Испытания машины после ремонта
Отремонтированное и отрегулированное оборудование подвергается испытанию, чтобы установить его пригодность для дальнейшей эксплуатации.
Операции испытания оборудования на холостом ходу совершаются при соблюдении следующих условий и последовательности.
Производят окончательный осмотр собранной машины, проверяют, все ли резьбовые соединения закреплены, закрыты ли краны, вентили, задвижки, надеты и закреплены ли кожухи и ограждения, закреплены ли крышки подшипников, надеты ли цепи и т. д. Убирают все инструменты, остатки материалов – мусор, грязь, тряпки, бумагу, тщательно проверяют, чтобы на машине и около нее не осталось посторонних предметов.
Проверяют наличие смазки в корпусах подшипников, масленках и на всех поверхностях, подвергающихся трению, заменяют старую смазку на свежую или добавляют в таком количестве, чтобы ее было достаточно для непрерывной работы машины в течение 24 ч.
Прокручивают вручную (если это возможно) вращающиеся детали машины и следят за ходом деталей: ход должен быть свободным, плавным, без каких-либо перекосов, затормаживающих движение.
Если обнаруживаются неисправности, то их отмечают и немедленно устраняют, после чего проверку производят снова до тех пор, пока замеченные дефекты ремонта или сборки будут полностью устранены.
Проверка движения и работы деталей машины вхолостую производится, как было указано выше, вручную, обычно путем прокручивания за муфту привода.
Проверке подлежит минимум один полный цикл работы машины, но иногда этого бывает недостаточно и продолжительность проверки увеличивают. После того как проверена работа отдельных деталей и механизмов путем кратковременного прокручивания и устранены все замеченные дефекты и неисправности, включают машину на более продолжительный срок для работы вхолостую, без нагрузки, для испытания механической и электрической части машины.
Срок испытания 4-6 ч. При проведении испытания машины не должно быть: несвойственных ей стуков, шумов, нагрева электродвигателя свыше 60°С, чрезмерного нагрева трущихся деталей; вибраций станины, кожухов, крышек и других деталей, укрепленных болтами.
 Работа цепных и червячных передач в машине должна быть плавной без толчков, рывков, с минимальным шумом. Подача смазки к трущимся деталям должна соответствовать установленным нормам для данной машины. Сварные швы корпуса должны быть прочными и плотными.
Работа цепных и червячных передач в машине должна быть плавной без толчков, рывков, с минимальным шумом. Подача смазки к трущимся деталям должна соответствовать установленным нормам для данной машины. Сварные швы корпуса должны быть прочными и плотными.
Испытание машин вхолостую дает возможность окончательно проверить работу их после сборки, т. е. выявить возможные дефекты сборки и дать приработаться сопрягаемым поверхностям. Испытание должно сопровождаться регистрацией мощности, потребляемой электродвигателем, расхода воды.
Результаты наблюдений записывают в журнал через каждые 15-20 мин. После осмотра и испытания составляется акт опробования на холостом ходу, в котором могут быть отмечены следующие результаты: ремонт и сборка проведены доброкачественно, машина может быть принята в эксплуатацию и сдана производственному цеху; ремонт и сборка проведены удовлетворительно, но при испытании выявились некоторые дефекты, которые могут быть быстро устранены, после чего машину можно передать в эксплуатацию без повторного испытания; ремонт и сборка проведены посредственно, при испытании выявились значительные дефекты, для устранения которых потребуется дополнительное время, после устранения выявленных дефектов машина должна быть испытана вторично; ремонт проведен явно недоброкачественно, машина собрана плохо, при испытании выявлена непригодность к эксплуатации, требуется устранение серьезных дефектов.
Испытания машины под нагрузкой производятся в производственных условиях путем выполнения технологических операций в соответствии с технологической характеристикой машины. Нагрузку машины доводят до номинальной. Все механизмы машины должны работать четко и слаженно, как при испытании на холостом ходу.
Рабочую нагрузку увеличивают постепенно, при этом следят внимательно за ее работой. Если работа идет нормально, нагрузку увеличивают и через 10-12 мин доводят до предусмотренной в паспорте.
Продолжительность испытания под нагрузкой 1-2 ч. При этом кроме наблюдения за работой всех механизмов машины проверяют работу рабочих органов и определяют их работоспособность и производительность машины.
Комиссия фиксирует результаты осмотра и испытания в специальном журнале испытания оборудования и принимает соответствующие решения, на основании которых составляется акт испытания оборудования.
 Журнал испытания оборудования находится в цехе (или в отделе главного механика), ведется систематически, записи хранятся в течение длительного времени. Техническая документация ремонтных работ и записи испытаний используются как статистический материал.
Журнал испытания оборудования находится в цехе (или в отделе главного механика), ведется систематически, записи хранятся в течение длительного времени. Техническая документация ремонтных работ и записи испытаний используются как статистический материал.
Акт испытаний служит основанием для оплаты ремонтных работ и для передачи оборудования из ремонта в эксплуатацию. Его составляют в трех экземплярах. Отметку об окончании ремонта и приеме оборудования в эксплуатацию делают также в наряде на ремонтные работы.
Испытание оборудования после ремонта
Смонтированное и отремонтированное оборудование для проверки качества ремонта и монтажа подвергают индивидуальным испытаниям: вхолостую (машины, механизмы и аппараты с приводом); на плотность и прочность (емкости и аппараты).
К началу индивидуальных испытаний должны быть завершены общестроительные работы, выполнены мероприятия, предусмотренные правилами техники безопасности, обеспечена подача электроэнергии, воды, пара, сжатого воздуха, а также закончены работы по устройству канализации и системы защиты (заземление и другие). Индивидуальные испытания оборудования вхолостую проводят по специальному графику с участием представителя заказчика и специализированных ремонтных и монтажных организаций.
Результаты испытания оборудования вхолостую и на плотность и прочность оформляются специальными актами.
Испытание аппаратов
Основными видами испытаний аппаратов на прочность и плотность являются гидравлическое и пневматическое испытания (рис. 11.1).
Перед проведением этих испытаний необходимо заглушить все штуцера и люки, не связанные с подсоединением к испытательному насосу. При проведении гидравлического испытания в верхней точке аппарата устанавливают воздушник и манометр, подключают к аппарату трубопроводы подачи и слива воды. Затем аппарат заполняют водой, полностью выпустив воздух, и закрывают воздушник. Второй манометр ставят у насоса для контроля. После этого насосом поднимают давление до рабочего и далее до пробного. Пробное давление выдерживают 10 мин, после чего давление снижают до рабочего, поддерживаемого в течение времени, необходимого для осмотра швов и уплотнительных соединений (табл. 11.1). При осмотре под рабочим давлением допускается обстукивание сварных и заклепочных швов аппаратов молотком весом от 0,5 до 1,5 кг, в зависимости от толщины стенки.

Рис. 11.1. Схема испытания гидравлическим способом аппарата на прочность:
1 – трубопровод от водопровода; 2 – насос; 3 – бачок для насоса; 4 – трубопровод для заполнения аппарата водой; 5 – манометр с 3-х ходовым краном; 6 – воздушник; 7 – испытательный аппарат; 8 – вентиль для заполнения бачка водой; 9 – вентиль для снижения давления в аппарате; 10 – запорный вентиль
При гидравлической опрессовке высоких колонных аппаратов следует учитывать величину гидростатического столба опрессовочной воды; поэтому перед опрессовкой по паспорту или расчетом проверяют допустимость гидравлического испытания в рабочем положении. Оно может проводиться, если нагрузка на стенку нижнего пояса аппарата от суммы пробного давления и давления столба жидкости не превышает 0,8 величины предела текучести металла корпуса при температуре опрессовки.
Если при заполнении аппарата водой при гидравлическом испытании в аппарате остается воздух, категорически запрещается испытание, так как при разрывах стенки корпуса аппарата возникает опасность травмирования персонала. При установлении рабочего или пробного давления стрелка манометра не должна отклоняться. Если она медленно, но постоянно отклоняется от установленного, это говорит о том, что в аппарате остался воздух при заполнении его водой.
Таблица 11.1. Пробные давления при гидравлическом испытании сварных аппаратов


В тех случаях, когда указанные условия не выполняются или возникает опасность перегрузки фундамента аппарата, по разрешению и в присутствии инспектора Госгортехнадзора можно производить опрессовку колонны воздухом или инертным газом.
При испытании сварных швов аппаратов, работающих под атмосферным давлением, смачиванием сварных швов керосином, время выдержки при испытании приведено в табл. 11.2.
Таблица 11.2. Время выдержки при испытании аппаратов керосином

Следят за появлением пятен на смазанной мелом обратной (обычно внешней) стороны шва. После окончания опрессовки гидравлическим способом, прежде чем сливать воду из аппарата, необходимо открыть воздушный кран. Этим самым предохраняем аппарат от деформации корпуса, в связи с созданием внутри аппарата разрежения.
Наиболее опасны пневматические испытания, так как в случае нарушения целостности стенки аппарата возможно образование воздушной ударной волны. Следует иметь в виду, что пневматические испытания на прочность нельзя проводить в действующих цехах, на эстакадах и в каналах, где уложены трубопроводы, находящиеся в работе.
Пневматические испытания наиболее удобно проводить, используя центральную систему. Иногда приходится их выполнять с помощью передвижных компрессоров. Компрессор должен иметь ресивер и располагаться от испытуемого оборудования на расстоянии не менее 10 м. Повышение и снижение давления проводится плавно и медленно. После соответствующей выдержки давление понижается до рабочего значения, а испытуемое оборудование подвергается тщательному осмотру (табл. 11.3). Осмотр и освидетельствование в процессе повышения или понижения давления не допускается. Ликвидация дефектов оборудования осуществляется после снятия давления. Количество людей, занятых на испытании, должно быть минимальным.
Таблица 11.3. Режим пневматического испытания
Пневматическое испытание производится в тех случаях, когда может быть перегрузка на опоры аппарата или фундаменты и по разрешению и в присутствии инспектора Госгортехнадзора можно производить опрессовку аппарата воздухом или инертным газом. К пневматической опрессовке прибегают также тогда, когда по условиям технологического процесса присутствие воды в аппарате может вызвать аварию при выходе ее на рабочий режим.
Пневматическая опрессовка требует также соблюдение особых мер предосторожности. В частности перед опрессовкой воздухом необходимо убедиться в полном отсутствии в аппарате взрыво- и пожароопасных жидкостей, паров, газов. Для этого аппарат предварительно продувают инертным газом или водяным паром. Аппарат, находящийся под давлением воздуха, обстукивать нельзя; сварные швы обстукивают до начала опрессовки. В момент повышения давления стоять вблизи аппарата запрещено.
Вакуумные колонны подвергают гидравлическому испытанию на пробное давление 0,2 МПа или пневматическому испытанию на давление 0,11 МПа. Аппараты, работающие при атмосферном давлении, как правило, подвергают испытанию путем заливкой водой. При отрицательной температуре, т.е. окружающей среды, гидравлические испытания аппаратов производят, применяя подогрев воды паром или специальные водные растворы, имеющие низкую температуру замерзания. Обычно для этих целей применяют растворы хлористого кальция или хлористого натрия (поваренной соли). После проведения испытания указанными растворами аппарат должен быть промыт теплой водой.
11.2. Обкатка машин и механизмов
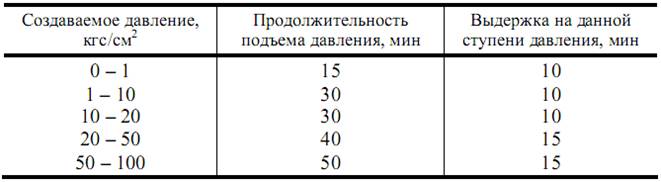
Обкатка машин, механизмов и аппаратов с мешалками проводят в соответствии с указанием проекта, технических условий или указаний соответствующих глав СНиП. Продолжительность испытания проводимых механизмов должна соответствовать представленной в табл. 11.4.
Таблица 11.4. Продолжительность проведения испытания механизмов

Индивидуальные испытания машин и механизмов вхолостую проводят по специальному графику с участием представителя заказчика и специализированных ремонтных и монтажных организаций. Результаты испытания оборудования оформляются специальными актами.
При испытании вхолостую вначале каждую машину подвергают пробному пуску, при котором производят наладку и регулирование взаимодействия ее частей и узлов на холостом ходу. Затем машину испытывают с постепенно увеличивающимся нагрузкой, одновременно проверяя соответствие ее фактических характеристик нормам, указанных в паспорте машины, техническим условиям или стандартам.
Перед пробным пуском машины необходимо:
1) проверить правильность взаимного положения и крепления деталей и узлов, составляющих машины, а для автоматов – также действие рабочих органов в соответствии с циклограммой;
2) тщательно очистить и заполнить соответствующей смазкой смазочные устройства и коробки для масла;
3) прокручивать перед пуском легкие и средние машины вручную или специальным валоповоротным механизмом с отсоединенным электродвигателем на один рабочий цикл, чтобы убедится в отсутствии местных заеданий, касаний движущихся деталей машины между собой и с окружающими предметами; проверить величину местных ходов и узлов, соответствующих возвратно-поступательному движению; для этого покачивают детали в ручную, а в точных механизмах мертвые ходы замеряют специальными инструментами;
4) установить и проверить все ограждения, натяжения и предохранительные устройства, нагревательные приборы, реле, автоматические выключатели и т.п.;
5) производить первый пуск машины вхолостую с освобождением ее от всякой нагрузки, предупредив ремонтный и монтажный персонал о пуске машины;
6) производить первоначальный пуск машины короткими включениями и, если во время их обнаружатся существенные недостатки ремонта или монтажа, немедленно ее остановить; пуск машин, имеющих привод с регулированием частоты вращения, следует начинать с наименьшей частоты;
7) для обкатки машин и механизмов необходимо проверить направление вращения электродвигателя, отсоединенного от механизма, и работу электродвигателя проводить в течение 40 – 60 мин вхолостую.
При работе машины или механизма вхолостую выявляют: общий характер работы (спокойный, без толчков, ударов и вибраций); нагрев подшипников, направляющих и других трущихся частей; биение валов, шкивов, зубчатых колес; правильность посадки на валу муфт, шкивов, зубчатых колес, подшипников качения; соответствие направления вращения и числа оборотов по паспортным данным.
Эти основные требования, общие для различных типов машин, могут быть дополнены специальными техническими требованиями, относящимся к данной машине и указанными в технической документации.
После окончания обкатки машину останавливают, вскрывают подшипники и другие трущиеся узлы, а также места с минимальными зазорами между движущимися и неподвижными деталями и проверяют, нет ли следов трения, задиров. Выявленные дефекты устраняют, машину собирают и регулируют, после чего ее подвергают техническим испытаниям. Для этого машину включают в работу с полной проектной нагрузкой, по достижении которой проверяют основные показатели работы машины: производительность, качество продукции и т.д.
Приемку оборудования из ремонта осуществляют в два этапа – предварительно и окончательно. Предварительно машину (агрегат) после ремонта принимает комиссия в составе представителя ОГМ, механика цеха, представителя ремонтной бригады, выполняющей ремонт, наладчика, обслуживающего данную машину (агрегат) путем осмотра и опробования на холостом ходу. Окончательно машину (агрегат) принимает та же комиссия после испытания под нагрузкой в производственных условиях.
Для каждого вида ремонта установлен испытательный срок работы машины (агрегата) под нагрузкой; текущей ремонт – 8 часов, капитальный – 24 часа.
Приемка оборудования из ремонта оформляется актом приема-сдачи оборудования, который утверждает главный инженер предприятия. Если ремонт выполнен недоброкачественно, ремонтная бригада, выполняющая ремонтные работы, обязана устранить обнаруженные дефекты.







