УСТРОЙСТВО И РАБОТА СТАЦИОНАРНОЙ РАСКРОЙНОЙ МАШИНЫ.
-изучить устройство, работу, регулировки ‘стационарной раскройной
машины мод. РЛ-630-1;
-изучить средства защиты работающего на машине от травматизма и
устройство для заточки ножа;
-ознакомиться с характерными неисправностями в работе машины и
способами их устранения.
Общие сведения.
2.1.Раскройная стационарная машина мод, РЛ-630-1, выпускаемая
Орловским заводом «Легмаш», предназначена для оснащения швейных, трикотажных и других предприятий осуществляющих массовый раскрой текстильных материалов, а так же кожи, линолеума и других материалов.
2.2.Основные технические данные машины.
Рабочий вылет ленточного ножа, (мм.) 630± 4.
Скорость движения ножа, (м/с) 20±1
Размеры ножа, (мм) 15х0,4х4500
Высота раскраиваемого настила материалов, мм до 150.
Размеры раскройного стола, (мм) длина 1500 +54 ширина
300*1000+5. Диаметр направляющих шкивов, (мм)
2.3. Составные части машины показаны на рисунке 14: остов1, стол 2, шкивы 3, привод 4, ленточный нож 5, лентоулавливатели 6, механизм натяжения ножа 7, заточное устройство 8, блок педалей 9, микровыключатель 10, защитное устройство 11.Составные части машины показаны на рисунке.
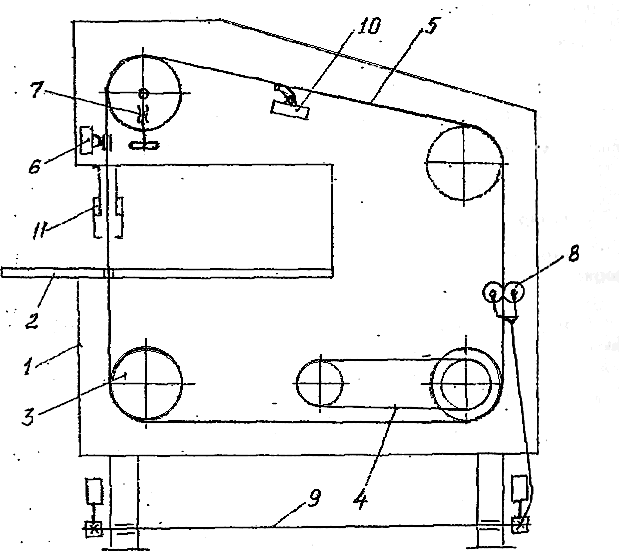
Рисунок 14 — Схема устройства стационарной раскройной машины РЛ-630-1
2.4. Привод 4 ножа осуществляется электродвигателем мощностью 1,1 кВт через кпиноременнуго передачу на ведущий шкив машины. Всего в машине четыре шкива 3, имеющие диаметр 300 мм и обрезиненную поверхность для лучшего сцепления ножа с поверхностью шкивов. Натяжение ножа осуществляется винтом механизма натяжения 7.
• 2.5. На машине установлено две пары лентоулавливателей 6, имеющих электромагнит и рычаги с тормозными колодками. Они позволяют осуществлять мгновенный останов машины при обрыве ножа.
2.6. Заточное устройство 8 имеет два подпружиненных абразивных круга, установленных на осях под углом к плоскости ножа с возможностью регулировки силы прижимы к ножу и установки необходимого расстояния от его кромки до кругов.
2.7. Блок из двух педалей 9 соединен тросиком с заточным устройством 8.
2.8. Микровыклгочателъ 10 имеет подпружиненный рычаг, контактирующий с нижней плоскостью ножа. Сигнал от микровыключателя при обрыве ножа осуществляет включение магнитов лентоулавливателей 6.
2.9. Защитное устройство 11, в виде двух телескопических труб, регулируемых по высоте, установлено на верхней части ножа над раскройным столом.
2.10. Заточку ленточного ножа осуществляет раскройщица на ходу
машины путем нажатия левой или правой ногой на педаль блока 9. О качестве заточки ножа закройщица судит по усилию подачи раскраиваемого настила материалов на нож.
2.11. Натяжение ножа осуществляет на ощупь слесарь-ремонтник путем поворота маховика механизма 7. Сильное натяжение ножа повышает точность кроя, но при этом увеличивается возможность обрыва ножа в месте сварки стыка, особенно при сточенном ноже.
2.12. Установку по высоте защитного устройства 11 производит раскройщица при изменении высоты настила материалов. Необходимо знать, что защитное устройство, даже при правильной установке, не исключает полностью возможности травматизма рук раскроищицы, так как оно закрывает нож только над настилом материала.
2.13. Регулировку работы микровыключателя, лентоулавливателей и заточного устройства производит периодически слесарь-ремонтник.
2.14. Чистку поверхности шкивов и зоны под столом от пыли, коротких волокон и пуха осуществляет каждодневно в конце смены раскройщицы.
2.15. При работе раскройной машины РЛ-630-1 возможны следующие характерные неисправности и способы их устранения:
— обрыв ножа по стыку при некачественной сварке, устраняется заменой ножа;
— слабое натяжение ножа, устраняется регулировкой;
— некачественная заточка ножа (не тот угол заточки и ширина заточенной кромки), устраняется регулировкой заточного устройства или заменой абразивных кругов;
— затягивание ножом нижних слоев материала настила в направляющие стола, устраняется регулировкой зазора между ножом и направляющими.
Содержание отчета.
3.1. Общие сведения о раскройной машине, средствах защиты и регулировках.
3.2. Схема устройства раскройной машины.
3.3. Краткая характеристика современного аналога зарубежной раскройной
машины одной из фирм.
4. Контрольные вопросы.
1.Каково назначение стационарной раскройной машины?
2. Каковы технические данные машины?
3. Как устроена и работает машина?
4. Каковы средства защиты раскроищицы от травматизма?
5. Какие регулировки предусмотрены на машине?
6. Какие неисправности возможны при работе машины и способы их устранения?
7. Каковы основные отличия современных раскройных машин зарубежных фирм?
ЛАБОРАТОРНАЯ РАБОТА №7
УСТРОЙСТВО И РАБОТА ПОЛУАВТОМАТА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЯМЫХ ПЕТЕЛЬ.
— изучить устройство и работу, регулировки, заправку нитками петельного полуавтомата 72711-1 кл. фирмы «Минерва» (Венгрия);
— изучить устройство петель, изготавливаемых на полуавтомате 72711-1 кл. и др. полуавтоматах зарубежных фирм;
— изучить неисправности, возможые при работе петельных полуавтоматов и способы их устранения.
Общие сведения.
2.1. Петельный полуавтомат 72711-1 кл. предназначен для обмётывания прямых пуговичных петель строчкой двухниточного челночного зигзагообразного стежка на костюмных и постельных материалах.
2.2. Технические данные.
Длина прорезной петли 8-32мм.
Ширина обмётки кромки 1,2-1,5 мм при прорезке от 8 до 18 мм и до 2 мм при прорезке 17-32 мм. Ширина закрепки до 3 мм при прорезке до 18 мм и до 4 мм при прорезке до 32мм. Высота подъема прижимной рамки 8 мм. Частота вращения главного вала до 3200 мин. понижается при применении синтетических ниток до 2800 мин. Иглы № 80-90. Челнок специальный R 214.
2.3. Установка числа стежков на одну петлю производится путем замены
зубчатых колес на гитаре. За счет установки сменных колес можно получить от 88 до 306 стежков на одну петлю.
2.4. Регулировка длины ниток осуществляется по шкале на рычаге перемещения прижимной рамки.
2.5. Полуавтомат оснащен специальным электроприводом с двумя электромагнитными муфтами, управляемыми микропереключателями, установленными над кулачком главного вала. Это позволяет обеспечить необходимую частоту вращения главного вала и снижать её до 490 мин» в конце обметывания петли.
2.6. Полуавтомат оснащен прорубочными ножами шириной от 8 до 32 мм, челнок имеет специальный механизм для обеспечения пропуска игольной нитки.
2.7. Пуск полуавтомата осуществляется правой педалью, с помощью левой педали осуществляется обрезка обеих ниток и подъём прижимной рамки.
2.8. Длина обмётывания петли устанавливается бесступенчато по шкале на рычаге перемещения рамки. Для обмётывания петли применяются гладьевая или бисерная зигзагообразные строчки. Последняя образуется при сообщении игольной нитке большего натяжения, чем челночной. В результате переплетение ниток вытягивается на лицевую сторону и становится видимым.
2.9. Заправка игольной и челночной ниток аналогична применяемым на машине 1022 м кл.
2.10. Характерные технологические неисправности и способы их устранения в основном аналогичны неисправностям и способам, применяемым на швейных машинах 1022М и 97Акл. Дополнительной неисправностью является затупление иди поломка прорубного ножа, устраняется заменой и заточкой ножа.-
Содержание отчета.
3.1. Общие сведения об устройстве и работе петельного полуавтомата.
3.2. Разновидности петель, изготавливаемых на полуавтомате 72711-1 кл и современных полуавтоматах зарубежных фирм, краткая техническая характеристика одного из полуавтоматов.
3.3 Неисправности, возможные при работе петельных полуавтоматов и способы их устранения.
4. Контрольные вопросы.
1. Каковы отличительные особенности устройства и работы полуавтомата 72711-1 кл?
2. Какие технологические регулировки предусмотрены в полуавтомате?
3. Каковы параметры изготавливаемых петель?
4. Каковы виды и конструкции петель, изготовленных на изучаемом полуавтомате и на других полуавтоматах зарубежных фирм?
5. Какие технологические неисправности возможны при работе петельного полуавтомата и как их устранить?
1.Франц В.Я. Швейные машины. Иллюстрированное пособие. М:, Лёгкая и пищевая промышленность. 1986.
2. Исаев В.В. Оборудование швейных предприятий:, МЛ 989
3. Рейбарх Л.Б. Швейные машины. -М/. 1989
4. Паспорта швейных машин: 1022 М, 97 А, 426, 51 и 51 А, 852×5, 72711- 1 классов, РЛ-630-1 и раскройной машины.
5. Каталоги зарубежных фирм «Джуки» Япония, «Типикал» Китай,
«Пфафф» Германия 2010-2012 годов.
Ленточные раскройные машины
Автор работы: Пользователь скрыл имя, 08 Марта 2014 в 16:30, контрольная работа
Краткое описание
В швейной промышленности используется несколько типов стационарных ленточных машин: трехшкивная ленточная машина РЛ-2 и четырехшкивные машины РЛ-3, РЛ-4 и РЛ-5. Эти машины служат для вырезания деталей из частей настила, предварительно разрезанного передвижными раскройными машинами. Двухшкивная раскройная машина имеет по сравнению с трехшкивной небольшой вылет. Двухшкивная раскройно-ленточная машина ЗЛ-ШВ-1 в настоящее время заводами не выпускается, т.к. из-за большой массы (1200 кг) ее необходимо устанавливать на специальном фундаменте. Однако эти машины еще в большом количестве используются в промышленности.
Прикрепленные файлы: 1 файл
КОНТРОЛЬНАЯ ПО ОБОРУДОВАНИЮ.docx
- Ленточные раскройные машины.
В швейной промышленности используется несколько типов стационарных ленточных машин: трехшкивная ленточная машина РЛ-2 и четырехшкивные машины РЛ-3, РЛ-4 и РЛ-5. Эти машины служат для вырезания деталей из частей настила, предварительно разрезанного передвижными раскройными машинами. Двухшкивная раскройная машина имеет по сравнению с трехшкивной небольшой вылет. Двухшкивная раскройно-ленточная машина ЗЛ-ШВ-1 в настоящее время заводами не выпускается, т.к. из-за большой массы (1200 кг) ее необходимо устанавливать на специальном фундаменте. Однако эти машины еще в большом количестве используются в промышленности.
Трехшкивная машина РЛ-2
Трехшкивная стационарная машина РЛ-2 (рис.1) выпускается Орловским машиностроительным
Рисунок 1- трехшкивная ленточная машина РЛ — 2
заводом им. Медведева. По сравнению с двухшкивной стационарной стационарной машиной ЗЛ-ШВ-1 эта машина имеет меньшую массу (600 кг) и больший вылет. Рабочим органом является замкнутая стальная лента 1 с углом заточки 15-20®. Материал ленты – сталь марки У8А холоднокатаная, инструментальная, термически обработанная (ГОСТ 1543 — 42). Концы ленты сваривают либо паяют твердой пайкой.
Машина состоит из станины, отлитой из серого чугуна, на которой смонтированы привод, натяжное устройство, механизм заточки ленточного ножа, лентоулавливатели, тормозной механизм и ряд других приспособлений, которые облегчают труд работающего и способствуют улучшению качества рассекания настила ткани. Ведущий шкив 26 получает вращение через ременную передачу17 от электродвигателя 16 типа АО-32-4 мощностью 1 кВт. Частота вращения вала электродвигателя 1410 об/мин.
Верхний шкив 36 установлен в подшипниках в верхней части станины на одной вертикальной прямой с ведущим шкивом 26. Положение верхнего шкива 36 может изменятся относительно вращения нижнего ведущего шкива , что необходимо для предотвращения сбегания ленточного ножа.
Боковой шкив 2 установлен в подшипниках на оси 3 рычага 4. Рычаг 4 с помощью оси 5 соединен с кронштейном станины машины. Нижняя часть рычага шарнирно соединена с подвесным кронштейном 10. В отверстие кронштейна встав лена втулка 9 с пружиной натяжения 6. Один конец пружины 6 упирается в кронштейн 10, а второй — в кольцо, которые регулируют силу сжатия пружины. Пружина отжимает гайку 7 вправо, обеспечивая постоянное натяжение ленточного ножа. Для натяжения ленточного ножа втулка 9 с помощью рукоятки 8 навертывается на винт 11, перемещаясь вдоль его оси. При перемещении втулки 9 влево верхняя часть рычага со шкивом 2, перемещаемая вправо, обеспечивает натяжение ленточного ножа 1.
Наибольшее перемещение среднего натяжного шкива по хорде составляет 120 мм. Такое перемещение обеспечивает возможность снятия и надевания ленточного ножа, а также использования лент, различающихся одна от другой по длине на 200 мм.
Для обеспечения безопасности работающего на машине установлено тормозное устройство и электромагнитные ленто улавливатели. Тормозное устройство обеспечивает торможение шкивов, отключение электродвигателя и торможение его вала при обрыве ленточного ножа. Лентоулавливатели при обрыве ленты мгновенно зажимают ленту, не допуская выскакивания ее из машины в зону работающего.
Тормозное устройство состоит из колодочных тормозов, которые при обрыве ленточного ножа включаются электромагнитами. Тормозные устройства установлены для каждого шкива отдельно. Каждый тормоз состоит из двух тормозных колодок 24, расположенных на осях 23, тормозного кулачка 25, электромагнита 18 и системы рычагов. При обрыве ленточный нож касается шины 19, изолированной от станины и находящейся под током низкого напряжения. В этот момент происходит замыкание цепи, питающей катушку электромагнита. Сердечник электромагнита посредством системы рычагов поворачивает кулачок 25. Кулачок в свою очередь прижимает тормозные колодки 24 к тормозному кольцу, закрепленному на шкиве 26 машины. В это время электродвигатель автоматически отключается от электросети.
Приспособление для заточки ленточного ножа работает от педали 20. При нажатии на педаль с помощью рычагов 21 и 22 и кулачка 27 шлифовальные круги 29 под действием пружины 28 будут сходиться, прижимаясь к движущемуся ленточному ножу, затачивая его переднюю кромку.
Ленточный нож движется со скоростью 20 м/с. При этом ведущий шкив вращается с частотой 765 об/мин:
В процессе работы машины под рабочим столом собирается большое количество пыли, которая может легко воспламениться. Поэтому шлифовальные круги должны быть хорошо закрыты кожухом. Внутри кожуха прикрепляют прокладку из асбеста для гашения искры. Раскройные машины РЛ-4 снабжены пылеотсасывающими установками.
Все колеса по ободу покрыты твердой резиной. Это создает устойчивое положение ленты на колесах в процессе работы. Чтобы лента сохраняла вертикальное положение, справа и слева от нее установлены специальные направляющие ролики 31 и на правители 35. Сзади ленты установлены упорные ролики 30. Положение роликов 31 относительно ленточного ножа может быть изменено поворотом эксцентричного пальца 32, на котором закреплены эти ролики.
Для предохранения рук от пореза ножом установлены скобы 33 и 34, прикрывающие ленту выше настила. Скоба 33 конструктивно связана с электромагнитом. При обрыве ленты происходит замыкание цепи электромагнита, а скоба 33 выводит своей вилкой ленточный нож из зоны работающего.
Для сбрасывания обрезков ткани в специальный ящик на поверхности стола машины установлена щетка 15, которая приводится в движение от рукоятки 12 через трос 14 и блоки 13.
Быстро движущаяся острая лента представляет большую опасность для работающего, поэтому все вращающиеся части машины и ленточный нож защищены ограждением. Для регулирования механизмов и замены ленточного ножа предусмотрены откидные щитки.
Четырехшкивная машина РЛ-3
Орловский машиностроительный завод им. Медведева выпускает стационарную четырехшкивную ленточную машину РЛ-3 в двух вариантах: с вариатором, позволяющим регулировать скорость движения ленточного ножа, и без вариатора (с постоянной скоростью движущегося ножа). Проект машины разработан Всесоюзным научно-исследовательским институтом легкого машиностроения (ВНИИлегмаш). Машина применяется для окончательного выкраивания деталей швейных изделий из ткани и трикотажа, содержащих все виды волокон, в том числе и синтетические.
Рисунок 2 – Кинематическая схема ленточной машины РЛ — 3
Машина снабжена целым рядом приспособлений, облегчающих труд работающего и способствующих получению высокого качества кроя. К таким приспособлениям относятся: лентоулавливатель, предохранитель от пореза рук, заточное устройство, приспособление для регулирования натяжения ленты и приспособление для смазки ножа.
Особенностью машины РЛ-3 является наличие вариатора, позволяющего регулировать скорость движения ленточного ножа в зависимости от свойств раскраиваемой ткани. Бесконечный ленточный нож 22 (рис. 2), являющийся режущим инструментом, натянут на четырех лентонаправляющих шкивах 17, 1, 29 и 23, оси которых расположены в шарикоподшипниках. Шкив 29 является ведущим.
Верхний шкив 17 с целью натяжения ленты может менять положение, перемещаясь вверх или вниз в результате поворота маховика 6 с винтом 9. Ось шкива 17 для этого установлена в направляющих подвижной каретки 16. Маховик 6 жестко закреплен на конце винта 9, ввернутого в гайку 14. На винт надета спиральная пружина 15. Увеличение или уменьшение натяжения ножа создается поворотом маховика через винт 9, гайку 14 и пружину 15. Величина усилия натяжения ножа определяется величиной деформации пружины 15 и отмечается на шкале 21 стрелкой, жестко связанной с гайкой 14. Механизм натяжения снабжен специальным устройством, позволяющим снижать усилие натяжения ножа в неработающей машине до 17 кг, благодаря чему значительно повышается долговечность ножа. Для этого на оси винта 9 установлены два цилиндрических торцевых кулачка11продольного перемещения. Нижний кулачок неподвижно закреплен на кронштейне 10, а верхний, имеющий лыску 37 на боковой поверхности, через втулку связан с рукояткой 8. Шайба 12, неподвижно закрепленная с вин том 9, имеет на боковой поверхности паз 40.
При повороте рукоятки 8 в сторону работающего (положение I) лыска 37 верхнего кулачка 11 располагается перед подпружиненным фиксатором 39. При этом сила сжатия пружины 15 уменьшается, усилие натяжения ленточного ножа 22 снижается, а зуб фиксатора 39, попадая в паз шайбы 12, не дает возможности повернуть маховик 6 для натяжения ножа. Цилиндрическая часть боковой поверхности кулачка 11, упираясь в кнопку микропереключателя 38, размыкает цепь управления электродвигателем. Поворотом рукоятки в сторону от работающего (положение II) микропереключатель 38 замыкает цепь управления электродвигателя. Зуб фиксатора 39 в это время выйдет из паза 40 шайбы 12, не препятствуя изменению натяжения ленточного ножа.
На случай обрыва ленты в машине предусмотрено лентоулавливающее устройство. Для этой цели сверху обода шкива 17 к кронштейну 19 прикреплена лентоулавливающая колодка. Кронштейн может перемещаться в вертикальном направлении по направляющей колонке при вращении маховика 7 с винтом 20. Между ободом шкива 17 и лентоулавливающей колодкой должен быть зазор не более 2—3 мм. К нижней части кронштейна 19 прикреплен микропереключатель 18.
При обрыве ленточного ножа 22 шкив 17 вместе с кареткой 16 под действием пружины 15 мгновенно поднимается вверх и, упираясь в лентоулавливающую колодку, обеспечивает зажим ленты между колодкой и ободом шкива 17. В это время прилив колодки действует на кнопку микропереключателя 18 и отключает цепь управления электродвигателем. Для обеспечения устойчивого положения ленточного ножа 22 в процессе раскраивания настила в зоне резания на рабочей ветви ножа машина имеет блок роликовых направителей.
Блок состоит из двух боковых направляющих 3 и двух упорных роликов 4 и 2. Направляющие ролики 3 закреплены на шпинделе 5 и располагаются над рабочим столом. Ролики легко вращаются на своих осях. Между поверхностями ножа и роликов должен быть зазор не более 1,5 мм, что достигается определенной установкой роликов относительно ножа. Для прохождения ножа через стол в машине установлены сменные стальные пластинки, армированные твердым сплавом ВК6.
Для заточки ленты установлено специальное устройство. Оно смонтировано сбоку корпуса машины на нерабочей ветви ножа. Заточка ножа производится во время работы машины двумя абразивными кругами 27 и 26, свободно вращающимися на своих осях. Абразивные круги установлены под определенными углами к передней кромке ножа для обеспечения симметричной заточки при угле заточки ножа, равном 18—20°.
Управление заточным устройством производится рукояткой 41 через трос 42. Каретка 24 заточного устройства пружиной 25 постоянно притягивается в направлении к ножу, а подпружиненная рукоятка 41 в зафиксированном положении удерживает каретку в оттянутом состоянии.
При заточке ножа рукоятку 41 переводят в левое положение. Трос освобождает каретку, а она под действием пружины 25 приближает точильные круги к движущемуся ножу. Для предохранения рук рабочего от пореза в машине установлено ограждение, которое состоит из двух частей: нижней и верхней. Ограждение представляет собой открывающийся желоб коробчатой формы, оно располагается вдоль контура ножа. Желоб изготовляется из углового алюминиевого проката.
Рабочая ветвь ножа находится в трубке с продольной щелью для заправки ножа. На нижнем конце-шпинделя установлена предохранительная скоба с прозрачным щитком из органического стекла, предназначенная для защиты пальцев рук от пореза. Поворотом маховика 13 изменяется высота шпинделя 5 (защищенного прозрачным щитком) в соответствии с толщи- ной настила ткани.
Для раскроя тканей, содержащих синтетические волокна, машина снабжена приспособлением для смазки ножа. На кронштейне 10 (сзади шкива 17) установлен резервуар для масла. Смазочная жидкость из резервуара по хлорвиниловой трубке через кран, расположенный сзади предохранительной скобы, подается на войлочную прокладку, которая прилегает к ножу. Благодаря этому нож не перегревается и не оплавляет срезы ткани. В качестве смазочной жидкости рекомендуется смесь керосина и масла индустриального 20 в соотношении 2:3.
Ведущий шкив 29 получает движение от электродвигателя 46 через вариатор скоростей посредством клиноременной передачи. Вариатор состоит из двух конических шкивов 32 и 31, сжатых между собой пружиной 48 центрирующего стержня 47, широкого клинового ремня 30 и желобчатого цилиндрического шкива 51.
Скорость движения ленточного ножа изменяют с помощью маховика 33 через винтовые колеса 34, винт 35 и тягу 36 за счет изменения межцентрового расстояния между подвижной осью вала электродвигателя и неподвижной осью приводного шкива 29. Для этого электродвигатель 46 с вариатором закреплен на площадке, которая может поворачиваться вокруг оси 45. При повороте площадки 44 вокруг оси 45 влево от неподвижной оси приводного шкива конические шкивы 32 и 31 вариатора под действием клинового ремня 30 раздвигаются, при этом пружина 48 сжимается, диаметр шкивов вариатора уменьшается, скорость вращения ведущего шкива 29 и скорость движения ленточного ножа тоже уменьшаются. Сближение конусных шкивов производится сжатой пружиной. Скорость движения ножа определяется по шкале тахометра 43, соединенного с ведущим лентонаправляющим шкивом 29 посредством гибкого вала 28.
На ступице шкива 51 закреплен тормозной барабан 49, охватываемый колодочным электромагнитным тормозом.
Во время работы машины электромагнит 50 тормоза, включенный в цепь параллельно с электродвигателем, удерживает тормозные колодки в разжатом состоянии. При выключении электродвигателя 46 электромагнит тормоза отключается, а ко лодки под действием пружины прижимаются к тормозному барабану. Происходит торможение приводного шкива ленточного ножа.
Чистовое вырезание деталей швейных изделий из тканей с повышенной сопротивляемостью резанию, как например плащевых, прорезиненных, брезентовых, асбестовых и других, а также из тканей пальтовой, костюмной и платьевой групп, уложенных в настил, выполняется машинами РЛ-4.
Для вырезания мелких деталей швейных изделий детского ассортимента, головных уборов и других из тканей и трикотажа, содержащих все виды волокон (включая и синтетические), уложенных в настил, а также для уточнения деталей швейных изделий применяются машины РЛ-5.
Раскройные ленточные машины работают с большими ско¬ростями резания ткани, обеспечивающими сравнительно чистый разрез.







