- Как делают литые диски
- Автодиски начинаются с металла
- Способы литья
- Тестирование
- Окончательная отделка
- Как изготавливаются диски автомобилей
- Легкосплавные диски
- Технология производства литых дисков
- Преимущества легкосплавных дисков
- Недостатки литых автомобильных дисков
- Виды легкосплавных дисков
- Правила подбора дисков – параметры и обозначения
- Диаметр
- Ширина
- Крепежные отверстия PCD
- Форма крепежных отверстий
- Диаметр центрального отверстия
- Вылет диска
- Хампы
- Как подобрать шину к диску
Как делают литые диски
Если на вашем авто стоят литые легкосплавные диски, вам наверняка будет интересно узнать, как и из чего они производятся. Технология изготовления литых дисков значительно сложнее, чем может показаться на первый взгляд. Значение имеет все: выбор сплава, температуры, способы механической обработки и многое другое.<>/p
Автодиски начинаются с металла
Читая отзывы о литых дисках, вы наверняка обратили внимание на то, что продукция одних брендов вызывает восхищение, а других — всплеск негатива. Качество основы будущих колес во многом зависит от состава сплава. Большинство брендов производит литые диски из прочного сплавов алюминия с добавкой других металлов. Для недорогих моделей обычно используют сплав с добавкой кремния, например, g-AlSi10/11 или g-AlSi7. Они неплохо переносят термическую обработку, проявляют сравнительно неплохую устойчивость к механическим нагрузкам. Для более качественных колес состав сплава несколько другой: основой по-прежнему выступает алюминий, а в качестве добавок выступают магний или титан.
Как это делается? На начальном этапе металлы в форме болванок отправляются в печь, где их разогревают до температуры плавления — 600-700 градусов по шкале Цельсия. Затем расплавленный сплав заливается в форму. Однако не все так просто, ведь производители применяют различные технологии.
Способы литья
- Чтобы получить отливку, на заводе могут использовать разные методы литья:
- гравитационное (в кокиль);
- с противодавлением.
Выбор способа зависит и от сплава, и от расчетной стоимости дисков (для бюджетной категории часто используют менее дорогостоящие варианты). У каждого метода имеется собственный набор достоинств и недостатков. Если используется гравитационное литье, автоматы заливают в формы алюминиевый сплав при нормальном атмосферном давлении. После остывания получается заготовка с равномерной мелкозернистой структурой. Для магниевых дисков стараются использовать другие методы, поскольку металл приходится разогревать до более высоких температур, и в процессе охлаждения качество оказывается не слишком высоким.
При литье под низким давлением, как понятно из названия, приходится создавать разреженную атмосферу. Это требует дополнительных затрат, но окупается: металла требуется меньше, а отливки получаются на 10-15 процентов прочнее и почти в два раза пластичнее, что непосредственно влияет на дальнейшую обработку и характеристики колес.
Еще более совершенным способом считается литье с противодавлением. На этот раз на заготовку воздействует давление газов, которое приводит к уплотнению сплава и уменьшению количества брака. Диски, изготовленные этим способом, оказываются на 5-10% прочнее отлитых под низким давлением. К тому же, технология позволяет сократить время создания отливки.
Тестирование
Следующий этап, без которого невозможно обойтись, — проверка качества. На современных предприятиях она проводится в автоматическом режиме. Специальное оборудование обнаруживает пустоты и каверны, проверяет плотность заготовок, определяет нарушения заданных размеров. Если в процессе проверки обнаруживается брак, его отправляют на переплавку, так что процент отходов достаточно мал.
В некоторых случаях диски проходят через стадию закалки, чтобы приобрести большую твердость. Нагрев и охлаждение проводят несколько раз, а диапазон температур во время закалки — от 150 до 200 градусов. Однако эта операция может придать сплаву хрупкость, так что при сильном ударе он не согнется, а пойдет трещинами или лопнет.
Окончательная отделка
Поверхность заготовки сильно отличается от готовой продукции, поэтому необходимо убрать с поверхности все лишнее. Для этого будущие диски обтачивают на специальных станках. Фрезы придают болванке форму, после чего проводится повторный контроль качества.
Дальнейшее зависит от выбранного дизайна. Некоторые модели полируют, другие матируют с помощью химической или механической обработки. Отдельные бренды, выпускающие разноцветные яркие колеса для тюнинга, включают в техпроцесс еще одну операцию: окрашивание. На современных предприятиях обычно используют полимерные порошковые краски, которые образуют прочное и равномерное покрытие на спицах или декоративном колпаке. Затем наступает очередь последней проверки, после чего колесные диски поступают на склад готовой продукции, а позже отправляются к официальным дилерам, которые распространяют их по магазинам.
Как изготавливаются диски автомобилей

Колесо, обеспечивая движение автомобиля, воспринимает все усилия и моменты, действующие между дорогой и автомобилем, и должно надежно противостоять ударным и циклическим нагрузкам [9; 14].
При всем многообразии диски колес можно классифицировать по отдельным группам (рис. 1).
Сегодня основными факторами, определяющими технический уровень автотранспортного средства и направления его развития, являются материалы и конструкции, способные облегчить автомобиль, снизить расход топлива, повысить экономический и экологический аспекты [13].
История вопроса
Примерно до середины ХХ века диски колес автомобилей изготавливали путем раскатки и штамповки из стальной полосы с последующей сваркой, что обеспечивало их дешевизну и сравнительную близость к стандартным размерам. Невысокая точность геометрии и несбалансированность дисков колес, получаемых при такой технологии, не считались существенными недостатками из-за умеренных требований к скоростным характеристикам автомобилей тех времен.

Рис. 1. Классификация дисков автомобильных колес [14].
С ростом скоростей и требований безопасности недостатки стальных штампованных дисков колес становились все более ощутимыми. В то же время развитие технологий проектирования и производства шин способствовало существенному повышению их геометрической точности и снижению неоднородности.
В 30-50-е годы прошлого века на гоночные автомобили начали устанавливать алюминиевые диски. В отечественной промышленности попытки производства дисков из алюминиевых, магниевых и титановых сплавов делали в 80-е гг. ХХ в.
В наше время все большее применение находят диски из алюминиевых сплавов – штампованные и литые, при этом наибольший ассортимент литых дисков производится за рубежом, а практически все штампованные приходятся на российских производителей [9].
Анализ современных технологий изготовления дисков автомобильных колес
В настоящее время наиболее распространены следующие технологии производства колёс из алюминиевых сплавов: объёмная штамповка и раскатка; литьё под низким давлением и комбинация литейных и деформационных способов получения элементов, их сварка или болтовое соединение [12].
Объёмная штамповка в неразъёмных или разъемных матрицах. При горячей штамповке (ковке)достигается наивысшая прочность, поскольку структура металла становится волокнистой, а направление этих волокон – изначально заданным. Недостаток штамповки – большой процент отходов, что увеличивает цену изделия [12].
В России используют технологию объемной горячей штамповки, процесс которой осуществляют в несколько этапов. На первом этапе небольшую цилиндрическую болванку (слитки, из которых делают диски колес, имеют форму цилиндрических столбов различного диаметра, которые нарезают на болванки нужной длины) на первом прессе осаживают, превращая в диск. Затем этот диск проходит несколько прессов, имеющих различное усилие, постепенно превращаясь в окончательную заготовку. На определенном этапе, еще в заготовке, прошивают центральное отверстие.
Перед каждым прессованием заготовку и рабочие штампы нагревают до температуры в несколько сотен градусов. Сами прессы, несмотря на достаточно большую мощность (до 20 тыс.т), производят горячую штамповку медленно. Нагрев и малая скорость деформирования исключают возможность возникновения нежелательных разрывов и трещин в теле заготовки.
Полученную заготовку закаливают и подвергают искусственному старению. Затем, после многочисленных проверок и выборочного контроля качества заготовки (структура волокон), она проходит механическую обработку на токарных и фрезерных станках, в результате превращаясь в готовое изделие.
При пластическом деформировании за счет измельчения кристаллической решетки и ликвидации внутренних микродефектов металл упрочняется. Благодаря такой технологии с формированием у металла волокнистой структуры прочность дисков колес получается выше, чем у остальных, в 2,5 раза, а пластичность ниже всего на 20–30%. Можно делать стенки на 20% меньшей толщины по сравнению с литыми. В результате вес такого диска на 15–20% ниже литого и на 40–50% стального штампованного.
Имеется еще один существенный недостаток данной технологии. В процессе формирования в колесо превращается лишь 30–40% исходного материала. Остальное выгорает в печах и особенно много уходит со стружкой. Эти отходы можно переплавить и снова пустить в производство, но себестоимость значительно повышается. Однако такие диски при эксплуатации хорошо противостоят неровностям и ухабам. Расколоть качественный кованый диск колеса почти невозможно. В случае небольшого замятия их можно отреставрировать, хотя любое воздействие на такой диск все равно нарушает его структуру (рис. 2) [12].
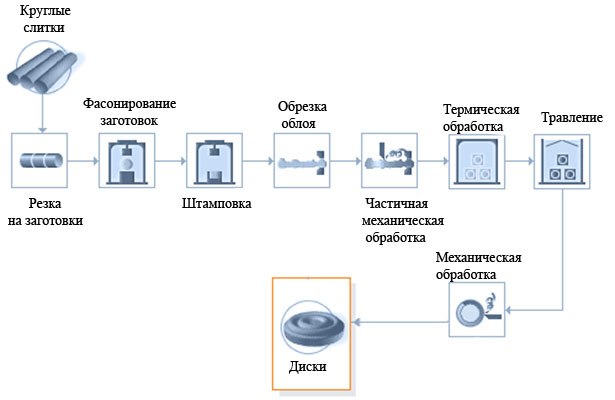
Рис. 2. Схема цикла производства кованых дисков колес [12].
Объёмная штамповка и раскатка. Суть этого способа изготовления заключается в штамповке заготовок до оформления ступицы, полотна с прилегающей ребордой и цилиндрической частью, с последующим формообразованием из нее обода и реборды. Производят формообразование обода и реборды роликом с обжатием до размера, превышающего толщину обода на величину калибровки. Калибровку обода и реборды осуществляют калибровочным роликом, профиль поверхности которого аналогичен профилю обода и реборды готовой детали [7].
Преимущество процесса раскатки перед штамповкой состоит в том, что благодаря использованию локального деформирования с вращением сохраняется мелкодисперсная структура диска, возможно получение дисков большого диаметра и сложной формы при незначительных усилиях [15].
Литье под низким давлением (ЛНД). Важное преимущество ЛНД – возможность получения при минимальных величинах давления высококачественных литых заготовок при одновременном снижении материальных, энергетических и трудовых затрат при их изготовлении [1-4; 6].
Недостаток данного способа заключается в том, что изделие обладает так называемой свободной, ненаправленной кристаллизацией. Это вынуждает конструкторов делать стенки дисков достаточно толстыми для обеспечения требуемой механической прочности [17].
Различные партии литых дисков колес могут несколько отличаться по характеристикам друг от друга. Любое изменение технологии, химического состава сплава и т.п. может несколько изменить свойства готового изделия. Поэтому производители для отслеживания качества своей продукции осуществляют стопроцентный рентгеновский контроль дисков колес и проводят исследования структуры металла и свойств готовых изделий [19].
Сущность литья под низким давлением (ЛНД) заключается в том, что заполнение полости формы расплавом и затвердевание отливки происходит под действием избыточного давления воздуха или инертного газа. При этом для подъема расплава и заполнения формы требуемое избыточное давление менее 0,1 МПа, чем и объясняется использование термина «низкое давление» (рис. 3).
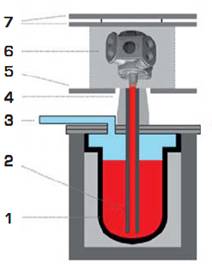
Рис. 3. Принципиальная схема ЛНД в кокиль [17]: 1 – печь с электронагревом;
2 – металлопровод; 3 – газообразная среда под давлением; 4 – проставка;
5 – литейный стол; 6 – кокиль; 7 – подвижная прижимная плита.
Технология ЛНД позволяет провести заполнение формы для протяженных тонкостенных отливок, в широких пределах регулировать скорость заполнения формы расплавом, изменять продолжительность заполнения отдельных участков формы отливок сложной конфигурации с переменной толщиной стенки с целью управления процессом теплообмена между расплавом и формой, добиваясь рациональной последовательности затвердевания отдельных частей отливки [11].
Самым крупным в России и одним из ведущих в мире заводов по производству легкосплавных колесных дисков является ООО «КиК» (рис. 4).
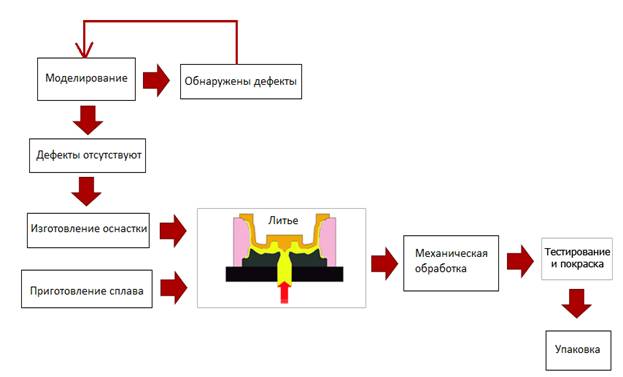
Рис. 4. Схема цикла производства литых дисков колес.
Комбинация литейных и деформационных способов. В работах [10; 11; 20] показано, что одним из перспективных процессов для производства заготовок сложно-профильных объемных алюминиевых деталей является комбинация литейных и деформационных способов.
Процесс жидкой штамповки кристаллизующегося металла совмещает достоинства литья под давлением и горячей объемной штамповки.
Оценка возможности изготовления жидкой штамповкой дисков автомобильных колес диаметром 17 дюймов из алюминиевых сплавов А356.2 и 6061 описана в работе [21]. Показано, что при этом способе изготовления автомобильных дисков достигается более плотная и однородная структура, повышаются механические свойства и устраняются литейные дефекты.
Другим не менее перспективным способом получения автомобильных дисков является процесс изготовления дисков методом литья под низким давлением с технологией раскатки обода (рис. 5), который способствует достижению легкости и высокой прочности обода диска.
Диски с раскаткой обода имеют эксплуатационные качества кованых дисков по цене литых [18].
В работе [22] для изготовления дисков автомобильных колес предложена технология Flow Forming – технология раскатки обода, позволяющая снизить вес обода на 20% по сравнению с традиционной технологией, при этом увеличивая прочностные качества обода на 35–40%.
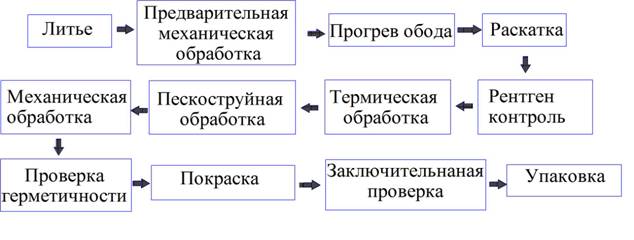
Рис. 5. Технология литья с раскаткой обода [20].
В работе [5] описывается способ изготовления дисков методом литья и изготовления обода по технологии МАТ, который позволяет добиться характеристик, приближенных к характеристикам кованых дисков и снизить вес на 10–15%.
Заключение
Таким образом, как показывает анализ современных способов изготовления дисков автомобильных колес, наиболее перспективными являются литье под низким давлением и комбинация литейных и деформационных способов.
Рецензенты:
Крушенко Г.Г., д.т.н., профессор, главный научный сотрудник Института вычислительного моделирования СО РАН, г. Красноярск.
ПрошкинА.В., д.т.н., профессор, начальник ЛУФМ департамента технологий ООО «РУСАЛ ИТЦ», г. Красноярск.
Легкосплавные диски

Технология производства литых дисков
Легкосплавные диски наиболее востребованны среди автолюбителей, считаются основным конкурентом стальных аналогов, которые идут в комплекте с авто непосредственно с завода-изготовителя. Такие колеса характеризуются стильным дизайном и сравнительно небольшим удельным весом. Хотя некоторые эксперты утверждают, что этот никак не отражается на технических, эксплуатационных характеристиках автомобиля.
Производятся литые диски путем отливки в специальную готовую форму-кокиль. Это п упрощает технологический процесс, увеличивает объем производства при минимальном количестве финансовых затрат. Основной материал для массового литья автомобильных дисков является – алюминиевый сплав, в который добавляют кремний, а также легирующие элементы: стронций, бор, магний и титан.
При переливе раскаленного металла из сталеплавильной печи в литейную машину, сырье тщательно фильтруется. Это необходимо для получения отливки с противодавлением, чтобы на выходе получить диск, приближенный по техническим свойствам к кованому аналогу, который отличается высокой твердостью. Затем устанавливается кокиль вокруг которого нагнетается нужное давление. После заливки металла в форму происходит его затвердение, формируется кристаллическая решетка металла. Через заданное время система раскроет кокиль, откуда извлекается готовая заготовка.

Чтобы исключить протечку сырья под высоким давлением, формы изготавливаются с точностью до +0.005 мм. Соответственно отливка осуществляется по тонным параметрам, а дисбаланс готового диска будет минимальным. Для производства литых колес применяют современную систему CAD-CAM, в которую входит компьютерное моделирование в масштабе 3D и выпуск деталей на высокоскоростном оборудовании.
Следующий этап изготовления литых дисков – это визуальный осмотр с присвоением порядкового номера. Затем их помещают на специальную рентген установку, чтобы отбраковать заготовки с неоднородной, пористой структурой металла. Несоответствующие стандартам образцы отправляют на последующую переплавку.
На этапе промежуточного контроля определяют видовые недостатки, которые могут повлиять на внешний вид изделия. Параллельно с этим, сотрудник отдела технического контроля проверяет соответствие геометрических параметров на различных участках. Затем диски покрываются специальным лакокрасочным веществом. После высыхания краски на колесо и упаковку наклеивается штрих-код, где зашифрована история производства изделия.

На станках с ЧПУ отливки центруются с лицевой стороны, чтобы сократить биение в 2-3 раза от установленного ГОСТом норматива. На завершающем этапе происходит химическая обработка поверхности диска, для предотвращения воздействия коррозии. Этот процесс состоит из:
- мойки и травления изделия;
- обычной промывки;
- каскадной промывки;
- промывки деминерализированой водой.
Завершающий этап – покрытие литых дисков специальным составом Ti-Zr Chemetall, который предотвращает появление вторичной коррозии.
Ознакомиться с моделями и ценами на легкосплавные автомобильные диски можно в каталоге. если возникнут вопросы, то звоните и наши специалисты дадут бесплатную консультацию.
Преимущества легкосплавных дисков
Недостатки литых автомобильных дисков
Даже при достаточно высокой прочности литого диска не стоит исключать возможность образования трещин. В таком случае ремонтировать их крайне трудно, а иногда не возможно и не целесообразно. Причина – трудоемкость технологий, необходимость использования специального оборудования, отсутствие гарантии эксплуатационной надежности.
Еще одним недостатком этого типа дисков считается скрытый производственный брак, который визуально выявить невозможно. Во время выплавки металла образуются пустоты, которые не всегда выявляются заводской системой контроля. При нагрузке на соответствующее место диск может лопнуть. Также к минусам можно отнести повреждения резины при попадании в ямы и выбоины, она рубится о края, которые не сминаются.
Виды легкосплавных дисков
Наиболее распространенным видом литых дисков считаются модели, изготовленные из алюминиевого сплава. Они характеризуются высокой устойчивостью к разрушающему воздействию окружающей среды. Это достигается за счет оптимальных свойств металла, так как на его поверхности образуется оксидная пленка. Чтобы она не искажала внешний вид легкосплавных дисков, их покрывают несколькими слоями специальной краски.

Литые магниевые диски менее востребованы в странах СНГ из-за несовершенства дорожного полотна и погодных условий (в зимнее время дорогу активно посыпают хлористыми соединениями, которые разрушают структуру сплава). После нескольких месяцев эксплуатации автомобиля поверхность дисков покрывается разводами. В итоге, магниевые диски подвергаются образованию агрессивной коррозии.
Правила подбора дисков – параметры и обозначения
Чтобы избежать технических проблем, сэкономить время и деньги владельцы авто необходимо знать какие бывают параметры, их обозначения и особенности.
Диаметр
Ширина
Крепежные отверстия PCD
Форма крепежных отверстий
Диаметр центрального отверстия
Вылет диска
Хампы
Хампы маркируются символом «Н». Такое обозначение говорит, что на полках обода имеются кольцевые выступы – хампы, удерживающие бескамерную шину от соскальзывания с диска. Буквенное обозначение «Н» свидетельствует об одинарном хампе. «Н2» – обозначение двойного выступа.

Существуют следующие виды хампов: плоский хамп – Flat Hump, комбинированный –Combi Hump, асимметричный – Asymmetric Hump. Встречается между обозначениями ширины диска и его посадочным диаметром символ «Х», который обозначает, обод диска неразъемный, то есть без выступов.
Как подобрать шину к диску
От правильно подобранных дисков зависит не только эстетический вид автомобиля, но и плавность хода, динамика, управляемость. Поэтому, при их выборе в первую очередь стоит ориентироваться на параметры, заявленные производителем конкретного транспортного средства. Также не стоит забывать об основном параметре – ширине обода и посадочном диаметре.

Также важно помнить, что сначала подбираются колесные диски, а к ним покупается резина. Такая последовательность обеспечит комфорт, безопасность эксплуатации, отсутствие технических проблем. Это и экономия средств на замене покрышек.







