Как правильно собирать двигатель газ 53
Сборка двигателя автомобиля ГАЗ-53-12
Для сборки двигателя, как и для его разборки, блок цилиндров закрепляют на вращающемся стенде, чтобы обеспечить свободный доступ ко веем деталям и узлам двигателя.

ремонта, из блока предварительно удаляют два установочных штифта, затем картер крепят к блоку болтами. В блок на двух коренных подшипниках устанавливают коленчатый вал. На задний фланец коленчатого вала крепят на специальной стойке индикатор.
Вращая вал, проверяют биение отверстия для центрирующего бурта коробки передач и перпендикулярность заднего торца картера сцепления относительно оси коленчатого вала (рис. 70 и 71). Биение отверстия и торца картера не должно превышать 0,08 мм. Если биение отверстия превышает указанную величину, ослабляют крепление картера к блоку и легкими ударами по фланцу картера добиваются правильной его установки, а затем затягивают крепежные болты. После затяжки болтов отверстия для установочных штифтов в картере сцепления и блоке цилиндров развертывают одновременно до ремонтного размера. Диаметр отверстия должен быть таким, чтобы в развернутых отверстиях не оставалось черноты. Затем в отверстия запрессовывают штифты, диаметр которых на 0,015 — 0,051 мм больше диаметра отверстий. Биение торца картера устраняют шабровкой.

Рис. 70. Проверка концентричности установочного отверстия:
1 — картер сцепления; 2 — приспособление коробки передач в картере сцепления с осью коленчатого вала

Рис. 71. Проверка перпендикулярности заднего торца картера сцепления к оси коленчатого вала

Рис. 72. Проверка величины утопания гильзы в блоке цилиндров
При сборке двигателя соблюдают следующий порядок операций.
Устанавливают в блок цилиндров гильзы цилиндров. Под каждую гильзу устанавливают уплотнительную прокладку. Точность изготовления блока, гильзы цилиндра и толщины прокладки обеспечивают выступание верхнего торца гильзы над привалочной поверхностью блока под головку цилиндров в пределах 0,02 — 0,10 мм.
Примечание. На отдельных двигателях применялся набор уплотнительных прокладок для обеспечения требуемого выступания гильзы. В этом случае перед установкой гильз в блок их подбирают с помощью металлической линейки и щупа следующим образом: гильза, установленная в блок без уплотнительной прокладки, должна утопать относительно привалочной поверхности головки. Линейку устанавливают на привалочную плоскость, а щуп вводят в зазор между линейкой и торцом гильзы (рис. 72). Толщина набора прокладок должна обеспечивать выступание гильзы над привалочной плоскостью в пределах 0,02 — 0,10 мм.
После установки гильз в блок их закрепляют от выпадания специальными втулками-зажимами (см. рис. 46).
Устанавливают в выточки заднего гнезда коренного подшипника блока и сальникодержателя сальник коленчатого вала (асбестовый шнур длиной 120 мм, пропитанный маслографитовой смесью). С помощью специальной оправки шнур опрессовывают в выточках гнезда легким постукиванием молотка, как указано на рис. 73. Не снимая приспособления, подрезают концы шнура, выступающие над плоскостью разъема на 0,5 — 1,0 мм.Срез должен быть ровным.
Сборка коленчатого вала: запрессовывают в гнездо коленчатого вала подшипник первичного вала коробки передач;
устанавливают на вал маховик и закрепляют его, завернув четыре гайки крепления моментом, равным 76 — 83 Н-м. Зашплинтовывают гайки крепления маховика;
привертывают к маховику нажимной диск с кожухом в сборе, предварительно сцентрировав ведомый диск сцепления с помощью оправки по подшипнику в заднем торце коленчатого вала (в качестве оправки может быть использован первичный вал коробки передач). Метки, выбитые на кожухе нажимного диска и маховике около одного из отверстий для болтов крепления кожуха, совмещают (рис. 74).

Рис. 73. Установка сальниковой набивки в саль никодержатель

Болты крепления кожуха затягивают ключом крутящим моментом 20 — 25 Н-м. Ведомый диск сцепления устанавливают демпфером к нажимному диску. Коленчатый вал в сборе с маховиком и сцеплением балансируют на заводе-изгоговителе, поэтому после замены одной из этих деталей вал вновь динамически балансируют. Дисбаланс не должен превышать 30 гс • см. Перед балансировкой коленчатого вала на шатунные шейки надевают грузы массой 2372 г. При балансировке допускается сверление металла маховика на расстоянии 6 мм от зубчатого обода сверлом диаметром 8 мм На глубину не более 10мм, расстояние между центрами отверстий не менее 15 мм.
Если дисбаланс собранною коленчатого вала превышает 180 гс-см, то вал разбирают и балансируют каждую деталь отдельно. Коленчатый вал балансируют динамически. Допустимый дисбаланс 15 гс-см. Остальные детали балансируют статически. Допустимый дисбаланс маховика 35 с-см, ведомого диска сцепления 18 с — см, нажимного диска сцепления с кожухом в сборе 36 гс-см.
Устанавливают вкладыши коренных подшипников в гнезда блока и крышки коренных подшипников. Надевают на переднюю коренную шейку коленчатого вала заднюю шайбу упорного подшипника стороной, залитой антифрикционным сплавом к щеке коленчатого вала. Смазывают чистым моторным маслом вкладыши коренных подшипников и шейки коленчатого вала и укладывают вал в блок цилиндров.
Надевают крышки коренных подшипников на шпильки так, чтобы фиксирующие выступы на верхнем и нижнем вкладышах каждого подшипника были с одной стороны, а номера, выбитые на крышках, соответствовали номерам подшипников блока. При установке передней крышки следят за тем, чтобы фиксирующий усик задней шайбы упорного подшипника вошел в паз крышки и чтобы не было ступеньки между торцами крышки и блока.
Устанавливают крышки на свои места, слегка постукивая по ним резиновым молотком. Устанавливают стопорные пластины. Наворачивают гайки крепления крышек и затягивают их равномерно, следя за тем, чтобы не было перекосов. Окончательно затягивают эти гайки специальным динамометрическим ключом моментом 100— 120 Н * м. Шплинтуют гайки стопорными пластинами, загибая на грань гайки усик стопорной пластины. После затяжки гаек коленчатый вал должен легко вращаться от небольших усилий.
Устанавливают на место сальникодержатель. Перед установкой в пазы сальникодержателя вкладывают резиновые уплотнительные прокладки. На шпильки надевают фасонные плоские и пружинные шайбы и навертывают специальные гайки сальникодержателя.
Ставят переднюю шайбу упорного подшипника стороной, залитой антифрикционным сплавом к носку коленчатого вала так, чтобы своими пазами она установилась на штифты, запрессованное в блок и крышку переднего коренного подшипника.
Надевают стальную упорную шайбу на носок коленчатого вала. Если шайба имеет следы выработки, то ее устанавливают неизношенной стороной к передней шайбе упорного подшипника.

Рис. 75. На прессовка шестерни коленчатого вала

Рис. 76. Проверка осевого зазора коленчатого вала
Устанавливают в паз сегментную шпонку шестерни коленчатого вала и напрессовывают шестерню до упора (рис. 75).
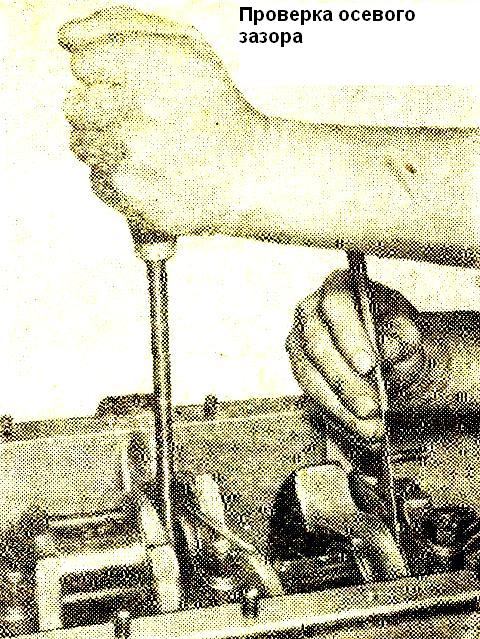
Проверяют осевой зазор коленчатого вала. Для проверки отжимают коленчатый вал к заднему концу двигателя и с помощью щупа определяют зазор между торцом шайбы упорного подшипника и плоскостью бурта первой коренной шейки (рис. 76). Зазор должен быть в пределах 0,075 —0,175 мм.
Порядок сборки шатунно-поршневой группы:
аккуратно подбирают поршни по гильзам;
подбирают поршневые пальцы к шатунам так, чтобы при нормальной комнатной температуре слегка смазанный палец плавно перемещался в отверстии верхней головки шатуна под легким усилием большого пальца (рис. 77). Цвет маркировки пальца должен соответствовать цвету маркировки на бобышках поршня. Подбирать пальцы из другой группы не разрешается;
на специальном приспособлении собирают шатун, поршень и палец. Перед сборкой поршень нагревают в горячей воде до температуры 70 °С. Запрессовка пальца в холодный поршень не допускается, так как это может привести к повреждению поверхности отверстия бобышки поршня, а также к деформации самого поршня. Шатуны и поршни перед сборкой(рис. 78)ориентиру ют следующим образом: для поршней 1, 2, 3 и 4-го цилиндров (см. поз. 1) надпись на поршне ’’Перед” и номер, выштампованный на стержне шатуна, должны находиться на противоположных сторонах, а для поршней 5, б, 7 и 8-го цилиндров (см. поз. II) надпись на поршне и номер на стержне шатуна должны находиться на одной стороне;
устанавливают стопорные кольца поршневых пальцев в канавки бобышек таким образом, чтобы отгиб усика был направлен наружу;
подбирают по гильзам поршневые кольца;
с помощью специального приспособления надевают на поршни поршневые кольца. В одну канавку устанавливают хромированное компрессионное кольцо, во вторую — луженое. Компрессионные кольца внутренней выточкой устанавливают к днищу поршня, Все кольца должны свободно перемещаться в своих канавках.

Рис. 77. Подбор поршневого пальца к шатуну

Рис. 78. Соединение шатуна с поршнем:
I — для установки в 1, 2, 3 и 4-й цилиндры;
II — для установки в 5, 6, 7 и 8-й цилиндры;
1—номер на шатуне;2—метка на крышке шатуна
Вставляют поршни с шатунами в сборе в гильзы цилиндров. Для этого:
перед установкой тщательно протирают салфеткой нижние головки шатунов и шейки коленчатого вала. Устанавливают в нижние головки шатунов вкладыши шатунных подшипников. Прилегание вкладыша к гнезду должно быть плотным. Попадание между вкладышем и шатуном масла или инородных частиц не допускается;
устанавливают коленчатый вал в положение, соответствующее н.м.т. в том цилиндре, куда устанавливается поршень;
разводят замки плоских кольцевых дисков под углом 180° один к другому, а замки осевого и радиального расширителей — под углом 90° по отношению к замкам кольцевых дисков; надевают на шатунные болты предохранительные латунные колпачки, смазывают чистым моторным маслом вкладыши, поршень, шатунную шейку коленчатого вала и гильзу цилиндра и с помощью оправки устанавливают поршень в цилиндр (рис. 79). Перед установкой поршней убеждаются в том, что номер, выбитый на шатуне, соответствует номеру цилиндра, а надпись на поршне ’’Перед” направлена к переднему торцу блока;

Рис. 79. Установка поршня с кольцами в цилиндр
подтягивают шатун за нижнюю головку к шатунной шейке, снимают с болтов предохранительные колпачки, надевают крышку шатуна, проверив соответствие номеров крышки и шатуна. Крышку ставят таким образом, чтобы фиксирующие усики вкладышей были направлены в одну сторону;
затягивают гайки шатуна динамометрическим ключом моментом 68 — 75 Н • м и законтривают их. Стопорную гайку затягивают поворотом на 1,5 — 2 грани от положения соприкосновения торца стопорной гайки с торцом основной гайки или моментом 3 — 5 Н-м. Стопорение гаек шатуна может осуществляться и другим способом: поверхность резьбы болта шатуна смазывается универсальным герметиком ”Унигерм-9”, резьба болта и гайки должны быть тщательно обезжирены. Таким же образом устанавливают остальные поршни.
Сборка двигателя автомобиля ГАЗ-66, ГАЗ-53
Для сборки двигателя, так же как и для его разборки, блок цилиндров двигателя в сборе с картером сцепления закрепляют на стенде (см. рис. 1).
Все детали двигателя перед сборкой подбирают по размерам, тщательно промывают, продувают сжатым воздухом и протирают чистыми салфетками. Все резьбовые соединения (шпильки, пробки, штуцера и т. д.), если они вывертывались при разборке или были заменены, необходимо ставить на сурике или свинцовых белилах, разведенных натуральной олифой.
 Неразъемные соединения (заглушки блока и головок цилиндров) ставят на нитролаке.
Неразъемные соединения (заглушки блока и головок цилиндров) ставят на нитролаке.
К постановке на ремонтируемый двигатель не допускаются:
— шплинты и шплинтовочная проволока, бывшие в употреблении;
— пружинные шайбы, потерявшие упругость;
— болты и шпильки с вытянувшейся резьбой;
— гайки и болты с изношенными гранями;
— детали, имеющие на резьбе более двух забоин или вмятин или сорванные нитки резьбы;
Собирают двигатель в порядке, обратном разборке.
Ниже приводятся отдельные рекомендации и дополнительные требования по сборке двигателя.
При замене гильз цилиндров перед установкой гильзу подбирают по гнезду в блоке цилиндров.
Гильзы подбирают при помощи точной металлической линейки и набора щупов следующим образом:
— гильза, установленная на свое место в блоке цилиндров без уплотнительных прокладок, должна утопать относительно привалочной поверхности блока цилиндров.
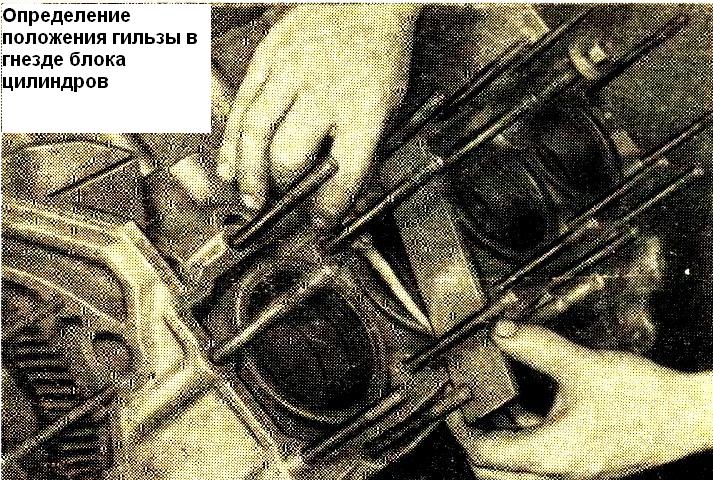
Линейку устанавливают на привалочную поверхность, а щуп вводят в зазор между линейкой и торцом гильзы (рис. 2).
Толщину прокладки выбирают таким образом, чтобы после установки гильзы с прокладкой было обеспечено возвышение ее над поверхностью блока цилиндров в пределах 0,02—0,09 мм.
Уплотнительные прокладки выпускают различной толщины:
0,3; 0,2; 0,15 и 0,1 мм. В зависимости от зазора на гильзу цилиндра надевают ту или иную прокладку, иногда необходимую величину получают набором прокладок различной толщины.
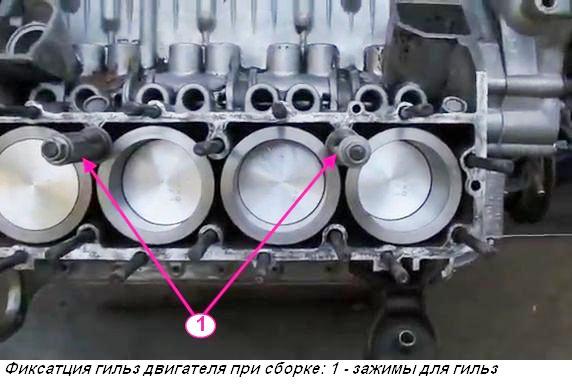
После установки в блок цилиндров гильзы закрепляют втулками-зажимами (см. рис. 3).
В качестве заднего сальника на двигателях применяют асбестовый шнур, пропитанный масляно-графитовой смесью. В гнезда блока цилиндров и сальникодержателя укладывают шнур длиной 140 мм. При помощи приспособления шнур опрессовывают в своих гнездах легкими ударами молотка, как указано на рис. 4. Не снимая приспособления, подрезают концы шнура заподлицо с плоскостью разъема сальникодержателя. Срез должен быть ровным, разлохмачивание концов и неровный срез не допускаются.

При сборке коленчатого вала с маховиком и сцеплением соблюдают следующие требования.
Гайки крепления маховика затягивают, обеспечивая момент 7,6—8,3 кГм.
При сборке сцепления ведомый диск устанавливают демпфером к нажимному диску и центрируют по подшипнику коленчатого вала (в качестве оправки может быть использован ведущий вал коробки передач).
Метки «О», выбитые на кожухе нажимного диска и маховика около одного из отверстий для болтов крепления кожуха, необходимо совместить.
Коленчатый вал в сборе с маховиком и сцеплением должны быть динамически сбалансированы. Допустимый дисбаланс 70 Гсм.
При балансировке снимают лишнюю массу с тяжелой стороны высверливанием металла маховика на расстоянии 6 мм от зубчатого венца сверлом диаметром 8 мм на глубину не более 10 мм.
Если дисбаланс собранного вала превышает 180 Гсм, вал разбирают и балансируют каждую деталь отдельно. Дисбаланс маховика не должен превышать 35 Гсм; дисбаланс нажимного диска в сборе с кожухом — 36 Гсм; Дисбаланс ведомого диска— 18 Гсм.
Крышки коренных подшипников устанавливают так, чтобы фиксирующие выступы вкладышей находились с одной стороны, а номера или метки, выбитые на крышках, соответствовали номерам постелей. При установке передней крышки необходимо следить, чтобы фиксирующий усик задней шайбы упорного подшипника вошел в паз крышки, и чтобы не образовывалось ступеньки между торцом крышки и торцом блока цилиндров.
Гайки крепления крышек коренных подшипников затянуть (момент 11—12 кГм). После затяжки и шплинтовки гаек крышек коренных подшипников коленчатый вал должен легко вращаться от небольших усилий.

После напрессовки шестерни коленчатого вала (рис. 5) при помощи съемника и упорной втулки проверить осевой зазор коленчатого вала, для чего отжать коленчатый вал к заднему концу двигателя и при помощи щупа определить зазор между торцом задней шайбы упорного подшипника и торцом передней коренной шейки коленчатого вала (рис. 6). Зазор должен быть в пределах 0,075 — 0,175 мм.
При сборке деталей шатунно-поршневой группы необходимо соблюдать следующие требования.
Поршневые пальцы подбирают к шатунам так, чтобы при комнатной температуре (+18 0 С) слегка смазанный палец плавно перемещался в отверстии шатуна под легким усилием большого пальца руки.
Перед сборкой поршни нагревают в горячей воде до +70 0 С.
Запрессовка пальца в холодный поршень не допускается, так как это может привести к порче поверхностей отверстий бобышек поршня, а также к деформации самого поршня.
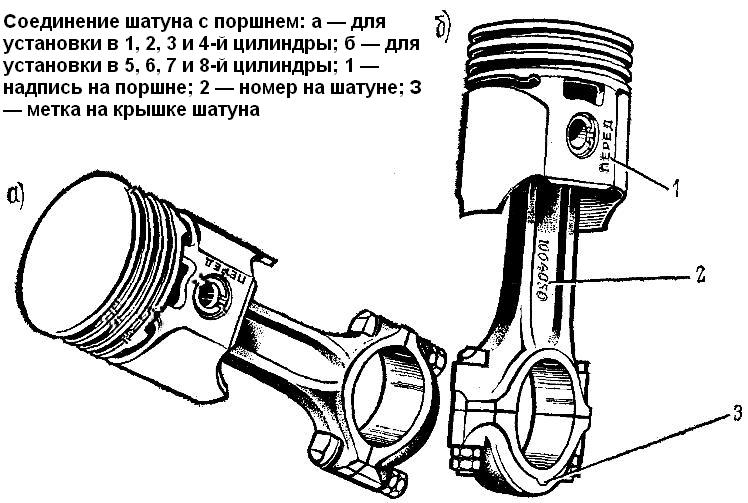
Шатуны и поршни при сборе ориентируют следующим образом: для поршней первого, второго, третьего и четвертого цилиндров надпись на поршне «перед» и номер, выштампованный на стержне шатуна, должны быть направлены в противоположные стороны, а для поршней пятого, шестого, седьмого и восьмого цилиндров — в одну сторону (рис. 7).
Стопорные кольца поршневого пальца устанавливают в канавки бобышек поршня так, чтобы отгиб усика был направлен наружу.
Поршневые кольца подбирают по гильзам, в которых они будут работать. Зазор, замеренный в стыке кольца, уложенного в гильзу, должен быть в пределах 0,3—0,5 мм для компрессионных и маслосъемных колец. В верхнюю поршневую канавку устанавливают хромированное, а во вторую — луженое компрессионное кольцо выточкой на внутренней стороне к днищу.
Перед установкой в гильзы цилиндров стыки поршневых колец расположить под углом в 120° друг к другу, а на шатунные болты следует надеть защитные латунные колпачки, чтобы избежать случайной порчи поверхности шатунных шеек.
При установке поршней в гильзы цилиндров следить за тем, чтобы надпись на поршне «перед» была направлена к переднему торцу блока цилиндров. Гайки болтов шатуна затянуть (момент 6,8 — 7,5 кгм) и законтрить.

После запрессовки шестерни на распределительный вал (рис. 8) проверить щупом осевой зазор между упорным фланцем и торцом шестерни распределительного вала. Зазор должен быть в пределах 0,08 — 0,2 мм.







