- Конструкторские и конструктивные разработки
- Модернизация топливной системы трактора МТЗ
- Конструкторская разработка мойки деталей
- Конструкторская разработка электро-механического подъемника легковых автомобилей до 3 т.
- Разработка тележки для слива масла
- Конструкторская разработка мобильного стенда шлифовки цилиндров двигателей
- Конструкторские и конструктивные разработки
- Универсальный стенд для ремонта ДВС и КПП
- Установка для выпрессовки шкворней
- Модернизация балансировочной машины ДБ-50А для балансировки роторов
- Проект стенда наклепки накладок тормозных колодок легковых автомобилей
- Съемник подшипников автомобильных генераторов
Конструкторские и конструктивные разработки
Модернизация топливной системы трактора МТЗ
Стандартная система питания дизеля состоит из топливного насоса, форсунок, трубопроводов низкого и высокого давления, воздухоочистителя, топливных фильтров грубой и тонкой очистки, а также топливного бака, устанавливаемого на машине.
Дело в том, что регулирование мощности и частоты вращения в дизелях осуществляется изменением величины подачи топлива при отсутствии дросселирования подачи воздуха. Большинство обычных дизелей, в настоящее время, все еще имеют систему регулирования с механическими регуляторами частоты вращения (с центробежными грузами).
Путь к совершенству двигателей внутреннего сгорания, как это обычно понимается в наше время, включает в себя не только вопросы загрязнения окружающей среды и экономической эффективности.
Для модернизации топливной системы трактора, на нем необходимо установить ЭБУ, топливный насос, комплекс датчиков, турбокомпрессор, аккумулятор топлива (рампу), 6 форсунок, а также соответствующие трубопроводы и электрические цепи.
Преимущества аккумуляторной топливной системы:
- Данная система позволяет осуществлять впрыск не одной непрерывной дозой, а по частям, т.е. впрыскивается сначала небольшая порция для образования очага горения, а потом основная доза. Такой подход существенно смягчает работу дизеля и приближает такой двигатель по уровню вибрации и шума к бензиновому;
- Так как система является полностью электронно-управляемой это позволяет существенно снизить токсичность выхлопных газов и оптимизировать управление крутящим моментом. Это возможно за счет управления параметрами впрыска (угол впрыска и форма характеристики давления впрыска) и управлением рециркуляцией;
- Аккумуляторная система имеет развитую систему самодиагностики что существенно облегчает поиск неисправностей;
- Мощность, затрачиваемая на привод ТНВД, примерно в 10 раз меньше, чем потребляет насос обычного дизеля.
По сравнению с традиционными топливными системами, для получения идеальных характеристик впрыска к аккумуляторной топливной системе предъявляются следующие требования:
- независимо друг от друга величина подачи (количество впрыскиваемого топлива) и давление впрыска должны определяться для все эксплуатационных условий работы двигателя (что обеспечивает свободу достижения идеального состава топливовоздушной смеси);
- в начале впрыска величина подачи должна быть по возможности минимальной (предварительный впрыск в период задержки воспламенения между началом впрыска и началом сгорания).
Эти требования выполняются в аккумуляторной системе с двухфазным впрыском (рисунок 1).
На основании вышеизложенного сравнения топливных систем различных типов и с учетом современных требований предъявляемых к топливным системам дизельных двигателей, можно сделать следующий вывод: Для повышения топливной экономичности дизельного двигателя, а также и сокращения выбросов вредных газов в атмосферу, целесообразно заменить традиционную топливную систему с рядным многоплунжерным ТНВД на аккумуляторную топливную систему.
Схема предлагаемой системы питания трактора МТЗ-1221

Конструкторская разработка мойки деталей
Любая технологическая операция, связанная с разборкой и ремонтом узлов, не обходится без удаления внешних и внутренних загрязнений. И от того, насколько тщательно будут выполнены эти операции, может зависеть не только качество последующей сборки, но и ресурс отремонтированного узла.
Зачастую в сервисных мастерских или на ремонтных участках некоторых предприятий до сих пор предпочитают пользоваться упрощенными технологиями, например емкостью с соляркой, в которую полностью опускают загрязненные детали, а затем очищают их с помощью щетки. Времени на такую борьбу с грязью тратится много, а качество оставляет желать лучшего. Другой отрицательный фактор использования примитивной технологии — пожароопасность. Известно немало случаев, когда подобного рода сосуды становились причинами возгорания.
В бак моечной установки подается моющий раствор Лабомид 203. На конвейер, по лотку подаются детали, в процессе мойки рабочая жидкость нагревается теном, которая приводится в движение лопатками. Перемещение в баке деталей, осуществляется конвейером, который приводится в движение приводом от электродвигателя. Внутри моечной машины установлены 2 распылительные форсунки, для омывания деталей на конвейере. Жидкость для омывания берется из бака моечной машины с помощью насоса.
Мойка деталей Чертеж общего вида

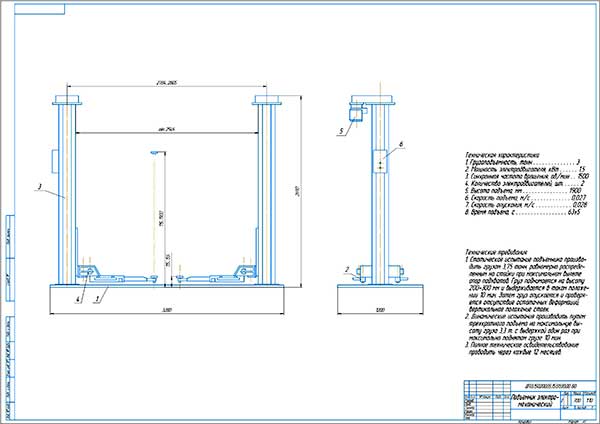
Конструкторская разработка электро-механического подъемника легковых автомобилей до 3 т.
Подъемник представляет собой напольный подъемный механизм, состоящий из 2-х стоек, установленных на основание. По всей высоте стоек передвигаются каретки с подхватами, подводимыми под технологические точки на днище автомобиля. Передвижение каретки по стойке осуществляется с помощью отдельного электромеханического привода каждой стойки. Для обеспечения синхронного перемещения кареток нижние концы винтов приводов соединены бесконечной цепью.
Стойка представляет собой сборную конструкцию, состоящую из сварного каркаса-стойки. Торцевые и боковые стенки стойки являются направляющими поверхностями для перемещения опор, расположенных на каретке. Каретка представляет собой сварную конструкцию, к нижней части которой на осях крепятся подхваты. Внутри стойки находится винт с трапецеидальной резьбой Tr 42х6.
Вращательное движение от электродвигателя через клиноременную передачу передается винту и преобразуется в поступательное вертикальное перемещение грузовой гайки. Грузовая гайка, упираясь в траверсу, перемещает каретку. Натяжение ремней (ремень 1-8.5х8-1250 ТУ-30-105 1336-88) производится перемещением кронштейна с электродвигателем относительно плиты верхней. Плита верхняя приворачивается к стойке и служит опорой для корпуса подшипникового узла верхней части винта и шкива.
Кожух закрывает ременную передачу от внешних воздействий. Гайка страхующая является дополнительной, предназначенной для механической страховки в случае износа или обрыва резьбы основной грузовой гайки. Установлена страхующая гайка под грузонесущей с зазором 30±2 мм и дает возможность разового опускания каретки в нижнее положение. С внутренней и наружной стороны стойки установлены защитные ограждения, предохраняющие винтовую передачу от загрязнений и защищающие обслуживающий персонал от вращающихся деталей подъемника.
Аварийный выключатель срабатывает при износе грузовой гайки. В этом случае опускание производится на страховочной гайке, при достижении нижнего положения каретки срабатывает конечный выключатель и блокирует включение подъемника. В этом случае необходимо заменить грузовую гайку на новую и только после этого возможна дальнейшая эксплуатация подъемника.
Выключатель верхнего положения каретки и выключатель нижнего положения каретки срабатывают при достижении кареткой соответственно верхнего и нижнего положения, и привод отключается. На нижнем конце винта установлена звездочка. На звездочку надета цепь, которая обеспечивает синхронное вращение винтов стоек подъемника. Натяжение цепи регулируют, раздвигая стойки на основании подъемника.
Основание представляет собой жесткую сварную конструкцию, на которой устанавливают стойки. Основание крепится к бетонному полу фундаментными болтами. Внутри основания размещаются цепь и электрические провода.
Для удобства установки под днищем автомобиля подхваты имеют телескопическую конструкцию и крепятся к каретке на осях, обеспечивающих поворот подхватов. На подхватах установлены пластмассовые лотки для инструмента. Устройство стопорное обеспечивает жесткую фиксацию любого из положений подхвата относительно оси каретки.
Узел электрооборудования состоит из пульта управления и разводки проводов. Пульт установлен на стойке.
Чертежи выполнены в программе Компас и AutoCAD.
Подъемник электро-механический 3 т. Чертеж общего вида
Разработка тележки для слива масла
Представленные выше конструкции оборудования для слива технических жидкостей обладают определенными положительными качествами. Однако, отрицательными характеристиками данных устройств можно считать:
- недостаточная мобильность некоторых конструкций;
- недостаточная емкость;
- невозможность использования для некоторых труднодоступных агрегатов автомобиля;
- высокая стоимость некоторых конструкций.
В данной работе нами предлагается учесть все приведенные выше недостатки, и разработать универсальную тележку для слива отработанных жидкостей (масла) из агрегатов большегрузных автомобилей.
Предлагаемая конструкторская разработка — тележка для слива отработанного моторного масла — проста в конструкции и, по сравнению с уже имеющимися устройствами зарубежного производителя, недорога в производстве. Она имеет большой запас прочности, малогабаритная и проста в применении.
Данная конструкторская разработка предназначена для слива отработанного моторного масла. Это является весьма целесообразным, т.к. при её внедрении в производственный процесс ожидается уменьшение трудоёмкости при проведении замены масла, повышение экологичности в пункте ТО, снижение производственного травматизма, связанного с загрязнением участка в результате пролива масла. Использование её сведёт к минимуму затраты физических сил исполнителя, позволит ускорить и автоматизировать технологический процесс замены отработанного масла.
Принцип работы: — Подводим устройство к автомобилю, подводим дополнительную ёмкость к сливному отверстию, и воротковым ключом 12 снимаем сливную пробку. Масло через рукав 10 попадает в основную ёмкость 32. Объём бака позволяет проводить слив масла из нескольких двигателей поочерёдно, по мере заполнения. При заполнении основной ёмкости 32 до критического уровня, устройство транспортируется к месту хранения отработанных масел. Резервуар находится на уровне пола, поэтому масло сливается через сливной кран 17 без физических усилий.
Тележка для слива масла Чертеж общего вида

Конструкторская разработка мобильного стенда шлифовки цилиндров двигателей
Общая информация о шлифовальном стенде. Шлифовальные лопасти предназначены для улучшения состояния блока двигателя после шлифования цилиндров двигателя, не снимая его с автомобиля или разборочного стенда. Стенд устанавливается непосредственно на блок цилиндров двигателя.
Плюсы: стенд универсален, а это значит, что его можно разместить в любом месте производственного помещения, и его сравнительно невысокая стоимость на рынке. Из-за простоты конструкции, очень редко происходят поломки.
Основные технические характеристики:
- Количество оборотов в минуту, мин-1 — 1000;
- Переключение передач — ручное;
- Ход шпинделя, мм. — 250;
- Обрабатываемый диаметр цилиндра двигателя, мм. — 80-100;
- Габаритные размеры, мм. — 418х480х160;
- Масса, кг. — 40.
Этот станок может быть использован для обработки цилиндрической поверхности в механическом цехе на наличие дефектов и неисправностей цилиндров двигателя или незначительных отклонений от указанных параметров. Согласно спецификациям, при сборке следует установить зазор между втулкой и поршнем.
С помощью этого станка поверхность цилиндра можно быстро и точно отрегулировать до номинального размера, не снимая двигатель с подставки или автомобиля.
При использовании станка, в качестве режущего инструмента используются заточки или заточки лезвий. Цилиндрический шлифовальный станок легко использовать. Его можно изготовить в любой мастерской на металлообрабатывающих станках.
Недостаток: низкая мощность и неудобная конструкция рамы, чтобы машина отлично работала на автомобилях разных марок. Чтобы устранить недостатки, мы рассчитываем элементы сборки рамы в сборочной единице и принимаем новый электродвигатель.
Мобильный стенд шлифовки цилиндров двигателей Вид общий
Конструкторские и конструктивные разработки
Универсальный стенд для ремонта ДВС и КПП
В предлагаемом варианте (рисунок 4.6) будет иметься платформа, но большие по площади опоры, что бы исключить возможность потери состояния равновесия стенда и не использовать болтовое крепление к половому покрытию. Это даёт нам возможность при необходимости просто переместить стенд, без монтажных работ связанных с установкой, удалением анкерных болтов из поверхности пола, а также заделкой отверстий оставленных болтами в полу. На платформе крепится стойка, в которой установлен узел вращения. На валу узла вращения установлен сменный кронштейн, к которому крепится двигатель или КПП. Кронштейн можно сменять для установки различных двигателей и коробок передач. В стенде опорные лапы выполнены независимо от рамы, что позволяет сделать удобным подход к ремонтируемому объекту. Стенд предлагаемого варианта, меняет пространственную ориентацию ремонтируемого объекта в вертикальной плоскости на 360 о и стопорится при помощи самотормозящего червячного редуктора. У стенда также будет электропривод, червячный редуктор, пульт для размещения силовой аппаратуры управления, защиты и сигнализации.
Таким образом, стенд предлагаемого варианта не обладает сложной конструкцией, он прост в изготовлении, но в тоже время стенд имеет высокую надежность и хороший доступ к ремонтируемому объекту, что является основными показателями при выборе варианта необходимого стенда. Рабочий освобождается от необходимости удерживать руками объект разборки и сборки, а также имеет наилучший подход к объекту ремонта в необходимом положении.
По сравнению с аналогами стенд имеет следующие преимущества:
- Простота конструкции;
- Высокая надежность;
- Установка двигателей различных марок и КПП;
- Доступность к узлам;
- Удобное управление механизмами;
- Легко устанавливать ремонтируемый объект;
- Возможность изготовление в ремонтной мастерской.
Рама стенда 1 (см. рисунок 4.6) изготавливается из швеллеров – сталь Ст3. На верхнюю поверхность приваривается лист толщиной 3 мм, материал – сталь Ст3. На платформу приваривается стойка, изготовленная из трубы скреплённых пластинами. На правой стойке установлен узел вращения (самотормозящийся червячный редуктор) соединённый через ремённую передачу с электродвигателем. К выходному валу редуктора крепиться вал правого зажима, а левый зажим находится в свободном положении.
Тип стенда – стационарный, обеспечивающий возможность вращения ДВС и КПП в одной плоскости.
К стендам данного типа обычно не предъявляются требования точной установки закрепляемых сборочных единиц. Сила закрепления должна быть достаточной для предотвращений их смещения от действия сил и моментов, возникающих при выполнении разборочно-сборочных работ.
Стенд для ремонта ДВС и КПП Сборочный чертеж
Установка для выпрессовки шкворней
Общий вид приспособления приведен на первом листе графической части проекта. Разработку ведем для автомобиля КамАЗ-5320 и его модификаций (передний мост по конструкции един для всех модификаций).
Перед выпрессовкой шкворня поворотный кулак переднего колеса должен быть освобожден от всех навешиваемых на него деталей и узлов, сняты крышки, закрывающие шкворень, извлечен фиксатор, стопорящий шкворень от осевого смещения в проушине передней балки.
Под переднюю балку должен быть установлен специально изготовленный козелок со стороны выпрессовываемого шкворня. Подкатывают приспособление перпендикулярно продольной оси автомобиля. Нажав ногой на педаль гребенки, поднимают ручку 9 гидроцилиндра 12 и, накладывая приспособление на поворотный кулак, совмещают ось гидроцилиндра с осью шкворня. Опускают гидроцилиндр так, чтобы траверса 10 нижней плоскостью легла на поворотный кулак. Отрегулировав механизм наклона гидроцилиндра 19, а при необходимости освобождают его полностью, чтобы обеспечить самоустановку штока цилиндра по оси шкворня в процессе выпрессовки. Завернув ключом 20 запорную иглу до упора и открыв кран 21 на перелив через него масла из подпоршнвого пространства в масляный резервуар, включают кнопкой 32 электродвигатель 6. Проверяют исправность пружины 25, которая держит рычаг 24 в верхнем положении, т.е. шестеренчатый насос 8 в отключенном состоянии.
Выпрессовка шкворня продолжается не более 7 минут.
После того, как шкворень будет выпрессован, электродвигатель отключают кнопкой 32. через боковые отверстия траверсы 10 извлекают выпрессованный шкворень. Ручкой 20 отворачивают запорную иглу, перекрывают кран21, нажимают вниз ручку включения насоса 24 и включают электродвигатель. Он одновременно будет вращать шестеренчатый насос 8 совместно с качательным движением плунжера гидроцилиндра 18. Ввиду значительной разницы в производительности шестеренчатого насоса НШ-10Е и плунжера, поршень со штоком будет быстро опускаться в исходное положение. Время возврата штока в исходное положение не более 15 секунд.
Предохранительный клапан 34, находящийся в стенке гильзы служит для сбрасывания избыточного давления масла в крайних верхнем и нижнем положениях поршня и исключения аварийных ситуаций в конце рабочего и холостого хода. Клапан срабатывает при давлении не более 5 кПа (0,5 МПа).
Установка для выпрессовки шкворней Лист 1

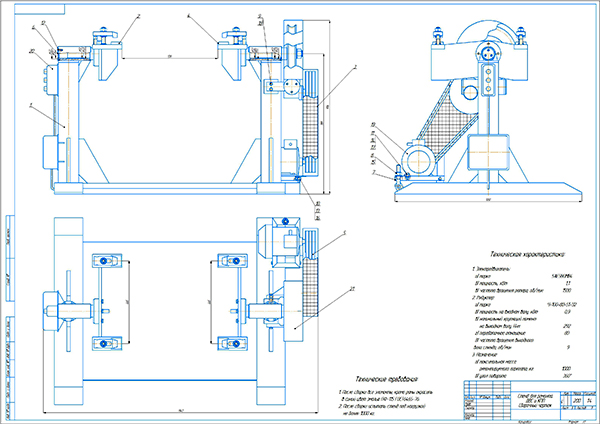
Модернизация балансировочной машины ДБ-50А для балансировки роторов
Балансировочная машина ДБ–50А имеет сложную кинематическую схему. Кинематическая схема балансировочной машины ДБ-50А представлена на рисунке 5.1. При данной кинематической схеме процесс установки заготовки довольно трудоемок. Устанавливая ротор, рабочий использует ногу, чтобы ослабить ремень и обеими руками накидывает ремень на вал ротора турбокомпрессора. При этом возможно, что ремень слетит с роликов или шкива, а если резко опустить люльку с двигателем, которая натягивает ремень, он может порваться. Кроме того, данная кинематическая схема слишком громоздка. Таким образом, необходимость модернизации ДБ–50А очевидна. Необходимо усовершенствовать привод установки, чтобы снизить трудоемкость установки ротора и провести мероприятие по повышению точности балансировки.
При модернизации машины, должны быть решены следующие задачи:
- повышение производительности машины;
- уменьшение габаритов привода;
- упрощение эксплуатации и настройка привода;
- повышение безопасности работы на станке;
- повышение точности.
Возможным вариантом решения этих задач является схема с расположением двигателя с приводом с правой стороны, в непосредственной близости от балансируемого изделия со значительно уменьшенным приводным ремнем. До модернизации станка вращение ротора происходило при помощи эластичных ремней и системы опорных и направляющих роликов, а весь механизм приводился при помощи электродвигателя.
Принцип действия модернизированного балансировочного станка ДБ–50А изменился несущественно, т.к. изменился лишь процесс установки заготовки (ротора). Он происходит по следующей схеме: привод откидывается, на опоры ставится ротор, привод опускается. Схема модернизированного балансировочного станка ДБ-50А представлена на рисунке 5.1.
Принцип действия машины основан на следующем. Для балансировки вращающегося тела необходимо выбрать две плоскости, перпендикулярные оси вращения, так называемые плоскости уравновешивания, и уравновесить деталь добавлением или уменьшением металла в этих плоскостях. На рисунке 5.2 дана принципиальная схема балансировочного станка. Балансируемую деталь В устанавливают на подвижные опоры А и Б, которые жестко связаны посредством стержней с катушками К1 и К2, находящимися в поле постоянных магнитов. Вращение к детали В передается от электродвигателя посредством ременной передачи Р. Плоскости 1-1 и 2-2 являются плоскостями уравновешивания. Колебания опор, вызванные неуравновешенностью масс вращающейся детали, передаются через стержни на катушки К1 и К2 и вызывают перемещения их в магнитном поле. При этом в катушках возникают Э.Д.С. Е1 и Е2, прямо пропорциональные амплитудам колебания опор. Э.Д.С. действует через потенциометрическое устройство на усилитель, и далее фиксируются счетчиком дисбаланса.
Место расположения дисбаланса определяется стробоскопом С. Лампа вспыхивает каждый раз, когда на ее управляющую сетку попадает определенной величины отрицательный импульс. Частота импульсов соответствует частоте вращения детали, поэтому при каждом обороте лампа вспыхивает один раз и будет освещать одну из цифр, нанесенных по окружности детали.
Освещенная стробоскопом цифра на детали, находящаяся в горизонтальной плоскости, проходит через ось вращения и соответствует угловому расположению дисбаланса в той или другой плоскости уравновешивания. После этого необходимо снять лишний металл напротив цифр определенных стробоскопом.
Машина балансировочная модернизированная

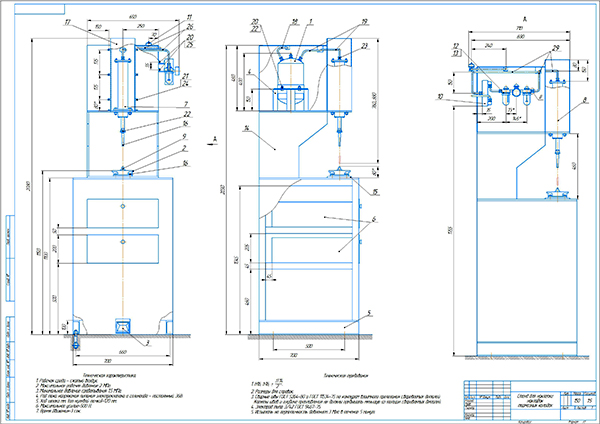
Проект стенда наклепки накладок тормозных колодок легковых автомобилей
Из внутрецеховой магистрали подается сжатый воздух под давлением не более 2 МПа, по трубопроводу через солиноид управления потоком воздуха в промежуточный ресивер. Из ресивера через электромагнитный распределительный клапан и комплекс воздухоподготовки (влагоотделитель, манометр, маслораспылитель) воздух поступает в рабочую полость пневмоцилиндра, что приводит в движение шток с закрепленным на нем пуасоном. Возврат штока в начальное положение осуществляется при помощи возвратной пружины и перекрытием подачи воздуха распределительным клапаном.
Для удаления заклёпок из тормозных колодок проделайте следующее:
- поместите в шток соответствующий пуансон и притяните его гайкой. Поместите соответствующую формующую матрицу в её обойму;
- отрегулируйте высоту формующей матрицы;
- установите тормозную колодку в нужное положение и нажмите ножную педаль для того, чтобы начать опускание штока до нижней части его хода. Отпустите педаль для того, чтобы позволить штоку возвратиться в исходное положение;
- при удалении алюминиевых заклёпок рекомендуется применять плунжер меньшего диаметра, чем диаметр заклёпки. Это позволит заклёпке легче отделиться от штока во время его обратного хода.
Операция установки заклёпок очень похожа на описанную выше операцию их удаления. Для обеспечения надёжного закрепления накладки на тормозной колодке рекомендуется, чтобы применяемая заклёпка была меньше, чем отверстие в тормозной колодке.
Для заклёпок, расположенных около ребер тормозной колодки, рекомендуется применять эксцентричный пуансон и эксцентричную формующую матрицу, разработанные для этого вида их применения.
Стенд для наклепки накладок тормозных колодок Чертеж общего вида
Съемник подшипников автомобильных генераторов
При ремонте узлов и приборов электрооборудования иногда требуется их разборка. Разборка вручную очень трудоёмкая работа, поэтому используют разные приспособления.
В частности, при ремонте генератора тоже нужны различные приспособления. Одним из таких приспособлений при разборке генератора является съёмник. Он служит для спрессовки подшипников генератора автомобиля. Он очень удобен и практичен в работе, небольших размеров. Этот съёмник может ликвидировать все трудности в снятии подшипников генератора.
В настоящее время съемников подшипников достаточно большое количество, но представленное приспособление не имеет аналогов. Универсальные съемники очень часто не обеспечивают быстроту снятия подшипников с валов в ввиду перекосов, соскальзываний и прочего. Предложенная конструкция приспособления исключает все эти моменты, кроме того оно простое в изготовлении и не требует дополнительных затрат на обслуживание и ремонт. Изготовить его можно на базе любого АТП без особых затрат.
- тип – механическое, переносное;
- габаритные размеры, мм – 250х200;
- масса, кг – 1,10.
Основной частью приспособления является корпус 1 из отрезка трубы с двумя приваренными по одному краю пластиной с разрезом под вал ротора генератора. Именно в этом корпусе располагается подшипник при его снятии. Спрессовка осуществляется винтом 2 и рукоятки 3, положение которой фиксируется фиксатором 4. Винт 2 вращается во втулке, которая, как и пластина приварена к трубе.
Конструкция приспособления обеспечивает полную устойчивость его при работе, простоту и удобство работы.
Съемник подшипников автомобильных генераторов Чертеж общего вида







