |
| Масса, кг (не более) |
Регулирование осуществляют при включенном двигателе машины. Неполновесные изделия помещают бункер для фарша. При неполном заполнении фаршем пространства над поршнем машину останавливают, проверяют наличие фарша в бункере и при необходимости добавляют, после машину включают в работу. [3,4,5,2] Периодически проверяют массу отформованных изделий и по мере необходимости регулируют положение поршней регулировочным устройством, по окончании работы машину частично разбирают. Для этого отвинчивают гайки, крепящие шнек-питатель и рабочий, а также винты крышки стола. Затем снимают шнек-питатель-, формующий стол с поршнями и крышку стола с бункер и промывают их в горячей воде. Поверхности рабочего стола, гнезда поршней, шнека-питателя, крышки стола и доки копира после просушивания смазывают пищевым жиром. Растительное масло для смазки использовать нельзя Наружные поверхности машины промывают теплой водой не реже 2-3 раз в неделю. Полную разборку машины для профилактического ремонта производят в соответствии с инструкцией по эксплуатации и уходу.
К обслуживанию машины допускаются лица, прошедшие соответствующий техминимум.
Преимущества МФК 2240 по сравнению с котлетным автоматом АК 2М-40: гораздо больше производительность (2240 шт против 100 шт), однако в то же время более сложная конструкция, управление, масса.







