- Финишная антифрикционная безабразивная обработка фабо цилиндров двигателя
- Где используется технологический процесс ФАБО
- Технологический процесс ФАБО использовался с целью устранения задиров в шарнирно-болтовых соединениях на самолетах типа ТУ и по вышению износостойкости и устранения задиров в узлах трения ма шин текстильной промышленности. В автотракторной промышленности ФАБО применяют для ускорения приработки цилиндров двигателей и поршневых колец, шеек коленчатых валов и сопрягаемых с ними вклады шей. В турбореактивных двигателях ФАБО использовали для повышения срока службы подшипников качения и деталей топливной аппарату ры. В станкостроении процесс ФАБО используется для устранения зади ров и снижения скачков при трении кареток и направляющих .
- Возможность использования метода в технике
- Финишная антифрикционная безабразивная обработка как технологический метод повышения ресурса двигателя внутреннего сгорания
- Изучение вопроса повышения ресурса двигателей внутреннего сгорания (ДВС) в современном машиностроении. Описание метода финишной антифрикционной безабразивной обработки как наиболее доступного для промышленной реализации метода повышения ресурса ДВС.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
Финишная антифрикционная безабразивная обработка фабо цилиндров двигателя
ФАБО Финишная антифрикционная безабразивная обработка
Сущность технологического процесса ФАБО состоит в том, что стальные и чугунные детали после окончательной традиционной обработки (резание, шлифование, полирование, хонингование и др.) покрывают тонким слоем (1-5 мкм) латуни, медных сплавов определенного состава.
Где используется технологический процесс ФАБО
Технологический процесс ФАБО использовался с целью устранения задиров в шарнирно-болтовых соединениях на самолетах типа ТУ и по вышению износостойкости и устранения задиров в узлах трения ма шин текстильной промышленности. В автотракторной промышленности ФАБО применяют для ускорения приработки цилиндров двигателей и поршневых колец, шеек коленчатых валов и сопрягаемых с ними вклады шей. В турбореактивных двигателях ФАБО использовали для повышения срока службы подшипников качения и деталей топливной аппарату ры. В станкостроении процесс ФАБО используется для устранения зади ров и снижения скачков при трении кареток и направляющих .
В Германии фирма Пайсиг (г.Цвиккау) применяет ФАБО цилиндров мотоциклетных и автомобильных двигателей.
Разработан процесс ФАБО для повышения ресурса колесных пар железнодорожного транспорта. Колесные пары, обработанные ФАБО, проходят испытания на железной дороге Германии с 1995 г. с положительным результатом. Ресурс колесной пары увеличился в 5 раз.
Помимо этого техпроцесс ФАБО апробирован в Германии и России в следующих узлах трения машин и механиз мов:
— цилиндрах двух- и четырехтактных двигателей;
— торцевых поверхностях шатунов;
— поршнях виброгасителей и гидравлических цилиндрах;
— ползунах сцепных муфт;
— упорных кольцах валов водяных насосов грузовиков и тракторов;
— толкателях дизельных двигателей;
— дорожках качения шарикоподшипников и роликоподшипников;
— валах, на которых возникала фреттинг-коррозия в результате виб рации;
— толкателях дизельных двигателей;
— ведомых валах, работающих в подшипниках скольжения гидравлических двигателей.
Эффективность технологического процесса ФАБО
Исследования свидетельствуют, что процесс ФАБО позволяет:
— снизить время приработки деталей в 2-3 раза;
— исключить задиры поверхностей трения деталей;
— повысить несущую способность сочленений;
— защитить поверхности трения от водородного изнашивания;
— снизить температуру трения и продлить период работы узла тре ния при выключении подачи смазки;
— уменьшить коэффициент трения и тем самым снизить потребление топлива двигателями внутреннего сгорания до 3%;
— продлить срок службы подшипников качения до образования усталостных повреждений.
К особенностям процесса ФАБО относятся :
— чрезвычайно низкий расход материала;
— низкий расход механической энергии;
— безвредность для окружающей среды;
— короткая продолжительность нанесения покрытия (несколько секунд и минут)
— стабильное и хорошее качество покрытия;
— замена дорогостоящих способов обработки поверхности;
— экономическая целесообразность при большом и небольшом числе изделий.
Возможность использования метода в технике
— Технологический процесс ФАБО целесообразно использовать с целью повышения ресурса следующих машин и механизмов:
— цилиндропоршневой группы, кривошипно-шатунного и другого механизмов автомобильных, танковых, корабельных двигателей (как основных, так и вспомогательных) и других двигателей (самоходных установок, тягачей, тракторов и др.);
— артиллерийских орудий с целью исключения хромирования и повышения живучести внутренней поверхности ствола;
— узлов трения самолетов (шасси, планера, управления, деталей гидравлической системы, подшипников электродвигателей и др.);
— электрических слаботочных контактов электрооборудования и т.д.
Технологический процесс ФАБО
1. Обезжирить обрабатываемую поверхность (бензин, ацетон…);
2. Интенсивно встряхнуть емкость с технологической жидкостью ФАБО до полного растворения осадка;
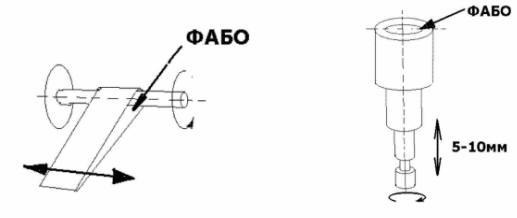
3. Детали вращения (гильзы, клапана, подшипники качения, скольжения, распредвалы, коленвалы и т.д.) рекомендуется обрабатывать на имеющемся технологическом оборудовании (токарный, сверлильный станки, электрическая дрель и т.д.)
3.1.Пример обработки клапана: клапан зажимается в токарном станке, вращается, лентой из плотной ткани (лучше всего фетр) оборачивается деталь и, подавая техжидкость ФАБО, в небольших количествах в зону трения осуществляют возвратно-поступательные движения вдоль детали
3.2.Взаимно сопрягаемые детали (плунжерные пары, форсунки распылителей) возможно, обработать с помощью электрической дрели, на малых оборотах совершая взаимно вращательно-поступательные движения с подачей в зону контакта небольшого количество технологической жидкости ФАБО;
4. После обработки детали необходимо тщательно промыть мыльным раствором и просушить (данный пункт выполнить в обязательном порядке!)
Для увеличения навести курсор.
Рекомендации
Техпроцесс ФАБО носит восстановительный характер работы и используется, только в процессе капитального ремонта изделий. Были испытаны варианты применения на новых подшипниках показавшие высокие результаты, ресурс увеличился в 4 раза, отсутствовал нагрев и задиры на поверхностях трения.
При обработке двигателей внутреннего сгорания были достигнуты следующие результаты:
-ресурс увеличился 2-2,3 раза
-обкаточный период снизился до 100 км
-отсутствовали задиры на поршнях и гильзах
-ресурс коленчатого вала превысил норму в 6 раз
Применение ФАБО совместно с металлоплакирующими присадками позволяет увеличить ресурс двигателя при грамотной эксплуатации до 500 тыс. км без капитального ремонта, но при регулярном применении металлоплакирующих присадок, которые восстанавливают защитную пленку, образованную техпроцессом ФАБО во время эксплуатации.
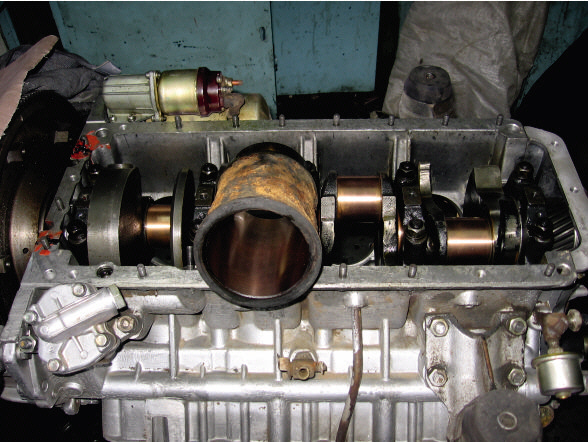
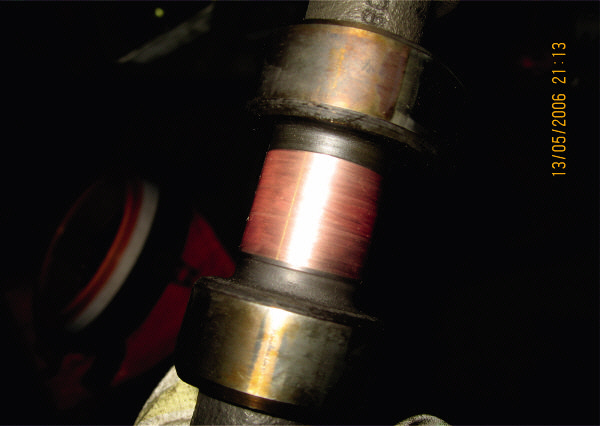
Рекомендуется обрабатывать гильзы поршневых двигателей, шейки коленчатых валов, направляющие и седла клапанов, распредвалы, подшипники качения, шестерни коробок передач, направляющие станков, плунжерные пары топливных насосов, распылители форсунок и т.д.
Для увеличения навести курсор.



ОГРАНИЧЕНИЯ
Обрабатывать техпроцессом ФАБО можно только стальные и чугунные детали.
Не обрабатываются алюминиевые сплавы, хромированные детали, детали покрытые баббитом (вкладыши).
Данный технологический процесс, обеспечивает создание защитных антифрикционных, противозадирных покрытий на всех деталях сопряжений двигателей внутреннего сгорания в процессе его работы. Толщина создаваемых покрытий, в зависимости от зазоров в сопряжениях и нагрузок, саморегулируется.
Применение комплекса позволяет:
— Исключить задиры.
— Снизить расход масла на угар.
— Снизить расход топлива.
— Снизить токсичность выхлопных газов.
— Уменьшить шум и вибрацию.
— Уменьшить пусковой ток.
— Увеличить ресурс двигателя, систематически используя поддерживающие композиты.
— Эксплуатировать двигатель практически без его горячей обкатки.
Финишная антифрикционная безабразивная обработка как технологический метод повышения ресурса двигателя внутреннего сгорания
Изучение вопроса повышения ресурса двигателей внутреннего сгорания (ДВС) в современном машиностроении. Описание метода финишной антифрикционной безабразивной обработки как наиболее доступного для промышленной реализации метода повышения ресурса ДВС.
| Рубрика | Производство и технологии |
| Вид | статья |
| Язык | русский |
| Дата добавления | 30.04.2018 |
| Размер файла | 16,7 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
ФГБОУ ВО МГТУ им. Н.Э. Баумана
Финишная антифрикционная безабразивная обработка как технологический метод повышения ресурса двигателя внутреннего сгорания
кандидат технических наук Бугаев А.М.
кандидат технических наук Игнаткин И.Ю.
двигатель машиностроение антифрикционный безабразивный
В статье дан обзор состояния вопроса повышения ресурса двигателей внутреннего сгорания в современном машиностроении. Рассмотрены как наиболее целесообразные направления, так и перспективные конструкторские, технологические и эксплуатационные методы, позволяющие повысить ресурс ДВС. Представлены наиболее удовлетворяющие описанным условиям методы ФАБО. На основе рассмотренных данных сделан вывод о перспективности использования ФАБО как наиболее доступного для промышленной реализации технологического метода повышения ресурса двигателей внутреннего сгорания.
Ключевые слова: поверхность, покрытия, двигатели, ресурс, смазка, износостойкость, трение.
The article provides an overview of an issue related to the increase of the resource of internal combustion engines in modern engineering. It considers both the most appropriate directions and forward-looking design, technological and operational methods aimed at the increase of the engine resource. It provides the most satisfying FABO methods that correspond to the described conditions. Considered data allowed us to make a conclusion concerning the potential of FABO methods as the most affordable technique for the industrial implementation of the process method in order to increase the resources of the internal combustion engine.
Keywords: surface coating, engines, resource, lubrication, wear resistance, friction.
Тема повышения ресурса машин и механизмов в последнее время неумолимо приобретает все более выраженную актуальность. Практически во всех технически и экономически развитых странах на исследования, направленные на создание способов и технологий восстановления деталей машин, подвергшихся износу, повышение надежности подвижных соединений, снижение интенсивности различных видов изнашивания деталей машин и механизмов, ежегодно тратятся значительные средства.
Указанная ситуация сложилась не только в свете постоянного ужесточения эксплуатационных режимов машин, но и в связи с частым отсутствием обоснованных и подтвержденных объективными критериями методик выбора материалов (как конструкционных, так и смазочных), защитных покрытий и способов обработки для конкретных деталей трибосоединений, работающих в определенных условиях, что особенно странно в свете того, что, как известно, путем повышения качества исполнения взаимодействующих поверхностей деталей пар трения и подбора рациональных материалов и эксплуатационных режимов машин, можно значительно повысить их ресурс.
Ресурс двигателя в целом зависит от износостойкости и работоспособности отдельных составляющих элементов. Для решения задачи увеличения ресурса двигателей необходимо найти способы увеличения ресурса их соединений.
За последние годы машиностроительные заводы проделали большую работу по повышению ресурса и качества изготовления двигателей. Однако в целом их межремонтный ресурс составляет 50…60 % от нормативного [1, С. 12].
Низкий ресурс двигателей приводит к издержкам от простоя тракторов и машин. Ряд авторов объясняют это недостатками технологий изготовления и ремонта, применением некачественных материалов [2, С. 19].
На современной технике различного назначения наиболее часто применяют четырехтактные дизели различных конструкций. Бензиновые двигатели в качестве силовых установок распространены гораздо реже.
Основные трибосопряжения, являющиеся определяющими для ресурсных показателей двигателя, работают в условиях трения скольжения. Ресурсоопределяющими для двигателей считаются сопряжения «гильза цилиндра — поршневое кольцо» и «коленчатый вал — вкладыш», что заставляет производителей обеспечивать ресурс указанных деталей на уровне 70% ресурса ДВС [3, С. 47].
Назначением поршневых колец является уплотнение камеры сгорания и удаление излишков смазочного материала с зеркала гильзы. При больших значениях износов в паре трения «гильза цилиндра — поршневое кольцо» повышается расход масла.
Несмотря на плотное прижатие поршневых колец к стенкам гильзы цилиндра вследствие действия сил упругости и давления газов в процессе работы двигателя, между кольцом и гильзой сохраняется масляная пленка толщиной около 10 мкм, препятствующая сухому трение указанных деталей.
Материалами для изготовления гильз цилиндров ДВС как правило служат специальный или серый чугуны. В целях повышения износостойкости поверхностей трения гильз цилиндров и поршневых колец, их термообрабатывают и покрывают износостойкими покрытиями. Так, например, нанесение хрома на поверхность зеркала цилиндра может в несколько раз повысить его износостойкость. Тем не менее, на практике хромированию, как правило, подвергают только поршневые кольца. Связано это в первую очередь с низкими триботехническими характеристиками пары трения «хром — хром». Основными же материалами для изготовления поршневых колец являются серый чугун и низкоуглеродистые стали, на боковую поверхность которых наносят износостойкие и приработочные покрытия. Маслосъемные, а также нижние компрессионные кольца могут изготавливают из легированных или углеродистых сталей.
Повышение ресурса двигателей возможно путём реализации конструкторских, технологических и эксплуатационных мероприятий
К эксплуатационным мероприятиям относят использование смазочных масел с присадками в начальный период эксплуатации, а также выбор режимов работы двигателя.
К конструкторским мероприятиям можно отнести: выбор материалов пар трения; создание условий для реализации гидродинамического режима смазки; применение геометрической формы деталей, обеспечивающей требуемую механику контакта; поддержание оптимальных температурных режимов в узлах трения и т.д. В настоящее время в данном направлении выполнен ряд важных исследований, приведших к практическим результатам. Так, например, установлено, что при нормальных условиях работы двигателя большинство поршневых колец образуют бочкообразный профиль, обеспечивающий условия гидродинамической смазки. Испытания колец с искусственно закруглённой образующей показали, что их износ до 10 раз меньше износа обычных колец [4, С. 38].
Повышения маслоудерживающей способности и сопротивляемости задиру гильз цилиндров возможно добиться нанесением маслоудерживающего рельефа в виде лунок или канавок вибронакаткой, плосковершинным хонингованием, что обеспечивает увеличение ресурса гильз до 30%. Широкое распространение для предупреждения задиров получили покрытия колец, наносимые химическим и электрохимическим способами: лужение, кадмирование, меднение, фосфотирование, сульфидирование, железнение, пористое хромирование и т.д. Положительным свойством сульфидных покрытий является их способность при трении и износе выделять серу, которая содействует скольжению и предотвращает задиры в условиях граничного трения. Получили распространение молибденовые покрытия на поршневых кольцах, показавшие хорошие противозадирные и износостойкие качества [4, С. 73].
К технологическим мероприятиям относят как повышение точности изготовления и сборки деталей трибосопряжений, так и применение более совершенных способов обработки поверхностей трения. Во втором случае для повышения ресурса гильз цилиндров применяют специальные методы хонингования: плосковершинное, антифрикционно-деформационное, безабразивное. При помощи антифрикционно-деформационного хонингования на поверхности трения получают прочное антифрикционное покрытие из дисульфида молибдена, графита, меди, олова [5, С. 6]. Подобные методы получили называние «Финишная антифрикционная безабразивная обработка» — ФАБО.
Процесс ФАБО заключается в покрытии поверхности трения деталей тонким (до 7 мкм) слоем твердосмазочного материала, придающего им антифрикционные и противоизносные свойства и повышающего контактную жесткость. Поверхности деталей при фрикционно-механическом способе ФАБО обрабатывают как правило инструментом из твердосмазочных материалов с использованием технологических сред, содержащих ПАВ. Структура покрытия, полученного подобным образом, пористая, что способствует удержанию смазочного материала на контактирующих поверхностях.
При ФАБО фрикционно-химическим способом защитная т.н. «сервовитная» пленка образуется в результате физико-химических процессов, происходящих между рабочей средой и обрабатываемой поверхностью при механической активации последней инструментом, причем в качестве инструментальных могут быть использованы и неметаллические материалы. Необходимые для осуществления процесса удельные нагрузки при применении указанного метода значительно меньше, и не превышают 1,0 МПа, а скорость обработки значительно повышается. Данный метод делает возможным получение покрытий с заданной толщиной на различных по форме и размерам деталях.
ФАБО дает возможность повысить износостойкость зеркала гильзы до 2 раз, сократить время приработки, устранить задиры, увеличить ресурс двигателя. Процесс ФАБО не только придает элементам пар трения антифрикционные свойства, но и защищает обработанные поверхности от проникновения водорода, уменьшая водородное изнашивание.
Методы ФАБО не только эффективны для повышения износостойкости поверхностей деталей, но и не требуют применения дополнительного оборудования, то есть практически не увеличивают трудоемкость и себестоимость изготовления и ремонта двигателей, что облегчает их внедрение в производство.
1. Пучин Е.А. Надежность технических систем: учебное пособие для инженерных специальностей вузов / Е.А. Пучин, А.В. Коломейченко, В.Н. Логачев и др. — Орел, Изд-во ОрелГАУ, 2012. — 96 с.
2. Соловьев, А.В. Повышение качества и экономичности обкатки отремонтированных двигателей ЗИЛ-130 с использованием приработочных технологических жидкостей.: дис. … канд. техн. наук: 05.20.03 : защищена 22.03.2001: утв. 27.09.2001 / Соловьев Андрей Валентинович. — М., 2001. — 244 с.
3. Пучин Е. А. Практикум по ремонту машин: учеб. пособие / Е.А. Пучин, В.С. Новиков, Н.А. Очковский и др. ; под общ. ред. Е. А. Пучина. — М. : КолосС, 2009. — 327 с.
4. Стрельцов В. В. Трибологические основы повышения ресурса машин: практикум / В. В. Стрельцов, А. М. Колокатов, И. Л. Приходько, и др. — М.: ФГОУ ВПО МГАУ, 2010. — 168 с.
5. Карпенков В. Ф. Финишная антифрикционная безабразивная обработка (ФАБО) деталей / В. Ф. Карпенков, В. В. Стрельцов, И. Л. Приходько и др. — Пущино: ОНТИ ПНЦ РАН, 1996. — 108 с.
Размещено на Allbest.ru
Подобные документы
Общие сведения о двигателе внутреннего сгорания, его устройство и особенности работы, преимущества и недостатки. Рабочий процесс двигателя, способы воспламенения топлива. Поиск направлений совершенствования конструкции двигателя внутреннего сгорания.
реферат [2,8 M], добавлен 21.06.2012
Описание двигателя внутреннего сгорания как устройства, в котором химическая энергия топлива превращается в полезную механическую работу. Сфера использования этого изобретения, история разработки и усовершенствования, его преимущества и недостатки.
презентация [220,9 K], добавлен 12.10.2011
Рассмотрение термодинамических циклов двигателей внутреннего сгорания с подводом теплоты при постоянном объёме и давлении. Тепловой расчет двигателя Д-240. Вычисление процессов впуска, сжатия, сгорания, расширения. Эффективные показатели работы ДВС.
курсовая работа [161,6 K], добавлен 24.05.2012
Общая характеристика судового дизельного двигателя внутреннего сгорания. Выбор главных двигателей и их основных параметров в зависимости от типа и водоизмещения судна. Алгоритм теплового и динамического расчета ДВС. Расчет прочности деталей двигателя.
курсовая работа [1,5 M], добавлен 10.06.2014
Характеристика дизельного топлива двигателей внутреннего сгорания. Расчет стехиометрического количества воздуха на 1 кг топлива, объемных долей продуктов сгорания и параметров газообмена. Построение индикаторной диаграммы, политропы сжатия и расширения.
курсовая работа [281,7 K], добавлен 15.04.2011







