Испытание двигателя после сборки
Общие требования к сборке двигателя. Детали, поступающие на сборку, должны быть чистыми и просушенными. Антикоррозионное покрытие, предназначенное для предохранения как отремонтированных, так и новых деталей, должно быть удалено. Выбраковке перед сборкой подлежат крепежные детали нестандартного размера: гайки, болты, шпильки с забитой и сорванной резьбой более двух ниток, болты и гайки с изношенными гранями, винты с забитыми ,или сорванными прорезями головок, стопорные шайбы и пластины, шплинты и вязальная проволока, бывшие в употреблении.
Детали, имеющие переходные или прессовые посадки в сопряжении, должны собираться с помощью специальных оправок и приспособлений. Подшипники и сальники также собирают с помощью оправок. При сборке должны применяться динамометрические ключи. Затяжку крепежных нормалей производят согласно указаниям табл. 18.
Резиновые уплотнения перед сборкой нужно смазать. Для удобства сборки допускается смазка консистентной смазкой картонных и паронитовых прокладок. Все болтовые соединения затягиваются в два приема (предварительная и окончательная затяжки) равномерно по периметру. После сборки и соответствующих испытаний открытые отверстия должны быть закрыты пробками, колпачками; концы штуцеров и угольников следует обертывать изоляционной лентой.
Рекламные предложения на основе ваших интересов:
После подсборки и испытаний узлов и агрегатов общая сборка двигателя производится на том же стенде, что и разборка, но в обратном порядке.
Обкатка и испытания двигателя. После капитального ремонта каждый двигатель должен пройти обкатку на стенде для подготовки к эксплуатации под нагрузкой и для всестороннего контроля качества ремонта. Если замена деталей производилась без снятия двигателя с автомобиля, то двигатель можно обкатать на автомобиле, для чего необходимо двигателю поработать вхолостую вначале на минимальной, а затем на средней частоте вращения в течение 1 ч; включить III передачу автомобиля при обязательном предварительном включении колесных и стояночного тормозов и нагрузить двигатель гидротрансформатором в течение 25—30 мин (следить за температурой масла в гидротрансформаторе, она не должна на быть более 120 С); продолжить обкатку при движении порожнего автомобиля в течение 2,5 ч. Дальнейшая работа допускается в течение 50 ч под 60%-ной нагрузкой по
При испытании двигателя стенд должен быть оборудован гидравлическим или электрическим тормозом-нагружателем, а также контрольными приборами для измерения частоты вращения, мощности, температуры воды на выходе из двигателя, температуры масла в поддоне двигателя, давления масла в магистрали смазки, угла опережения впрыска топлива в градусах угла поворота коленчатого вала и расхода топлива в кг/ч. Стенд для обкатки двигателя ЯМЗ-240Н дополнительно должен иметь манометры для измерения давления воздуха, нагнетаемого каждым турбокомпрессором. Кроме того, на испытательном стенде должны быть сигнализатор для контроля загрязненности фильтрующих элементов масляного фильтра, холодильник масла и масляный бак с пеногасителем, который должен располагаться на расстоянии не менее 1 м от двигателя и не выше 0,5 м от оси (но не ниже оси) коленчатого вала. Внутренний диаметр трубопроводов, соединяющих бак с двигателем, должен . быть не менее 28 мм.
При работе двигателя на стенде необходимо поддерживать контролируемые режимы в следующих предела: температуру воды 75—95° С, разность температур левого и правого блоков не должна превышать 5° С; температуру масла в поддоне (масляном баке) 80—95° С; давление масла при температуре 80—95° С 5—7 даН/см2 (при 2100 об/мин) и не менее 1 даН/см2 при минимальной частоте вращения холостого хода; давление наддува при номинальней частоте вращения и нагрузке на двигателе ЯМЗ-240Н 0,60— О 95 даН/см2 с плавным уменьшением при снижении нагрузки или уменьшении частоты вращения коленчатого вала.
Перед пуском стенда необходимо коленчатый вал провернуть несколько раз вручную и убедиться в исправности двигателя и правильной его установке на стенде. Проверить и при необходимости отрегулировать тепловые зазоры в клапанном механизме. В процессе работы, кроме.контролируемых параметров, стетоскопом прослушивать шумы и стуки в распределительных шестернях, подшипниках коленчатого вала, поршневых пальцах и поршнях. При обнаружении дефектов обкатка должна быть прекращена, и только после их устранения продолжена.
Таблица 20
Режим контрольной приемки двигателей на стенде с электротормозом
Таблица 21
Горячая обкатка (основной режим) на стенде с гидротормозом
Таблица 22
Режим контрольной приемки двигателей на стенде с гидротормозом
Приработка и испытание двигателей на стендах с гидравлическими тормозами (табл. 21 и 22) включает только горячую обкатку и контрольную приемку.
По окончании обкатки необходимо подтянуть гайки крепления головок цилиндров, промыть фильтры грубой очистки масла, промыть поддон и заменить масло в нем, проверить и при необходимости отрегулировать тепловые зазоры в клапанном механизме.
При контрольной приемке проверяют регулировку двигателя, а после окончания приемки ограничивают мощность на обкаточный период. Ограничение мощности снимают через 100 ч обкатки автомобиля.
После установки двигателя на автомобиль и подключения всех внешних его систем надо проверить контролируемые параметры при движении как порожнего, так и груженого при 50%-ной нагрузке автомобиля.
Лекция 6. Приработка и испытание двигателя после ремонта
Приработка — это процесс изменения макро- и микрогеометрии, а также физико-механических свойств трущихся поверхностей деталей механизма или агрегата с целью подготовки его к восприятию эксплуатационных нагрузок.
Приработка является заключительным этапом ремонта двигателя. На крупных ремонтных предприятиях, выполняющих капитальный ремонт двигателей, их приработка и испытание после ремонта осуществляется на специальных испытательных стендах в три стадии:
1. холодная приработка, когда коленвал двигателя принудительно приводится во вращение внешним источником энергии (обычно электродвигателем);
2. горячая обкатка без нагрузки, когда обкатываемый двигатель работает самостоятельно;
3. горячая приработка с нагрузкой, когда двигатель работает, преодолевая сопротивление нагрузочного тормозного устройства (электродвигатель, работающий в режиме генератора или гидротормоз).
1. Холодная приработка двигателя производится на испытательном стенде, оборудованном системой принудительной циркуляции масла с его подогревом. Холодная приработка производится при малых оборотах коленвала в течение часа:
30 мин при частоте 450. 500 мин 1 ;
30 мин с постепенным увеличением частоты вращения коленвала двигателя до 900. 950 мин 1 .
После окончания холодной приработки отсоединяют от двигателя систему принудительной циркуляции масла, заливают масло в картер двигателя до нормального уровня и производят горячую приработку (обкатку).
2. Горячая обкатка двигателя без нагрузки (на х. х.) производится в течение 50. 60 мин при постоянном увеличении частоты вращения коленчатого вала от 900 до 1500. 1600 мин 1 и более в зависимости от марки двигателя.
При этом проверяют подтекание охлаждающей жидкости, топлива и масла через соединения трубопроводов и прокладки, давление масла в с. с., наличие стуков и шумов в работе двигателя. При выявлении неисправностей двигатель останавливают, производят их устранение, а затем продолжают обкатку. Рекомендуемые режимы горячей приработки двигателей приведены в таблице.
Режим горячей обкатки двигателей без нагрузки
| Модель двигателя | Циклы обкатки* | ||||
| ВАЗ-2108 | 750. 800/2 | 1000/3 | 1500/4 | 2000/5 | — |
| ВАЗ-2105, 2106 | 800/15 | 2000/15 | 2600/15 | ||
| МеМЗ-245 | 900. 1100/5 | 1900..2100/5 | 2900..3100/5 | 3900..4100/5 | 4100..4500/5 |
| УЗАМ-ЗЭ1, | 950..1050/15 | 1400..1500/5 | 1900..2000/5 | 2400..2500/5 | 2900..3000/5 |
В числителе указана частота вращения коленчатого вала двигателя (мин), в знаменателе — время обкатки (мин).
Горячая приработка двигателя под нагрузкой производится с дальнейшим постепенным увеличением оборотов, а также нагрузки на двигатель в соответствии с рекомендуемыми для данного двигателя режимами обкатки, с помощью специального нагрузочного устройства при такой приработке постоянно увеличивают тормозной момент, и соответственно возрастает развиваемая двигателем мощность.
При отсутствии специального испытательного стенда отремонтированный двигатель можно обкатать после его установки на автомобиль.
Обкатка двигателя на а/м производится сначала на х. х. в соответствии с приведенными выше рекомендациями по горячей обкатке двигателя без нагрузки. А затем двигатель обкатывается на пробеге 5000 км с соблюдением рекомендуемых в инструкции по эксплуатации максимальных скоростей движения на каждой передаче.
Необходимо учитывать, что после ремонта двигатель имеет повышенное сопротивление вращению, поэтому в течение его обкатки не рекомендуется доводить его работу до максимальных режимов. В обкаточный период необходимо более часто, чем при обычной эксплуатации, проверять отсутствие подтеканий о. ж., топлива и масла, наличие посторонних шумов, а также контролировать pмасла и tо. ж. и оперативно устранять выявление неисправности.
Замена масла в двигателе после ремонта осуществляется в более короткие сроки — первая замена производится через 1000 — 2000 км пробега, а далее — в соответствии с рекомендацией инструкции по эксплуатации данного а/м.
Лекция 7. Ремонт и ТО КШМ
Ремонт КШМ состоит в замене или ремонте его деталей и производится обычно со снятием двигателя с а/м. Без снятия двигателя с автомобиля производится снятие и установка крышки головки блока цилиндров, головки блока цилиндров, поддона масляного картера и замена их прокладок. При установке данных деталей для обеспечения герметичности затяжка гаекили болтов их крепления производится в определенном порядке в соответствии с общим правилом крепления корпусных деталей: от центра к периферии крест-накрест.
1. Снятие и установка крышки головки цилиндров производится при:
1.1.необходимости снятия головки цилиндров двигателя при ее замене или ремонте;
1.2.при подтяжке гаек или болтов ее крепления к блоку цилиндров;
1.3. при замене прокладки головки блока
1.4. при ТО и ремонте механизма газораспределения (регулировке зазоров клапанов, замене маслоотражательных колпачков и других деталей механизма газораспределения).
При снятии крышки головки блока цилиндров делать это нужно осторожно, чтобы не повредить прокладку крышки, и желательно иметь в наличии запасную прокладку для замены в случае повреждения ее при разборке либо при обнаружении ее растрескивания, а также при снижении уплотняющих свойств прокладки при ее затвердевании, если она изготовлена из резины.
2. Снятие и установка головки цилиндров производится при:
2.1. необходимости ее замены или ремонта;
2.2. при замене прокладки головки из-за нарушения ее герметичности,
2.3. при ремонте механизма газораспределения, а также для удаления нагара на днищах поршней и стенок камер сгорания, когда применение специальных составов для удаления нагара без снятия головки не дает результатов (признаки отложения нагара — перегрев двигателя и продолжение работы двигателя в течение нескольких секунд после выключения зажигания).
Снятие головки блока цилиндров производится в следующей последовательности:
1. слить охл. жидкость;
2. снять приборы на головке, и отвернуть болты (гайки) ее крепления;
3 осторожно снять головку, чтобы не повредить прокладку. Если прокладка приклеилась, то ее надо отделить тупым ножом или тонкой металлической пластиной.
Для удаления нагара поочередно устанавливают поршни в ВМТ, размягчают нагар ветошью, смоченной керосином, и удаляют его скребком из дерева или мягкого металла. То же самое следует проделывать и со стенками камер сгорания в головке.
Устанавливают головку цилиндров в обратной последовательности. При установке старой прокладки ее необходимо натереть порошкообразным графитом, однако для гарантированного обеспечения герметичности при каждом снятии-установке головки блока цилиндров следует (на двигателе ВАЗ-2108 в обязательном порядке) заменять прокладку головки на новую. После установки головки производится затяжка ее креплений к блоку.
Затяжка креплений головки цилиндров производится на холодном двигателе динамометрическим ключом с определенным моментом и в определенной последовательности (см. рис.).
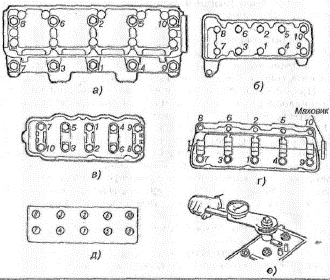
Последовательность крепления болтов и гаек шпилек головок цилиндров двигателей:
а — ВАЗ-2108; б — ВАЗ-2105, -2106; в — УЗАМ-331; г — МеМЗ-245; д — 3M3-4Q2; е — затяжка динамометрическим ключом.
Пример.
На двигателе ВАЗ-2108 затяжка болтов осуществляется в четыре приема: вначале моментом 20 Н • м (2,04 кгс • м), затем 69. 85 Н * м (7,08. 8,74 кгс • м); после этого все болты доворачивают еще дважды на 90°. В процессе эксплуатации головка не нуждается в подтягивании крепежных элементов, так как между блоком и головкой установлена безусадочная прокладка и применены специальные болты. На остальных двигателях затягивать болты следует в два приема: сначала с половинным моментом, а затем окончательно с полным. Момент окончательной затяжки десяти болтов на двигателе ВАЗ-2105 и -2106 96. 118 К • м (9,8. 12,1 кгс-м), а одиннадцатого болта с резьбой М8 двигателя 2106 — 31. 39 Н * м (3,2. 4,0: кгс • м), тек на двигателе УЗАМ-331 —■ 88. 98 Ы • м (9. 10 кгс • м) и болтов на двигателе МеМЗ-245 — 93. 103 Н • м (9,5. 10,5 кгс • м). Для ремонта и замены остальных деталей КШМ двигатель снимают с автомобиля и осуществляют частичную юга полную его разборку, общий порядок которой рассмотрен выше. Проверка технического состояния деталей КШМ производится с целью определения возможности их дальнейшей установки на автомобиль либо необходимости их ремонта или замены.
Блок цилиндров после разборки тщательно очищают и промывают внутренние полости (особенно каналы смазочной системы) горячим (температура 75. 85°С) раствором каустической соды. Затем его продуваюти просушивают сжатым воздухом. Проверка технического состояния состоит в тщательном визуальном контроле целостности блока (отсутствия обломов, трещин и пробоин), а также в измерении величин его деформации и износов поверхностей цилиндров (у гильзованных двигателей — гильз цилиндров и посадочных поверхностей под гильзы в блоке) и отверстий под коренные подшипники.
При наличии повреждений в блоке (трещин, сколов, пробоин) он, как правило, подлежит замене. Небольшие трещины можно устранить с помощью сварки либо заделать эпоксидным составом. При определении деформации блока цилиндров контролируют неплоскостность его разъема с головкой цилиндров и соосность отверстий под коренные подшипники.
Неплоскостность разъема блока с головкой цилиндров проверяется с использованием набора щупов и поверочной плиты или линейки. Линейка устанавливается по диагонолям плоскости разъема и посредине в продольном и поперечном направлениях и с помощью подложенного под нее щупа определяется величина зазора между линейкой и щупом. Если зазоры не превышают 0,1 мм, то блок пригоден для дальнейшего использования. При зазорах не более 0,14 мм допускается прошлифовать плоскость разъема для устранения ее неплоскостности. Если зазоры более 0,14 мм блок подлежит замене.
Несоосность отверстий коренных подшипников проверяется при помощи специальной оправки (скалки), вставляемой в отверстия коренных подшипников с установленными и затянутыми с требуемым моментом крышками. Если оправка вставляется одновременно во все отверстия коренных подшипников, то блок пригоден для дальнейшего использования, а если нет — блок подлежит замене.
Затем производится измерение диаметров цилиндров и отверстий под коренные подшипники в блоке при помощи индикаторного нутромера (см. рис. 208) и сравнение их с данными приложения 1. При износах отверстий свыше допустимого блок бракуется либо производится расточка цилиндров под ближайший ремонтный размер поршней с последующей установкой в них поршней и поршневых колец соответстующего ремонтного размера.
Коленчатый вал, снятый с двигателя, предварительно тщательно промывают, отворачивают пробки масляных каналов, очищают и продувают полости маслинных каналов. Затем осуществляется визуальный контроль с целью определения наличия трещин, следов повышенного износа поверхностей и состояния резьб. При наличии трещин вал подлежит замене. При срыве резьбы не более двух ниток производится ее прогонка. Затем производится измерение диаметров коренных и шатунных шеек и сравнение с данными приложения 1 и определение возможности дальнейшего использования коленчатого вала без ремонта, возможности перешлифования шеек под ремонтные размеры либо необходимости его замены.
Шейки коленчатого вала замеряются микрометром в двух взаимно перпендикулярных плоскостях по двум поясам.
Перешлифовка всех одноименных шеек производится под один ремонтный размер.
Для контроля перпендикулярности торцевой поверхности фланца для крепления маховика и оси коленчатого вала измеряется биение торцевой поверхности с помощью микрометрической индикаторной головки при прокручивании коленчатого вала.
Маховик контролируют по состоянию поверхности плоскости прилегания ведомого диска сцепления, состоянию ступицы и зубчатого обода (венца). Плоскость прилегания ведомого диска должна быть гладкой, без рисок и задиров. Биение плоскости маховика в сборе с коленчатым валом не должно превышать 0,10 мм на крайних точках, в противном случае плоскость прилегания необходимо прошлифовать либо заменить маховик.
При наличии трещин маховик следует заменить. При наличии забоин на зубьях обода маховика их следует зачистить, а при значительном износе или повреждениях — заменить обод маховика. Перед напрессовкой обод необходимо нагреть до температуры 200. 230°С и напрессовать на маховик.
Проверка состояния и подбор деталей поршневой группы рассмотрен выше при описании сборки двигателя.
Техническое обслуживание кривошипно-шатунного механизма. После пробега первых 1500. 2000 км, а в дальнейшем только после снятия головки блока цилиндров, а также при появлении признаков прорыва газов или подтекания охлаждающей жидкости в соединениях необходимо подтягивать гайки шпилек и болты головки блока цилиндров в установленной последовательности. В эти же сроки подтягивать винты или болты крепления поддона картера двигателя.
Через каждые 10000. 15000 км пробега следует проверять и при необходимости подтягивать болты и гайки крепления опор двигателя, очищать от грязи и масла их резиновые подушки. По мере загрязнения, а при езде по пыльным и загрязненным дорогам ежедневно, протирать поверхность двигателя ветошью, смоченной специальным очистителем.

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.







