Сайт о внедорожниках, SUV, автомобилях повышенной проходимости
Гильза цилиндров 24-1002020-04 предназначена для установки на четырехцилиндровые бензиновые двигатели ЗМЗ-402.10, ЗМЗ-4021.10, ЗМЗ-4025.10, ЗМЗ-4026.10 и их модификации. Гильза цилиндров 66-1002020-04 предназначена для установки на восьмицилиндровые бензиновые двигатели ЗМЗ-511.10, ЗМЗ-513.10, ЗМЗ-4905, ЗМЗ-73, ЗМЗ-5233.10, ЗМЗ-5234.10 и их модификации.
Гильза цилиндров 24-1002020-04 и 66-1002020-04 для двигателей ЗМЗ, размеры, материал, подбор, конструктивные и технологические особенности.
Цилиндро-поршневая группа (гильза, поршень и поршневые кольца) играет важнейшую роль в работе двигателя, являясь основным ресурсоопределяющим конструктивным модулем. В процессе работы детали цилиндро-поршневой группы подвергаются значительным циклическим, механическим и тепловым нагрузкам, которые повторяются тысячи раз в минуту.

Основные размеры гильзы цилиндров 24-1002020-04.
Высота гильзы — 169,47-170 мм
Высота от верхнего торца гильзы до упорного бурта — 117,776-117,8 мм
Диаметр верхнего центрирующего пояса — 111,73-112,27 мм
Диаметр нижнего центрирующего пояса — 109,73-110,27 мм
Внутренний диаметр гильзы — 92,024-92,084 мм.

По внутреннему диаметру гильза цилиндров в пределах общего допуска разбивается на 5 размерных групп, которые маркируются буквами А, Б, В, Г, Д. Гильзы имеют две размерные группы по высоте от верхнего торца гильзы до упорного бурта, обозначаются синей или зеленой краской. В моторокомплекте все гильзы должны быть одного цвета (синего, либо зеленого). Разные цвета не допускаются.

В основном в запасные части гильза цилиндров поставляется вместе с поршнем, поршневым пальцем, медным уплотнительным кольцом, поршневыми и стопорными кольцами (так называемый 105 комплект) или без поршневых колец (так называемый ПО комплект). При поставке комплектами на заводе к каждой размерной группе гильзы по внутреннему диаметру подбирается поршень соответствующей размерной группы по наружному диаметру юбки.
Основные размеры гильзы цилиндров 66-1002020-04.
Высота гильзы — 152-153 мм
Высота от верхнего торца гильзы до упорного бурта — 117,776-117,8 мм
Диаметр верхнего центрирующего пояса — 117,46-118 мм.
Диаметр нижнего центрирующего пояса — 109,46-110 мм
Внутренний диаметр гильзы — 92 мм

Материалы гильзы цилиндров 24-1002020-04 и 66-1002020-04 для двигателей ЗМЗ.
Материал гильзы цилиндров — серый легированный чугун ИЧГ-ЗЗМ. Применение данного материала обусловлено преимущественной износостойкостью в трущейся паре при достаточно высокой твердости 217-250 НВ, отливки обладают высокой герметичностью.
Требования по подбору размерных групп деталей, входящих в моторокомплект цилиндро-поршневой группы.
Установка в двигатель ЗМЗ-402 и его модификаций, в двигатели ЗМЗ-511, ЗМЗ-513, ЗМЗ-4905, ЗМЗ-73, ЗМЗ-5233, ЗМЗ-5234 и их модификации, ремонтных комплектов должна производится только одной размерной группы по высоте от верхнего торца гильзы до упорного бурта. Подбор поршневого пальца и поршня производится из деталей имеющих одинаковые размерные группы, соответственно промаркированных одним цветом (белый, зеленый, желтый, красный).
Подбор поршней к гильзам цилиндров, согласно конструкторской документации, осуществляется по наружному диаметру поршня и внутреннему диаметру гильзы цилиндров (группа в группу), обозначенных буквами А, Б, В, Г, Д.
Маркировка группы на днище поршня и на посадочном пояске гильзы цилиндра 24-1002020-04 и 66-1002020-04.

Установка в двигатель комплектов разных размерных групп, по диаметру цилиндра, допускается. Гильза с поршнем одной группы, а в моторокомплекте группы могут быть разные. Если пара «поршень — поршневой палец» подобрана по одному цвету, в моторокомплект могут входить 4 пары разных цветов, так как это никак не влияет на работоспособность узла в целом.
Установка в двигатель комплектов цилиндро-поршневой группы должна производится только одной размерной группы по высоте (от верхнего торца гильзы до упорного бурта) 117,8 мм. Маркировка по высоте наносится на наружной необработанной поверхности гильзы цилиндров синей или зеленой краской. В моторокомплекте все гильзы должны быть одного цвета либо синего, либо зеленого. Разные цвета не допускается.
Поршни, шатуны и поршневые пальцы изготавливаются с определенной точностью по массе, и дополнительного подгона не требуется. Разница в массе комплектов «поршень — шатун» в сборе, устанавливаемых в один двигатель, не должна превышать 12 г. Указанное значение допуска по массе обеспечивается подбором деталей в комплекте по массе (в первую очередь за счет шатуна).
При правильном подборе комплектов «поршень — палец — поршневые кольца — стопорные кольца — шатун» с разницей по массе не более 12 г, установка в один двигатель комплектов «поршень — гильза» с разными размерными группами допускается. Палец с поршнем должен быть одного цвета, поршень с гильзой одной группы.
Селективный подбор деталей цилиндро-поршневой группы для двигателей семейств ЗМЗ-402, ЗМЗ-511, ЗМЗ-523.
С 17 октября 2005 года в ОАО «ЗМЗ» внедрен селективный подбор деталей цилиндро-поршневой группы для двигателей семейств ЗМЗ-402, ЗМЗ-511, ЗМЗ-523. Селективный подбор — это индивидуальный подбор деталей в комплекте, который обеспечивает оптимальный зазор, гарантирует хорошую приработку в процессе обкатки, низкий расход масла, надежность и безопасность в эксплуатации. Данный метод используется ведущими мировыми автопроизводителями.
Есть мнение, что «тугое» перемещение поршня в гильзе является признаком хорошего подбора, однако это не совсем так. При удалении консервационной смазки из пары «гильза-поршень», поршень начинает легко перемещаться внутри гильзы при том же зазоре и эффект «хорошего» подбора исчезает.
Конструктивные и технологические особенности гильзы цилиндров 24-1002020-04 и 66-1002020-04 для двигателей ЗМЗ.
— Выполнение специальной проточки под упорным буртом обеспечивает снижение статической деформации гильзы в 2 раза, снижение расхода масла на угар на 25-35%.

— Комплектование моторокомплекта гильзами одной размерной группы по высоте (от верхнего торца гильзы до упорного бурта) обеспечивает надежное уплотнение газового стыка, исключает деформацию гильзы и головки блока цилиндров, исключает прорыв газов в систему охлаждения и прогар прокладки.
— Нанесение микрорельефа на рабочую поверхность гильзы методом высокоточного плосковершинного хонингования. Микрогеометрия поверхности гильзы цилиндров выполнена в форме редкой сетки впадин и площадок между ними. Риски расположены равномерно в обоих направлениях и пересекаются под углом 30-60 градусов.
Это обеспечивает удержание масляной пленки в трущейся паре «гильза-поршень» в процессе всего срока эксплуатации автомобиля, исключает надиры и снижает потери на трение, обеспечивает хорошую приработку поршневых колец с поверхностью цилиндра и минимальный расход масла на угар.
— Чистота обработки рабочей поверхности гильзы строго выдержана в соответствии с требованиями контрольной документации (шероховатость Ra=1,32). Это обеспечивает оптимальную приработку пары «гильза-поршень» в период обкатки автомобиля и малошумную работу двигателя в период всего срока эксплуатации.
— Цинковое покрытие гильзы дает хорошую коррозионную стойкость наружной поверхности гильзы. Позволяет сохранять стабильный отвод тепла в процессе всего срока эксплуатации двигателя и обеспечивает увеличенный ресурс двигателя за счет стабильного теплового баланса.
Гильзы для двигателя газ
Здравствуйте Уважаемые друзья! Прошу прощения не много задержался я с этой статьей. Но как бы там не было нужно продолжать. На прошлой статье в 4 части, мы с Вами начали подготавливать запчасти и детали для капитального ремонта двигателя ЗМЗ-511 и модификации. В одной статье, все закончить с подготовкой запчастей и деталей, как я посчитал, было бы слишком загружено и по этому я решил разделить в несколько статей, в этой части мы с Вами продолжим с подготовкой запчастей и деталей и начнем уже, кое что ремонтировать.
В 4 части мы разобрались с коленвалом и распредвалом, как я считаю, но если есть какие проблемы не стесняйтесь пишите в комментариях или прямо мне на e-mail с помощью формы обратной связи я обязательно отвечу.
Давайте в этой статье займемся поршневой группой. После разборки, как нам известно, гильзы, поршневой группы, остаются в блоке цилиндров. Потому что они впрессованы и просто так они не достаются, нужно будет приложить некоторые усилия что бы снять гильзы. Если же Вы решили поршневую группу полностью заменить на новые, можно при снятие гильз, не церемонится с ними, подберите подходящую выколодку, лучше всего из мягких металлов: латунь, бронза, медь. И стараясь не допускать перекоса, при выбивание гильз, с посадочных гнезд, не спеша, не повредив блок цилиндров, выбить гильзы, со стороны поддона.
Если Вы решили оставить свои гильзы, в этом случае нужно будет опять же, снять их, уже с помощью специального съемника, для выпрессовки и запрессовки гильз.
Устройство гидравлическое для выпрссевки и запрессовки гильз.

Механический съемник для выпрессовки и запрессовки гильз.

Можно конечно и выбить деревянной выколодкой, но выбивать нужно очень аккуратно, что бы не повредить юбку гильзы и блок цилиндров.
Бывает в практике и такое, что вовсе не нужно снимать гильзы. Обычно это бывает когда у двигателя не большие моточасы, вы использовали хорошее масло, качественное топливо. Конечно Вы можете сказать и такое: «если не большие моточасы, зачем тогда вообще разбирать и делать капитальный ремонт двигателя ?» Да конечно вы будите правы, но могло быть и такое: оборвало привод масляного насоса и двигатель застучал, оборвало коленвал, заклинил распредвал или что то еще не стандартное. Вот в этих случаях, если не большие моточасы, может быть такое что гильзы можно будет и не трогать, то есть оставить свои, не снимая.
И так если Вы решили оставить свои гильзы, не снимая. Я Вам настоятельно рекомендую, после снятия головок блока цилиндров (ГБЦ), сразу же гильзы зафиксировать на местах, в блоке цилиндров. Это нужно что бы исключить случайное выталкивание гильз поршнями, когда Вы будите снимать поочередно поршня с шатунами, а при их снятие по любому нужно проворачивать коленвал и понятно что поршня будут ходить верх и вниз, толкать гильзы и при этом, если гильза держится слабо, бывает и такое, то поршень может его вытолкнуть. Если такое произойдет, то нарушится герметизация водяной рубашки. Тут уж как не крути придется снимать гильзу, прочищать все посадочное место на блоке цилиндров, заменить уплотнительную шайбу гильзы и впрессовать обратно гильзу на место. Так что лучше сразу зафиксируйте и не будет лишних проблем. Как в домашних условиях зафиксировать гильзу показано на фото ниже.
Зафиксировать гильзы.

Если пробег автомобиля небольшой и проработанных моточасов двигателя мало и Вы решили оставить гильзы свои, не снимать. Лучше все равно нужно будет их замерить. Для того что бы замерить гильзы, нам опять понадобится нутромер. На глаз просто не получится определить сотою долю износа гильз.
Нутромер.

А вот какие бывают размеры гильз и поршней двигателей, ЗМЗ-511 и модификации, какая очередность ремонтных гильз, приведено на таблице ниже.
Таб. 1. Размерные группы гильз номинального и
ремонтного размеров и их обозначения
Гильзы для двигателя газ
Основные размеры и условия для сборки двигателя ГАЗ-66, ГАЗ-53
Все детали, поступающие на сборку, должны быть очищены от грязи, нагара и накипи, обезжирены, промыты и высушены.
Масляные каналы и отверстия в деталях должны быть прочищены, промыты под давлением и продуты сжатым воздухом.
Не допускается промывка деталей из алюминиевых и цинковых сплавов в щелочных растворах, применяемых для мойки стальных и чугунных деталей, так как алюминий и цинк растворяются в щелочах.
Все агрегаты, а также детали разобранных агрегатов при ремонте могут быть обезличены, за исключением следующих деталей:
— блока цилиндров и крышек коренных подшипников;
— шатуна и крышки шатуна;
— шестерен главной передачи;
— крышек подшипников дифференциала и картера главной передачи;
— правой и левой коробок сателлитов дифференциала. Допускается комплектование главной передачи из годных работавших или новых шестерен при условии обязательной проверки их зацепления на специальном приспособлении.
Отколы на зубьях шестерен и выкрашивание рабочей поверхности зубьев не допускаются.
Блок цилиндров и крышки коренных подшипников при разборке, контроле и сортировке не должны раскомплектовываться, так как они обработаны совместно и поэтому не взаимозаменяемы. Блоки цилиндров, поступающие на сборку, должны быть тщательно очищены от грязи и накипи, а масляные каналы — от шлама и стружки.
Гнезда вкладышей коренных подшипников должны быть расточены до номинального размера, если их размер и несоосность превышают допустимую величину. Чистота расточенных гнезд должна соответствовать классу 6-б по ГОСТ 2789—51, а максимальная их несоосность не должна превышать 0,02 мм.
При контроле, а также при растачивании гнезд момент затяжки болтов крепления, крышек коренных подшипников должен быть 11—12 кГм.
На поверхности расточенных гнезд вкладышей следы черноты не допускаются.
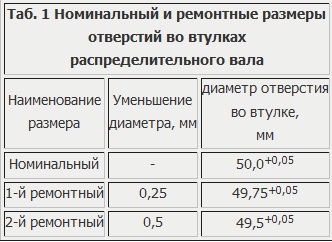
Втулки распределительного вала, запрессованные в блок цилиндров, должны быть расточены до номинального или одного из ремонтных размеров, приведенных в табл. 1.
Чистота расточенных поверхностей должна соответствовать классу 7 по ГОСТ 2789—5 1, а несоосность втулок не должна превышать 0,025 мм.
Непараллельность осей коленчатого и распределительного валов не должна превышать 0,04 мм на всей длине,
а расстояние между осями должно находиться в пределах 125,5 ± 0,025 мм.
Отклонение от перпендикулярности оси отверстий под гильзу цилиндра к оси коленчатого вала допускается в пределах 0,015 мм на длине 100 мм, а оси отверстий под толкатели к оси распределительного вала—не более 0,050 мм на длине 100 мм.
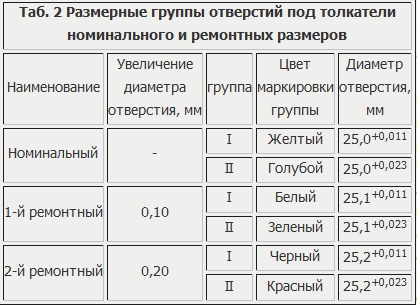
Чтобы обеспечить селективную сборку в новых блоках цилиндров, отверстия под толкатели рассортированы на две размерные группы.
Маркируют размерные группы маслостойкой краской на приливах под толкатели.
После обработки отверстий под толкатели ремонтных размеров их необходимо также сортировать на размерные группы. Маркировка размерных групп и ремонтные размеры отверстий под толкатели приведены в табл. 2.
Гильзы цилиндров
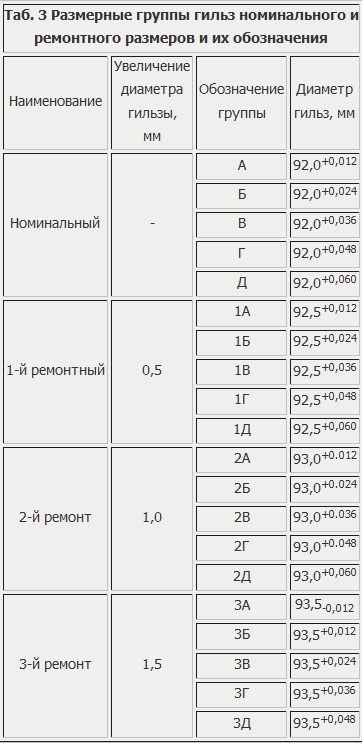
Гильзы цилиндров, устанавливаемые на один двигатель, должны быть номинального размера или расточены и хонингованы до одного общего для всех гильз ремонтного размера, указанных в табл. 3.
Овальность и конусность окончательно обработанных гильз не должна превышать 0,02 мм. Причем большее основание конуса должно быть в нижней части гильзы. Бочкообразность и корсетность не более 0,01 мм. Поверхность гильзы должна быть зеркально-блестящей без рисок и черноты, ее чистота должна соответствовать классу 9-а.
Чтобы обеспечить селективную сборку сопряжения гильза — поршень, на автомобильных заводах гильзы номинального размера сортируют на пять размерных групп. Размерные группы обозначают буквами русского алфавита, которые нанесены резиновой печаткой на шлифованной наружной поверхности гильз. С этой же целью гильзы, обработанные до ремонтного размера, также должны быть рассортированы на размерные группы.
Если овальность посадочной поверхности гильзы превышает допустимую величину 0,025 мм, то поверхность должна быть восстановлена осталиванием с последующей обработкой до номинального размера. При этом биение посадочной поверхности относительно внутренней поверхности гильзы не должно превышать 0,08 мм, а непараллельность осей, указанных поверхностей не должна превышать 0,02 мм на длине 100 мм.
Поршни и поршневые пальцы
Для авторемонтного производства выпускают поршни номинального и трех ремонтных размеров.
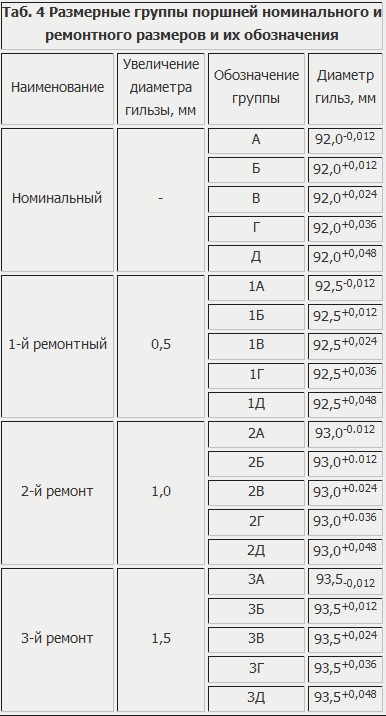
Для обеспечения подбора по гильзам поршни рассортированы на пять размерных групп, которые обозначены буквами русского алфавита. Обозначение размерной группы выбито на днище поршня. Размерные группы поршней номинального и ремонтного размеров, а также их обозначения приведены в табл. 4.
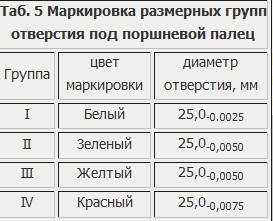
По диаметру отверстия под поршневой палец поршни рассортированы на четыре размерные группы. Группы маркируют маслостойкой краской на наружной поверхности бобышек поршней. Размерные группы отверстия под поршневой палец и их маркировка приведены в табл, 5.
Юбка поршня выполнена овальной и имеет конусность. Большая ось овала расположена в плоскости, перпендикулярной оси поршневого пальца, а конусность юбки в этой же плоскости должна составлять 0,013—0,038 мм. Наибольший диаметр конуса должен быть в нижней части юбки.
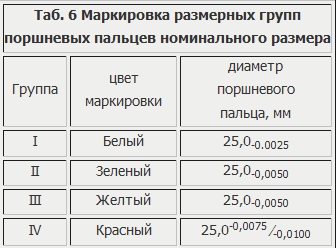
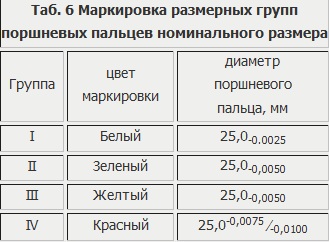
При капитальном ремонте двигателей применяют поршневые пальцы только номинального размера, которые рассортированы на четыре размерные группы. Размерные группы поршневых пальцев номинального размера и их маркировка приведены в табл. 6.
Поршневые кольца
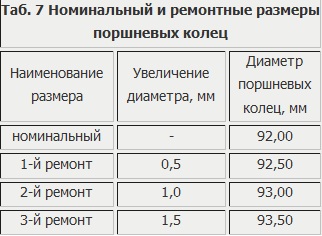
 Поршневые кольца выпускают номинального и трех ремонтных размеров, приведенных в табл. 7.
Поршневые кольца выпускают номинального и трех ремонтных размеров, приведенных в табл. 7.
Из трех колец, устанавливаемых на один поршень, два (второе компрессионное и маслосъемное) должны быть покрыты полудой, а верхнее компрессионное — хромом.
При проверке в кольцевом калибре соответствующего размера просвет между поршневым кольцом и калибром не допускается. Упругость компрессионных колец, сжатых стальной лентой до зазора в стыке 0,3 ∕0,5 мм, должна быть 1,75 — 2,50 кГ, а маслосъемных — 1,5 — 2,2 кГ.
Шатуны
 Шатун и крышка шатуна при разборке, контроле и сортировке не должны раскомплектовываться, так как они не взаимозаменяемы.
Шатун и крышка шатуна при разборке, контроле и сортировке не должны раскомплектовываться, так как они не взаимозаменяемы.
Допускается восстановление отверстия нижней головки шатуна осталиванием с последующей обработкой до номинального размера. Перед обработкой нижней головки гайки шатунных болтов должны быть затянуты динамометрическим ключом. Момент затяжки — 6,8 — 7,5 кГм.
Втулки, запрессованные в верхнюю головку шатунов, должны быть расточены до номинального размера. Перед растачиванием втулки должны быть проглажены брошью.
Чистота обработанных поверхностей во втулке и нижней головке шатуна должна соответствовать классу 8-б.
После растачивания овальность и конусность верхней головки шатуна не должны превышать 0,005 мм, нижней — 0,008 мм.
Непараллельность осей отверстий верхней и нижней головок шатуна — не более 0,03 мм на длине 100 мм, оси отверстий верхней и нижней головок шатуна должны лежать в одной плоскости, отклонение не более 0,04 мм на длине 100 мм.
Перпендикулярность торцовых поверхностей нижней головки относительно оси отверстия — не более 0,05 мм.
У шатунов, поступающих на сборку двигателя, расстояние между осями нижней и верхней головок должно быть 155,95 — 156,05 мм.
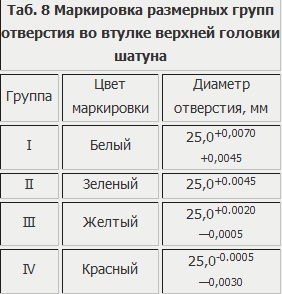
Для обеспечения возможности селективной сборки шатуна с поршневым пальцем шатуны должны быть рассортированы на группы по размеру отверстия в верхней головке. Каждую группу шатунов маркируют маслостойкой краской определенного цвета. Маркировка шатунов приведена в табл. 8.
Коленчатый вал
 У коленчатых валов, поступающих на сборку, масляные каналы и грязеуловители должны быть тщательно очищены от шлама.
У коленчатых валов, поступающих на сборку, масляные каналы и грязеуловители должны быть тщательно очищены от шлама.
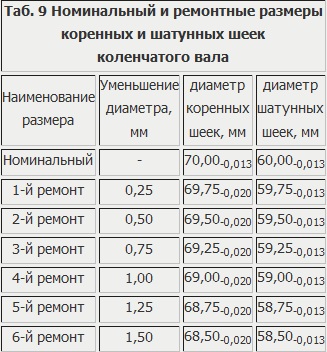
Шатунные и коренные шейки должны быть номинального или одного из ремонтных размеров, указанных в табл. 9.
При шлифовании шатунных шеек радиус кривошипа должен быть сохранен номинальным.
Для одноименных шеек разные ремонтные размеры не допускаются.
Овальность и конусность шеек коленчатого вала не должны превышать 0,01 мм.
Чистота поверхности шеек должна соответствовать 9-му классу.
Длина передней коренной шейки должна быть в пределах 30,45—30,90 мм. Длина шатунной шейки — 52,0—52,2 мм.
Радиусы галтелей шатунных шеек должны быть в пределах 1,2—2,0 мм, коренных — 1,2—2,5 мм.
При вращении вала, установленного в призмы на крайние коренные шейки, биение не должно превышать:
— для средних коренных шеек — 0,02 мм;
— для шейки под распределительную шестерню — 0,03 мм;
— > ступицу шкива вентилятора — 0,04 мм;
— > > задний сальник — 0,04мм;
— фланца по торцу — 0,04 мм.
Не параллельность осей шатунных и коренных шеек — не более 0,012 мм на длине каждой шейки.
Коренные и шатунные вкладыши
 Тонкостенные вкладыши подшипников коленчатого вала должны быть полностью взаимозаменяемы, и обеспечивать без подбора необходимые для нормальной работы двигателя посадки в сопряжениях подшипников.
Тонкостенные вкладыши подшипников коленчатого вала должны быть полностью взаимозаменяемы, и обеспечивать без подбора необходимые для нормальной работы двигателя посадки в сопряжениях подшипников.
Не допускается наличие трещин и откалывание антифрикционного слоя от стальной ленты у шатунных и коренных вкладышей.
Забоины и царапины на рабочей поверхности не допускаются.
На обратной стороне вкладыша допускаются царапины глубиной не более 0,1 мм в количестве не более трех.
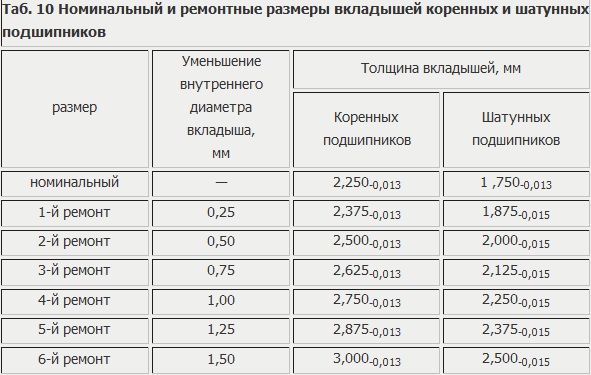
Острые кромки и заусеницы на стыках вкладыша должны быть зачищены. Забоины, царапины и коррозия на плоскостях стыков вкладышей не допускаются. Зачистка стыков для выведения этих дефектов не допускается.Фиксирующий выступ вкладыша не должен иметь повреждений. Ремонт вкладышей перезаливкой антифрикционного слоя не допускается.Номинальный и ремонтные размеры вкладышей приведены в табл. 10.
Маховик
 Рабочая поверхность маховика должна быть гладкой, ее чистота после обработки должна соответствовать 9-му классу. Маховик должен подвергаться статической балансировке. Величина допустимого дисбаланса не должна превышать 35 гсм. При балансировке сверлить отверстие диаметром 11 мм на радиусе 156 мм на глубину 18 мм.Максимальное биение рабочей поверхности не должно превышать 0,1 мм.Размеры отверстий под болты крепления маховика не должны превышать 12,30 мм.
Рабочая поверхность маховика должна быть гладкой, ее чистота после обработки должна соответствовать 9-му классу. Маховик должен подвергаться статической балансировке. Величина допустимого дисбаланса не должна превышать 35 гсм. При балансировке сверлить отверстие диаметром 11 мм на радиусе 156 мм на глубину 18 мм.Максимальное биение рабочей поверхности не должно превышать 0,1 мм.Размеры отверстий под болты крепления маховика не должны превышать 12,30 мм.
Распределительный вал
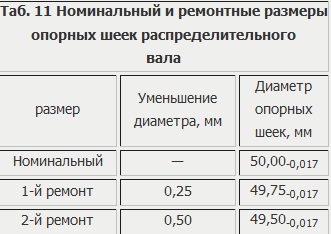
Опорные шейки распределительного вала должны быть номинального или одного из ремонтных размеров, приведенных в табл. 11.
Овальность и конусность опорных шеек — не более 0,010 мм, Взаимное биение опорных шеек и шейки под шестерню — не более 0,020 мм.
Биение цилиндрической части кулачков относительно шеек — не более 0,05 мм.
Чистота обработки поверхности опорных шеек должна соответствовать классу 9-б.
При установке вала на крайних опорных шейках биение промежуточных шеек не должно превышать 0,05 мм.
Толкатели
 Толкатели по наружному диаметру должны быть номинального или одного из ремонтных размеров, приведенных в табл. 12.Овальность, конусность и огранка наружной поверхности толкателя — не более 0,007 мм.Твердость наружной сферической поверхности RC— 60.На поверхности толкателя не допускаются трещины, риски, черновины и прижоги.
Толкатели по наружному диаметру должны быть номинального или одного из ремонтных размеров, приведенных в табл. 12.Овальность, конусность и огранка наружной поверхности толкателя — не более 0,007 мм.Твердость наружной сферической поверхности RC— 60.На поверхности толкателя не допускаются трещины, риски, черновины и прижоги.
Головка цилиндров
 Головка цилиндров, поступающая на сборку, должна быть тщательно промыта, рубашка охлаждения должна быть очищена от накипи и грязи, масляные каналы — от шлама, а выпускные каналы — от нагара.
Головка цилиндров, поступающая на сборку, должна быть тщательно промыта, рубашка охлаждения должна быть очищена от накипи и грязи, масляные каналы — от шлама, а выпускные каналы — от нагара.
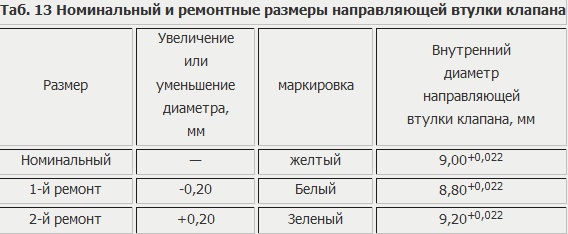
Запрессованные в головку блока направляющие втулки клапанов должны быть номинального или одного из ремонтных размеров и маркированы краской. Размеры втулок и их маркировка указаны в табл. 13.Расстояние от верхнего торца направляющей втулки до плоскости головки должно быть равно 24 мм.Седла впускных и выпускных клапанов должны быть шлифованы под 45° к оси направляющих втулок. Ширина рабочей фаски седла должна быть 1,5 ± 2,0 мм. Биение конических поверхностей всех седел клапана относительно осей отверстий направляющих втулок клапанов — не более 0,025 мм. Запрессованные в головку цилиндров направляющие втулки клапанов по наружному диаметру могут быть номинального размера или ремонтного (увеличенного на 0,25 мм).
Впускной и выпускной клапаны
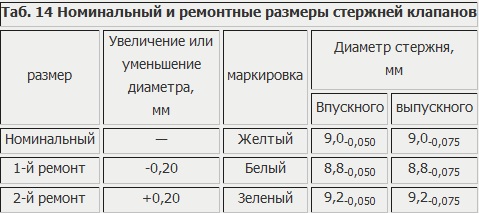 Диаметры стержней клапанов должны быть номинального или одного из ремонтных размеров, приведенных в табл. 14. Рабочая фаска головки клапана должна быть шлифована под углом 45° к оси стержня. Чистота рабочей поверхности фаски после шлифования должна соответствовать 8-му классу. Биение рабочей поверхности фаски относительно стержня клапана не более 0,03 мм.
Диаметры стержней клапанов должны быть номинального или одного из ремонтных размеров, приведенных в табл. 14. Рабочая фаска головки клапана должна быть шлифована под углом 45° к оси стержня. Чистота рабочей поверхности фаски после шлифования должна соответствовать 8-му классу. Биение рабочей поверхности фаски относительно стержня клапана не более 0,03 мм.
Впускная труба
У впускной трубы, поступающей на сборку, рубашка охлаждения должна быть очищена от грязи и накипи, а впускные каналы от нагара. Поверхности разъема с головками цилиндров должны быть плоскими — отклонение в пределах 0,1 мм не более.
Трубу нужно подвергнуть испытанию водой под давлением 3 – 4 кГ/см 2 .







