Машиностроение и механика



Сборка машин — Типы производства и организационные формы сборки
Организационная форма сборки машин определяется типом и условиями производства. При этом решающими факторами являются: объем выпуска изделий в календарном периоде времени, трудоемкость сборочных работ и экономическая эффективность. Организационные формы сборки указаны на рис. 22 и в таблице 2, а их связь с типом производства представлена в таблице 3. Трудоемкость сборки предварительно может быть определена сравнением с трудоемкостью сборки аналогичных машин или расчетом по укрупненным нормативам.
             |
Рис. 22 Организационные формы сборки
Основные организационные формы сборочных работ
Тип производства
Организационные формы сборочных работ
Единичное и мелкосерийное
Стационарная сборка без расчленения процесса Объект сборки один, неподвижен. Все работы выполняются одной бригадой высококвалифицированных сборщиков, заранее виды работ между ними не распределены.
Мелкосерийное
Стационарная сборка с расчленением работ. Объект сборки один, неподвижен. Весь объем сборочных работ заранее разделен на комплексы и закреплен за отдельными рабочими бригадами, специализирующимися на выполнении соответствующих видов работ.
Серийное
Стационарная сборка с расчленением работ и регламентированным темпом при большом оперативном времени. Объектов сборки несколько, они расставлены на стендах в линию. Объем сборочных работ разбит на комплексы, число которых равно числу одновременно собираемых изделий. Число бригад на сборке равно числу объектов. Каждая бригада специализируется на одном комплексе работ. Выполнив свой комплекс на одном объекте, она переходит на новый объект.
Серийное и крупносерийное
Подвижная поточная сборка с дифференциацией процесса на операции и передачей собираемого объекта от одного рабочего места к другому вручную или с помощью механических транспортирующих устройств. Темп сборки регламентирован, но объекты сборки механически между собой не связаны. Возможно образование на отдельных рабочих местах заделов.
Крупносерийное и массовое
Подвижная (с периодическим или непрерывным перемещением объекта) поточная сборка с дифференциацией процесса на операции и переходы. За каждым рабочим местом закреплен определенный объем работ. Число рабочих мест равно числу операций. Темп сборки строго регламентирован. Собранное изделие сходит с линии по истечении промежутка времени, равного темпу.
Непоточная сборка характеризуется тем, что операции выполняются за разные промежутки времени, поэтому возможно «пролеживание» деталей или сборочных единиц между операциями.
Непоточная стационарная сборка без расчленения сборочных работ характеризуется тем, что весь процесс сборки выполняется на одной сборочной позиции: стенде, станке, рабочем месте. Сборочные работы выполняются, как правило, бригадой рабочих последовательно, т.е. от начала до конца.
Достоинства этого метода сборки:
♦ неизменное положение базовой детали, что способствует достижению высокой точности собираемого изделия;
♦ использование универсальных транспортных средств, приспособлений и инструментов, что сокращает продолжительность и стоимость технологической подготовки производства.
К недостаткам метода следует отнести:
♦ увеличение длительности общего цикла сборки, выполняемой последовательно;
♦ требование высокой квалификации рабочих.
Областью применения такой организационной формы сборки является единичное и мелкосерийное производство крупногабаритных изделий.
Непоточная стационарная сборка с расчленением сборочных работ предполагает дифференциацию процесса на узловую и общую сборку. Сборка каждой единицы и общая сборка выполняются в одно и то же время разными бригадами (сборщиками). Собираемая машина остается неподвижной на одном стенде. В результате такой организации длительность процесса сборки сокращается. Расчетное число рабочих позиций или стендов для параллельной сборки одинаковых объектов определяется по формуле
 (1)
(1)
где То — расчетная трудоемкость всех переходов одного объекта; Тс — расчетная трудоемкость переходов, выполнение которых совмещено во времени с выполнением других объектов; Т — расчетный такт сборки.
Расчетный такт выпуска определяется по формуле
 (2)
(2)
где Ф — действительный фонд рабочего времени, ч; N— годовой объем выпуска изделий.
Непоточная подвижная сборка характеризуется последовательным перемещением собираемого изделия от одной позиции к другой, которое может быть свободным или принудительным. Технологический процесс при этом разбивается на отдельные операции, выполняемые одним или несколькими рабочими.
При сборке со свободным перемещением рабочий, закончив свою операцию, с помощью средств механизации или вручную перемещает собираемую сборочную единицу на следующую рабочую позицию.
При сборке с принудительным перемещением объект сборки передвигается при помощи конвейера или тележек, имеющих общий привод.
Расчетное число рабочих позиций, которые должен пройти собираемый объект в процессе сборки, определяется по формуле
 (3)
(3)
где tn — расчетное время, необходимое для перемещения одного собираемого объекта с рабочей позиции на следующую; γ1 — число параллельных потоков, необходимых для выполнения производственной программы параллельной сборки одинаковых собираемых объектов.
Число параллельных потоков определяется по формуле
 (4)
(4)
где Т max оп — продолжительность наиболее длительной сборочной операции (трудоемкость всех не совмещенных переходов, составляющих наиболее длительную операцию).
Выбор вида и формы организации процесса сборки




![]()
![]()
Сборка является заключительным этапом изготовления машины, при котором окончательно формируются ее качественные показатели. Технический и организационный уровень сборки в значительной степени определяет надежность и долговечность машины.
На основе служебного назначения машины, ее сборочных и рабочих чертежей, размерного анализа и намеченного количества машин, подлежащих изготовлению в единицу времени и по неизменяемым чертежам, выбираются вид и организационную форму производственного процесса сборки машины. На выбор организационной формы влияют конструкция изделия, его размеры и масса, программа и сроки выпуска. Организационные формы устанавливаются отдельно для изделия и его составных частей. В общем случае они могут быть разными.
На основе рабочих чертежей, размерного анализа и намеченного количества деталей, подлежащих изготовлению в единицу времени и по неизменяемым чертежам, выбираются вид и организационная форма производственного процесса изготовления детали. Решающим фактором является количество изделий, подлежащих изготовлению.
Для данного редуктора, а именно, редуктора цилиндрического одноступенчатого вертикального с внутренним зацеплением мы применим непоточную стационарную сборку. Данная форма сборки характеризуется тем, что объект от начала и до конца сборки находится на одном и том же месте. Сборку ведут рабочий или бригада рабочих. Все необходимые детали и сборочные единицы доставляются на рабочее место. Выполнение сборочных работ распределяется между рабочими и бригадами бригадиром и мастером участка.
Для облегчения труда рабочие места или стенды оснащаются универсальными приспособлениями и подъемно – транспортными средствами. Оборудование (станки, прессы) размещают так, чтобы оно было доступно для рабочих с разных мест. Различия в уровне интенсивности труда рабочих и их квалификации приводит к удлинению цикла сборки и неравномерному выпуску изделий за единицу времени. Технико– экономические показатели такой формы организации процесса сборки изделия невысоки. По видам сборочные работы не расчленяются и между сборщиками заранее не распределяются.
Виды и формы организации технологического процесса сборки изделия можно представить в виде схемы, показанной на рисунке 4.
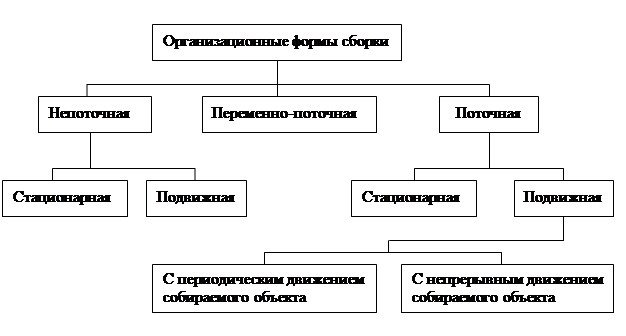
Рисунок 4 — Виды и формы организации технологического процесса сборки изделия.
Чёткую организацию сборочного процесса во времени позволяет осуществить циклограмма сборки.
Циклограмма – это графическое определение последовательности выполнения операций, переходов или приёмов сборочного процесса и затрат времени на их выполнение. При построении циклограммы в вертикальной колонке построчно записывают все операции, переходы и приёмы. Степень их дифференциации зависит от уровня циклограммы.
Анализ циклограммы позволяет не только определить общее время цикла сборки, но и наметить пути их сокращения, среди которых можно выделить два основных, наиболее часто используемых на практике:
— сокращение затрат времени на выполнение отдельных операций (переходов, приёмов) за счёт изменения режимов работы сборочного оборудования;
— сокращение во времени отдельных операций (переходов, приёмов).
Технологическая схема сборки и циклограмма представлены в графической части.
Проектирование технологического процесса изготовления детали
Организационные формы сборки
![]()
![]()
Понятие о процессах сборки машин и классификация видов сборки
Изделия сельскохозяйственных машин по технологической структуре сборки можно разделить на машины, агрегаты и орудия (рабочие органы).
Каждая машинасостоит из двигателя, трансмиссии (привода) и рабочего органа. Машины подразделяются на самоходные и стационарные.
Агрегаты не имеют двигателя, они состоят только из рабочего органа и трансмиссии. Агрегаты могут быть прицепные и навесные.
Орудия имеют только рабочий орган и не имеют ни двигателя, ни трансмиссии.
К самоходным машинам относятся тракторы с навесным или прицепными орудиями, зерноуборочные комбайны, хлопкоуборочные машины, автомобильные разбрасыватели удобрений и др.
К стационарным относятся зерноочистительные машины, зерносушилки, кормоприготовительные машины (соломосилосорезки, корнеклубнерезки, кормодробилки и др.).
Прицепными агрегатами являются картофелеуборочные, свеклоуборочные, кукурузоуборочные, силосоуборочные комбайны, картофелесажалки, сеялки, прессподборщики и т.п.
Навесными агрегатами являются косилки, жатки, опрыскиватели и др. Навесной или прицепной агрегат совместно с трактором образует машину. Орудия, как и агрегаты, могут быть прицепными и навесными. К ним относятся плуги, бороны, грабли, лущильники, культиваторы, катки и т.п.
Для удобства сборки машину разделяют на сборочные единицы первого, второго и более высоких порядков. Деление изделия на составные части осуществляется по технологическому признаку. Технологическим признаком составной части является возможность ее сборки обособленно от других элементов изделия. Составная часть первого порядка входит непосредственно в составную часть изделия, составная часть второго порядка – в составную часть первого порядка и т.д. Составной частью высшего порядка являются только детали.
Двигатель, трансмиссия и рабочий орган могут рассматриваться для машины как сборочные единицы первого порядка. Изготовление и сборка сборочных единиц машины могут выполняться в различных цехах и даже на различных заводах.
Процесс сборки является заключительным этапом изготовления машин, в значительной степени определяющим ее основные эксплуатационные качества. Условия достижения высоких эксплуатационных качеств машины не ограничиваются созданием удачной конструкции или применением высококачественных материалов для изготовления ее деталей. Процесс изготовления машины может гарантировать достижение всех требуемых эксплуатационных показателей, а также ее надежности и долговечности в эксплуатации лишь при условии высококачественного проведения всех этапов сборки машины (т.е. сборки и регулировки отдельных единиц – узлов и общей сборки и испытаний изготовляемого изделия в целом).
Выполнение сборочных работ связано с большой затратой времени, составляющей значительную долю общей трудоемкости изготовления машины. В зависимости от типа производства затраты времени на сборочные работы составляют (в процентах от общей трудоемкости изготовления машин):
— в массовом и крупносерийном производствах ……………20…30;
— в среднесерийном производстве …………………………. 25…35;
— в единичном и мелкосерийном производствах ……………35…40.
В сельскохозяйственном машиностроении выполняется большой объем сборочных работ. Трудоемкость сборочных работ составляет около 25 % общей трудоемкости изделия, а по некоторым машинам может доходить до 60 %.
Следует также отметить, что основная часть (50…85 %) слесарно-сборочных работ представляет собой ручные работы, требующие больших затрат физического труда и высокой квалификации рабочих.
Технологический процесс сборки машин и механизмов представляет собой часть производственного процесса, включающего совокупность операций по соединению деталей в определенной технически и экономически целесообразной последовательности для получения сборочных единиц и изделий, полностью отвечающих установленным для них требованиям.

Сборка может осуществляться простым соединением деталей, их запрессовкой, свинчиванием, сваркой, пайкой, клепкой и т.д. По своему объему сборка подразделяется на общую сборку, объектом которой является изделие в целом, и на узловую сборку, объектом которой является составная часть изделия, т.е. сборочная единица или узел.
В условиях единичного и мелкосерийного типов производств основная часть сборочных работ выполняется на общей сборке, и лишь малая их доля осуществляется с отдельными сборочными единицами. С увеличением серийности производства сборочные работы все больше раздробляются по отдельным сборочным единицам, и в условиях массового и крупносерийного типов производств объем узловой сборки становится равным или даже превосходит объем общей сборки.
По стадиям процесса сборка подразделяется на виды:
— предварительная сборка, т.е. сборка заготовок, составных частей или изделия в целом, которые в последующем подлежат разборке. Например, предварительная сборка узла с целью определения размера неподвижного компенсатора;
— промежуточная сборка, т.е. сборка заготовок, выполняемая для дальнейшей их совместной обработки. Например, предварительная сборка корпуса редуктора с крышкой для последующей совместной обработки отверстий под подшипники;
— сборка под сварку,т.е.сборка заготовок для ихпоследующей сварки;
— окончательная сборка, т.е. сборка изделия или его составной части, после которой не предусмотрена его последующая разборка при изготовлении.
По методу образования соединений сборка подразделяется на:
— слесарную сборку, т.е. сборку изделия или его составной части при помощи слесарно-сборочных операций;
— монтаж, т.е. установку изделия или его составных частей на месте использования (например, монтаж станка с ЧПУ);
— электромонтаж, т.е. монтаж электроизделий или их составных частей, имеющих токоведущие элементы;
— сварку, пайку, клепку и склеивание.
В результате сборки должно быть такое положение деталей и сборочных единиц, чтобы исполнительные (функциональные) поверхности или сочетания этих поверхностей в своем относительном движении, а также стабильном состоянии не выходили за пределы установленных допусков не только в процессе сборки, но и в процессе эксплуатации машины. Одним из средств определения рациональных допусков, обеспечивающих наиболее экономичную обработку деталей и сборку машин, является расчет и анализ размерных цепей.
Поэтому при расчете размерных цепей с учетом типа производства применяют пять основных методов сборки (рис. 1).
Каждый из этих методов сборки обладает своими преимуществами и недостатками, и потому, в зависимости от характера производства, его организации, технической оснащенности и т.п., применяют тот или иной метод.
Метод полной взаимозаменяемости предусматривает сборку машин без какой-либо дополнительной обработки деталей с установкой и заменой любой детали без пригонки. Этот метод экономически целесообразен в массовом и крупносерийном производствах, где капитальные затраты на оснащение производства окупаются большим количеством изготовляемых машин. При этом методе благодаря отсутствию операций подбора или пригонки деталей ускоряется сборка машин, снижается трудоемкость и увеличивается выпуск продукции. Помимо этого, использование комплектов запасных деталей и узлов, изготовленных на основе полной взаимозаменяемости, обеспечивает быструю замену в эксплуатационных условиях изношенных или поврежденных деталей, что повышает эффективность эксплуатации машин.
|
|
|
|
|
|
Рис. 1. Схема технологической классификации методов сборки
Метод сборки с применением сортировки деталей. Для осуществления высокой степени однородности посадок (без дополнительной пригонки деталей) и предотвращения увеличения затрат на производство при назначении излишне жестких допусков сборку ведут путем подбора (предварительной сортировки деталей).
Этот метод сборки применяют там, где по условиям работы деталей требуется зазор или натяг в более узких пределах, чем получаемый из основных размеров деталей с учетом допусков на их изготовление. В таком случае требуемые конструкцией зазор или натяг получают не за счет изготовления деталей с минимальными допусками, а путем соответствующего подбора охватывающих и охватываемых деталей, т.е. к отверстию с диаметром, близким к верхнему пределу, подбирают более полный вал и, наоборот, к отверстию с диаметром близким к нижнему пределу, подбирают менее полный вал.
Подбор деталей значительно упрощается, если детали обоих наименований по размерам (в пределах допусков на их изготовление) разбирают на несколько групп. Метод предварительной сортировки деталей на группы предусматривает разбивку полей допусков сопрягаемых деталей на несколько равных частей и подбора их таким образом, чтобы полномерные охватываемые детали сопрягались с полномерными охватывающими деталями.
Метод сборки с применением подбора деталей. Этот метод основан на учете вероятностей отклонений размеров, составляющих размерную цепь, причем возможно получение некоторого количества узлов, выходящих за установленные пределы точности. Сборка с применением подбора деталей, благодаря расширению допусков на все звенья размерной цепи, позволяет экономнее изготовлять детали.
Метод сборки с применением компенсаторов. При большом числе звеньев размерной цепи и малом допуске замыкающего звена (зазора или натяга) необходимая для полной взаимозаменяемости точность изготовления деталей может в значительной степени усложнить производство и далеко выйти за пределы экономически целесообразной точности. В таких случаях приходится либо отказаться от полной взаимозаменяемости, допуская пригонку деталей по месту, либо вводить в конструкцию механизма тот или другой вид компенсатора, позволяющего регулировать в определенных пределах один из размеров. Такую регулировку называют компенсацией, а деталь, подбираемую в размерной цепи или специально вводимую в цепь для уменьшения допуска замыкающего звена, — компенсатором.
Характерная особенность всех компенсаторов состоит в том, что сборка с их применением позволяет выдерживать установленные пределы точности в размерной цепи путем изменения величины одного из ранее намеченных звеньев. Обработка же всех остальных звеньев цепи осуществляется по допускам, наиболее приемлемым для данных производственных условий.
Величину компенсирующего звена можно регулировать двумя способами: введением в размерную цепь специальной детали – прокладки, шайбы, промежуточного кольца и т.п. (неподвижные компенсаторы) и изменением положения одной из деталей, например клина, втулки, эластичной или пружинной муфты, эксцентрика и т.п. (подвижные компенсаторы).
Метод сборки с индивидуальной пригонкой деталей по месту. Сборка с пригонкой деталей по месту заключается в том, что установленный предел точности замыкающего звена в размерной цепи достигается изменением величины одного из заранее намеченных звеньев путем снятия дополнительного слоя материала. По существу, сборка с доделкой деталей по месту является методом неполной взаимозаменяемости с пригонкой деталей в тех случаях, когда размер замыкающего звена лежит за пределами допускаемых отклонений.
Чтобы производить пригонку за счет выбранного компенсирующего звена, необходимо: располагать поля допуска, подлежащей пригонке детали относительно номинала с таким расчетом, чтобы обеспечить на компенсирующем звене слой материала (припуск на пригонку), достаточный для компенсации величины превышения допускаемой погрешности замыкающего звена; выдерживать при обработке деталей, входящих в размерную цепь, установленные экономически приемлемые величины допусков, не выбирать в качестве компенсирующего звено, которое является общим для нескольких размерных цепей, так как изменение его величины вносит погрешности во все, связанные между собой, размерные цепи.
Выбор рациональной организации сборки определяет эффективность всего производства машин. При выборе организационной формы исходят из основных требований, предъявляемых к процессу сборки: экономия рабочего времени и средств; сокращение продолжительности цикла сборки; рациональное использование производственных площадей.
Основными организационными формами сборки являются стационарная и подвижная (рис. 2).
Рис. 2. Схема организационных форм сборки
При стационарнойсборке изделия полностью собирают на одном сборочном посту. Все детали и узлы, требуемые для сборки изделия, поступают на этот пост.
При подвижной сборке собираемое изделие последовательно перемещается по всем сборочным постам, на каждом из которых выполняют определенную операцию. Каждый пост оборудуют приспособлениями и инструментами, предназначенными для выполнения данной операции. Детали и узлы для сборки поступают на соответствующие посты.
Стационарная сборка может быть осуществлена двумя методами:
1) без расчленения сборочных работ (принцип концентрации);
2) с расчленением (принцип дифференциации).
При стационарной сборке без расчленения сборочных работ сборку изделия практически должен выполнять один человек или бригада от начала до конца. Цикл сборки по этому методу при значительной трудоемкости сборочного процесса чрезвычайно продолжителен, и при большой программе выпуска изделий требуется большое количество сборочных площадей, инструмента, оборудования и пр.
Этот метод применяют в единичном или опытном производстве при сборке специальных, уникальных машин и приборов, а также в мелкосерийном производстве, когда весь процесс сборки изделия состоит из небольшого количества несложных операций. Широкого практического значения этот метод сборки в настоящее время не имеет.
Разновидностью метода сборки без расчленения процесса на операции является бригадный метод, когда сборку всего изделия выполняет бригада рабочих; но бригадный метод уже является первым шагом на пути расчленения сборочного процесса на части, ибо внутри бригады имеет место некоторая дифференциация работ, т.е. одни рабочие специализируются на одной группе сборочных операций, другие – на другой.
В ряде случаев за каждым рабочим бригады закрепляют один из узлов изделия, вследствие чего члены бригады специализируются на выполнении определенных сборочных работ. Однако по конструктивным условиям в большинстве случаев вести сборку всех узлов одновременно невозможно. В связи с этим при таком методе сборки большое значение имеет правильное планирование начала и конца сборочных работ по узлам с учетом их трудоемкости и последовательности установки на машину.
Бригадный метод сборки широко распространен в единичном и мелкосерийном производствах, а также при выполнении повторной сборки машины при ремонте.
Стационарная сборка с расчленением работ предусматривает деление процесса на узловую сборку основных групп и общую сборку изделия. В результате одновременного выполнения сборочных операций большим количеством рабочих длительность процесса сборки значительно сокращается. Расчленение процесса сборки дает значительный экономический эффект. При этом сокращается потребность в рабочей силу и производственным площадях, увеличивается выпуск машин, уменьшается трудоемкость, снижается себестоимость сборочных работ.
При подвижной сборке рабочие, выполняющие отдельные операции, распределены по рабочим местам – постам, к которым подают соответствующие детали и узлы; объект же производства последовательно перемещается от одного поста к другому. Это перемещение может быть свободным, когда объект сборки располагается, например, на тележках, перемещаемых самими исполнителями, и принудительным, когда объекты сборки перемещают механическими транспортными устройствами непрерывного или прерывного действия (конвейер).
Преимущества этого способа состоят в том, что расчлененный сборочный процесс не требует высококвалифицированных исполнителей, так как закрепление за исполнителем одной или небольшого количества операций дает ему возможность приобрести в короткий срок необходимые навыки.
При расчлененном процессе сборки каждую операцию оснащают соответствующими приспособлениями и инструментом; в связи с этим время на сборку изделия и потребное количество рабочих при расчлененном процессе сборки меньше, чем при нерасчлененном, расчлененный процесс для заданной программы выпуска изделий требует значительно меньших производственных площадей благодаря сокращению производственного цикла сборки. Количество одновременно собираемых изделий при этом значительно меньше, чем при нерасчлененном процессе.
Процесс сборки может быть расчленен в условиях крупносерийного и массового производства таким образом, что каждую операцию будет выполнять только один исполнитель. В этом случае объект работы (узел или изделие) должен в процессе производства последовательно переходить от одного рабочего места к другому, по потоку. Под этим понятием подразумевается движение собираемого изделия, обычно осуществляемое механическими транспортными средствами.
Переход на поточный метод производства позволяет увеличить выпуск продукции, снизить себестоимость изделия, сократить длительность производственного цикла, уменьшить незавершенное производство, увеличить производительность труда, облегчить и улучшить условия труда, учет и планирование производства, укрепить трудовую дисциплину.
Под поточной линией сборки понимают ряд рабочих мест, участвующих в сборке узла или машины, расположенных соответственно последовательности операций технологического процесса сборки (рис. 3).
Непрерывность процесса при поточной сборке достигается благодаря равенству или кратности времени выполнения операций на всех рабочих местах линии сборки, т.е. длительность любой сборочной операции на линии сборки должны быть равна или кратна такту сборки изделия.
Тактом сборки называется промежуток времени между выходом со сборки двух смежных готовых изделий. Номинальный такт сборки (мин/шт)
 ,
,
где F – годовой фонд рабочего времени, ч; N – годовая производственная программа, шт.
Годовой фонд рабочего времени
 ,
,
где D – число рабочих дней в году; m – число рабочих смен в сутки; TСМ – длительность рабочей смены, ч; h — коэффициент, учитывающий потери времени на ремонт оборудования (h = 0,98 при односменной и h = 0,97 по двухсменной работе).
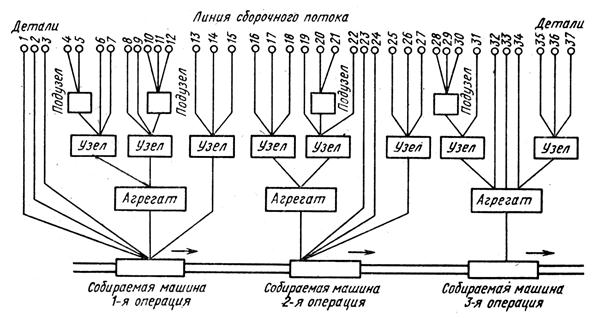
Рис. 3. Схема поточной сборки с подвижным объектом
Действительный такт отличается от нормального, так как при его определении учитывают потери времени на перерывы в работе и обслуживание рабочих мест.
 ,
,
где ТОБС – потери времени в течение смены на обслуживание рабочих мест, ч; ТП – потери времени на перерывы в работе для отдыха и естественных надобностей рабочих в течение смены, ч.
Количество изделий, собираемых в единицу времени, называется темпом сборки. Номинальный темп сборки (шт/мин)
 .
.
Действительный темп сборки
 .
.
Продолжительность сборки машины (узла) на поточной линии (мин)
 ,
,
где nП – число постов на поточной линии.
Время от момента поступления деталей на сборку до выпуска собранной машины (агрегата) называется циклом сборки (мин) и определяется по формуле
 ,
,
где а – число компонентов узлов, собираемых в запас вне главного потока для бесперебойной работы поточной линии; ånП / tq – число постов, на которых время выполнения одних сборочных операций перекрывается временем выполнения других операций. Например, на одном сборочном посту выполняются две операции длительностью, равной одному такту и 0,7 такта.
Для этого случая nП / = 0,3.
Скорость непрерывно движущегося конвейера
 ,
,
где l – длина рабочего места, м.
Скорость перемещения собираемого объекта принимают равной 10…15 м/мин при ручном перемещении, до 20 м/мин при перемещении по рольгангу, 30…40 м/мин при использовании транспортных конвейеров, 15…20 м/мин для конвейера периодического действия и 0,25…3,5 м/мин для непрерывного конвейера (меньшее значение скорости выбирают для напольных сборочных конвейеров из условий техники безопасности).
Для большинства изделий сельскохозяйственного машиностроения наиболее совершенной по технико-экономическим показателям является поточная сборка при расчлененном процессе с принудительным движением объекта и принудительно регулируемым тактом. Такт сборки на конвейере является планирующим началом всей работы не только сборочного цеха, но и др.







