Большая Энциклопедия Нефти и Газа
Индивидуальный метод — ремонт
Индивидуальный метод ремонта применяется в тех случаях, когда на ремонтное предприятие поступает мало однотипного оборудования. При индивидуальном методе ремонта машину или механизм ремонтирует одна комплексная бригада, состоящая из рабочих высокой квалификации. [1]
Индивидуальный метод ремонта широко, применяется при парке разномарочных машин. При этом методе ремонта ( рис. 19) все узлы и детали после ремонта устанавливаются на ту же машину. Основным недостатком индивидуального метода является длительный простой машины в ремонте. Выполнение ремонтных работ при этом методе может производиться универсальными или специализированными бригадами. Универсальная бригада разбирает машину на узлы и детали; при этом детали, требующие ремонта или восстановления, передаются в соответствующие цехи, а затем после ремонта возвращаются в ту же бригаду для сборки узлов. При выполнении работ специализированными бригадами раяборочно-сборочные операции выполняются одной бригадой, а сборка ремонтируемых узлов и агрегатов — другими бригадами, каждая из которых ремонтирует определенную группу узлов. Ремонт узлов в этом случае производится на рабочих постах, обеспеченных специальными приспособлениями и инструментом. [2]
Индивидуальный метод ремонта применяется в тех случаях, когда машинный парк, обслуживаемый ремонтным предприятием, состоит из машин различных типоразмеров, каждый из которых представлен незначительным их числом. [3]
Индивидуальный метод ремонта предусматривает установку агрегатов после ремонта на тот же автомобиль. [4]
Индивидуальный метод ремонта — это метод, при котором детали и сборочные единицы, снятые при разборке аппарата или машины, после соответствующего исправления ( восстановления) устанавливаются в тот же аппарат или машину. Исключение составляют детали или сборочные единицы, совершенно негодные, заменяемые новыми. Этот метод не является прогрессивным, так как имеет целый ряд серьезных недостатков: длительность простоев оборудования в ремонте из-за необходимости восстановления деталей ( отсюда высокая себестоимость ремонта в связи с простоем ремонтных бригад); большое количество пригоночных работ ( и потому потребность в слесарях высокой квалификации); ограниченные возможности механизации ремонтных работ и применения передовой технологии ремонта. [5]
Индивидуальный метод ремонта — это метод, при котором детали и узлы, снятые при разборке аппарата или машины, после соответствующего исправления ( восстановления) устанавливаются в тот же аппарат или машину. Исключение составляют детали или узлы, совершенно негодные, которые заменяются новыми. Этот метод не является прогрессивным, так как имеет целый ряд серьезных недостатков: длительность простоев оборудования в ремонте из-за необходимости восстановления деталей ( отсюда высокая себестоимость ремонта в связи с простоем ремонтных бригад); большое количество пригоночных работ ( и потому нужда в слесарях высокой квалификации); ограниченные возможности механизации ремонтных работ и применения передовой технологии ремонта. [6]
Индивидуальный метод ремонта состоит в том, что разборка, ремонт отдельных узлов и деталей аппарата, а также сборка производятся одной ремонтной бригадой. [7]
Индивидуальный метод ремонта применяют редко, так как он ведет к длительному простою автомобиля в ремонте. При этом методе снятые с автомобиля агрегаты не обезличиваются и после ремонта устанавливаются на тот же автомобиль. [8]
Индивидуальный метод ремонта — это метод, при котором детали и узлы, снятые при разборке аппарата или машины, после-соответствующего исправления ( восстановления) устанавливаются в тот же аппарат или машину. Исключение составляют детали или узлы, совершенно негодные, которые заменяются новыми. Этот метод не является прогрессивным, так как имеет целый ряд серьезных недостатков: длительность простоев оборудования в ремонте из-за необходимости восстановления деталей ( отсюда высокая себестоимость ремонта в связи с простоем ремонтных бригад); большое количество пригоночных работ ( и потому нужда в слесарях высокой квалификации); ограниченные возможности механизации ремонтных работ и применения передовой технологии ремонта. [9]
Индивидуальный метод ремонта — это метод, при котором детали и узлы, снятые при разборке аппарата или машины, после соответствующего исправления ( восстановления) устанавливаются в тот же аппарат или машину. Этот метод не является прогрессивным, так как имеет целый ряд серьезных недостатков: длительность простоев оборудования в ремонте из-за необходимости восстановления деталей ( отсюда высокая себестоимость ремонта в связи с простоем ремонтных бригад); большое количество пригоночных работ ( и потому нужда в слесарях высокой квалификации); ограниченные возможности механизации ремонтных работ и применения передовой технологии ремонта. [10]
Индивидуальный метод ремонта заключается в том, что детали и сборочные единицы ремонтируемой машины после их ремонта устанавливаются на машину, с которой они были сняты. Время пребывания машин в ремонте по этому методу зависит от продолжительности нахождения в ремонте ее деталей и сборочных единиц. [11]
Индивидуальный метод ремонта применяется при ремонте единичных машин данной модели в парке. [12]
Индивидуальный метод ремонта — это такой метод, при котором снятые с автомобиля агрегаты не обезличиваются и после их ремонта устанавливаются на тот же автомобиль. [13]
Индивидуальный метод ремонта предусматривает ( рис. 41) снятие с автомобиля неисправных агрегатов, последующий их ремонт и установку вновь на этот же автомобиль. [15]
Организация ремонта автомобилей в автохозяйствах
Текущий ремонт автомобилей выполняется средствами автохозяйства, а капитальный ремонт, как правило, на ремонтных предприятиях — заводах или мастерских.
Устранение неисправностей при текущем ремонте автомобиля в автохозяйствах производится путем несложных ремонтных операций, связанных с частичной или полной разборкой агрегатов и узлов автомобиля или заменой агрегатов, требующих капитального ремонта.
Текущий ремонт агрегата или узла состоит в замене или ремонте износившихся или поврежденных деталей, кроме базовых.
Характерными работами при текущем ремонте являются:
- по двигателю — притирка и регулировка тепловых зазоров клапанов, замена поршневых колец, поршней, тонкостенных вкладышей, прокладки между головкой и блоком цилиндров, ремонт трещин и пробоин в рубашке охлаждения и др.
- по шасси — замена тормозных накладок на колодках тормозов, проточка тормозных барабанов и тормозных накладок на колодках, замена шкворней, втулок шкворней поворотных цапф, пружин, дисков сцепления, фрикционных накладок, шестерен в коробках передач, ползунов н фиксаторов механизма переключения передач, правка и заварка трещин рамы, замена рессор, ремонт и восстановление окраски кузова, ремонт приборов электрооборудования и питания двигателя и др.
Ремонт автомобилей производится одним из двух методов:
При индивидуальном методе ремонта с автомобиля снимают неисправные агрегаты, ремонтируют их и устанавливают вновь на этот же автомобиль. При этом методе ремонта агрегаты не обезличиваются, а время простоя автомобиля определяется длительностью ремонта наиболее трудоемкого агрегата.
При индивидуальном методе имеет место значительная продолжительность простоя автомобиля в ремонте, вследствие чего этот метод применяют лишь в крайних случаях, когда в автохозяйстве отсутствует фонд сменных агрегатов.
Агрегатный метод ремонта автомобилей заключается в замене неисправных агрегатов исправными, ранее отремонтированными или новыми из оборотного фонда. Агрегат (узел) заменяют в том случае, когда для устранения неисправностей непосредственно на автомобиле требуется больше времени, чем на его замену, и когда ремонт не может быть произведен в межсменное время. Снятый с автомобиля неисправный агрегат ремонтируют, после чего он поступает в оборотный фонд.
Основным преимуществом агрегатного метода является сокращение времени простоя автомобиля в ремонте, которое определяется лишь временем, необходимым для замены одного или нескольких неисправных агрегатов или узлов. Сокращение времени простоя в ремонте обусловливает повышение коэффициента технической готовности парка, а следовательно, увеличение его производительности и снижение себестоимости перевозок. Поэтому Положением о техническом обслуживании и ремонте подвижного состава автомобильного транспорта предусматривается, как правило, агрегатный метод ремонта автомобилей.
При агрегатном методе ремонта автомобиль направляют в капитальный ремонт в том случае, когда его рама, кабина (грузового автомобиля), кузов (легкового автомобиля) и большинство установленных на нем основных агрегатов нуждаются в этом ремонте.
Для выполнения ремонта агрегатным методом, необходимо иметь неснижаемый фонд оборотных агрегатов, удовлетворяющий суточную потребность автохозяйства. Этот фонд создается как за счет поступления новых агрегатов, так и годных агрегатов со списанных автомобилей.
В объем ремонта, производимого в автохозяйстве при агрегатном методе, входит текущий ремонт автомобиля, включая замену и текущий ремонт основных агрегатов. В автобусных парках выполняют также средний ремонт автобуса, определяемый необходимостью восстановления кузова.
Неисправные агрегаты, требующие капитального ремонта, направляют на ремонтные предприятия.
Ремонт в автоэксплуатационных предприятиях может быть организован на основе использования готовых запасных деталей, частичного изготовления и восстановления изношенных деталей и сдачи узлов и механизмов в ремонт на сторону. Ремонт автомобиля и агрегатов, как указывалось ранее, выполняют исключительно по потребности.
Потребность в текущем ремонте может быть установлена:
- в процессе работы автомобиля и последующей заявки водителя
- при осмотре автомобиля дежурным механиком на контрольном пункте по возвращении автомобиля с линии
- при первом или втором техническом обслуживании автомобилей — механиком или бригадиром
Потребность в капитальном ремонте автомобиля, прошедшего установленный пробег, определяет специальная комиссия под председательством главного инженера; состав комиссии утверждает руководитель автохозяйства.
Комиссия после осмотра автомобиля составляет акт о его техническом состоянии и дает заключение о постановке его в капитальный ремонт или о дальнейшей эксплуатации. При этом определяется ориентировочный пробег, после которого автомобиль должен быть вторично подвергнут осмотру. Результаты осмотра комиссии записываются в соответствующий раздел листка учета автомобиля. Неисправные агрегаты, узлы и приборы, снятые с автомобиля, передаются (через промежуточный склад) соответствующим производственным участкам, где обмениваются на исправные. Руководитель производственного участка определяет характер и объем ремонта. Агрегат направляется в капитальный ремонт на авторемонтный завод решением начальника производства по заключению руководителя производственного участка, что оформляется актом, утверждаемым главным инженером.
Агрегаты сдают в капитальный ремонт в соответствии с действующими техническими условиями на автомобили и агрегаты, сдаваемые в ремонт. Агрегаты принимают из капитального ремонта после их испытания на стендах в соответствии с техническими условиями на автомобили и агрегаты, принимаемые из ремонта.
Каждый агрегат должен иметь паспорт, выдаваемый ремонтным предприятием, а в автохозяйстве на агрегат выписывают «карточку по ремонту агрегата», куда заносят данные, характеризующие его состояние (новый, отремонтированный и т. д.).
Методы ремонта автомобилей
Ремонт автомобилей при планово-предупредительной системе можно производить двумя методами:
Индивидуальный метод ремонта применяют в автохозяйствах, имеющих автомобили разных марок и располагающих небольшими ремонтными мастерскими. При этом методе все ремонтные работы выполняет одна бригада на одном посту (тупиковый способ). Отдельные агрегаты, узлы и детали ремонтируют индивидуально и после ремонта и испытания ставят на тот же автомобиль, с которого они были сняты. Этот метод требует квалифицированных рабочих-универсалов, умеющих выполнять разнообразные ремонтные работы, удлиняет срок ремонта и приводит к увеличению его стоимости.
Агрегатный метод ремонта заключается в замене неисправных агрегатов автомобиля отремонтированными в специальных авторемонтных мастерских или на авторемонтном заводе. При этом методе ремонта агрегаты обезличиваются, но значительно сокращается время простоя автомобилей в ремонте.
Ремонт автомобиля может быть организован тупиковым или поточным способами.
При тупиковом способе разборку автомобиля на агрегаты и агрегатов на детали, а также их сборку производит на тупиковых постах одна и та же бригада рабочих. При поточном способе автомобиль разбирают и собирают на нескольких последовательных постах несколько бригад с постепенным перемещением автомобиля с поста на пост.
Поточный метод сокращает до минимума простой автомобилей в ремонте, снижает стоимость ремонтных работ, не требует высокой квалификации рабочих (каждый рабочий выполняет только определенную операцию) и позволяет организовать конвейерную сборку автомобилей по постам. Однако этот метод можно применять при однотипности ремонтируемых автомобилей, большой производственной программе и равномерной загрузке ремонтного предприятия в течение всего периода работы.
Индивидуальный метод ремонта автомобилей это




§ 3. Организация текущего ремонта автомобилей
Текущий ремонт автомобиля состоит в устранении неисправностей его агрегатов и узлов при помощи разборочно-сборочных или ремонтно-восстановительных работ, связанных с частичной или полной разборкой агрегатов и узлов автомобиля или в замене агрегатов, требующих капитального ремонта.
Текущий ремонт агрегата или узла состоит в замене или ремонте износившихся и поврежденных деталей, кроме базовых. Базовой является деталь, состояние которой оказывает решающее влияние на работоспособность сопряженных с ней деталей и узлов или агрегата в целом.
Базовыми деталями являются: по двигателю — блок цилиндров; по заднему мосту, коробке передач и рулевому механизму — соответствующие картера, по переднему мосту — балка передней оси (поперечина независимой подвески), по раме — продольные балки, по кузову-корпус кузова, по подъемному механизму — головка цилиндров подъемного механизма и картер коробки отбора мощности.
К разборочно-сборочным работам относятся снятие и постановка агрегатов, разборка и сборка агрегатов для замены или ремонта отдельных деталей, подгонка сопряжений при сборке, крепление и регулировка агрегатов, механизмов, узлов и приборов автомобиля. Эти работы выполняются на постах текущего ремонта (универсальных или специализированных) и в агрегатном цехе.
При ремонтно-восстановительных работах восстанавливаются изношенные или разрушенные детали с помощью механической обработки, пайки, сварки, холодной или горячей правки и других видов работ, восстанавливается окраска автомобиля, обивка кузова и т. д. Эти работы выполняются преимущественно во вспомогательных производственных цехах (отделениях).
Ремонт автомобилей может производиться индивидуальным или агрегатным методом.
При индивидуальном методе ремонта агрегаты, снятые с автомобиля, не обезличиваются, их ремонтируют, а затем устанавливают на тот же автомобиль. Этот метод характерен длительностью простоя автомобиля в ремонте.
Более прогрессивным является агрегатный метод ремонта автомобилей, при котором неисправные агрегаты заменяют исправными (ранее отремонтированными или новыми) из оборотного фонда, имеющегося в автохозяйстве. Неисправный агрегат после ремонта поступает в оборотный фонд.
Ремонт автомобилей может быть организован с использованием готовых запасных деталей, с частичным изготовлением и восстановлением изношенных деталей и на основе сдачи узлов, агрегатов и механизмов для ремонта в специализированные ремонтные предприятия.
Агрегат сдают и принимают из капитального ремонта согласно установленным техническим условиям. При поступлении агрегата в автохозяйство на него выписывают «Карточку по ремонту агрегата» в которой отмечается его состояние (из ремонта, новый).
Потребность в текущем ремонте может быть выявлена: водителем в процессе работы автомобиля, дежурным механиком контрольного пункта при осмотре автомобиля по возвращении его с линии и механиком или бригадиром в процессе выполнения первого или второго технического обслуживания автомобиля, а также на станции диагностики, если она имеется в автохозяйстве.
Посты текущего ремонта обычно оснащаются осмотровыми канавами и оборудуются подъемно-транспортными устройствами (кран-балка, электротельфер, передвижные краны и домкраты), приспособлениями и инструментом. Широко используются специализированные тележки (для снятия и установки переднего моста, коробки передач, заднего моста, рессор, колес со ступицей и тормозным барабаном), различные съемники, электрогайковерты, динамометрические ключи и т. д.
Для обеспечения выполнения ремонтно-восстановительных работ в автохозяйствах создаются следующие вспомогательные производственные цехи (отделения): агрегатный, слесарно-механический, кузнечно-рессорный, сварочный, медницкий, электротехнический, аккумуляторный, топливной аппаратуры, шиномонтажный, кузовной и, в отдельных случаях, таксометровый и радиотехнический.
Агрегатный цех предназначен для выполнения разбо-рочно-сборочных и ремонтно-восстановительных работ по двигателю, коробке передач, переднему и заднему мостам и другим агрегатам, механизмам и узлам, снятым с автомобиля для текущего ремонта. Для разборки агрегатов применяют специализированные стенды. Сцепления, дифференциалы, ступицы колес и другие узлы разбирают и собирают в приспособлениях на верстаках.
Подшипники, втулки и другие детали выпрессовывают с помощью ручных верстачных прессов (усилием 3 — 5 т) или гидравлических прессов (усилием 20 т, модели 208), а также съемников.
Детали разобранных агрегатов обезжиривают в горячем (80- 90° С) содовом растворе (4 — 5-процентный раствор едкого натра или каустической соды) с последующей промывкой горячей водой в ваннах, оборудованных пароподогревом или в моечной установке (модели 196 — 11). Затем детали контролируют в соответствии с техническими условиями и сортируют на три группы: годные, требующие ремонта и негодные.
При текущем ремонте двигателя в основном производится замена поршневых колец, поршней и поршневых пальцев; замена тонкостенных вкладышей коренных и шатунных подшипников коленчатого вала на вкладыши эксплуатационных размеров; замена прокладок; заделка трещин и пробоин блока и головки цилиндров с помощью эпоксидных смол и клея; притирка и шлифовка клапанов и клапанных гнезд; промывка масляной системы и т. д.
После ремонта производят холодную и горячую обкатку и испытание двигателя. Для этой цели в крупных автохозяйствах применяют испытательную станцию, состоящую из стенда с электроприводом и гидротормозом для создания нагрузки. При ее отсутствии используют установку, с помощью которой можно произвести только приработку двигателя. Установка представляет собой электродвигатель с редуктором (обычно с автомобильной коробкой передач) для понижения числа оборотов коленчатого вала двигателя.
При ремонте агрегатов и механизмов силовой передачи обычно производят замену фрикционных накладок на ведомом диске сцепления (накладки приклеивают клеем БФ-2 или ВС-10Т), замену подшипников выключения сцепления, подшипников и шестерен коробки передач, крестовин карданных шарниров и др. Ремонт механизмов управления состоит в основном в замене изношенных деталей, правке погнутых тяг и рычагов, замене накладок тормозных колодок. Ремонт ходовой части автомобиля связан главным образом с участием и других цехов. Примерная планировка агрегатного цеха показана на рис. 178.
Слесарно-механический цех предназначен для изготовления крепежных и ряда мелких деталей, подготовки деталей к сварке и обработке их после сварки, расточки тормозных барабанов, подгонки деталей по месту при сборке и др.
Механическое отделение цеха оборудуется токарно-винторезными, сверлильными, фрезерными, строгальным и заточным станками, которые подбираются с расчетом обеспечения ремонта всех агрегатов и механизмов автомобиля при надлежащей загрузке станочного парка.
В слесарном отделении устанавливают верстаки с параллельными тисками, плиты для разметки, правки и шабровки, верстачный пресс, настольный сверлильный станок, стеллажи и инструментальные шкафы.
Кузнечно-рессорный цех обеспечивает ремонт и изготовление деталей с применением нагрева (горячая клепка, правка и ковка деталей), ремонт рессор путем замены поломанных листов и изношенных втулок, а также восстановление упругости рессор.
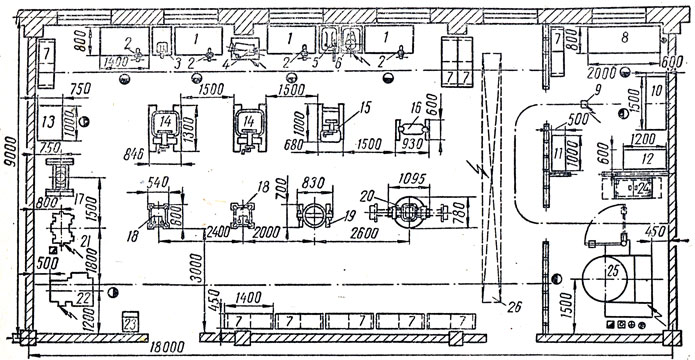
Рис. 178. Планировка агрегатного цеха: 1 — слесарные верстаки; 2 — слесарные тиски; 3 — прибор для проверки поршня с шатуном; 4 — станок для шлифовки клапанов; 5 — пресс с ручным приводом; 6 — настольный сверлильный станок; 7 — стеллажи; 8 — стол для контроля и сортировки деталей; 9 — тельфер; 10 — унивеосальные центры для проверки валов; 11 — ларь для обтирочных материалов; 12 — шкаф для приборов; 13 — поверочная плита; 14 и 15 — стенды для ремонта двигателей; 16 — стенд для ремонта рулевых механизмов и карданных валов; 17 — гидравлический пресс; 18 — стенд для ремонта коробок передач; 19 — стенд для ремонта редукторов задних мостов; 20 — стенд для ремонта передних и задних мостов; 21 — станок для заточки инструментов; 22 — вертикально-сверлильный станок; 23 — инструментальный шкаф; 24 — ванна для мойки мелких деталей; 25 — установка для механизированной мойки крупных деталей; 26 — подвесная кран-балка
В оборудование цеха входят: кузнечный горн с вентилятором низкого давления, наковальня и комплект кузнечных инструментов, печь для нагрева и ванна для закалки рессорных листов, пра-вочная плита, верстак со стуловыми тисками, сверлильный станок-верстачный пресс, стеллажи для рессор. Рессору после сборки проверяют под прессом на величину остаточной стрелы прогиба.
Сварочный цех предназначен для ремонта поломанных деталей сваркой, заварки трещин кузова, кабины и оперения, а также восстановления изношенных деталей наплавкой металла. В цехе применяется газовая и электрическая сварка.
Оборудование для газовой сварки состоит из ацетиленового генератора (или баллонов с ацетиленом), баллонов с кислородом, редукционного вентиля, набора горелок, резаков и наконечников к ним. Сварка производится на специальном столе, рабочая поверхность которого выложена огнеупорным кирпичом. Для подогрева перед сваркой сложных деталей устанавливают горн, работающий на древесном угле. Ацетиленовый генератор устанавливают в отдельном помещении.
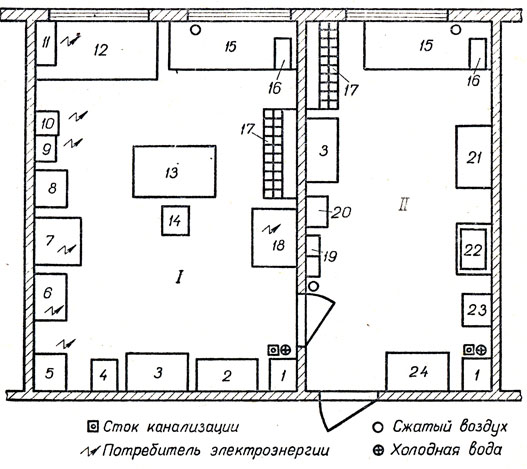
Рис. 179. План электротехнического цеха: Ι — отделение ремонта, сборки, испытания и регулировки; ΙΙ — разборочно-моечное отделение; 1 — умывальники; 2 — шкаф для одежды; 3 — шкаф для приборов; 4 — ванна для пропитки якорей и катушек; 5 — сушильный шкаф; 6 — станок для проточки коллекторов; 7 — стенд для проверки системы зажигания; 5 — сверлильный станок; 9 — заточной настольный станок; 10 — выпрямитель; 11 — распределительный щит; 12 — электромонтажный верстак; 13 — канцелярский стол; 14 — стул; 15 — слесарный верстак; 16 — пресс для снятия башмаков генератора; 17 — стеллаж; 18 — универсальный контрольно-испытательный стенд для проверки генераторов и стартеров; 19 — прибор для проверки зажигательных свечей; 20 — верстачный пресс; 21 — стол; 22 — ванна для мойки деталей; 23 — ящик для отходов; 24 — верстак для хранения ремонтируемых агрегатов
При сварке постоянным током применяют электрогенераторы стационарные (СМГ-2а и СМГ-26) или передвижные (СУГ), а при сварке переменным током -сварочные агрегаты (СТЭ-22, СТЭ-23). Сварку производят на металлических столах, установленных на постах, отделенных друг от друга металлическими экранами.
Медницкий цех обеспечивает ремонт радиаторов, топливных баков, масло- и топливопроводов. В оборудование цеха входят верстаки слесарные и для ремонта радиаторов и баков, а также ванны для их испытания после ремонта, плита для правочных работ, ручные ножницы для резки листового металла, приспособления для резки и развальцовки трубок.
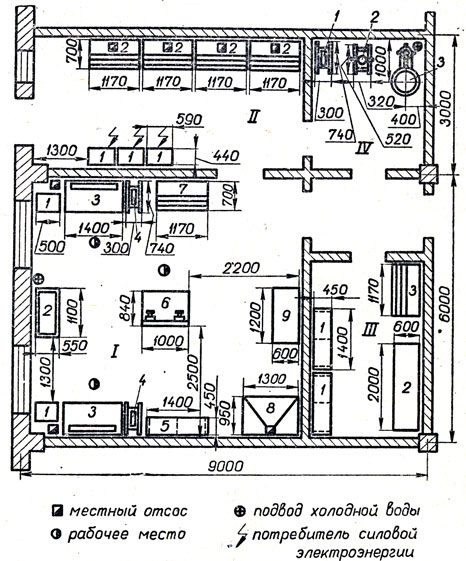
Рис. 180. Планировка аккумуляторного цеха: Ι — ремонтное отделение: 1 — лари для отходов; 2 — кислотоупорная ванна для промывки деталей; 3 — верстаки для ремонта батарей; 4 — ванны для слива электролита; 5 — стеллаж для деталей; 6 — стенд для проверки и разряда аккумуляторных батарей; 7 — стеллаж для батарей; 3 — верстак с оборудованием для плавки свинца и мастики (с вытяжным устройством); 9 — шкаф для материалов; II — зарядная: 1 — выпрямители; 2 — стеллажи для заряда батареи; ΙΙΙ — отделение приема: Ι — стеллажи для деталей; 2 — стеллаж для бутылей; 3 — стеллаж для батарей; IV — кислотная: 1 — ванна для приготовления электролита; 2- приспособление для разлива кислоты; 3 — электрический дистиллятор
Электротехнический цех предназначен для проверки и ремонта приборов электрооборудования. Помимо приборов и стендов, рассмотренных в гл. VI, в цехе устанавливают прибор ППЯ-5 для проверь и обмоток генераторов и стартеров, станок для обточки и фрезерования коллекторов якорей, выпрямитель и др. Пример планировки цеха и расстановки оборудования приведен на рис. 179.
Аккумуляторный цех обеспечивает подзаряд, заряд и ремонт аккумуляторных батарей и подразделяется на отделения приема и хранения, ремонта, кислотное и зарядное (рис. 180).
В качестве преобразователей переменного тока в постоянный в зарядных отделениях крупных автохозяйств применяют электродвигатели-генераторы, широко применяются селеновые выпрямители ВСА-5 и ВС А-111 (80в, 8а), допускающие одновременный заряд шести-и двенадцативольтовых батарей. Зарядное отделение оборудуется вытяжными шкафами или общей приточно-вытяжной вентиляцией.
Цех топливной аппаратуры предназначен для проверки и регулировки приборов системы питания. Его примерная планировка приведена на рис. 181. Применяемое оборудование было описано в гл. V.
Шиномонтажный цех обеспечивает работы по монтажу и демонтажу шин, ремонту камер и дисков колес, балансировке колес в сборе. Ремонт покрышек, как правило, выполняется на шиноремонтных заводах.
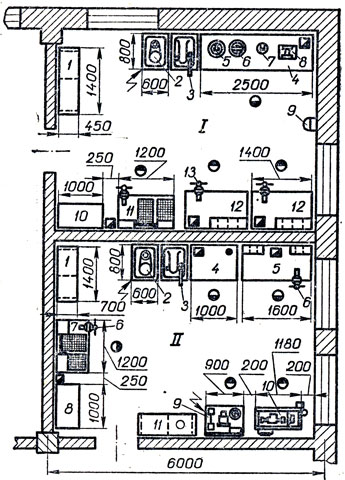
Рис. 181. Планировка цеха топливной аппаратуры: Ι — карбюраторное отделение: 1 — стеллаж для деталей; 2 — настольный сверлильный станок; 3 — ручной пресс; 4 — стол; 5 — прибор для проверки карбюраторов; 6 — прибор для проверки топливных насосов; 7 — прибор для проверки упругости пружин диафрагм топливных насосов; 8 — прибор для проверки упругости пластин диффузоров карбюраторов; 9 — прибор для тарировки жиклеров; 10 — ларь для обтирочных материалов; 11 — установка для разборки и мойки деталей; 12 — верстаки; 13 — слесарные тиски; ΙΙ — отделение дизельной аппаратуры: 1 — стеллаж для деталей; 2 — настольный сверлильный станок; 3 — ручной пресс; 4 — стол для контроля и мойки прецизионных деталей; 5 — верстак для ремонта топливной аппаратуры; 6 — слесарные тиски; 7 — установка для разборки и мойки деталей; 8 — ларь для обтирочных материалов; 9 — стенд для испытания топливных насосов высокого давления; 10 — стенд для испытания насосов- форсунок, подкачивающих насосоз и фильтров; ΙΙ — стенд для испытания форсунок
Для ремонта камер обычно применяют электровулканизационные аппараты (модели 6134 и 6140). Нагревательный элемент плиты 3 (рис. 182) состоит из керамической плитки, в канавки которой уложена иихромовая спираль. Постоянную температуру вулканизации (143°) на рабочей поверхности плиты поддерживает биметаллический терморегулятор, подключенный в цепь обмотки промежуточного реле, размыкающего и замыкающего силовую цепь. Сигнальная лампа 4 служит для контроля работы терморегулятора и промежуточного реле.
Ремонтируемую камеру при помощи нажимного винта 1 (который закрепляют фиксатором 2) прижимают заплатой к плите (давление 392 266 — 490 332 н/м 2 (4 — 5 кГ/см 2 ). Продолжительность вулканизации 15 — 20 мин. Отремонтированную камеру проверяют на герметичность.
При малых проколах (диаметром не более 2 мм ) бескамерных шин отверстие с помощью шприца заполняют специальной пастой, предварительно снизив давление воздуха до 49033,2 н/м 2 (0,5 кГ/см 2 ) а спустя 10 — 15 мин доводят давление до нормы.
Проколы диаметром 5 — 6 мм ремонтируют с помощью резиновых пробок, которые вводят в шину, не демонтируя ее, или с помощью грибков после демонтажа.
Основное оборудование шиномонтажного цеха было приведено в гл. IX, планировка цеха показана на рис. 183.
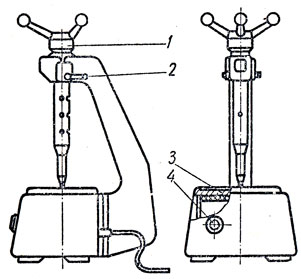
Рис. 182. Электровулканизационный аппарат модели 6134
Кузовной цех предназначен для выполнения жестяницких, столярно-арматурных, обойных и малярных работ. В связи с этим в составе цеха выделяются соответствующие отделения, иногда создаются самостоятельные столярно-арматурные и малярные цехи.
Жестяницкие работы заключаются в ремонте крыльев, облицовке радиатора, капота, дверей и других частей кузова. Вмятины оперения устраняют обычно вручную с помощью комплекта инструментов жестянщика (металлических и деревянных молотков, различных оправок и приспособлений).
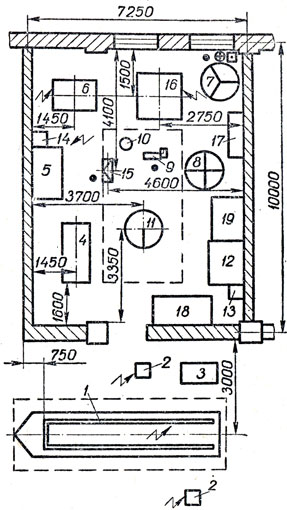
Рис. 183. Планировка поста смены колес и шиномонтажного цеха: 1 — подъемник для вывешивания автомобиля при снятии и установке колес; 2 — электрогай-козерты; 3 — тележка для транспортирования колес; 4 — установка для мойки колес; 5 — стеллаж; 6 — стенд для демонтажа и монтажа шин; 7 — ванна для испытания камер; 8 — вешалка для камер; 9 — борторасширитель; 10 — переносная лампа; 11 — стол для подготовки шин к монтажу; 12 — верстак; 13 — ларь для обтирочного материала; 14 — пылесос; 15 — установка для накачивания шин; 16 — стенд для очистки дисков; 17 — стеллаж для дисков; 18 — стеллаж для колес; 19 — стеллаж для покрышек
Для правки обшивки и оперения кузова и устранения перекосов применяют переносный гидравлический пресс с набором приспособлений, растяжек и стяжек. Трещины, разрывы и сквозные пробоины крыльев или обшивки кузова устраняют газовой сваркой, иногда с наложением заплат, с последующей зачисткой швов. Для вырезки заплах применяют механические или ручные ножницы, а для отбортовки краев — зигмашииу. На рабочем месте жестянщика устанавливают слесарный верстак со шпераком (железной консольной балкой).
Столярные и арматурные работы состоят в изготовлении и замене деревянных частей кабины и грузовой платформы автомобиля, ремонте и установке замков, петель, стеклоподъемников, оковки, запорных крюков, а также во вставке стекол. Незначительные дефекты кузова устраняют на месте.
В крупных автохозяйствах применяют универсальные деревообделочные станки, позволяющие выполнять фуговочные, строгальные и фрезерные работы, а также ленточную пилу для распиловки заготовок.
Обойные работы заключаются в ремонте и изготовлении подушек спинок и сидений и внутренней обивки кузовов, кроме того, к ним относится пошив утеплительных чехлов на радиаторы и капоты двигателей. Для этих целей применяют швейные машины с электроприводом.
Малярные работы состоят в подкраске или полной окраске кабин и грузовых платформ, кузовов легковых автомобилей и автобусов, подкраске номерных знаков, выполнении надписей на маршрутных досках автобусов и на бортах кузовов.
Малярный цех подразделяют на два отделения: подготовительное и для окраски. В первом отделении производится подготовка поверхности кузова к окраске, а во втором — окраска кузова в окрасочной камере пульверизационным методом с помощью краскорас-пылительной установки, работающей под давлением воздуха 392 266 н/м 2 (4 кПсм 2 ).
В камерах для ускорения процесса сушки окрашенной поверхности кузова создают циркуляцию воздуха, подогретого до 70° С от паровой отопительной установки. Применяются также рефлекторные сушильные установки с лампами (250 — 500 вт) инфракрасного излучения или с радиационными панелями, имеющими электрические нагревательные элементы.
Для очистки воздуха, удаляемого из камер пульверизационной окраски в атмосферу, устанавливают гидравлические фильтры.







