- Каким лаком пропитать обмотку
- Способы пропитки
- Виды лаков
- Пропитка обмоток электродвигателя
- Подписка на рассылку
- Лак для пропитки обмоток электродвигателей
- Способы пропитки и сушки обмоток электродвигателя
- Электрические машины и аппараты
- Навигация
- Популярно
- Технология и оборудование производства электрических машин — Пропитка и сушка обмоток
- Содержание материала
- § 15-1. Назначение пропитки
- § 15-2. Методы пропитки
- Метод пропитки с нижней подачей лака.
- Метод пропитки струйным поливом.
- Компаундирование обмоток.
- Вакуумно-нагнетательный способ пропитки.
Каким лаком пропитать обмотку
Работа электрического двигателя зависит от многих факторов, среди которых одним из основных является качественная пропитка. Она защищает структуру устройства от влаги, а также представляет собой дополнительную теплопроводящую изоляцию.

Пропитка двигателей выполняется только специальными растворами, которые могут работать при определенных условиях. Ознакомиться с такими продуктами можно на сайте http://lakokraska-ya.ru/lak-fl-98.
Способы пропитки
Пропитка предполагает собой покрытие лаком всех элементов обмотки. При этом важно смазать им все поверхности. Выполняется пропитка с помощью нескольких технологий:
- Погружение статора в раствор. При этом деталь опускается только вертикально. Пропитка завершается лишь после того, как из смеси перестанут выходить пузыри воздуха.
- Обливание. Для этого статор также располагают вертикально и медленно наносят лак.
Что касается роторов, то они пропитываются только прокатыванием в специальных ваннах. После завершения этой операции все компоненты нужно расположить на поверхности, чтобы дать возможность стечь лишнему лаку. Остатки лака на механизме удаляют с помощью тряпки и бензина. Выполняют это только для тех мест, где этот состав не нужен.

Виды лаков
Современный рынок предлагает несколько видов растворов для пропитки электрических двигателей. Среди всего этого разнообразия можно выделить такие типы лака:
- ФЛ-98. Основным компонентом смеси является модифицированный глифталь. Лак очень хорошо сохнет, а также выдерживает значительные нагрузки. Поэтому он часто используется для обработки двигателей кранов и других тяговых систем;
- МЛ-92. Химически этот лак во многом похож на предыдущий тип. Но его рекомендовано использовать уже для пропитки обмоток на электрических машинах и трансформаторах. Смесь после высыхания очень хорошо цементируется, а также качественно противостоит воздействию влаги и масла;
- ГФ-95. Лак хорошо и долго сохраняет пластичность, что позволяет использовать его для обработки различных видов обмоток. Зачастую его применяют для систем, которые работают внутри масляной жидкости. Лак практически не повреждается этим веществом, а также прекрасно противостоит образованию дуг.
Существует еще много лаков для пропитки обмоток. При их выборе важно учитывать технические характеристики растворов и консультироваться со специалистами, которые помогут подобрать оптимальный вариант.
Пропитка обмоток электродвигателя
Подписка на рассылку
Пропитка обмоток электродвигателя (в дальнейшем ЭД) во многом определяет надёжность этой машины. Лаковое покрытие обмоточных проводов повышает электрические и механические изоляционные качества, от него зависит теплопроводность, влагостойкость и устойчивость к нагреву.
Однако все эти свойства во многом зависят от выбранных лаков.
Лак для пропитки обмоток электродвигателей
Лаки, которыми пропитываются обмотки ЭД, по составу подразделяются на три группы:
- Маслосодержащие;
- Синтетические (на базе полимеров искусственного происхождения);
- Природные (на базе смол естественного происхождения).
Маслосодержащие лаки используются для пропитки обмоток ЭД с нагревостойкостью классов А, В и Е. Химический состав этих веществ и сфера применения описываются нормативами ГОСТ 6244-70 и ГОСТ 8018-70 соответственно. На рынке наиболее широко распространены масляно-битумный лак для пропитки электродвигателей марки БТ-987 и масляно-алкидный марки ГФ-95.
Но стоит учесть, что маслосодержащие лаки имеют высокое время сушки, которое составляет до 360 минут при температуре 105-110 градусов Цельсия.
Синтетические лаки этого недостатка лишены. Кроме того, они обладают превосходными цементирующей способностью и качеством отверждения в толстых слоях. Синтетические лаки крайне разнообразны, на рынке представлено более десятка марок, и различаются они эксплуатационными качествами и сферами применения.
Тем не менее, в абсолютном большинстве случаев для пропитки обмоток электродвигателей используются именно синтетические лаки.
А вот лаки на базе смол естественного происхождения применяются достаточно редко. Как показала практика, использование такого материала обеспечивают те же эксплуатационные качества, однако стоят значительно дешевле. Например, лак на основе полиэфиримидизоцианурата марки ИД-9152 служит прекрасной альтернативой для кремнийорганических лаков.
Способы пропитки и сушки обмоток электродвигателя
Существуют следующие способы пропитки статора электродвигателя:
- Пропитка погружением. Обмотки погружают в разогретый до 70-80 градусов лак. Эта технология наилучшим способом подходит для пропитки электродвигателей в домашних условиях, однако требует повышенных мер безопасности, а также занимает много времени;
- Пропитка давлением. Катушки или же часть статора размещают в автоклаве. Затем его заполняют лаком под давлением. Давление в автоклаве сначала повышают до 5-7 кПа на 5-10 минут, затем на 5-10 минут понижают до атмосферного, потом повторяют 2-4 раза;
- Вакуумная пропитка электродвигателей производится в соответствующей установке. Обмотки размещают в специальном баке. Затем из него откачивают воздух, а после этого заполняют пропиточным лаком. Затем давление повышается до 0.2-0.3 мПа. Следующий этап – снятие давления и долив лака. После нескольких таких циклов катушка полностью пропитывается.
Наилучший способ пропитки – это, конечно, вакуумная технология, которая обеспечивает глубокое проникновение лака. Тем не менее, в домашних условиях без специального автоклава выполнить её не получится. Приходится довольствоваться пропиткой погружением, которая также обеспечивает достаточное качество обработки.
А сушка пропитанных обмоток производится в печах с регулируемой температурой.
Электрические машины
и аппараты
Навигация
Популярно
| Пропитка обмоток лаками и составами без растворителей. |
| Рассмотрим различные методы пропитки. Сущность метода пропитки погружением состоит в Том, что пропитываемый сердечник с обмоткой погружают в ванну с лаком, и лак под действием гидростатического давления и капиллярных сил проникает в обмотку, вытесняя воздух, содержащийся в пространстве между проводниками. Затем сердечник с обмоткой извлекают из ванны и после стекания лишнего лака сушат. Пропитка включает следующие операции:
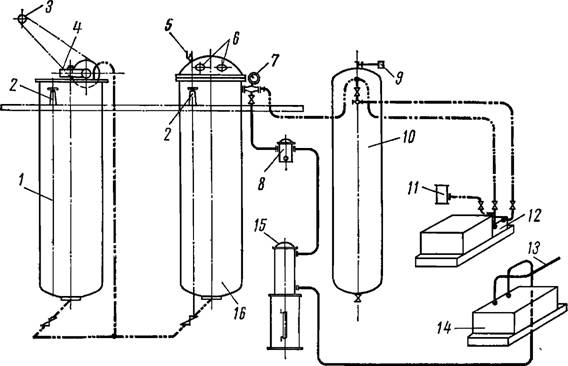
Сушка до пропитки продолжается 1 — 3 часа. После сушки обмотку охлаждают до 60 —70°С и сердечник 3 (рис. 138) устанавливают в ванну, которая снабжена боковым отсосом 1. Сердечник стараются установить так, чтобы не повредилась обмотка, и в то же время свободно выходил воздух из нее, без образования воздушных мешков. Выводные концы 2 стараются располагать вверху. Затем закрывают крышку 5 и через подводящую трубу 6 подают лак. Ванну заполняют лаком 4 до тех пор, пока уровень его не станет выше сердечника на 30 — 60 мм. Для лучшего заполнения обмотки вязкость лака должна быть небольшой, обычно 30 — 40 с (вязкость определяют по вискозиметру ВЗ-4 при 20°С). Изделие выдерживают в лаке от 20 мин до 1 часа. Затем лак удаляют из ванны через выпускную трубу 7, а сердечник с обмоткой выдерживают в ванне в течение 15 — 20 мин для стекания излишков лака. После этого его вынимают из ванны и устанавливают на стол с вытяжной вентиляцией для отмывки поверхностей, где присутствие лака недопустимо при дальнейших технологических операциях. Сушку выполняют в тупиковых или проходных печах в течение 6 — 12 часов, регулируя температуру в две ступени. За одну пропитку хорошо пропитать обмотку не удается. Для внесения в обмотку необходимого количества лака выполняют несколько пропиток (две для обмоток машин общепромышленного применения и три-четыре для специальных машин). Заполнение пор и пустот в изоляции обмоток происходит в основном при первой пропитке; последующие, пропитки являются покровными. Сущность метода пропитки обмоток в вакууме и под давлением состоит в том, что изделие помещают в автоклав, создают вакуум и, не снимая его, подают в автоклав лак. Когда уровень лака станет выше изделия, снимают вакуум и создают давление. После снятия давления удаляют лак, еще раз создают вакуум и только после этого извлекают изделие из автоклава. Отсутствие воздуха в изделии, а также создание давления после того, как лак заполнил автоклав, способствуют глубокому проникновению лака в обмотку. При таком методе пропитки можно использовать лак с вязкостью 55 — 100 с и содержанием пленкообразующих 52 — 60%. Наличие вакуума после пропитки способствует испарению более половины летучих веществ и повышению вязкости лака, при этом лак становится настолько вязким, что не вытекает из обмотки. Использование вязкого лака и повышение его вязкости сразу после пропитки позволяют за одну пропитку ввести в обмотку необходимое количество лака, поэтому пропитку производят один раз. Особенно эффективен этот метод для многовитковых катушек. Пропитка обмоток в вакууме и под давлением осуществляется, как правило, в высокопроизводительных пропиточно-сушильных установках. В этих установках автоклав представляет собой шарообразный сосуд, разделенный на две. части, которые автоматически раздвигаются, позволяя проникнуть внутрь подвеске с изделиями, а затем сдвигаются, образуя герметизированную камеру. Схема автоклава в сомкнутом состоянии показана на рис. 139.
Половинки автоклава 6 и 12 герметизируются и удерживаются вместе замком 2, который имеет резиновое уплотнение. Лак подается снизу через трубопровод 3. Для контроля уровня лака имеются указатели нижнего 4 и верхнего 5 уровней. Вакуум и давление создаются через трубопровод 7 и измеряются вакуумметром 11. Подвеска 10 с изделиями 1 крепится к цепи конвейера 8 с помощью стальной пластины 9 толщиной 0,3 мм и шириной 40 — 60 мм. Пластина проходит через резиновое уплотнение, при этом герметизация автоклава не нарушается. При пропитке струйным (или капельным) методом (рис. 140) статор или якорь подключают к источнику электрического тока, при этом обмотка нагревается. Ее температура регулируется по заданной программе автоматикой, которая воздействует на питающее напряжение.
В нагретую обмотку 1 через сопло 3 тонкой струей подают пропиточный состав 2 без растворителя. При этом статор или якорь находится в наклонном положении и вращается. Пропиточный состав попадает на наружную и внутреннюю поверхности передней (верхней) лобовой части обмотки и вследствие наклонного положения пропитываемого изделия, а также под воздействием капиллярных сил проникает через пазы между проводниками обмотки в заднюю (нижнюю) лобовую часть. Состав нагревается от обмотки, при этом вязкость его резко снижается, в результате чего он лучше проникает в нее. В процессе пропитки нагрев обмотки продолжается, однако температура ее почти не повышается из-за охлаждающего действия пропиточного состава. По окончании пропитки статор или якорь поворачивается в горизонтальное положение и продолжает вращаться, при этом пропиточный состав равномерно распределяется в обмотке. Температура обмотки начинает повышаться, происходит желатинизация, а затем полное отвердевание пропиточного состава. Для пропитки всыпных обмоток статоров асинхронных электродвигателей и якорей машин постоянного тока струйным методом создан ряд установок, работающих в автоматическом режиме по заданной программе. Технология и оборудование производства электрических машин — Пропитка и сушка обмотокСодержание материалаГЛАВА XV § 15-1. Назначение пропиткиВ процессе изготовления и после укладки в пазы статоров, роторов и якорей обмотки пропитываются лаками или компаундами с последующей сушкой.
Наружные поверхности обмоток после сушки окрашивают покровными эмалями и лаками. Образующаяся в результате этого твердая и гладкая пленка толщиной 50—60 мкм хорошо защищает изоляцшо от влаги, смазочных масел и скапливания пыли. § 15-2. Методы пропиткиДля пропитки обмоток пользуются следующими методами:
Выбирают метод пропитки в зависимости от типа лака и конструкции обмоток. Метод пропитки с нижней подачей лака.Изделия, подлежащие пропитке, устанавливают на специальные стенды (рис. 15-3; описание см. § 15-4). К стендам снизу подведен лакопровод, через который внутрь статора или в бачок для ротора подается пропиточный состав. Метод пропитки струйным поливом.Применение для пропитки обмоток лаков типа КП, разработанных ВНИИЭМ, позволяет по-новому подойти к процессу пропитки и сушки. Лак типа КП — лак без растворителя. Компаундирование обмоток.Компаундирование обмоток в битумных компаундах — процесс, несколько отличный от пропитки обмоток в лаках. Катушки, подвергаемые компаундированию, загружают в автоклав 16 в специальных сетчатых люльках. На крышке автоклава имеются два смотровых окна 6 и кран 5 для выпуска воздуха, а сбоку установлен моновакуумметр 7 для измерения давления или разрежения внутри автоклава. Вакуумно-нагнетательный способ пропитки.Пропитка катушек возбуждения в кремнийорганическом лаке. Пропитка катушек главных полюсов с параллельной обмоткой, имеющих большое количество витков, методом погружения затруднительна. После пропитки давление в автоклаве понижается до 0,5 атм избыточного, кран открывают и по трубопроводу компаунд перегоняется в аппарат, в котором он был приготовлен.  Горючее в баке автомобиля должно соответствовать предусмотренному  Присадки для двигателя помогают «оживить» устаревший  Система работающего двигателя достаточно защищена от  Работу двигателя обеспечивают сразу несколько важнейших |