Комплектование деталей при сборке двигателя
Рис. 22. Контроль зазора между рабочей поверхностью гильзы и поршнем протягиванием ленты-щупа:
1 — гильза; 2 — лента-щуп; 3 — поршень; 4 — динамометр
Толщина одного равна минимально допустимому, зазору (0,34 мм), а другого —максимально допустимому зазору (0,38 мм). Если поршень с толщиной щупа 0,34 мм проходит по всей длине гильзы свободно, а со щупом, толщина которого соответствует максимальному зазору (0,38 мм), не проходит, то такие поршень и гильзу считают скомплектованными. Щуп закладывают между юбкой поршня и гильзой на всю длину юбки поршня в плоскости, перпендикулярной оси отверстия бобышек. Для точности подбора рекомендуется протягивать щуп между поршнем и гильзой в трех положениях под углом 120° по окружности гильзы.
Рис. 23. Контроль зазора
При штучном подборе деталей затрачивается много времени на их подбор, что оказывает влияние на увеличение себестоимости ремонта машин. Несмотря на это штучный подбор применяется в ремонтных мастерских, так как он не требует предварительной технологической подготовки. Этот способ особенно эффективен в мастерских, которые ремонтируют большую номенклатуру дорожных машин.
Сущность группового (селективного) подбора заключается в том, что сопряженные детали, изготовленные с относительно широкими полями допусков, рассортировываются на размерные группы с суженными полями допусков. Отсортированные детали клеймят цифрами, буквами или красками определенных цветов.
Максимальные и минимальные монтажные зазоры для всех групп будут одинаковы и соответствовать техническим условиям данного соединения.
Рассмотрим пример подбора поршневых пальцев двигателя СМД-14 по диаметру отверстия в бобышке поршня. В табл. 2 приведены обозначения размерных групп поршневых пальцев и отверстий в бобышках поршней.
Конструктивный допуск диаметра пальца определяем путем сложения верхнего и нижнего отклонений диаметра пальца: 0,001 + -4-0,009=0,01 мм. Количество групп по техническим условиям — 2, следовательно, допуск размера каждой группы: 0,01:2=0,005 мм.
Групповой подбор в основном применяется для подбора ответственных деталей (гильз, поршней, поршневых пальцев, коленчатых валов и др).
Таблица 1
Таблица 2
Он обеспечивает хорошее качество сборки данного сопряжения и увеличивает производительность труда при сборке, но требует технической подготовки производства. Этот способ применяется на крупных специализированных ремонтных заводах с большой производственной программой одномарочных машин. Детали подбираются также и по другим параметрам. Например, поршни и шатуны подбирают по массе. Для двигателя Д-130 допустимая разница в массе поршней для одного комплекта не должна превышать 15 г, а допустимая разница в массе шатунов — 40 г.
Приборы и инструменты.
При комплектовании деталей применяют следующий инструмент и приборы: – универсально-измерительный инструмент (микрометры, индикаторы, нутромеры и др.); – жесткий мерительный инструмент (предельные калибры, скобы и пробки); – приборы (весы, динамометры) и различные приспособления (для запрессовки поршневых пальцев, оправки для установки поршневых колец в канавки поршней и др.).
Организация рабочих мест. Рабочие места комплектовщиков организовывают в комплектовочном отделении сборочного цеха. Отделение комплектовки должно быть отделено от остальных производственных участков.
В этом отделении устанавливают столы для контроля деталей, стеллажи и шкафы для хранения инструмента и приспособлений, слесарные верстаки с тисками, гидравлические или пневматические прессы, сверлильный станок и обдирочно-шлифовальный станок для подготовки деталей. Расстояние между оборудованием, инвентарем, колоннами и стенами здания с учетом проездов автопогрузчиков, электрокар и тележек должно соответствовать действующим нормам. Рабочие места рекомендуется специализировать по наименованию агрегатов, узлов, например, рабочее место для комплектования и подборки шатунно-поршневой группы (рис. 23), коробок передач, редукторов и др. Рабочие места должны иметь местное освещение. Для транспортирования деталей рекомендуется использовать специальную тару с гнездами соответствующих размеров. Громоздкие и тяжелые детали (блоки цилиндров, корпуса редукторов, стрелы экскаваторов и другие детали) комплектуют непосредственно на участках сборки, минуя отделение комплектовки. В качестве подъемно-транспортных средств применяют электротельферы на монорельсе, конвейеры, рольганги, автопогрузчики, электрокары и др.
Рис. 23. Рабочее место комплектования и подборки шатунно-поршневой группы:
1 — приспособление для проверки и правки шатунов; 2, 5, 9, 10 — стеллаж для накопления деталей; 3 — специальные весы для определения массы шатунов; 4 — приспособление для запрессовки поршневых пальцев; 6 — стол; 7 — электрошкаф для нагрева поршней; 8 — приспособление для замера параллельности торцов канавок поршней к оси отверстия под поршневой палец; 11 — приспособление для подбора поршней по гильзам; 12 — весы для взвешивания поршней; 13 — оправка для установки поршневых колец в канавки поршня; 14— тара с гнездами, для укладки деталей; 15 — рольганг; 16, 17 — ящики для хранения инструмента и салфеток
Рабочие места должны быть оснащены техническими условиями, чертежами, таблицами посадок деталей, каталогами деталей, входящих в узлы, агрегаты, а также полным комплектом инструментов, приборов и приспособлений.
Лекция 5. Комплектование деталей и сборка двигателя
1. Перед сборкой двигателя все детали промываются, производится их тщательный осмотр и контрольные замеры для определения их технического состояния и возможности их использования при сборке.
2. Затем производится комплектование деталей и сборка отдельных групп деталей и узлов.
Если износ шеек коленвала не превышает допустимого, то он комплектуется с вкладышами подшипников номинального размера. Если износ коренных и шатунных шеек коленчатого вала больше допустимого, то он комплектуется коренными и шатунными вкладышами увеличенной толщины одного из ремонтных размеров, определяемых по наиболее изношенной из коренных и из шатунных шеек. При этом производится перешлифовка коренных и шатунных шеек вала под размеры соответствующих комплектов ремонтных вкладышей (см. Приложение 1).
При невозможности ремонта коленвала он заменяется на новый и комплектуется вкладышами номинального размера, а перед установкой в блок цилиндров производится его балансировка в сборе с маховиком и сцеплением.
При установке сцепления на маховик для его центрирования в запрессованный в торце коленвала подшипник вставляют специальную оправку, или первичный вал КПП.
При установке коленвала смазываются моторным маслом и устанавливаются в гнезда блока цилиндров и крышек вкладыши коренных подшипников, затем укладывается коленвал, устанавливаются в пазы упорные полукольца и крепятся крышки коренных подшипников.
При необходимости замены деталей поршневой группы производится подбор поршней к цилиндрам (гильзам) по размерам таким образом, чтобы между гильзой и поршнем обеспечивался оптимальный зазор 0,05 — 0,07 мм. Для этого производится измерение цилиндра в нескольких поясах по высоте в двух взаимно перпендикулярных направлениях с помощью индикаторного нутромера(см. рисунок).
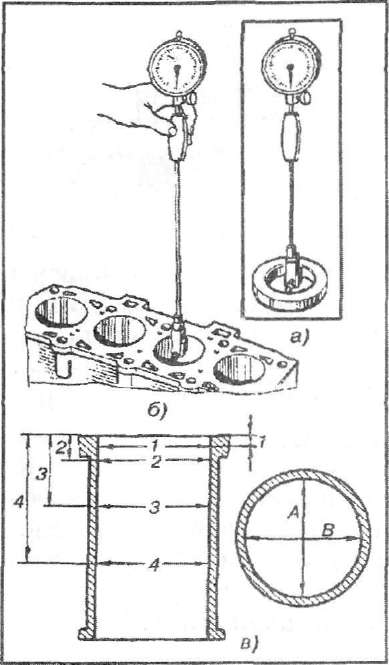
Рисунок. Измерение цилиндров индикаторным нутромером:
а — установка нутромера на ноль по калибру, б — проведение замера, в —-пояса замеров;
А и В — направления измерений; 1, 2, 3, 4 — номера поясов.
Глубина поясов для замера цилиндров двигателей приведена в таблице.
Пояса для замеров цилиндров двигателей
| № пояса замера | Глубина пояса замера от верхней плоскости блока (гильзы) цилиндров двигателей, мм, моделей | ||
| ВАЗ-2108 | МеМЗ-245 | ВАЗ-2105, | УЗАМ-ЗЗ1, |
| — |
Установка нутромера на ноль при измерении диаметра цилиндров производится с помощью калибра. Измерение диаметра поршня про изводится только в плоскости, перпендикулярной поршневому пальцу на расстоянии от днища поршня 51,5 мм у двигателя ВАЗ-2108, 52, 4 мм — у двигателя ВАЗ-2106 и на расстоянии 22,5 мм от нижнего торца юбки поршня — у двигателей УЗАМ-ЗЗ1 и 412.Подбор поршней к цилиндрам производится без поршневых колец при комнатной температуре. Помимо размеров поршни, устанавливаемые на один двигатель, должны подбираться по массе. Массы самого легкого и самого тяжелого поршней на двигателе не должна различаться более чем на 2,5. 3,0 г,в связи с чем поршни при изготовлении сортируются по массе на соответствующие группы и имеют необходимую маркировку.
В одном цилиндре должны быть установлены поршень, поршневые кольца, палец и шатун одной размерной группы. Массы поршневых комплектов (поршень, поршневой палец, поршневые кольца и шатун) разных цилиндров одного двигателя не должны различаться между собой по массе более чем на 8 г. Шатуны, устанавливаемые на один двигатель, также не должны отличаться по массе более чем на 8 г. При необходимости замены одного шатуна производится его подгонка по массе путем снятия металла с бобышек на крышке и головке шатуна.
Пример.
Поршневые пальцы подбираются к поршням и шатунам таким образом, чтобы при комнатной температуре на двигателях ВАЗ смазанный моторным маслом палец входил нажимом большого пальца в отверстие поршня и не выпадал из него под действием собственной массы, а в головку шатуна входил с натягом, после нагрева шатуна до 240°С. На остальных двигателях поршневой палец должен от усилия пальца руки входить в верхнюю головку шатуна (см. рис.), а в отверстие поршня входить после нагрева последнего в воде до 60. 85°С.
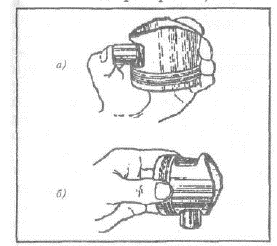
Рисунок. Установка поршневого пальца и проверка его посадки.
Рисунок. Проверка правильности подборки поршневого пальца к втулке малой головки шатуна.
После подбора поршней, пальцев и шатунов производится их сборка с нагревом, как отмечалось выше, соответственно шатуна (двигатели ВАЗ) или поршня (остальные двигатели). Для запрессовки поршневого пальца в верхнюю головку шатуна и в поршень на двигателях ВАЗ применяется специальная оправка (см. рис.).

Рисунок. Запрессовка поршневого пальца двигателей ВАЗ в верхнюю головку шатуна с помощью оправки:
1 — рукоятка оправки с упорным буртиком; 2 — поршневой палец; 3 — направляющая; 4 — дистанционное кольцо.
Поршневые кольца подбираются к цилиндрам в соответствии с их размерами по зазору, вставленного в соответствующий цилиндр двигателя (рис. 212, а) и зазору между торцом кольца и его канавкой в поршне (см. рис.).

Рисунок. Проверка зазора в замке поршневого кольца (а) и бокового зазора между поршневым кольцом и канавкой в поршне (б):
1 — поршневое кольцо; 2 — щуп; 3 — блок цилиндров двигателя; 4 – поршень.
Зазоры, рекомендуемые при подборе поршневых колец, приведены в таблице.
Зазоры, рекомендуемые для подбора поршневых колец
| Двигатель | Зазор в замке кольца, установленного в калибре или в цилиндре | Зазор, мм, между кольцом и канавкой поршня по высоте кольца | |
| компрессионного | маслосъемного | ||
| ВАЗ-2108 | 0,25. 0,4 0,25. 0,5*’ | 0,04. 0,0075* 2 0,03. 0,0065″ 3 | 0,02. 0,055 |
| МеМЗ-245 | 0,21. 0,55 0,9. 1,5» | 0,045. 0,077* 2 0,025. 0,057* 3 | — |
| ВАЗ-2105, -2106 | 0,03. 0,45* 2 0,25. 0,4* 3 | 0,045. 0,077* 2 0,25. 0,057* 3 | 0,020. 0,0052 |
| УЗАМ-331, -412 | 0,35. 0,45 | 0,06. 0,87′ 2 | 0,041. 0,068 |
| ЗМЗ-402 | 0,3. 0,5 0,3.. .0,7» | 0,05. 0,082 | 0,135. 0,335 |
1 Маслосъёмное кольцо
2 Верхнее компрессионное кольцо.
3 Нижнее компрессионное кольцо.
После подбора колец они устанавливаются в канавки поршня с помощью специального приспособления, а поршень с кольцами в цилиндр — с помощью специальной оправки (см. рис.) или ленточного устройства.

Рисунок. Приспособления для установки поршня с кольцами в цилиндр:
а — оправка (в форме стального конусного кольца); б — ленточное приспособление.
Поршневые кольца устанавливаются на поршень так, как показано на рис. 10, причем замки соседних поршневых колец не должны находиться на одной линии, а должны располагаться под углами 90° — 180°. Обычно при установке трех поршневых колец выдерживают одинаковые углы между их замками, равные 120°. Перед установкой поршневых колец на уже работавший в двигателе поршень, необходимо тщательно прочистить его канавки от нагара с использованием специального приспособления (см. рис.).

Рисунок. Очистка нагара в канавках поршней с помощью приспособления.
Перед установкой съемных гильз в блок цилиндров необходимо тщательно очистить посадочные поверхности гильз от отложений. Затем, установив предварительно гильзы с новыми уплотнительными медными кольцами в цилиндры и прижав их к блоку усилием 5. 7 кгс, проверить выступание верхнею торца гильзы над плоскостью блока цилиндров, которое должно быть у двигателей УЗАМ-ЗЗ1 и 412 в пределах 0,01. 0,08 мм. При необходимости выступание гильз регулируют подбором толщины уплотнительных колец. Перед окончательной установкой уплотнительную прокладку, опорный торец и установочный пояс гильзы следует покрыть тонким слоем нитроэмали для обеспечения герметичности посадки гильзы в блоке.
Детали резьбовых соединений, имеющие более двух ниток сорванной резьбы, заменяют на новые, остальные детали прогоняют соответствующими метчиками и плашками. Все устанавливаемые на двигатель при сборке детали, особенно используемые повторно, должны быть тщательно очищены, промыты, а их рабочие поверхности смазаны моторным маслом. Затяжку ответственных резьбовых соединений при сборке необходимо производить с требуемым моментом.
Общая сборка двигателя производится в обратном порядке.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.







