Измерительные приборы при ремонте двигателя
Для текущего рембнта двигателя, выполняемого в ремонтно-механических мастерских, необходимо иметь соответствующее оборудование, инструменты и приспособления.
В номенклатуру инструментов и приспособлений, необходимых для ремонта двигателей, входят: стетоскопы — для прослушивания работы двигателей; индикаторы-для измерения износов цилиндров двигателя, коленчатого вала и других деталей; наборы щупов -для измерения зазоров в соединениях деталей; приспособление для закрепления поршней в патроне токарного станка при проточке канавок поршневых колец; развертки — для ремонта отверстий в бобышках поршней и втулок верхней головки шатуна; тиски — для монтажа деталей поршневой группы; приборы и приспособления для заливки подшипников баббитом; тигель и горн — для плавки баббита и др.
В процессе обслуживания и ремонта двигателя возникает необходимость в контрольных замерах износа отдельных детален и проверке зазоров в различных соединениях и сопряженных частях. Эти работы выполняют специальными мерительными инструментами и контрольно-измерительными приборами.
Рекламные предложения на основе ваших интересов:
Рассмотрим наиболее часто применяемые при ремонте двигателей контрольно-измери-тельные инструменты и приборы, а также способы производства ими замеров.
Масштабная линейка служит для измерения длины детали, когда не требуется большой точности. Точность измерения масштабной линейкой ±0,5 мм.
Циркули используют главным образом для разметки деталей.
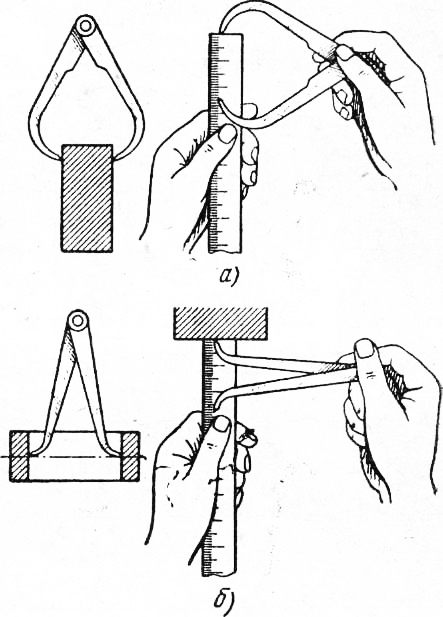
Кронциркули служат для измерения наружных размеров детали и бывают шарнирные и пружинные. Величины, взятые кронциркулем, измеряют масштабной линейкой (рис. 1, а).
Нутромер применяют для определения внутренних размеров деталей. Величины, замеренные нутромером, отсчитывают по масштабной линейке. Нутромеры, так же как и кронциркули, бывают пружинные и шарнирные. Точность измерения кронциркулем и нутромером ±0,5 мм.
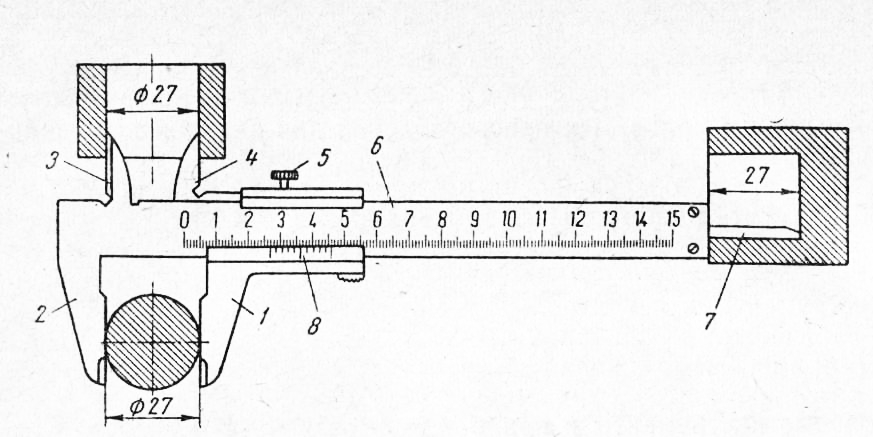
Штангенциркуль служит для измерения наружных и внутренних размеров деталей. Он состоит из масштабной линейки, к которой неподвижно прикреплены ножки, и подвижной рамки с ножками. Штангенциркули изготовляют для измерений с точностью: 1; 0,5; 0,1; 0,05 и 0,02 мм. Штангенциркули с точностью измерения 1 и 0,5 мм нониуса не имеют, а с точностью 0,1 мм и выше снабжены рамкой 8 с нониусом, предназначенным для отсчета долей миллиметра. Способы измерений штангенциркулем диаметра, внутреннего размера и глубины деталей показаны на рис. 2.
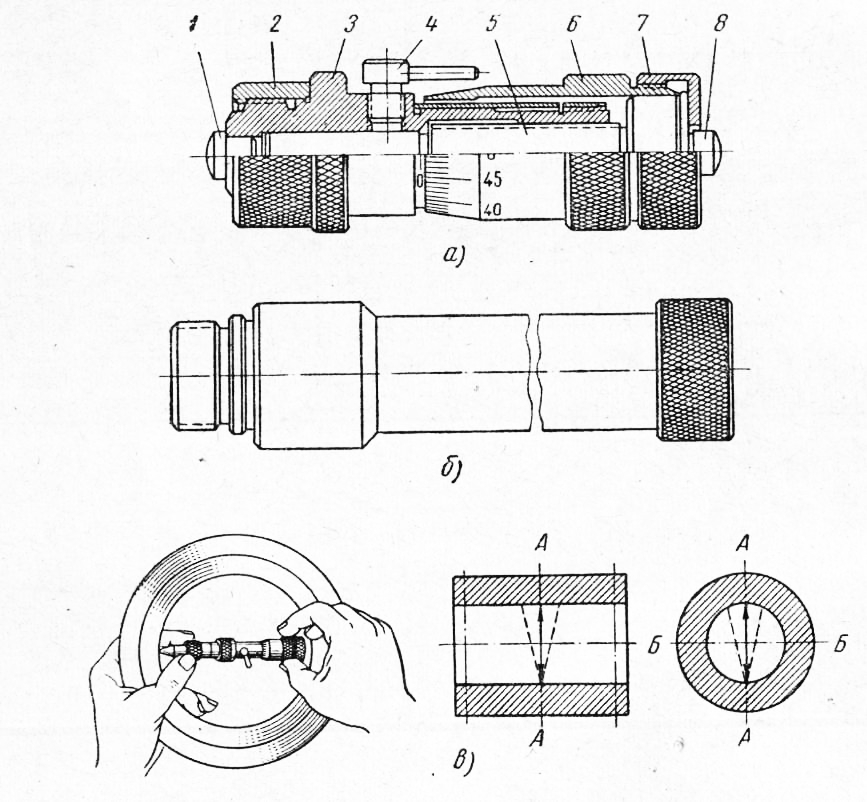
Микрометрические нутромеры (рис. 3) служат для измерения внутренних размеров деталей в пределах 12-150 мм. Их изготовляют различных размеров для измерения с точностью до 0,01 мм. Микрометрический нутромер состоит из головки и удлинителя. Головка имеет измерительные наконечники 1 и 8, винт 5 и барабан 6 с делениями, которые дают возможность отсчитывать показания с точностью до 0,01 мм. Стопор 4 предназначен для законтривания винта с целью фиксации измеренной величины.
На рис. 3, в показан способ измерения нутромером внутреннего диаметра детали. Для точного определения измеряемой величины нутромер необходимо располагать строго по сечениям А-А, Б-Б и перпендикулярно к образующей цилиндрической стенки детали.
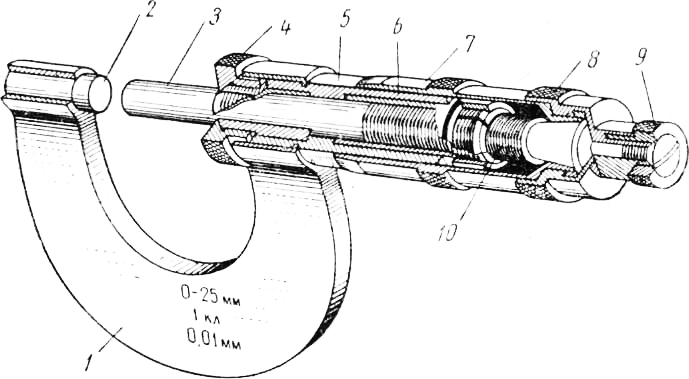
Микрометр (рис. 4) предназначен для измерения наружных размеров деталей с точностью до 0,01 мм и представляет собой скобу, на одном конце которой укреплен мерительный штифт — пятка, а на другом — микрометрический винт со шпинделем. Микрометром замеряют шейки коленчатых валов двигателей. Измерения диаметров с помощью микрометра производят в трех перпендикулярных по отношению к оси шейки плоскостях (в середине и по концам шейки), под углом 90°. По полученным данным определяют степень овальности (при износе) шеек.
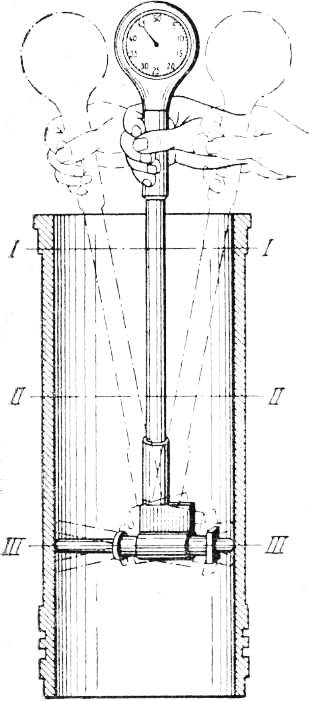
Индикатор (рис. 5) применяют для измерения незначительных отклонений в размерах изделий, точность изготовления которых не превышает 0,01 мм. Для измерения диаметров цилиндров, а также для определения овальности и (конусности служит специальный индикатор.
Чтобы определить степень износа гильзы цилиндра или цилиндра двигателя, необходимо измерить диаметры в верхней части, средней (сечение II-II) и нижней (сечение III — III ) вдоль коленчатого вала перпендикулярно его оси. Записывая показания по шкале индикатора, находят величину износа зеркала цилиндра пли гильзы. Для обеспечения точности замера необходимо индикатор устанавливать так, как показано на рис. 158, не допуская его перекоса по отношению к вертикальной стенке (зеркалу) цилиндра или гильзы.
Щупы представляют собой набор стальных калиброванных пластинок различной толщины. На каждой пластинке указана ее толщина в десятых долях миллиметра. Щупы широко применяют в ремонтной практике для измерения зазоров между деталями. Большие зазоры измеряют несколькими вместе взятыми пластинками.
Резьбомеры служат для проверки и определения шага резьбы болтов, гаек и других резьбовых изделий. Резьбомеры подобно щупам представляют собой набор стальных пластинок (резьбовых шаблонов), на каждой из которых имеется гребенка с профилем зуба, соответствующим профилю дюймовой или метрической резьбы. Число ниток на один дюйм или шаг резьбы указано на каждой пластинке. На корпусе дюймового резьбомера выбита цифра 55°, а на корпусе метрического — цифра 60°.
Тахометр предназначен для определения числа оборотов коленчатого вала двигателя и других вращающихся частей. В отличие от счетчика оборотов тахометр показывает число оборотов в минуту сразу же по соприкосновении его с вращающейся деталью.
Изображенный на рис. 6 тахометр устроен на принципе действия центробежных сил и предназначен для измерения чисел оборотов от 25 до 30 000 в минуту в шести интервалах: 25-100; 75-300; 250-1000; 650-3000; 2500-10 000; 7500-30 000. Шкала интервалов нанесена на корпус тахометра. Установку тахометра на тот или другой интервал оборотов производят штифтом, а показания определяют по отклонению стрелки на шкале. На валик можно устанавливать любой из наконечников в зависимости от конструкции детали, у которой измеряют числа оборотов, и от удобства измерения.
Стетоскоп служит для прослушивания работающих двигателей. В ремонтных мастерских можно изготовить стетоскоп простой конструкции, состоящий из длинного стального стержня и деревянного или фибрового наушника. Такой стетоскоп позволяет довольно точно определить характер и место ненормальных шумов в двигателе.
Измерительные приборы и указатели применяемые при ремонте автомобиля
Плоские щупы

• Плоские щупы используются для измерения небольших зазоров и отверстий. Их также можно использовать для измерения осевого люфта компонента на валу, если нет возможности использовать индикатор часового типа.
• С плоскими щупами необходимо обращаться крайне осторожно, чтобы избежать их повреждения и деформации. На поверхности каждого плоского щупа указан размер. Храните их в чистоте, слегка смазав, чтобы предотвратить коррозию.
• При измерении зазора выберите плоский щуп, который будет с натягом устанавливаться между двумя компонентами. Возможно, придется использовать сразу два щупа, чтобы точно измерить зазор.
Микрометры
• Микрометр представляет собой точный измерительный инструмент, который способен измерить расстояние от 0,01 до 0,001 мм. Всегда храните микрометр в отдельном корпусе, а не в комплекте инструментов. Его необходимо хранить в чистоте и не подвергать ударам, в противном случае скоба или пятка может быть повреждена, следовательно, полученные результаты будут неточными.
• Микрометры с внешней шкалой измерения используются для измерения внешнего диаметра компонентов, к тому же сфера их применения намного шире, чем у микрометров с внутренней шкалой измерения. В свободной продаже есть микрометры различных размеров, например, от 0 до 25 мм, от 25 до 50 мм и так далее с шагом 25 мм. Некоторые большие микрометры оснащены сменными пятками, чтобы увеличить диапазон возможных измерений. В общем, самая большая деталь, которую вам придется измерять на мотоцикле, — это поршень (необходимо измерить его диаметр).
• Микрометры с внутренней шкалой измерения используются для измерения внутреннего диаметра, например, в направляющих клапанов и гильз цилиндров. Телескопические нутромеры и микрометры с внутренней шкалой используются вместе с микрометрами с внешней шкалой, хотя в свободной продаже есть более дорогие микрометры, оснащенные нутромерами.
Микрометр с внешней шкалой измерения
Примечание. Ниже описан стандартный аналоговый микрометр. И хотя в использовании цифровые микрометры намного проще, стоят они также гораздо дороже.

• Всегда проверяйте калибровку микрометра перед его использованием. Закрыв пятку (микрометр со шкалой от 0 до 25 мм) или установив ее на проверочный указатель (для микрометров больших размеров), проверьте шкалу. Показания должны быть равны 0. Предварительно убедитесь, что пятка не загрязнена. Все неточности можно устранить, четко следуя инструкциям производителя инструмента. Запомните, что микрометр — это точный измерительный прибор, не пытайтесь силой закрыть пятку, используйте храповый механизм на краю микрометра, чтобы закрыть ее. В таком случае усилие будет достаточным, но не чрезмерным.
• Чтобы использовать микрометр, прежде всего, убедитесь, что компонент, который вы собираетесь измерить, чистый. Установите пятку микрометра на компонент, затем используйте гильзу, чтобы переместить микрометрический винт к другой стороне компонента, который вы измеряете. Не затягивайте гильзу слишком сильно, так как это может стать причиной повреждения микрометра — вместо этого используйте трещотку. Трещотка позволяет приложить необходимое усилие, предотвращая повреждение инструмента.
• Показания микрометра можно определить по шкале на муфте, а также по кольцевой шкале на гильзе. Сначала определите значение на шкале муфты, чтобы получить базовый результат, затем прибавьте значение на шкале гильзы, чтобы получить точный результат. Линейная шкала на муфте показывает диапазон измерения микрометра (например, от 0 до 25 мм). Кольцевая шкала на гильзе будет иметь шаг в 0,01 мм (возможно, шаг будет указан на скобе) — один полный оборот гильзы переместит линейную шкалу на 0,05 мм. Снимите показания, когда делительная линия на муфте пересечет шкалу гильзы. Всегда смотрите на шкалу прямо (а не под углом), в противном случае показания микрометра могут быть неточными.

В указанном примере в результате мы получили значение 2,95 мм:
линейная шкала — 2,00 мм;
линейная шкала — 0,50 мм;
кольцевая шкала — 0,45 мм;
общее значение — 2,95 мм.
Большая часть микрометров оснащена фиксирующим рычагом на скобе, позволяющим сохранить полученный результат после извлечения компонента из микрометра.
• Некоторые микрометры также оснащены нониусом с шагом 0,001 мм на муфте, таким образом, вы сможете выполнить более точные измерения. Снимите измерения на шкале муфты и гильзы, как описано выше, затем убедитесь, что нониус совместился с кольцевой шкалой на гильзе.
Примечание При считывании показаний нониуса вы должны смотреть прямо на шкалу — при необходимости, переверните корпус микрометра.
Умножьте значение, полученное на нониусе, на 0,001 и добавьте полученный результат к измеренному значению. В показанном примере мы получили результат 46,994 мм: линейная шкала (базовое значение) 46,000 мм; линейная шкала (базовое значение) 0,500 мм; кольцевая шкала (точное значение) 0,490 мм; нониус — 0,004 мм; общий результат — 46,994 мм.
Микрометр с внутренней шкалой

• Микрометры с внутренней шкалой предназначены для измерения диаметров различных отверстий, однако они стоят достаточно дорого и, скорее всего, механик-любитель не сможет позволить себе их использовать. Рекомендуется использовать комплект нутромеров и телескопических щупов, которые можно использовать с микрометром с внешней шкалой. Эти инструменты помогут вам выполнить измерения всех отверстий в вашем автомобиле.
• Телескопические щупы можно использовать для измерения внутреннего диаметра компонентов. Выберите щуп подходящего размера, убедитесь, что его края чистые, затем установите его в отверстие. Удлините щуп, затем зафиксируйте его и извлеките из отверстия . Измерьте длину щупа от края до края при помощи микрометра).
• Отверстия маленького диаметра (например, направляющие клапанов) можно измерить при помощи нутромеров. Как только вы отрегулируйте нутромер, чтобы установить его в отверстие, зафиксируйте его и извлеките, чтобы измерить при помощи микрометра.
Штангенциркуль
Примечание. В данном разделе описываются стандартные штангенциркули с нониусом или индикатором часового типа. Электронные штангенциркули более просты в обращении, однако они стоят намного дороже .

• Штангенциркуль не обладает такой точностью, как микрометр, однако он более универсален, так как подходит для измерения внутреннего и внешнего диаметров. Некоторые типы штангенциркулей также оснащены глубиномером. Он идеально подходит для измерения толщины фрикционных накладок фрикционного диска сцепления и длины пружины в свободном состоянии.
• Чтобы использовать штангенциркуль с нониусом, ослабьте зажимные винты и установите захваты снаружи или внутри компонента, который вам необходимо измерить. Придвиньте захват ближе к компоненту при помощи специального колесика , чтобы обеспечить точное движение скользящей шкалы , затем затяните зажимные винты. Прочтите показания на главной шкале в точке, где «О» на скользящей шкале пересекает ее, таким образом вы получите базовое значение. Посмотрите на скользящую шкалу и выберите деление, которое совмещается с делениями на главной шкале, при этом учтите, что обычно цена каждого деления равна 0,02 мм. Прибавьте этот результат к базовому значению, чтобы получить точное значение.

В показанном примере мы получили результат 55,92 мм:
базовое измерение — 55,00 мм;
точное измерение — 0,92 мм;
общий результат — 55,92 мм.
• Некоторые штангенциркули оснащены индикатором часового типа для более точного измерения. Прежде чем использовать подобный инструмент, убедитесь, что его захваты чистые, затем полностью закройте их и убедитесь, что показания штангенциркуля равны 0. При необходимости отрегулируйте кольцо штангенциркуля соответственно. Ослабьте винт штангенциркуля и установите его захваты снаружи или внутри компонента, который вы собираетесь измерить. Придвиньте захваты ближе, используя колесико. Определите показания на главной шкале в точке, где она пересекается с краем скользящей шкалы, таким образом вы получите базовое значение. Определите показания стрелки на индикаторе часового типа, чтобы получить точное значение, при этом учтите, что цена каждого деления равна 0,05 мм. Прибавьте это значение к базовому значению, чтобы получить общий результат.

В данном примере мы получили результат 55,95:
базовое измерение — 55,00 мм;
точное измерение — 0,95 мм;
общий результат — 55,95 мм.
Калиброванная проволока Plastigage

• Калиброванную проволоку можно сжимать между двумя поверхностями, чтобы проверить масляный зазор. Ширина сжатого материала, измеренная по специальной шкале, поможет вам определить масляный зазор.
• Чаще всего калиброванная проволока Plastigage используется для измерения зазора между шейками коленвала и вкладышами коренных подшипников, между шейками коленвала и вкладышами нижней головки шатуна, а также между коленвалом и опорными поверхностями. В следующем примере описано измерение масляного зазора нижней головки шатуна.
• Обращайтесь с материалом Plastigage осторожно, чтобы предотвратить его деформацию. Используя острый нож, отрежьте отрезок проволоки, который соответствует ширине подшипника, который вы собираетесь измерять, затем осторожно поместите его на шейку таким образом, чтобы проволока располагалась параллельно валу. Осторожно установите оба вкладыша подшипника в шатун. Не проворачивая шатун на шейке, затяните болты или гайки крепления указанным в спецификациях моментом затяжки. Шатун и подшипники затем необходимо разобрать и проверить раздавленную проволоку Plastigage.
• Используя шкалу, которая входит в комплект калиброванной проволоки Plastigage, измерьте ширину проволоки, чтобы определить масляный зазор. Всегда удаляйте все следы проволоки Plastigage.
Внимание! Чтобы получить точное значение масляного зазора, необходимо затянуть элементы крепления необходимым моментом затяжки в указанной последовательности.
Индикатор часового типа

• Индикатор часового типа можно использовать для точного измерения незначительного смещения. Обычно этот прибор используют для измерения осевого люфта вала, а также для установки поршня в необходимое положение при настройке фаз зажигания на двухтактных двигателях. Индикатор часового типа обычно оснащен комплектом различных щупов и переходников, а также крепежным оборудованием.
• Стрелка индикатора часового типа должна находиться на «О», когда он не используется. Проверните кольцо, чтобы обнулить индикатор часового типа.
• Убедитесь, что индикатор часового типа сможет измерить перемещение. Большинство индикаторов оснащены относительно маленькой шкалой с шагом в миллиметр, а также шкалой с делениями до 0,01 мм. Сначала определите показания по маленькой шкале, чтобы получить базовое значение, затем прибавьте к этому значению показания точной шкалы, чтобы получить общий результат.

В приведенном примере показания указателя часового типа составили 1,48 мм:
базовое значение — 1,00 мм;
точное измерение — 0,48 мм;
общий результат — 1,48 мм.
При измерении биения вала его необходимо поддержать на V-образных брусках, а указатель часового типа установить на стойку перпендикулярно валу. Установите щуп указателя на центр вала и медленно проверните вал, наблюдая за показаниями индикатора часового типа. Выполните несколько измерений по всей длине вала, затем запишите самый большой результат.
Примечание. Полученное значение будет составлять общее биение вала в этой точке — некоторые производители указывают, что для получения истинного значение биения необходимо полученную величину разделить на два.
• При измерении осевого люфта необходимо установить индикатор часового типа на окружающие компоненты, при этом щуп указателя должен соприкасаться с краем вала. Надавив рукой, переместите вал вперед, а затем назад, отметив максимальные показания индикатора часового типа.
• Индикатор часового типа с подходящими переходниками можно использовать для определения положения поршня перед верхней мертвой точкой на двухтактных двигателях, чтобы установить фазы зажигания. Указатель часового типа, переходник и щуп подходящей длины устанавливаются в отверстие под свечу зажигания, затем индикатор часового типа необходимо обнулить в верхней мертвой точке. Если поршень необходимо установить в положение 1,14мм перед верхней мертвой точкой, проверните двигатель в обратном направлении на 2,00 мм перед верхней мертвой точкой, затем медленно проверните его вперед, пока поршень не будет установлен в положении 1,14 мм до верхней мертвой точки.
Приборы для измерения компрессии в цилиндрах

• Данные приборы используются для измерения компрессии в цилиндрах. Вы можете использовать приборы с резьбовым переходником или резиновым конусом. Рекомендуется использовать приборы с резьбовым переходником, так как они обеспечивают герметичное соединение с головкой блока цилиндров. Прибор, способный измерить компрессию от 0 до 20 бар (для бензиновых двигателей)
• Для начала необходимо снять свечу зажигания и либо прижать плотно прибор к головке блока цилиндров (приборы с резиновым конусом), либо вкрутить переходник прибора с резьбой в головку блока цилиндров (приборы с резьбовым переходником). Компрессия в цилиндрах измеряется посредством проворачивания двигателя, при этом он не должен быть запущен — выполните проверку компрессии, как описано в соответствующем разделе. Прибор будет отображать полученное значение, пока вы не выполните сброс вручную.
Указатель давления масла

• Указатель давления масла используется для измерения давления моторного масла. Большинство указателей оснащены комплектом переходников, которые можно устанавливать в различные резьбовые отверстия. Если точка замера, указанная производителем, представляет собой внешнее соединение трубопровода, убедитесь, что используете подходящее соединение для замены, чтобы избежать недостаточной смазки двигателя.

• Давление моторного масла необходимо измерять при запущенном двигателе (при определенной частоте вращения), к тому же, производитель часто указывает определенные значения давления для холодного и горячего моторного масла.
Поверочная линейка и проверочная плита
• При проверке уплотнительной поверхности компонента на предмет наличия следов деформации, установите стальную линейку или точную поверочную линейку на уплотнительную поверхность и измерьте зазор между поверочной линейкой и компонентом при помощи плоского щупа. Выполняйте проверку по диагонали, а также между установочными отверстиями.
• При проверке отдельных компонентов на наличие следов деформации, например, плоских пластин сцепления, необходимо использовать идеально плоскую проверочную плиту, кусок стекла и плоские щупы.







