- Термопластавтоматы Chen Hsong
- Конструкция термопластавтомата – устройство инжекционно-литьевой машины
- Конструкция термопластавтомата – устройство инжекционно-литьевой машины
- Узел впрыска
- Загрузочный бункер
- Материальный цилиндр
- Сопло
- Привод
- Узел смыкания
- Колонны
- Плиты
- Устройство запирания пресс-формы
- Устройство выталкивания
- Литьевые машины
- Особенности литьевого оборудования
- Разновидности машин
- Инжекционная литьевая машина и принцип ее работы
- Основные технические характеристики
- Основные производители
- Советы по выбору
Термопластавтоматы Chen Hsong
Конструкция термопластавтомата – устройство инжекционно-литьевой машины
Конструкция термопластавтомата – устройство инжекционно-литьевой машины
Термопластавтомат или инжекционно-литьевая машина – это сложное технологическое оборудование , состоящее из рабочих узлов, исполнительных механизмов и блока управления, а также имеющее температурные, скоростные, нагрузочные и др. параметры.
Общую конструкцию термопластавтомата можно представить следующим образом:
- узел впрыска
- узел смыкания
- основание
- система приводных механизмов
- контроллер
Узел впрыска осуществляет загрузку материала, его расплав и подачу к узлу смыкания. В состав узла впрыска входит загрузочный бункер, материальный цилиндр, нагреватели, шнек, сопло. Загрузка полимерного материала осуществляется через загрузочный бункер, далее он поступает в материальный цилиндр, потом вращательными движениями шнека происходит транспортировка материала к соплу. На этом пути материал нагревается и переходит в вязкотекучее состояние.
В задачу узла смыкания входит закрытие и раскрытие литьевой формы, создание усилия, необходимого для сохранения формы в закрытом виде. Нужное усилие может быть создано под действием колено-рычажного или гидравлического механизма, а также их комбинации. Конструкция узла смыкания также должна обеспечивать простое извлечение готового изделия.
Основание термопластавтомата – неподвижная часть станка, необходимая для крепления рабочих узлов машины. Оно должно отвечать таким требованиям как жесткость, виброустойчивость, прочность, износостойкость.
Управление работой термопластавтомата происходит с помощью электронного контроллера .
Узел впрыска
Наибольшую популярность в использовании при литье пластмасс под давлением получили узлы впрыска шнекового типа. Они обладают хорошими свойствами пластикации и удобством в работе. Рассмотрим устройство шнекового узла впрыска более подробно.
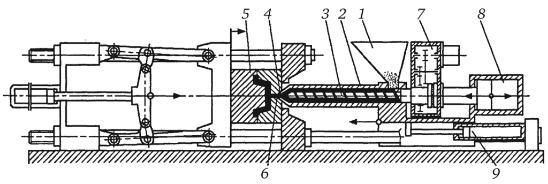
1 – загрузочный бункер, 2 – материальный цилиндр, 3 – шнек, 4 – сопло, 5 – литьевая форма, 6 – литниковое отверстие, 7 – привод вращательного движения шнека, 8 – привод возвратно-поступательного движения шнека, 9 – привод подвода материального цилиндра.
Загрузочный бункер
Загрузочный бункер обеспечивает непрерывную подачу гранулированного или порошкообразного материала в узел впрыска. Корпус бункера устанавливается над загрузочным отверстием материального цилиндра. В нижней части бункера имеется заслонка, которая используется в случае необходимости прекратить подачу материала.
Материальный цилиндр
Материальный цилиндр – это прямой металлический цилиндр, внутри которого находится шнек. Материальный цилиндр условно делится на две зоны – зона загрузки и зона пластикации.
В зоне загрузки осуществляется подача материала на шнек, а в зоне пластикации происходит плавление полимерного материала. По всей длине зоны пластикации на цилиндре установлены кольцевые нагреватели, количество которых зависит от соотношения длина/диаметр шнека и специфике термопластавтомата. Каждый нагреватель отвечает за свою зону нагрева, при этом температура каждой зоны регулируется отдельно.
Шнек является основным рабочим инструментом узла впрыска. Он отвечает за транспортировку пластической массы в материальном цилиндре от зоны загрузки к соплу, при этом обеспечивая ее перемешивание, сжатие и гомогенизацию, а также создает необходимое для впрыска давление.
Основным параметром шнека является соотношение длины рабочей части к наружному диаметру шнека.
Длину рабочей части шнека можно разделить на три зоны – загрузка, пластикация, дозирование. В зависимости от специфики литья под давлением существуют различные модификации шнека с разным соотношением длины зон, но для широкого применения используются универсальные шнеки.
Сопло
Главные функции сопла – это впрыск расплавленного материала в пресс-форму и предотвращение подтекания расплава. Для максимально плотного прилегания сопла к литниковой втулке пресс-формы, наконечник сопла имеет конусообразную форму.
Привод
Чтобы привести шнек в движение необходимо создать крутящий момент, для этих целей на термопластавтомате установлен привод шнека. В конструкциях разных ТПА используются разные системы приводов – гидравлические, гидромеханические и электрические.
Гидравлическая система с насосом и системой регулирования с обратной связью обеспечивает точное управление подачей насоса и давлением рабочей жидкости. Это позволяет стабильно управлять скоростями перемещения механизмов независимо от температуры масла, приводит к уменьшению затрат на обслуживание, снижению энергопотребления, повышению надежности и простоты обслуживания.
Электрический привод обеспечивается двумя электродвигателями, способными создавать большой крутящий момент при регулируемой небольшой частоте вращения вала.
Также существуют ТПА с сочетанием гидравлического и электромеханического привода: гидромеханический привод со встроенным редуктором, с выносным редуктором и др.
Кроме привода шнека большинство машин имеет отдельный привод для подвода к форме узла впрыска. При этом существует два варианта:
- узел впрыска целиком передвигается на салазках по направляющим, установленным на основании термопластавтомата
- узел закреплен на колоннах, которые выполняют функцию направляющих при движении узла.
Как правило, привод движения узла впрыска обеспечивается одним или двумя гидроцилиндрами. Исключением являются только ТПА с электрическим приводом.
Узел смыкания
Функциями узла смыкания являются:
- Обеспечение плотного смыкания обеих частей пресс-формы на этапе впрыска расплава
- Выдержка отливки под давлением
- Размыкание формы и извлечение готового изделия
Надежное запирание пресс-формы является ключевым параметром для получения качественной отливки. Также играет роль скорость движения формы и качество извлечения готового изделия.
В конструкцию узла смыкания входят: колонны, плиты (подвижная плита и неподвижная плита), устройство обеспечивающее движение подвижной плиты и надежное запирание формы, устройство обеспечивающее движение выталкивателей.
По виду привода все конструкции узлов смыкания форм можно разделить на гидравлические, пневматические, гидромеханические, пневмомеханические и механические (полностью электрические).
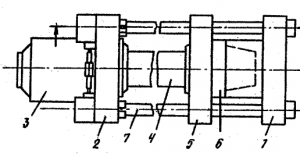
1 – передняя неподвижная плита, 2 – задняя неподвижная плита, 3 – привод, 4 – шток, 5 – подвижная плита, 6 – полуформа, 7 – направляющая колонна.
Колонны
Колонны выполняют роль направляющих, по которым перемещается подвижная плита с установленной на ней полуформой, а также на них замыкается усилие, которое возникает при запирании пресс-формы и выдержки под давлением. Направляющие колонны представляют собой прочные стальные стержни, с минимальной чувствительностью к переменным нагрузкам и пульсациям.
Узел смыкания термопластавтомата обычно оснащен двумя или четырьмя колоннами, также существуют и бесколонные узлы смыкания. Двухколонные узлы смыкания чаще используются на машинах малой мощности, а в бесколонных машинах усилие замыкается в С образных рамах.
Плиты
Плиты необходимы для монтажа пресс-формы. Полуформа с литниковым каналом устанавливается на неподвижной плите, а полуформа с выталкивателями – на подвижной. Плиты являются наиболее нагруженной частью узла смыкания, поэтому чаще всего изготавливаются из стали. Плоскости подвижной и неподвижной плит должны быть строго параллельными, это имеет большое значение для снижения износа направляющих колонн и для обеспечения равномерного распределения нагрузки.
Конструкция плит определяется системой запирания и комплектацией ТПА.
Устройство запирания пресс-формы
На термопластавтоматах большой мощности преимущественно используют гидравлические двухступенчатые устройства запирания пресс-формы, в машинах средней мощности применение двухступенчатых гидравлических устройств не превышает 10—15 %. На ТПА малой и средней мощности преобладают гидромеханические и механические устройства смыкания.
Устройство выталкивания
Для того, чтобы станок для литья пластмасс мог работать в автоматическом режиме, литьевая форма должна быть оборудована системой выталкивания готовой продукции. Движения выталкивателей обеспечивается приводными устройствами. В простейшем варианте — это регулируемые упоры для хвостовиков литьевых форм, в современных конструкциях ТПА предпочтение отдается механическим или гидравлическим устройствам.
Литьевые машины
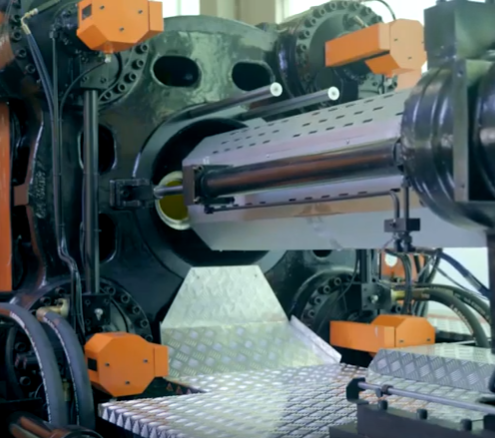
Литьевая машина предназначена для литья изделий из пластмасс под высоким давлением. Это самое востребованное оборудование для переработки пластика и различных термопластов: полиамида, полистирола, полиолефинов, полиэфиров, полифениленоксидов.
В термопластавтоматах и литьевых машинах производится около половины штучных изделий из пластмассы. Из них больше половины изготавливается методом литья под давлением.

Рис.1. Литьевая машина от компании «ИМСТЕК».
Особенности литьевого оборудования
Инжекторно-литьевые машины выпускаются в горизонтальном, вертикальном и угловом исполнении.
Горизонтальные машины с вертикальными разъемными формами и горизонтальным впрыском наиболее удобны и функциональны. Отличаются высокой производительностью. Имеют усилие смыкания до 6000 тонн.
Вертикальные имеют горизонтально расположенные разъемы и вертикальный впрыск. Используются в производстве небольших деталей, в том числе с армирующими элементами.
На станках с угловым расположением узлов создаются крупногабаритные изделия сложных форм, которые невозможно производить в обычных машинах. Бывают с горизонтальным узлом впрыска и вертикальным разъемом пресс-форм, или вертикальным впрыском и горизонтальным разъемом формы.

Рис. 2. Схематичные изображения горизонтальных, угловых и вертикальных литьевых машин.
Разновидности машин
Выпускается огромная линейка литьевых машин различного назначения, которые подразделяются на универсальные, специальные, машины для микролитья и лабораторные устройства.
По виду перерабатываемых полимерных материалов делятся:
• термопластавтоматы для изготовления изделий из термопластов;
• ректопластавтоматы, используемые для переработки теромореактивного сырья;
• станки для литья из резиновых составов.
По назначению термопластавтоматы литьевые бывают универсальными, специальными, лабораторными и для микролитья.
1. Универсальные станки используются для изготовления широкой линейки изделий в литьевых формах.
2. В специальных машинах создаются нестандартные изделия. Эти машины являются основными узлами сложных технологических линий.
Могут использоваться нестандартные приемы литья:
• многокомпонентное и двухкомпонентное литье;
• микрослоистое литье под давлением;
• литье по технологии LFIM при низком давлении.
В смеси могут добавляться металлические или керамические порошки, мономеры или пенообразующие реагенты.
3. Устройства для микролитья и литья тонкостенных деталей используется для создания серийных мелких полимерных изделий.
4. Лабораторные станки служат для разработки новых технологий, различных испытаний и отслеживания всех технологических этапов литья.
Инжекционная литьевая машина и принцип ее работы
Инжекционно-литьевая машина предназначена для изготовления изделий различных конфигураций с разной толщиной стенок.
Конструкция машины состоит из различных узлов и модулей:
1) Приемного бункера, куда подаются подготовленные гранулы твердого пластика.
2) Модуля пластификации и впрыскивания, предназначенного для расплава и подачи сырья под высоким давлением в литьевые пресс-формы. Узел состоит из червячного механизма, различных шнеков и цилиндров, ленточного нагревателя.
3) Пресс-форм для литья пластмасс, состоящих из подвижной матрицы и неподвижного пуансона, закрепленных на специальных плитах и образующих между собой полость.
4) Узла смыкания, который с помощью электрического или гидравлического механизма замыкает пресс-форму перед впрыскиванием в него полимерного сырья.
5) Гидравлического механизма, состоящего из регулирующих и распределительных клапанов, насосов, силовых цилиндров и выталкивающего привода, удаляющего готовые изделия из пресс-форм.
6) Автоматического узла управления, позволяющего устанавливать рабочие параметры литья и контролировать весь технологический процесс.
Технология литья в инжекционно-литьевой машине включает в себя несколько основных этапов:
• загрузка измельченных полимеров в приемный бункер агрегата;
• перемещение сырья под действием собственного веса в шнековую зону, где происходит плавление;
• впрыск жидкой полимерной массы в полость пресс-формы для литья;
• остывание и твердение готовых изделий под давлением, для предотвращения усадки и деформаций;
• размыкание форм и извлечение изделий.
Все стадии образуют повторяющийся технологический цикл. Продолжительность его зависит от вида сырья, конфигурации, размеров и толщины стенки изделий.
Основные технические характеристики
Основные параметры, влияющие на конструкцию, производительность и параметры выпускаемых литых изделий являются:
1. Объем впрыска. Показатель зависит от параметров изготовляемых отливок.
2. Скорость впрыска. Определяет скорость подачи полимерного сырья в пресс-форму. Зависит от скорости перемещения шнека, его диаметра и мощности машины.
3. Усилие смыкания форм. Этот показатель влияет качество отливаемых изделий и экономичность литья. При слабом запирании формы может образовываться облой.
Кроме того, габариты изделия зависят от максимального расстояния между плитами матрицы и пуансона, хода подвижной плиты.
Основные производители
Современные производители предлагают горизонтальные, вертикальные и угловые литьевые машины с усилием смыкания от двадцати до шести тысяч тонн.
К наиболее популярным моделям относятся машины китайских, тайваньских и европейских производителей:
• Siger — широкая линейка популярных термопластавтоматов с усилием смыкания до 320 тонн южнокитайского производителя;
• СХ — серия энергосберегающих моделей тайваньского производства с германскими двигателями Rexroth и австрийской автоматической системой управления КЕВА;
• IMS-ES — бюджетная серия станков китайского производства с русифицированной панелью управления, оптимального сочетания низкой цены и высокого качества;
• Servo Е — высокоскоростные сервоприводные станки от тайваньской компании CYBERTECH. Отличаются высокой производительностью и долговечностью. Панель управления Keba с русскоязычным интерфейсом имеет множество понятных технологических возможностей.

Рис. 3. Литьевая машина Servo E.
Все оборудование имеет сертификаты качества и подробные инструкции на русском языке.
Советы по выбору
Выбор литьевых машин зависит от вида сырья, требуемого количества и ассортимента изделий из термопластов.
При выборе литьевых машин стоит обратить внимание на следующие параметры:
• скорость и объем впрыска;
• силу смыкания пресс-форм;
• расстояние между направляющими колоннами матриц и пуансонов.
Широкую линейку литьевых машин предлагает компания «ИМСТЕК».
Являясь дистрибьюторами крупных китайских и тайваньских производителей, поставляем машины и комплектующие по заводским ценам.
Заказывайте литьевые машины по телефону, каналу обратной связи на нашем сайте или пишите на электронную почту.
Поможем выбрать подходящее оборудование и пресс-формы для литья. Осуществим поставку ТПА, настройку и пусконаладку машин. Рассчитаем необходимый объем сырья. Обучим ваших технических специалистов. Обеспечим гарантийное и послегарантийное сопровождение.







