Комплектование деталей при ремонте двигателя
Комплектование узлов и агрегатов автомобиля производится в комплектовочном отделении, в которое поступают годные, отремонтированные и запасные детали. Процесс комплектования заключается в подборе к базовой детали узла или агрегата всех других деталей этого узла или агрегата по размерам, а иногда и по весу. Ниже рассмотрен пример подбора деталей при комплектовании двигателя.
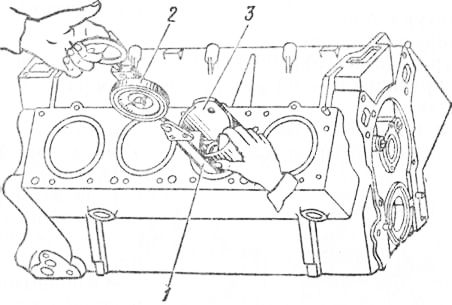
Рис. 188. Измерение зазора между поршнем и цилиндром:
1 — лента-щуп, 2 — динамометр, 3 — поршень
Рекламные предложения на основе ваших интересов:
Базовой деталью двигателя является блок цилиндров и в первую очередь по размерам цилиндров подбираются поршни.
Поршни изготовляются номинального и ремонтного размеров. В зависимости от диаметра гильзы цилиндра подбирают поршень соответствующего размера.
Поршни подбирают без смазки при температуре деталей 10—30 °С. Перед подбором гильзы и поршни промывают и тщательно протирают. Подбор проверяют протягиванием ленты-щупа между гильзой и поршнем в плоскости, перпендикулярной оси поршневого пальца.
При измерении зазора ленту-щуп (рис. 188) вставляют в гильзу, после этого вводят поршень днищем вниз. При измерении зазора между поршнем и гильзой двигателя 3M3-53 лента-щуп должна иметь толщину 0,05 мм, ширину 13 мм и длину не менее 200 мм, а для двигателя ЗИЛ-130 толщина ленты-щупа должна быть 0,08 мм.
Усилие протягивания ленты-щупа для двигателей 3M3-53 и ЗИЛ-130 составляет 34,3—44,1 н [3,5—4,5 /сГ]. Подобранный поршень без колец должен опускаться вниз под действием собственного веса.
Поршни подбирают по гильзам, не выпрессовывая их из блока, или по гильзам, выпрессованным из блока.
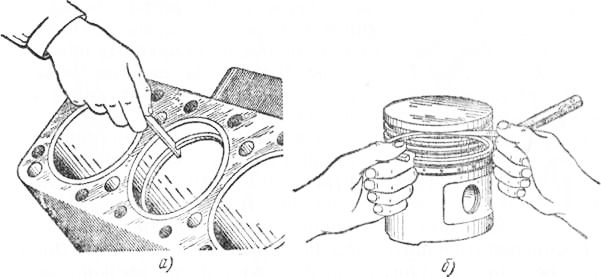
Рис. 189. Подбор поршневых колеи:
а — измерение зазора в стыке кольца, б — измерение зазора о канавке поршня
Поршни подбирают также и по весу. В двигателях 3M3-53 например, поршни, комплектуемые для одного двигателя, не должны отличаться по весу более чем на 0,1 н [на 10 Г].
После подбора на днищах поршней ставят клейма, соответствующие порядковым номерам цилиндров. Затем к поршням подбирают поршневые пальцы. Поршневой палец должен свободно входить в отверстия бобышек поршня, предварительно нагретого до 70 °С.
Компрессионные и маслосъемные поршневые кольца подбирают того же ремонтного размера, что и цилиндры. При подборе поршневые кольца проверяются по зазору в стыке и по зазору в канавках поршней.
Зазор в стыке поршневого кольца, вставленного в цилиндр, измеряют щупом (рис. 189, а), зазор должен быть 0,3—0,5 мм. Подгонка поршневого кольца по зазору в стыке производится опиливанием личным напильником стыковых поверхностей. Плоскости стыка колец после опиливания должны быть параллельны.
Зазор в канавке поршня по высоте измеряют щупом (рис. 189, б), он не должен превышать 0,05—0,08 мм для верхнего компрессионного и 0,04—0,07 мм для остальных колец. При двигая при помощи воротка (рис. 191) вал вперед и назад направлении продольной оси двигателя, щупом замеряют зазор который должен составлять 0,075—0,245 мм у первого коренног подшипника.
Установка поршней с шатунами в цилиндры бло к а. Для установки поршней с шатунами поворачивают блок двигателя, установив его на стенде вертикально, передней частью вверх. При установке шатуна в сборе с поршнем на шатунные болты надевают специальные латунные или медные колпачки, предохраняющие зеркало цилиндров от повреждений. При установке компрессионных колец стыки их по окружности поршня располагают на 120° при разборном маслосъемном кольце, при установке чугунного маслосъемного кольца стыки располагают на 90°.
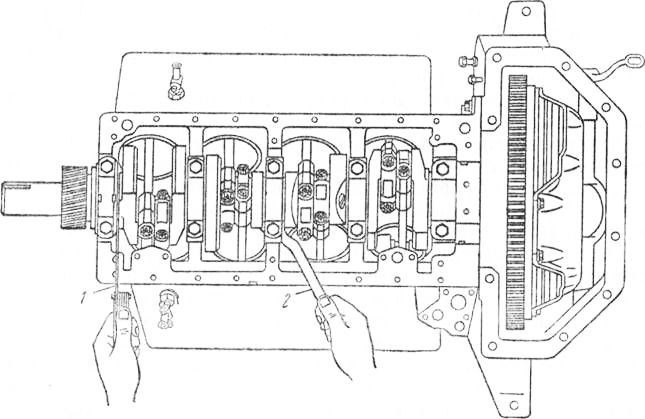
Рис. 191. Проверка осевого зазора коленчатого вала:
1 — щуп, 2 — вороток
Поршень с шатуном вставляют в цилиндр при положении, когда метка на днище поршня направлена вперед. Ленточным приспособлением сжимают поршневые кольца и продвигают поршень по цилиндру при помощи деревянной оправки, доведя подшипник шатуна до шейки коленчатого вала. Сняв предохранительные колпачки с шатунных болтов, ставят на место и закрепляют нижнюю крышку шатуна. В такой же последовательности устанавливают поршни в остальные цилиндры. Суммарный зазор 0,12—0,38 мм между торцами шатунных подшипников и щекой коленчатого вала проверяют при помощи щупа и воротка (рис. 192).
Момент затяжки гаек шатунных болтов составляет 7,0— 8,0 кГм. Затяжку коренных и шатунных подшипников проверяют прокручиванием коленчатого вала. Момент прокручивания вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 10 кГм. Закончив проверку затяжки шатунных подшипников, гайки шатунных болтов зашплинтовывают.
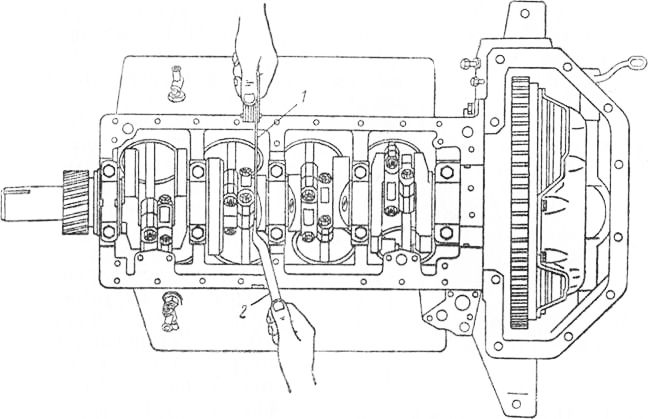
Рис. 192. Проверка осевого зазора в шатунных подшипниках:
1 — щуп, 2 — вороток
Установка распределительного вала в сборе с шестерней и фланцем. Блок двигателя поворачивают разъемной плоскостью картера вверх и устанавливают в блок распределительный вал с шестерней и фланцем в сборе, предварительно убедившись в совпадении масляных каналов и смазав шейки вала и кулачки маслом, применяемым для двигателя.
При установке распределительного вала в блок зуб, отмеченный точкой на шестерне коленчатого вала, должен войти во впадину шестерни распределительного вала, отмеченную точкой на этой шестерне.
Проверяют зазор 0,04—0,05 мм между зубьями распределительных шестерен при помощи щупа (рис. 193). Щуп толщиной 0,05 мм не должен проходить, зазор проверяют в трех точках по окружности шестерни под углом 120°.
Проверив зазор, закрепляют фланец распределительного вала болтами, момент затяжки которых должен быть 2,0—3,0 кГм. После затяжки болтов проверяют осевой зазор между торцом шейки вала и упорным фланцем, который должен составлять 0,08—0,208 мм. Затем надевают на конец коленчатого вала маслоотражатель, устанавливают и закрепляют крышку распределительных шестерен в сборе с сальником и прокладкой болтами.
Под болты с правой стороны ставят сбоку реактивной тяги подвески двигателя. Момент затяжки болтов должен быть 2,0— 3,0 кГм.
Устанавливают и закрепляют на крышке распределительных шестерен центробежный датчик ограничителя числа оборотов коленчатого вала двигателя, предварительно установив под два болта крепления датчика на крышке зубчатый указатель для установки поршня в в. м. т.
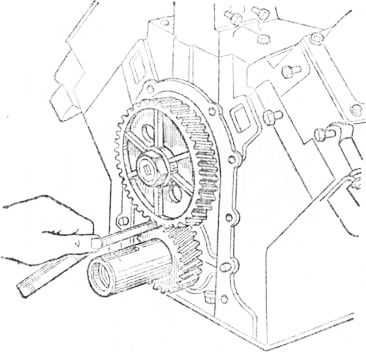
Рис. 193. Проверка зазора в зацеплении зубьев распределительных шестерен
Напрессовывают при помощи оправки шкив коленчатого вала, ввертывают и закрепляют храповик, застопорив его замочной шайбой.
Установка масляного картера. Предварительно устанавливают и закрепляют болтами перегородку и маслоприемник в сборе. Установив прокладку, закрепляют болтами масляный картер. Болты крепить следует так, чтобы их: затяжка производилась последовательно от середины к краям.
Установка крышки картера и вилки выключения сцепления. Установив в картер вилку выключения сцепления, болтами закрепляют фланец вилки. После установки крышки картера сцепления и щитка картера закрепляют их болтами. Поворачивают двигатель на стенде, установив его сцепления вверх цилиндрами.
Установка головок цилиндров. Предварительно собирают головку цилиндров, для чего устанавливают ее на верстак и вставляют клапаны. На выпускные клапаны устанавливают механизмы вращения, для впускных клапанов надевают опорные шайбы на пружины, устанавливают пружины клапана, надевают резиновые манжеты на впускные клапаны, устанавливают на пружины тарелки, затем, сжимая пружины съемником, устанавливают сухарики клапана и тем самым закрепляют клапан с пружинами на головке.
Прокладку головки блока кладут на плоскость разъема блока и устанавливают головку на фиксаторы блока. Затем устанавливают толкатели в гнезда блока, штанги толкателей, направив их верхние концы в проемы головок.
После этого устанавливают оси в сборе с коромыслами на головке цилиндров, соединив концы штанг толкателей с коромыслами. Вставляют болты с плоскими шайбами в отверстия стоек осей коромысел и предварительно затягивают их. Затем вставляют остальные болты с плоскими шайбами и, подсоединив щитки свечей и сточные желобки, закрепляют головку блока. Момент затяжки болтов 7—9 кГ‘М. Указанные операции повторяют при установке второй головки цилиндров.
Установка впускного газопровода. С внутренней стороны газопровода закрепляют маслоуловитель. Ввертывают в гнездо газопровода с наружной стороны корпус в сборе с клапаном вентиляции картера, ввертывают штуцер в отводящий канал газопровода, устанавливают на штуцере трубку отвода картер-ных газов. Ввертывают в гнездо корпуса термодатчик. Затем положив уплотнительные прокладки, устанавливают и закрепляют впускной газопровод. Момент затяжки гаек составляет 2,0— 3,0 кГ-м.
Установка выпускного газопровода. Устанавливают выпускной газопровод с прокладкой и закрепляют его на шпильках гайками с плоскими шайбами. Момент затяжки гаек 4,0—6,0 кГ-м. Одновременно с установкой левого выпускного газопровода укрепляют щиток картера, а в проем между головкой цилиндров и газопроводом устанавливают направляющую трубу масляного измерителя (щупа), которую закрепляют прижимной гайкой на штуцере, ввернутом в блок.
После сборки двигателя устанавливают механизмы, крепящиеся к двигателю: масляные фильтры, масляный насос, патрубок с термостатом, водяной насос с вентилятором, топливный насос, карбюратор, воздушный фильтр, фильтр очистки масла насоса гидроусилителя, рулевой механизм, компрессор, генератор, стартер, прерыватель-распределитель и его привод, свечи зажигания и провода высокого напряжения.
После сборки основные агрегаты автомобилей подвергают обкатке и испытанию. Обкатка агрегатов производится с целью приработки деталей, а испытание — с целью проверки качества сборки. Двигатели, например, подвергаются холодной обкатке без нагрузки и горячей обкатке без нагрузки и под нагрузкой, а также испытанию под нагрузкой. Обкатывают и испытывают двигатели на стендах. Нагрузка при горячей обкатке и испытании двигателей создается гидравлическими или электрическими тормозными установками. Кроме двигателя, обкатке и испытанию после ремонта подвергаются коробки передач и задние мосты.
Комплектование деталей узлов двигателя




![]()
![]()
Работоспособность отремонтированного двигателя зависит в значительной степени от правильного укомплектования деталей для важнейших его узлов — кривошипно-шатунного и распределительного механизмов.
Поршни комплектуют по весу и по зазору между поршнем и цилиндром блока. Допуск на отклонение веса поршня по чертежу обычно значительно превышает допуск на отклонение веса отдельных поршней в комплекте для одного двигателя. Например, для двигателей ЗИЛ допуск на отклонение веса одного поршня составляет 56 г, а в комплекте для одного двигателя — не более 8 г. Поэтому необходимо рассортировать все поршни на несколько весовых групп. В рассмотренном примере допуск на отклонение веса в 56 г разбит на семь весовых групп через каждые 8 г. В комплект одного двигателя должны входить поршни одной группы. В отдельных случаях подобрать поршни по весу из имеющейся партии не удается. Тогда после подбора комплекта поршней по цилиндрам прибегают к подгонке их веса, для чего у более тяжелых поршней удаляют часть металла с нижних приливов у бобышек, предусмотренных специально для этой цели. Лишний металл удаляют симметрично, с обоих приливов. Эту операцию выполняют фрезой на вертикально-фрезерном или сверлильном станке, а также с помощью электродрели. Существуют также приспособления для определения веса поршней, снабженные небольшими фрезами, позволяющими снимать излишек металла не снимая поршень с приспособления.
Подбор поршней по цилиндрам выполняют селективным способом.
Отнесение поршней к той или иной размерной группе производится по наибольшему фактическому размеру.
Отнесение цилиндров к той или иной размерной группе производится по наименьшему фактическому размеру.
Подобным же образом делят допуски на размерные группы для ремонтных размеров.
Цилиндры одного блока двигателя иногда бывают различных размерных групп. Поэтому и подбираемые по цилиндрам поршни должны быть тех же групп. Подобранные поршни проверяют на свободу их перемещения вдоль цилиндра. Для этого в цилиндр вставляется щуп, представляющий собой стальную ленту строго определенных размеров. Толщина ее для различных марок двигателей различна и находится в пределах 0,06—0,15 мм. После этого в цилиндр вводят поршень днищем вниз и вытягивают щуп. Усилие, необходимое для перемещения щупа, измеряют пружинным динамометром. Величина усилия должна находиться в определенных пределах, различных для разных типов двигателей (обычно от 2 до 5 кГ). Если поршни имеют юбку с разрезом, щуп помещают со стороны, противоположной разрезу.
С целью уменьшения трудоемкости подбора поршни должны быть рассортированы и расставлены на стеллажах по размерным и весовым группам. Кроме того, подбор поршней по весу и по размерам следует производить по возможности параллельно к нескольким блокам с одинаковыми ремонтными или нормальными размерами цилиндров.
Рассмотрим подбор поршневых пальцев к поршням. Сопряжение поршневых пальцев с поршнями из алюминиевого сплава выполняется по неподвижной посадке, с натягом. Детали этого сопряжения по размерам также разделяются на несколько групп. Количество размерных групп устанавливается в зависимости от величины общих допусков на размер пальца и отверстия бобышки поршня с тем, чтобы допуски на размеры деталей в пределах каждой группы не превышали 0,002—0,003 мм. Например, в двигателях ГАЗ и ЗИЛ эта величина равна 0,0025 мм при общем допуске на размер поршневого пальца 0,01 мм. В этом случае при комплектовании деталей одинаковой размерной группы будет обеспечена требуемая посадка для данного сопряжения без подбора.
Общие поля допусков размеров пальца и отверстия в бобышке поршня разбиты на четыре интервала.
Сопряженные детали рассортированы на четыре размерные группы — А, Б, В и Г.Любые две детали одинаковой размерной группы обеспечивают в сопряжении требуемый натяг в пределах 0,0025—0,0075 мм.

Подбор поршневых колец — компрессионных и маслосъемных — осуществляется по зазору в замке и по высоте канавки поршня.
Иногда поршневые кольца не могут быть подобраны без подгонки. Подгонку колец (как и других деталей) целесообразно выполнять в процессе комплектования, учитывая, что на участке комплектования всегда имеется значительное количество деталей разных размеров, что, как правило, позволяет свести подгонку к минимуму. Подгонка требуемого зазора в замке поршневого кольца заключается в опиливании напильником стыковых поверхностей и периодическом контроле щупом зазора в замке. Для удобства контроль зазора нужно выполнять не по цилиндру, а по калибру.
При установке стальных поршневых колец отпадает необходимость подбора колец по высоте канавки. Но вместе с тем появляется потребность в обязательном контроле прилегания колец к зеркалу цилиндра на просвет (просвет по окружности не допускается). Для удобства выполнения этой операции применяют набор калибров, представляющих собой невысокие гильзы, имеющие внутренние диаметры, соответствующие размерам цилиндров. Эти калибры устанавливают в прибор для контроля прилегания колец на просвет.
Величина зазора между поршневым пальцем и втулкой шатуна находится и пределах 0,004—0,08 мм для разных марок двигателей. Замер этого зазора представляет известные трудности. Поршневой палец должен плавно входить в отверстие втулки под давлением большого пальца руки. Детали перед этим нужно тщательно протереть, а температура их должна быть одинаковой. Представляется целесообразным применять для этого сопряжения селективный подбор. В двигателях ЗИЛ пальцы и отверстия втулки верхней головки шатуна делят на шесть размерных групп с допуском 0,0025 мм и маркируют красками различных цветов.
Комплектование вкладышей коренных и шатунных подшипников по шейкам коленчатого вала производят в соответствии с ремонтными размерами последних.
При комплектовании шатунов кроме диаметра отверстия втулки верхней головки следует учитывать еще вес нижней головки и межосевое расстояние. Вес нижней головки определяется на специальных весах. Допустимые отклонения ее веса в комплекте шатунов, идущих на один двигатель, составляют от 15 до 50 г. При отсутствии специальных весов, позволяющих, производить подбор шатунов по весу нижних головок, шатуны могут быть подобраны по их полному весу; при этом разница в весе шатунов, комплектуемых для одного двигателя, должна быть та же, что и для нижней головки шатуна.
Необходимо учитывать расстояние между осями верхней и нижней головок шатуна, поскольку у части восстановленных шатунов это расстояние оказывается уменьшенным. Вместе с тем радиус кривошипа коленчатого вала после каждого перешлифования шатунных шеек изменяется в другую сторону — увеличивается на 0,1—0,2 мм, компенсируя укорочение шатунов.
Увеличение радиуса кривошипа коленчатого вала объясняется следующими обстоятельствами. В результате преобладающего действия инерционных сил шатунные шейки изнашиваются больше со стороны оси коленчатого вала. С целью снятия наименьшего припуска при перешлифовании шатунных шеек их ось смещают в направлении от оси коленчатого вала. Это снижает трудоемкость операции перешлифования, а также повышает общий срок службы коленчатого вала.
Практически отклонение этих двух размеров — длины шатунов и радиусов кривошипов — неодинаково. В результате этого получается большая неравномерность степени сжатия в отдельных цилиндрах, чем в новом двигателе (вследствие неодинакового положения отдельных поршней в верхней мертвой точке). Это приводит к неравномерной работе двигателя. Для устранения данного явления все шатуны по межосевому расстоянию делят на несколько размерных групп, с тем чтобы на двигатель устанавливались шатуны одной группы. Кроме того, желательно шатуны, имеющие меньшее межосевое расстояние, комплектовать с валами, шейки которых неоднократно подвергались перешлифованию, т. е. имеют более высокие номера ремонтных размеров.
Рекомендуется также применять селективный подбор таких сопряжений, как клапан — направляющая втулка, толкатель-отверстие в направляющих (или в блоке), корпус масляного насоса — шестерни масляного насоса (по высоте), ось шестерни масляного насоса — отверстие корпуса масляного насоса.
Шестерни распределительного механизма подбирают по величине бокового зазора между зубьями. Измерять зазор можно несколькими способами.







