- Капитальный ремонт электрических машин это
- Ремонт электродвигателей: текущий и капитальный
- Техническое обслуживание
- Техническое обслуживание предполагает выполнение следующих действий:
- Текущий ремонт электрооборудования
- Основные операции, которые выполняются при текущем ремонте:
- Капитальный ремонт
- Для осуществления этой цели, мастера выполняют следующие работы :
- Ремонт электрических машин
- Содержание материала
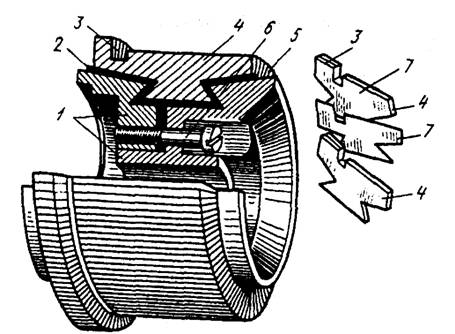
- Технология ремонта узлов и деталей электрических машин. Конструкция коллектора.
- Ремонт коллекторов.
- Ремонт контактных колец.
- Ремонт сердечников.
- Условия для безыскровой коммутации.
Капитальный ремонт электрических машин это
СОДЕРЖАНИЕ РЕМОНТОВ. РАЗБОРКА И ДЕФЕКТАЦИЯ ЭЛЕКТРИЧЕСКИХ МАШИН
В зависимости от массы и размеров, а также от характера ремонта электрические машины либо ремонтируются на месте, либо направляются на ремонтное предприятие. Взаимные обязательства заказчика и ремонтного предприятия регламентируются в технических условиях ремонта.
Приемка в ремонт производится по акту, в котором кроме паспортных данных машины и предполагаемого объема ремонта указываются технические требования, которым должна удовлетворять машина после осуществления ремонта: мощность, напряжение, частота вращения, энергетические показатели и др. В ремонт принимаются только комплектные электрические машины, имеющие все основные узлы и детали, включая старые обмотки. Все соединительные и установочные детали должны быть демонтированы заказчиком. Как правило, не ремонтируются машины с разбитыми корпусами и подшипниковыми щитами и со значительным (более 25 %) повреждением магнитопроводов.
§ 8.1. Содержание ремонтов электротехнических машин
Технические условия ремонта. Ремонт должен выполняться качественно, чтобы после него был обеспечен необходимый уровень эксплуатационной надежности, а технические показатели соответствовали стандартам и нормам. Отремонтированная машина снабжается всеми необходимыми деталями, включая при необходимости соединительные и установочные, камеры подшипников качения заполняются смазкой. Поверхности корпуса и подшипниковых щитов окрашиваются, концы валов покрываются консервационной смазкой.
После проведения послеремонтных испытаний ремонтное предприятие должно гарантировать безотказную работу машины в течение одного года при соблюдении условий транспортировки, хранения и эксплуатации.
Выходные концы обмоток маркируются в соответствии со стандартом, а к корпусу машины крепится новый щиток с указанием предприятия, проводившего ремонт, даты выпуска из ремонта и технических данных машины в соответствии со стандартами.
На ремонтных предприятиях существуют технологические карты ремонта электрических машин, составленные в виде таблиц, с перечислением номеров и содержанием всех технологических операций, технических условий и указаний по содержанию ремонта. Там же приводятся данные об оснастке и оборудовании, необходимом для ремонта, и нормы времени на проведение отдельных операций.
Текущий ремонт. Этот вид ремонта применяется для машин, находящихся в эксплуатации или резерве, в сроки, обусловленные графиком ППР. Текущий ремонт проводится на месте установки электрической машины с ее остановкой и отключением силами обслуживающего электротехнического персонала. Если для проведения текущего ремонта требуются специальные сложные приспособления и значительное время, то он проводится силами персонала электроремонтного или специализированного предприятия.
В процессе ремонта выполняются следующие работы: чистка наружных поверхностей машины; проверка состояния подшипников качения, их промывка и замена (в случае увеличенных радиальных зазоров); проверка работы смазочных колец и системы принудительной смазки в подшипниках скольжения; осмотр и чистка вентиляционных каналов, обмоток статора и ротора, коллекторов и контактных колеи; проверка состояния крепления лобовых частей обмоток и бандажей; устранение местных повреждений изоляции и выявленных при осмотре дефектов; сушка обмоток и покрытие их при необходимости покровными эмалями; шлифовка контактных колец и коллекторов (при необходимости их продораживание); проверка и регулировка щеточного механизма и систем защиты; сборка машины и проверка ее работы на холостом ходу и под нагрузкой; проведение приемо-сдаточных испытаний и сдача в эксплуатацию с соответствующей отметкой в технической документации.
Капитальный ремонт. Этот вид ремонта применяется для машин, находящихся в эксплуатации, в сроки, обусловленные графиком ППР или по результатам профилактических (послеосмотровых) испытаний. Капитальный ремонт проводится для восстановления работоспособности и полного восстановления ресурса электрической машины с восстановлением или заменой всех изношенных или поврежденных узлов и заменой обмоток. Ремонт машины нецелесообразен, если имеются значительные повреждения механических узлов, которые невозможно устранить силами ремонтного предприятия.
В процессе капитального ремонта, как правило, выполняются следующие работы:
текущий ремонт; проверка воздушного зазора между статором и ротором (если конструкция машины позволяет это осуществить); проверка осевого разбега ротора и зазоров между шейкой вала и вкладышем подшипника скольжения (при необходимости проводится перезаливка вкладыша);
полная разборка машины и мойка всех механических узлов и деталей; продувка и чистка коллектора, контактных колец, щеточного механизма и неповрежденных изоляционных деталей; де-фектация узлов и деталей;
ремонт корпуса, подшипниковых щитов, магнитопроводов (заварка трещин, восстановление резьбовых отверстий, восстановление посадочных мест в корпусе и щитах), удаление замыканий между отдельными листами сердечников статора и ротора, устранение распушения листов, восстановление прессовки, ремонт выгоревших участков с установлением протезов); ремонт вала (исправление торцовых отверстий, устранение прогиба, восстановление посадочных отверстий и шпоночных канавок);
извлечение старых обмоток; изготовление и укладка новых обмоток из круглого провода; ремонт или изготовление новых обмоток из прямоугольного провода и их укладка; сборка и пайка (сварка) электрических схем; пропитка и сушка обмоток; нанесение на лобовые части покровных эмалей;
сборка и отделка машины, проведение приемо-сдаточных испытаний.
При капитальном ремонте производят замену подшипников качения, выработавших свой ресурс (вне зависимости от их состояния). Вопрос применения подшипников, свой ресурс не выработавших, решается после их дефектации. При этом следует помнить, что ущерб от возможного отказа подшипника и связанного с этим отказа (остановки) двигателя существенно больше стоимости самого подшипника.
Обмотки из круглого провода и низковольтные обмотки из прямоугольного провода при ремонте, как правило, повторно не используются, поскольку извлечь такой провод без повреждения практически невозможно. После извлечения они передаются на переплавку. Высоковольтные обмотки из прямоугольного провода могут использоваться повторно после замены витковой и корпусной изоляции.
Ремонт электродвигателей: текущий и капитальный
В процессе работы электродвигатели неминуемо изнашиваются. Поэтому текущий ремонт следует производить примерно через 2500 часов после начала эксплуатации, а капитальный через 4000 часов. Данные работы могут выполняться на месте установки, в мастерских, на пунктах технического обслуживания и т.д. 
Техническое обслуживание
Своевременное проведение ТО поможет избежать многих проблем в будущем. Периодичность его проведения зависит от характеристик внешних условий и агрегатов с которыми электродвигатели работают.
Техническое обслуживание предполагает выполнение следующих действий:
- Очистка установки от пыли и грязи.
- Проверка держателей электродвигателя и его комплектующих.
- Проверка бездефектности заземления.
- Контроль перегрева.
- Замер сопротивления изоляции.
- Состояние узла электрической машины и контактных колец.
В среднем ТО выполняется 1 раз в 2 месяца. Для двигателей, установленных на машинах для дробления зерна, прессах и молотилках необходимо проводить техническое обслуживание еще чаще (1 раз в 1,5 месяца).
Текущий ремонт электрооборудования
Параметры выполнения текущего ремонта определяются исходя из ремонтируемого оборудования (частота работы, список операций, схема ремонта). Различается для электромеханических преобразователей и пускорегулирующий аппаратуры. Периодичность текущего ремонта определяет период проведения капитального, поэтому важно хранить информацию о дефектах установки, и выбранных методах их устранения.
План выполнения текущего ремонта определяется также состоянием агрегата, типом механизма, длительностью использования (рассчитывается в часах или сутках). Процесс технического контроля проводится при разборке устройства, особое внимание уделяется щеточно-коллекторному механизму (касается электродвигателей с постоянным током или асинхронным двигателем).
Основные операции, которые выполняются при текущем ремонте:
- Чистка фильтров и приборов для очистки воздуха, пайка радиатора (если требуется), удаление накипи.
- Удаление нагара ГБЦ (частичная разборка).
- Проверка работоспособности уплотнительных колец и поршневых дисков, в случае выхода из строя – замена.
- Проверка эффективности масляного фильтра.
- Регулирование зазоров клапана, подзарядка АКБ.
- Чистка баков и карбюраторов, диагностика всей системы подачи топлива.
- Подтяжка болтов, в случае полного износа вкладышей – установка новых.


Капитальный ремонт
Периодичность проведения данного вида работ не регламентируется. Она определяется владельцем электроустановки, на основании продолжительности эксплуатации и местных условий. Выполняется капитальный ремонт электродвигателей в электроремонтных цехах. Работа предусматривает полный разбор каждой машины и проведение испытаний.
Ключевым элементом при проведении капитального ремонта является ротор. Выполняется его балансировка и замена вала. В процессе работы, специалисты используют технологические карты, где указаны требуемые инструменты, порядок работ и т.д.
Главное назначение капитального ремонта – это восстановление заводских характеристик.
Для осуществления этой цели, мастера выполняют следующие работы :
- Испытание, калибровка, сборка двигателя после замены или ремонта.
- Сборка комплектующих, которые были заменены или отремонтированы.
- Отбраковка деталей после их тщательной проверки.
- Промывка, очистка, нагар разобранных деталей двигателя.
- Внешняя очистка установки.
- Ремонт узла составного вала.
- Смазка, продувка, прочистка маслопроводов.
- Замена электропроводов системы, если это необходимо (предварительная проверка).
- Ремонт выпускных и впускных трубопроводов.
Это далеко не полный перечень работ. Полная проверка работоспособности всех систем требует времени, специального оборудования и инструментов. Разбираются, проверяются (заменяются если это необходимо) и собираются масляные насосы, вентиляторы, водяные фильтры, цилиндры, форсунки, коллекторы, бензонасосы, карбюраторы и т.д.
После выполнения всего перечня работ, связанного со сбором двигателя, производится приработка движущихся запчастей (сначала в холодном состоянии, а затем обкатка в горячем). Если после проведения диагностики неисправностей не обнаружено, двигатель может быть установлен в электростанцию.
Пишите комментарии, дополнения к статье, может я что-то пропустил. Загляните на карту сайта , буду рад если вы найдете на моем сайте еще что-нибудь полезное.
Ремонт электрических машин
Содержание материала
При текущем ремонте электрических машин выполняют следующие работы:
проверку степени нагрева корпуса и подшипников, равномерности воздушного зазора между статором и ротором, отсутствия ненормальных шумов в работе электродвигателя;
чистку и обдувку электродвигателя без его разборки, подтяжку контактных соединений у клеммных щитков и присоединении проводов, зачистку колец и коллекторов, регулирование и крепление траверсы щеткодержателя, восстановление изоляции у выводных концов, смену электрощеток;
смену и долив масла в подшипники. При необходимости производят:
полную разборку электродвигателя с устранением повреждений отдельных мест обмотки без ее замены;
промывку узлов и деталей электродвигателя; замену неисправных пазовых клиньев и изоляционных втулок, мойку, пропитку и сушку обмотки электродвигателя, покрытие обмотки покрывным лаком, проверку крепления вентилятора и его ремонт, проточку шеек вала ротора и ремонт беличьей клетки (в для подшипников с принудительной смазкой (0,05 + 0,08) Дш, где Дш — диаметр шейки вала.
Допустимая разница воздушных зазоров электрических машин не должна превышать значений, указанных в заводских инструкциях, а если таких данных нет, то зазоры должны отличаться на величину не больше, чем указано ниже для машин: асинхронных — на 10 %; синхронных тихоходных — на 10 %; синхронных быстроходных — на 5 %; постоянного тока с петлевой обмоткой и зазором под главными полюсами более 3 мм — 5 %; постоянного тока с волновой обмоткой и зазором под главными полюсами более 3 мм — на 10 %; а также якорем и дополнительными полюсами — на 5 %.
Разбег — осевая игра вала машины в подшипниках скольжения в одну сторону от центрального положения ротора не должен превышать 0,5 мм для машин напряжением до 10 кВт, 0,75 мм — для машин 10—20 кВт, 1,0 мм — для машин 30—70 кВт, 1,5 мм — для машин 70—100 кВт. Суммарный двусторонний разбег вала не должен превышать 2—3 мм.
Зазоры в подшипниках качения
| Внутренний диаметр подшипника, мм |

| Неисправность |
| Неисправность |









