При текущем ремонте электрических машин выполняют следующие работы: проверку степени нагрева корпуса и подшипников, равномерности воздушного зазора между статором и ротором, отсутствия ненормальных шумов в работе электродвигателя; чистку и обдувку электродвигателя без его разборки, подтяжку контактных соединений у клеммных щитков и присоединении проводов, зачистку колец и коллекторов, регулирование и крепление траверсы щеткодержателя, восстановление изоляции у выводных концов, смену электрощеток; смену и долив масла в подшипники. При необходимости производят: полную разборку электродвигателя с устранением повреждений отдельных мест обмотки без ее замены; промывку узлов и деталей электродвигателя; замену неисправных пазовых клиньев и изоляционных втулок, мойку, пропитку и сушку обмотки электродвигателя, покрытие обмотки покрывным лаком, проверку крепления вентилятора и его ремонт, проточку шеек вала ротора и ремонт беличьей клетки (в для подшипников с принудительной смазкой (0,05 + 0,08) Дш, где Дш — диаметр шейки вала.
Для создания более благоприятных условий образования масляного клина рекомендуют у разъемных подшипников делать боковые зазоры В = а. В этом случае подшипники растачивают на диаметр Д + 2а с применением прокладок толщиной а.
Допустимая разница воздушных зазоров электрических машин не должна превышать значений, указанных в заводских инструкциях, а если таких данных нет, то зазоры должны отличаться на величину не больше, чем указано ниже для машин: асинхронных — на 10 %; синхронных тихоходных — на 10 %; синхронных быстроходных — на 5 %; постоянного тока с петлевой обмоткой и зазором под главными полюсами более 3 мм — 5 %; постоянного тока с волновой обмоткой и зазором под главными полюсами более 3 мм — на 10 %; а также якорем и дополнительными полюсами — на 5 %. Разбег — осевая игра вала машины в подшипниках скольжения в одну сторону от центрального положения ротора не должен превышать 0,5 мм для машин напряжением до 10 кВт, 0,75 мм — для машин 10—20 кВт, 1,0 мм — для машин 30—70 кВт, 1,5 мм — для машин 70—100 кВт. Суммарный двусторонний разбег вала не должен превышать 2—3 мм. Зазоры в подшипниках качения
Внутренний диаметр подшипника, мм
Осевая игра в однорядных шарикоподшипниках, мм» для серии
Радиальный зазор, мм
в новых однорядных шарикоподшипниках
в новых роликоподшипниках
наибольший допустимый при износе подшипников
В контрольно-дефектационные операции после разборки электромашин входят: внешний осмотр и обмер всех изнашиваемых поверхностей деталей; окончательное заключение о состоянии деталей в результате осмотра, проверок и испытаний. Результаты дефектации записывают в ремонтную карту, на основании которой технолог или мастер заполняет операционную карту и назначает вид ремонта. Дефектные детали и узлы ремонтируют способами, указанными ниже.
Технология ремонта узлов и деталей электрических машин. Конструкция коллектора.
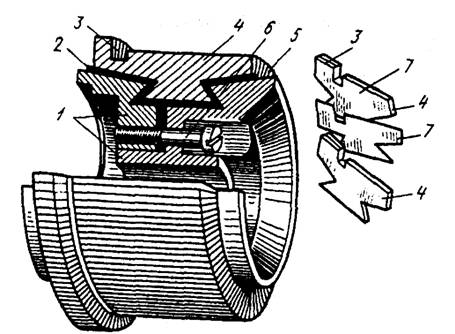
Дня большинства электрических машин применяют конструкцию коллектора, показанную на рис. 6. Коллектор машины должен быть очищен от грязи и смазки. Изоляция коллектора должна быть продорожена, с граней коллекторных пластин сняты фаски. Коллектор, имеющий неровности до 0,2 мм, должен быть отполирован, 0,2—0,5 мм — прошлифован, более 0,5 мм — проточен. Биение коллектора у машин (проверенное по индикатору) не должно превышать 0,02 мм для коллекторов диаметром до 250 мм и 0,03—0,04 мм для коллекторов диаметром 300-600 мм.
Ремонт коллекторов.
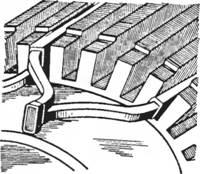
Сведения о возможных неисправностях, причинах их возникновения и способах ремонта коллекторов приведены в табл. Рис. 6. Устройство коллектора: 1 — стальной корпус; изоляция; 3 — петушки; 4 — пластина коллекторная; 5— шайба конусная натяжная; 6— винт стопорный; 7— прокладка миканитовая Рис. 7. Формовка коллектора на токарном станке
Неисправность коллектора
Неисправность
Искрение. Круговой огонь
Биение. Выступание пластин
Плохая сборка. Некачественный миканит
Выступание изоляции между пластинами
Износ пластин. Ослабление коллектора
Продороживание. Подтягивание. Обточка
Выступание пластин на краю коллектора
Предельная обточка. Слишком тонкие пластины
Замена комплекта пластин и межламельной изоляции
Обломана часть петушков (в шлице)
Неосторожная выбивка концов обмотки из шлица
Разборка. Ремонт или за мена пластин
Замыкание между пластинами
Заусенцы на поверхности. Прогар миканитной изоляции из-за попадания масла и медно-угольной пыли
Осмотр. Расчистка. Глубокая прочистка между пластинами. Промывание спиртом. Замазывание пастой
Замыкание внутри кол лектора
Замыкание на корпус
Пробой, прогар изоляционных конусов
Разборка, ремонт или за мена коллектора с формовкой на станке (рис. 7)
Ремонт контактных колец.
Комплект контактных колец показан на рис. 8. Незначительные повреждения поверхности контактных колец (подгары, биение, неравномерная выработка) устраняют зачисткой и полировкой без демонтажа колец. При больших повреждениях поверхностей кольца снимают и протачивают с уменьшением их толщины не более чем на 20 %. Пробой изоляции на корпус, а также предельный износ колец вызывают необходимость их замены. Замены целесообразно производить только в крупных ЭРЦ, где на каждый вид контактных колец составляют типовой технологический процесс разборки, изготовления, сборки и испытания с обеспечением соответствующими приспособлениями и оборудованием.
Ремонт сердечников.
Сердечники (активная сталь) одновременно служат магнитопроводом и остовом для размещения и укрепления обмотки. При ремонте и замене обмотки необходимо проверить сердечники и устранить обнаруженные дефекты. Основные неисправности сердечников статора и ротора, их причины, а также способы устранения приведены в табл. Неисправности сердечников статора и ротора
Неисправность
Выпадение вентиляционных распорок Ослабление стяжных болтов Отлом и выпадение отдельных зубцов
Ремонт распорок Подтянуть болты Забить и укрепить клинья
Распушение зуб цов
Слабые крайние листы или нажимные шайбы
Подпрессовка. Усилие крайних листов
Заусенцы. Зашлифованные места. Механические повреждения поверхности сердечников
Порча изоляции стяжных болтов
Пробой изоляции обмотки на сталь
Неправильная сборка или монтаж машины. Механические повреждения
Рис. 8. Кольца контактные в сборе: 1 — втулка; 2 — электрокартон; 3 — кольцо контактное; 4 — изоляция шпилек; 5 — шпильки контактные (выводы от колец)
Условия для безыскровой коммутации.
Если плотность тока, приходящаяся на единицу поверхности соприкосновения щетки с коллектором в каком-либо месте становится слишком большой, щетки искрят. Искрение разрушает щетки и поверхность коллектора. Надежный контакт между щеткой и коллектором обеспечивает гладкая зеркальная поверхность коллектора (без выступов, вмятин, подгаров, без эксцентриситета или биения). Механизм подъема щеток должен быть исправным. На одной машине нельзя применять щетки разных марок. Они должны быть установлены строго на нейтрали. Расстояние между щетками по окружности коллектора должны быть равными. Отклонения в расстояниях между сбегающими концами щеток не должны превышать 1,5 % для машин мощностью до 100 кВт. От обоймы до поверхности коллектора расстояние должно быть 2—4 мм. При наклонном расположении щеток острый угол щетки должен быть набегающим. Допустимые отклонения обойм щеткодержателя от номинального размера в осевом направлении — 0—0,15 мм; в тангенциальном направлении, при ширине щеток менее 16 мм —0—0,12 мм; при ширине щеток более 16 мм — 0—0,14 мм. Допустимые отклонения размеров щеток от номинальных размеров обоймы щеткодержателя могут быть только со знаком минус. Величины допустимых отклонений: в осевом направлении от — 0,2 до — 0,35 мм; в тангенциальном направлении (при ширине щеток до 16 мм) от — 0,08 до — 0,18 мм; в тангенциальном направлении (при ширине щеток более 15 мм) от — 0,17 до — 0,21 мм. Рис. 9. Формы валов электромашины: а — машин постоянного тока; б, в — асинхронных двигателей
Зазор щеток в обойме не должен превышать в осевом направлении — 0,2 -г- 0,5 мм; в тангенциальном направлении (при ширине щеток до 16 мм) 0,06 * 0,3 мм; в тангенциальном направлении (при ширине щеток более 16 мм) 0,07 + — 0,35 мм. Рабочая (контактная) поверхность щеток должна быть отшлифована до зеркального блеска. Удельное нажатие различных марок щеток должно находиться в пределах 0,15—4 МН/м 2 и приниматься по каталогам. Отклонение в величине удельного нажатия между отдельными щетками одного стержня допускается на ± 10 %. Для двигателей, подвергающихся толчкам и сотрясениям (крановые и др.), удельное нажатие допускается повышать на 50—75
Ремонт электрических машин — Электрические машины постоянного тока
Содержание материала
2.4. Электрические машины постоянного тока
В настоящее время в регулируемых по скорости или моменту электроприводах широко используются машины постоянного тока. Они изготавливаются мощностью от долей ватта до 12 МВт. Номинальное напряжение их не превышает 1500 В и только иногда в крупных машинах доходит до 3000 В. Частота вращения колеблется в широких пределах — от нескольких оборотов до нескольких тысяч оборотов в минуту. Наиболее широко применяются машины постоянного тока с механическим коммутатором — коллектором. Хотя он усложняет условия работы, однако правильно спроектированная и качественно изготовленная машина постоянного тока является достаточно надежной. Машины постоянного тока, как и все электрические машины, обратимы, т. е. могут .работать и как генераторы, и как двигатели. Конструктивно они выполнены одинаково. Однако с целью получения более экономичных режимов работы генераторы и электродвигатели проектируются и изготавливаются отдельно. В частности, они изготавливаются на разные напряжения: генераторы — на 115, 230, 460 В, двигатели — на 110, 220, 440 В. Генераторы постоянного тока применяются в качестве возбудителей синхронных машин, сварочных генераторов, для питания гальванических ванн и двигателей постоянного тока, зарядки аккумуляторов. Электродвигатели постоянного тока используются для электрической тяги, в подъемно-крановых установках, металлургической, бумажной промышленности и других отраслях, где требуется плавное и точное регулирование скорости и вращающего момента в широких пределах. Электрическая машина постоянного тока состоит из статора, якоря, коллектора, щеткодержателя и подшипниковых щитов (рис. 2.9). Статор состоит из станины (корпуса), главных и добавочных полюсов, которые имеют обмотки возбуждения. Эту неподвижную часть машины иногда называют индуктором. Главное его назначение — создание магнитного потока. Станина изготавливается из стали, к ней болтами крепятся главные и добавочные полюса, а также подшипниковые щиты. Сверху на станине имеются кольца для транспортирования, снизу — лапы для крепления машины к фундаменту. Главные полюса машины набираются из листов электротехнической стали толщиной 0,5 -1 мм с целью уменьшения потерь, которые возникают из-за пульсаций магнитного поля полюсов в воздушном зазоре под полюсами. Стальные листы сердечника полюса спрессованы и скреплены заклепками. Рис. 2.9. Машина постоянного тока: I — вал; 2 — передний подшипниковый щит; 3 — коллектор; 4 — щеткодержатель; 5 — сердечник якоря с обмоткой; 6 — сердечник главного полюса; 7 — полюсная катушка; 8 — станина; Р — задний подшипниковый щит; 10 — вентилятор; 11 — лапы; 12 — подшипник Рис. 2.10. Полюса машины постоянного тока: а — главный полюс; б — дополнительный полюс; в — обмотка главного полюса; г — обмотка дополнительного полюса; 1 — полюсный наконечник; 2 — сердечник
В полюсах различают сердечник и наконечник (рис. 2.10). На сердечник надевают обмотку возбуждения, по которой проходит ток, создавая магнитный поток. Обмотка возбуждения наматывается на металлический каркас, оклеенный электрокартоном (в больших машинах), или размещается на изолированном электрокартоном сердечнике (малые машины). Для лучшего охлаждения катушку делят на несколько частей, между которыми оставляют вентиляционные каналы. Добавочные полюса устанавливаются между главными. Они служат для улучшения коммутации. Их обмотки включаются последовательно в цепь якоря, поэтому проводники обмотки имеют большое сечение. Якорь машины постоянного тока состоит из вала, сердечника, обмотки и коллектора. Сердечник якоря собирается из штампованных листов электротехнической стали толщиной 0,5 мм и спрессовывается с обеих сторон с помощью нажимных шайб. В машинах с радиальной системой вентиляции листы сердечника собираются в отдельные пакеты толщиной 6-8 см, между которыми делают вентиляционные каналы шириной 1 см. При осевой вентиляции в сердечнике выполняют отверстие для прохождения воздуха вдоль вала. На внешней поверхности якоря имеются пазы для обмотки. Обмотка якоря изготавливается из медных проводов круглого или прямоугольного сечения в виде заранее выполненных секций (рис. 2.11). Они укладываются в пазы, где тщательно изолируются. Обмотку делают двухслойной: размещают в каждом пазу две стороны разных якорных катушек — одну над другой. Обмотку закрепляют в пазах клиньями (деревянными, гетинаксовыми или текстолитовыми), а лобовые части крепят специальным проволочным бандажом. В некоторых конструкциях клинья не применяют, а обмотку крепят бандажом. Бандаж изготовляют из немагнитной стальной проволоки, которая наматывается с предварительным натяжением. В современных машинах для бандажировки якорей используют стеклянную ленту.
Рис. 2.11. Расположение секции обмотки якоря в пазах сердечника
Коллектор машины постоянного тока собирается из клиноподоб-ых пластин холоднокатаной меди. Пластины изолируют одну от другой прокладками из коллекторного миканита толщиной 0,5 — 1 мм. Нижние (узкие) края пластин имеют вырезы в виде «ласточкина хвоста», которые служат для крепления медных пластин и миканитовой изоляции. Коллекторы крепят нажимными конусами двумя способами: при одном из них усилие от зажима передается только на внутреннюю поверхность «ласточкина хвоста», при втором — на «ласточкин хвост» и конец пластины. Коллекторы с первым способом крепления называют арочными, со вторым — клиновыми. Наиболее распространены арочные коллекторы. В коллекторных пластинах со стороны якоря при небольшой разнице в диаметрах коллектора и якоря делают выступы, в которых фрезеруют прорези (шлицы). В них укладывают концы обмотки якоря и припаивают оловянистым припоем. При большой разнице в диаметрах припайка к коллектору делается с помощью медных полосок, которые называются «петушками». В быстроходных машинах большой мощности для предотвращения выпучивания пластин под действием центробежных сил применяют внешние изолированные бандажные кольца. Щеточный аппарат состоит из траверсы, щеточных пальцев (болтов), щеткодержателей и щеток. Траверса предназначена для крепления на ней щеточных пальцев щеткодержателей, образующих электрическую цепь. Щеткодержатель состоит из обоймы, в которую помещается щетка, рычага для прижима щетки к коллектору и пружины. Давление на щетку составляет 0,02 — 0,04 Мпа. Для соединения щетки с электрической цепью имеется гибкий медный тросик. В машинах малой мощности применяют трубчатые щеткодержатели, которые крепят в подшипниковом щите. Все щеткодержатели одной полярности соединяются между собой сборными шинами, которые подключаются к выводам машины. Щетки (рис. 2.12) в зависимости от состава порошка, способа изготовления и физических свойств разделяют на шесть основных групп: угольно-графитовые, графитовые, электрографитовые, медно-графитовые, бронзографитовые и серебряно-графитовые. Подшипниковые щиты электрической машины служат в качестве соединительных деталей между станиной и якорем, а также опорной конструкцией для якоря, вал которого вращается в подшипниках, установленных в щитах. Различают обычные и фланцевые подшипниковые щиты. Подшипниковые шиты изготовляют из стали (реже из чугуна или алюминиевых сплавов) методом литья, а также сварки или штамповки. В центре щита делается расточка под подшипник качения: шариковый или роликовый. В машинах большой мощности в ряде случаев используют подшипники скольжения. Рис. 2.12. Щетки: а — для машин малой и средней мощности; б — для машин большой мощности; 1 — щеточный канатик; 2 — наконечник В последние годы статор двигателей постоянного тока собирают из отдельна с листов электротехнической стали. В листе одновременно штампуются ярмо, пазы, главные и добавочные полюса. Основной серией машин постоянного тока общего назначения, изготавливаемых в СНГ, является серия 2П. Она охватывает диапазон мощностей от 0,37 до 200 кВт при высоте осей вращения 90 — 315 мм. Электродвигатели этой серии предназначены для широкорегулируемых электроприводов. Они заменяют машины серии П, а также специализированные машины серий ПС (Т), ПБС (Т), ПР. Приведем структуру условного обозначения машины постоянного тока серии 2П: 2П/1 Х/2 Х/3 Х/4 Х/5 Х/6, где 1 — название серии (2П); 2 — исполнение по способу защиты и вентиляции: Ф — защищенное исполнение с независимой вентиляцией от постороннего вентилятора, Б — закрытое исполнение с естественным охлаждением, О — закрытое исполнение с внешним обдувом от вентилятора; 3 — высота осей вращения, мм; 4 — условное обозначение длины сердечника якоря: М — средняя, L — большая; 5 — буква Г при наличии встроенного тахогенератора (при отсутствии тахогенератора буква Г не ставится); 6 — климатическое исполнение и категория размещения. Электродвигатели серии 2П изготавливаются с полным числом добавочных полюсов. При этом двигатели с высотой оси вращения 90 и 100 мм — двухполюсные, 112 мм — четырехполюсные. Двигатели типов 2ПН, 2ПФ обладают степенью защиты IP22, а типов 2ПБ и 2ГЮ — IP44. Двигатели со степенью защиты IP22 имеют центробежный реверсивный вентилятор, насаженный на вал якоря со стороны, противоположной коллектору. Двигатели со степенью защиты IP44 имеют внешний центробежный вентилятор, который насажен на конец вала, противоположный приводу, и закрыт штампованным или сваренным кожухом из листовой стали толщиной 1 — 2 мм. Внутри таких двигателей со стороны, противоположной коллектору, размещается вентилятор-мешалка. Для привода вентилятора в двигателях типа 2ПФ и 2ПО используется асинхронный двигатель типа 4АА56А4УЗ с синхронной частотой вращения 1500 об/мин. В двигателях с высотой оси вращения 90 — 200 мм станина изготовлена из отрезков цельнотянутых труб, а с высотой оси вращения 225 -315 мм станины сварные, из толстолистового проката. Соединение двигателей серии 2П с приводом осуществляется эластичной, зубчатой или клиноременной передачей. Рабочий конец вала — со стороны, противоположной коллектору. Двигатели изготавливаются с независимым возбуждением. Напряжение возбуждения 110 или 220 В независимо от номинального напряжения якоря. Режим работы машины серии 2П продолжительный (S1), средний срок службы 12 лет, средний ресурс 30000 ч. Двигатели типа 2П. Г изготавливаются с тахогенератором типа ТС1, который имеет закрытое встроенное исполнение. Возбуждение тахогенератора от постоянных магнитов. Номинальное напряжение якорной цепи машины серии 2П составляет 110, 220, 240 и 660 В. Машины новой серии 4П по сравнению с серией 2П характеризуются улучшенными массогабаритными показателями. Все машины этой серии имеют распределенную компенсационную обмотку, а магнитопроводы (сердечники) статора и якоря шихтованные. В ряде машин серии 4П (например, типов 4ПО, 4ПБ) статоры изготовлены по типу статоров асинхронных двигателей и не имеют явных полюсов. Обмотка возбуждения укладывается в 2 паза в пределах полюсной дуги, компенсационная обмотка размещается равномерно во всех оставшихся пазах расточки статора. Двигатели типов 4ПО, 4ПБ имеют степень защиты IP44. Они считаны на длительный режим работы (S1), но допускают эксплуатацию в режимах S3 — S8, изготавливаются с параллельным или независимым возбуждением 220 В. Широкорегулируемые электродвигатели типа 4ПФ обладают степенью защиты IP23. Они поставляются со встроенным тахогенератором типа ТП80-20-0,23 и датчиком тепловой защиты. Возбуждение независимое от напряжения 110 и 220 В. Двигатели типа 4ПФ имеют статор восьмигранного сечения, который набирается из листов электротехнической стали толщиной 0,5 мм. Он запрессован между двумя нажимными плитами толщиной 10 мм из стального проката. В осевом направлении пакет статора стянут шпильками и приварен по углам по накладным планкам, которые обеспечивают поперечную жесткость. В нажимных плитах сделаны резьбовые отверстия для болтов крепления подшипниковых щитов. Обмотки статора наматываются машинным способом. Для вентиляции в статоре предусмотрены аксиальные каналы. Подшипниковые щиты — чугунные, литые. Лапы изготавливаются на подшипниковых щитах. Щеткодержатели — радиальные унифицированной конструкции. Электродвигатели выполняются с подшипниками качения класса точности 6. Для механизмов, эксплуатирующихся в тяжелых условиях (металлорежущие станки, металлургическое производство), изготавливаются крупные электродвигатели серии 4П с высотой оси вращения 350 и 450 мм. В условном обозначении этих двигателей после серии (4П) последовательно указываются высота оси вращения, количество щеток на коллекторе, мощность при основном напряжении, климатическое исполнение (У или Т), категория размещения. Двигатели могут изготавливаться на напряжение 440, 660, 750, 930В. Возбуждение — независимое (напряжение 220 В). Основной режим работы продолжительный (S1), но допускается работа в режимах S3 — S8. Двигатели выполняются с тахогенератором постоянного тока и реле скорости. Вентиляция принудительная от отдельного вентилятора. Степень защиты IP44. Электродвигатели постоянного тока серии ПГ (ПГТ) изготавливаются с гладким якорем и предназначены для работы в быстродействующих электроприводах слежения и широкорегулируемых электроприводах металлорежущих станков и других рабочих машин при питании от источников постоянного тока и полупроводниковых преобразователей. Электродвигатель может быть с тахогенератором типа ТС-Ш. (серия ПГТ). Режим работы продолжительный (S1).
В условном обозначении последовательно указываются: серия (ПГ), буква Т — при наличии встроенного тахогенератора, мощность, М — модернизированный, климатическое исполнение, категория размещения. Двигатели изготавливаются в защищенном исполнении, воздух продувается с помощью вентилятора-наездника, который приводится в движение асинхронным двигателем. Двигатели серии ЭП предназначены для работы в широкорегулируемых электроприводах металлорежущих станков высокой точности и специальных установок. В условном обозначении после букв ЭП указывается: в числителе — номинальное напряжение, а в знаменателе — мощность (условно). Номинальный режим работы S1. Для прокатных станов, шагающих экскаваторов, шахтных подъемников, гребных установок и испытательных стендов предназначены машины постоянного тока большой мощности серий П2 и МП. Их мощность составляет 3150 — 12 500 кВт при частоте вращения 36 -800 об/мин, напряжение — 440, 750, 930 В. Для питания мощных двигателей постоянного тока главных приводов прокатных станов используют генераторы постоянного тока серии ГП. Существуют серии машин постоянного тока специального назначения: крановые, металлургические, тяговые, микромашины систем автоматики. Двигатели серии Д предназначены для специализированных кранов, вспомогательных металлургических механизмов с повторно-кратковременным режимом работы, большим числом включений, широким диапазоном регулирования скорости. При регулировании двигателей допускается увеличение напряжения до 440 В относительно номинального 220 В. Средняя скорость тихоходного исполнения 700; быстроходного — 1200 об/мин. Для тихоходных двигателей допустимое число включений в час составляет 2000, для быстроходных — 300. Класс нагревостойкости изоляции обмоток и коллектора Н (превышение температуры 120° С). Основное конструктивное исполнение двигателей закрытое со степенью защиты IP21. Двигатели серии Д810 — Д818 имеют разъемную станину. Оба конца вала двигателя одинаковые и могут передавать момент через шестерню, изготавливаются на мощность 2,5 — 185 кВт. Для тепловозов выпускаются генераторы постоянного тока серии ГП на мощность 700 — 2000 кВт, напряжение 310 — 810 В, частоту вращения 900 — 4220об/мин и предназначены для питания тяговых электродвигателей. Станина генератора цилиндрическая с опорными лапами по бокам. Главные полюса шихтованные, на них расположены обмотки независимого и последовательного (для пуска дизеля) возбуждения. Добавочные полюса выполнены сплошными из толстолистовой стали. В качестве тяговых электродвигателей тепловозов применяют машины постоянного тока последовательного возбуждения серии ЭД, которые изготавливаются на мощность 230 — 411 кВт, напряжение 381 -700 В и частоту вращения 585 — 3050 об/мин. Двигатели имеют независимую вентиляцию и защищенное исполнение. Для электровозов выпускаются тяговые электродвигатели серий ТЛ (670 кВт, 1500 В), НБ (575 — 790 кВт, 950 — 1100 В), ДТ (465кВт, 1500 В). На городском электрифицированном транспорте применяют тяговые электродвигатели постоянного тока серии ДК. Они изготавливаются со степенью защиты IP20, с самовентиляцией, воздух подается со стороны коллектора. Серия ДК характеризуется мощностью 45 — 185 кВт, напряжением 275 — 750 В, средней частотой вращения 1500 об/мин. Для удобства обслуживания электродвигатели трамваев имеют только по два пальца щеткодержателей, которые расположены в нижней части станины. Электродвигатели постоянного тока серии ДК (230 — 560 кВт, 550 -750 В, 550 — 1040 об/мин) предназначены для встраивания в колеса автосамосвалов и автопоездов грузоподъемкостью 75 — 180 т. Двигатель встраивается в центральную часть колеса и крепится к неподвижной части фланцем, который расположен на круглой станине двигателя. Один шлицевый конец вала служит для передачи вращающего момента через редуктор планетарного типа, второй используют для крепления диска тормоза с электро- или пневмоприводом. Выводные концы привода расположены на подшипниковом щите со стороны коллектора. Двигатель не имеет коробки выводов. Возбуждение электродвигателя последовательное, используется также обмотка независимого (параллельного) возбуждения. Двигатель имеет компенсационную обмотку для улучшения коммутации. Вентиляция двигателя независимая, с подачей воздуха через один из люков со стороны коллектора. Степень защиты IP20. Для безрельсового напольного электротранспорта (погрузчики, электротягачи) выпускаются электродвигатели серий ЗДТ, ГТ, ДК, РТ, ЗДВ мощностью 1,35 — 21 кВт и напряжением 24 — НОВ. Все двигатели четырехполюсные, обмотки якорей двигателей волновые, сделаны из прямоугольного медного провода и удерживаются в пазах бандажом из стеклоленты или стальной луженой проволоки. Станины двигателей изготовляются из стальной прокатной трубы. Большинство электродвигателей имеет последовательное возбуждение и закрытое исполнение с естественным охлаждением.
Двигатели серий ДКВ и ДВ характеризуются взрывозащищенным исполнением. Для привода рудничных аккумуляторных электровозов предназначены электродвигатели серий ДРТ, ДПТР мощностью 2,4 — 19 кВт и напряжением 80 — 250 В. Они имеют взрывозащитное исполнение и естественное охлаждение. Двигатели постоянного тока серий ДК и ЭТ предназначены для контактных рудничных электровозов, которые работают в невзрывоопасной среде. Крупные электрические машины постоянного тока используются для работы в приводах одноковшевых экскаваторов с емкостью ковша 4 м3 и более и в роторных экскаваторах. Электродвигатели серий МПЭ и МПВЭ применяются для привода механизмов поворота, подъема, тяги и шагания экскаваторов и работают в режимах широкого регулирования скорости, частых реверсов с большими кратковременными перегрузками. Генераторы (серия ГПЭ), которые входят в состав преобразовательных агрегатов, предназначены для питания электродвигателей механизмов главных приводов экскаваторов. Режим работы электродвигателей SI, S8, генераторов SI, S7. Экскаваторные генераторы бывают в одноякорном исполнении, а двигатели как в одноякорном, так и многоякорном. Многоякорные машины и генераторы в преобразовательных агрегатах соединяются между собой полумуфтами или фланцами. Машины имеют встроенные нагреватели, которые включаются при остановке машины с целью предотвращения увлажнения изоляции. Электродвигатели изготавливаются мощностью 500 — 1120 кВт и напряжением 440 В, а генераторы — 75 — 2500 кВт и напряжением 460, 630, 750, 930 и 1200 В. Для питания двигателей приводов механизмов экскаваторов выпускаются также генераторы постоянного тока серий 2МП, 2ПЭ (14 -520кВт, 115 — 750 В, 1000 — 1500 об/мин). Для экскаваторных электпроприводов применяются также крановые электродвигатели постоянного тока экскаваторной модификации (серия ДЭ) мощностью до 200 кВт.
1. Как устроена электрическая мощность постоянного тока? 2. Как выполняется коллектор машины постоянного тока? Для чего он предназначен? 2.5. Виды ремонта электрических машин. Из каких частей состоит якорь машины постоянного тока? Как выполняется и крепится обмотка якоря? Как устроен щеточный аппарат? Серии машин постоянного тока.