КЛАССИФИКАЦИЯ ТАБЛЕТОЧНЫХ МАШИН
Основными частями таблеточной машины являются пресс-инструмент, питатель (загрузочное устройство), столешница и привод. Пресс-инструмент представляет собой комплект, состоящий из двух пуансонов и матрицы.
Матрица — стальной диск определенной высоты с цилиндрическим отверстием диаметром от 3 до 25 мм. Сечение отверстия соответствует диаметру изготавливаемых таблеток. Матрицы вставляются в отверстия столешницы — рабочей поверхности таблеточной машины.
Пуансоны — это стержни из хромированной стали, диаметр их чуть меньше диаметра матричного канала, чтобы они могли в них перемещаться. Они входят в отверстия матрицы сверху и снизу и обеспечивают прессование таблетированной массы под действием давления. Нижний пуансон входит в отверстие матрицы на определенную высоту, фиксируя определенное пространство, в которое насыпается таблетированная масса. После этого под заданным давлением в матричное отверстие опускается верхний пуансон и спрессовывает массу. Затем верхний пуансон поднимается, а вслед за ним поднимается и нижний, выталкивая готовую таблетку. Процесс наполнения матрицы таблетируемой массой происходит с помощью загрузочной воронки.
Таблетирование лекарственных веществ производится на кривошипных (КТМ) и роторных (РТМ) таблеточных машинах.
КТМ оснащены одним комплектом пресс-инструмента и являются однопозиционными машинами, в которых таблетки транспортного движения не совершают. Процесс таблетирования на КТМ следующий (рис. 1).
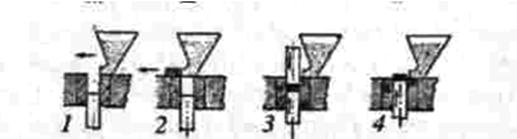 |
Рис. 1. (А). Схема процесса таблетирования на КТМ:
I — исходное положение перед таблетированием; 2 — операция
загрузки матрицы; 3 — операция прессования; 4 — операция
выталкивания таблетки; 5 — операция сбрасывания таблетки
(совмещается с загрузкой матрицы)
Операция загрузки. Загрузочная воронка, передвигаясь по столешнице, занимает положение над матричным отверстием, при этом происходит опускание нижнего пуансона и наполнение канала матрицы таблетируемой массой. Объем матричного канала регулируется положением нижнего пуансона с целью получения таблетки заданной массы.
Операция прессования. Загрузочная воронка возвращается в исходное положение, открывая отверстие матрицы. Верхний пуансон опускается под давлением в матричное отверстие, уплотняя массу до получения прочной таблетки.
Операция выталкивания. Верхний пуансон поднимается вверх, нижний следует за ним и останавливается рабочей поверхностью на уровне столешницы, вытолкнув таблетку.
Операция сброса. Загрузочная воронка, двигаясь к матричной зоне, передней кромкой сдвигает таблетку на край столешницы, откуда она попадает в лоток для сброса. Далее загрузочная воронка занимает положение над матричным отверстием для следующей загрузки, после чего цикл повторяется.
КТМ имеют производительность до 5 тыс. таблеток в час и осуществляют одностороннее прессование, поэтому они используются для предварительных исследований или изготовления небольших партий таблеток.
РТМ — многопозиционные машины, на которых, в зависимости от модели (РТМ-12; РТМ-41), установлены от 12 до 75 комплектов пресс-инструментов, тем самым обеспечивающих производительность до 500000 таблеток в час. Принцип работы РТМ-12 показан на рис. 66 (Б).
 |
Рис. 66 (Б). Схема процесса таблетирования на РТМ-12
Рабочий цикл одного из двенадцати комплектов пресс-инструмента следующий:
1. Нижний пуансон (3) опустился в заданное положение; столешница (4) с матрицей проходят под неподвижным загрузочным устройством (1) — осуществляется загрузка матричного канала (7).
2. Начинается опускание движущегося параллельно верхнего пуансона (2), он попадает под прессующий валик (5), одновременно на нижний пуансон оказывает давление валик (6) — операция прессования.
3. Верхний пуансон поднимается, нижний, несколько приподнимаясь, выталкивает из матрицы таблетку, которая, сталкиваясь с наружной стенкой питательной рамки, отправляется в лоток для сбора — операция выталкивания.
Такое движение последовательно совершают все комплекты пресс-инструмента.
В таблеточных машинах используется объемный метод дозирования. Загрузочное устройство РТМ coстоит из загрузочной воронки — бункера и питателя-дозатора, укрепленных неподвижно на станине машины. Бункер обеспечивает непрерывность потока таблетируемого материала. Для равномерной подачи плохо сыпучих материалов из бункера в питатель первые могут быть снабжены мешалками, шнеками, ворошителями. Питатель-дозатор предназначен для формирования, направления и дозированной подачи таблеточной смеси в зону прессования.
Конструкция питателя должна обеспечивать работу РТМ с высокой производительностью, точность и стабильность массы таблеток, таблетирование материалов с различными свойствами и характеристиками, заполнение матричных отверстий от минимальных до максимальных диаметров, соответствующих размерам таблеток согласно требованиям фармакопеи.
В отечественных РТМ используются питатели-дозаторы: лопастные 2- и 3-камерные и рамочный. Наиболее широко применяются 2-камерные питатели. Высокопроизводительные автоматы, имеющие производительность 300 тыс. таблеток в час и более, оснащены 3-камерными питателями-дозаторами, обладающими наилучшими характеристиками по заполнению матриц РТМ. Стабильность массы таблеток при работе 3-камерного питателя-дозатора объясняется его конструкцией (рис. 9.15), в которой по сравнению с 2-камерными имеется верхняя камера с лопастями загрузочного ворошителя (1), расположенная над двумя нижними камерами с заполняющим (2) и дозирующим (3) ворошителями. Она служит для передачи таблеточной смеси из бункера в камеру заполняющего ворошителя (2) и регулировки его поступления в питатель в зависимости от изменения расхода материала.
Лопастные дозирующие устройства, к которым относятся 2- и 3-камерные питатели, несмотря на преимущества, имеют большую металлоемкость, оснащены индивидуальным приводом, что ведет к повышенному расходу энергозатрат, недостаточно удобны в эксплуатации при смене лекарственных веществ.
Наиболее простым и надежным в эксплуатации является рамочный питатель, но его применение эффективно лишь при прессовании препаратов хорошей и средней сыпучести при скорости вращения ротора до 30 м/мин. В настоящее время создана конструкция рамочного питателя с вибрационной сеткой. Величина сетки выбирается в зависимости от формы и размера гранул, сыпучести таблеточной смеси. Изменяя амплитуду и частоту колебаний вибросетки, можно добиться высокой точности массы таблетки на всех режимах работы РТМ при сохранении всех положительных эксплуатационных характеристик рамочного питателя.
ЗАКЛЮЧЕНИЕ
Одной из основных операций при приготовлении таблеток является прессование. Операция прессования заключается в двухстороннем сжатии материала, находящегося в матрице, с помощью верхнего и нижнего пуансонов.
Для прессования лекарственных порошков и гранул в Украине и странах СНГ используют ротационные таблеточные машины (РТМ), на которых технологический цикл состоит из ряда последовательных операций: заполнение матриц таблетируемым материалом, собственно прессование, выталкивание и сбрасывание таблеток.
Специфика требований, предъявляемых к фармацевтическим таблеткам, заключается в приготовлении таблеток, обладающих определенной прочностью, распадаемостью и способностью растворяться при контакте с водой или другой жидкой средой в заданный период времени, который гарантирует их биологическую доступность и заданный терапевтический эффект.
Для прессования лекарственных порошков и гранул применяют таблеточные машины. Основным рабочим узлом таблеточных машин является пресс-инструмент, состоящий из матриц и пуансонов.
СПИСОК ЛИТЕРАТУРЫ
1. Ажгихин И.С. Технология лекарств. 2-е издание перераб. и дополн. — М.: Медицина, 1980
2. Государственная фармакопея Российской Федерации XIII издания [Электронный ресурс]
3. Приказ министерства промышленности и торговли РФ 14.06.2013г. № 916 «Об утверждении правил организации производства и контроля качества лекарственных средств».
4. Грецкий В.М. Руководство к практическим занятиям по технологии лекарств. М.: Медицина, 1984
5. Грядунова Г.П., Козлова Л.М. Руководство к лабораторным занятиям по заводской технологии лекарственных форм. М.: Медицина, 1986
6. Иванова Л.А. Технология лекарственных форм: учебник в 2-х т. / Л.А. Иванова. — М.: Медицина, 2009.
7. Кондратьева Т.С. Технология лекарственных форм. М.: Медицина, 1991 —
8. Краснюк И.И. Фармацевтическая технология. Технология лекарственных форм : под ред. И. И. Краснюка, Г. В. Михайловой. — М. : ГЭОТАР-Медиа, 2011.
9. Краснюк И.Н. Фармацевтическая технология: Технология лекарственных форм. М.: Издательский центр «Академия», 2004.
10. Милованова Л.Н. Технология изготовления лекарственных форм. Ростов на Дону: Медицина, 2002.
Таблеточные машины и таблетирование
Для таблетирования фармацевтических препаратов, как уже указывалось, используются кривошипные (КТМ) и роторные таблеточные (РТМ) машины. Длительное время на отечественных заводах применялись таблеточные машины заграничных фирм «Килиан» (ФРГ), «Стокс» (США), «Манести» (Англия) и др. В настоящее время Жда-новским заводом технологического оборудования (Министерства медицинской промышленности СССР) освоено серийное производство обоих типов таблеточных машин отечественной конструкции.
Пресс-инструмент таблеточных машин
Под пресс-инструментом таблеточных машин понимается комплект, состоящий из двух пуансонов и матрицы.
Матрица. Матрица представляет собой стальной диск, в котором просверлено цилиндрическое отверстие диаметром от 3 до 25 мм. Сечение отверстия равно диаметру таблетки. Матрицы большей частью делаются круглыми и вставляются в соответствующее отверстие столешницы- рабочей поверхности. С целью увеличения производительности матрицы могут быть двух- и трехгнездными.
Пуансоны — это стержни из хромированной стали. Диаметр их чуть меньше диаметра матричного канала, чтобы они могли в нем перемещаться. Прессующие поверхности пуансонов делаются плоскими или вогнутыми (разного радиуса кривизны), гладкими или с поперечными бороздками (насечками) или с выгравированной надписью. Пуансоны различаются по способу их соединения с толкателем (ползуном): они могут быть цельные или сборные (рис. 134). В цельном варианте пуансон выполняется заодно с толкателем. Способы крепления пуансонов к толкателю в разъемном пресс-инструменте в машинах разных фирм неодинаковы.
Цельный пуансон более прост в изготовлении, но в эксплуатации более дорог, так как долговечность пуансона значительно меньше, чем толкателя, а при износе или поломке пуансонов выбрасывается и толкатель. Насколько существен вопрос о пресс-инструменте, можно судить хотя бы но тому, что стоимость полного комплекта пресс-инструмента для современной многопозиционной РТМ составляет до 20% стоимости всей машины. В отечественных РТМ для изготовления пресс-инстру-

мента используется сталь Х12М, которая содержит молибден, придающий стали большую износостойкость.
Кривошипные таблеточные машины
КТМ являются однапозиционными машинами, в которых при выполнении основных операций объект обработки (таблетки) транспортного Движения не совершают. Каждую операцию технологического цикла выполняет отдельный исполнительный механизм: механизмы за-

грузки (дозирования), прессования, выталкивания. Для КТМ также характерно, что все таблетки производятся на одном комплекте пресс-инструмента.
Основной моделью КТМ отечественного производства является машина ТП-1М. Общий вид ее представлен на рис. 135, а кинематическая схема — на рис. 136.
От электродвигателя / через систему зубчатых колес приводится во вращение коленчатый распределительный вал 2. От последнего получают движение кривошипно-ползунный механизм 3 (механизм прессования), кулачки 4 механизма выталкивания и кулачки 5 механизма питания (загрузочная воронка). С ползуном 6 кривошипного механизма соединен верхний пуансон 7. При движении вниз пуансон входит в матрицу 8, установленную в столешнице машины. Для изменения глубины захода верхнего прессующего пуансона в матрицу длина шатуна делается регулируемой.
Кулачок механизма выталкивания с помощью штанги 9 поднимает ползун 10 с укрепленным в нем нижним пуансоном // и выталкивает таблетку из матрицы. Профиль кулачка обеспечивает подъем таблетки со скоростью меньшей, чем скорость подъема верхнего прессующего пуансона. В верхнем положении нижний пуансон выходит точно на уровень среза матрицы, чем обеспечивается полная выпрессовка (выталкивание) таблетки. Кулачок 5 механизма дозирования через рычажную систему перемещает загрузочную воронку 12 по поверхности столешницы в зону матричного отверстия. Профиль кулачка в положении питателя над матрицей обеспечивает некоторое его встряхивание. КТМ имеют маховик, функцией которого является не только поддержание средней скорости вращения распределительного вала с заданной неравномерностью, но и аккумулирование энергии на участках цикла, где технологические сопротивления не преодолеваются, с отдачей ее при выполнении самой тяжелой операции — прессовании.
Процесс таблетирования на КТМ складывается из следующих трех операций (рис. 137).
Операция загрузки (дозирования). В процессе работы КТМ она же является операцией сброса отпрессованной таблетки. После того как загрузочная воронка, столкнув таблетку становится в положение над матрицей, происходят опускание нижнего пуансона и наполнение канала матрицы таблетируемой массой. Ход вниз нижнего пуансона регулируется. Его конечным положением определяется объем дозы таблетируемой массы.
Операция .прессования. Загрузочная воронка отходит в сторону, открывая отверстие заполненной матрицы. Верхний пуансон, находившийся до этого в крайнем верхнем положении, опускается и с силой входит в матричное отверстие, уплотняя массу до получения прочной таблетки.
Операция выталкивания (выпрессовки). Верхний пуансон поднимается вверх, а нижний следует за ним и останавливается точно на уровне среза матрицы. Загрузочная воронка движется к матричной зоне.
Далее загрузочная воронка, подойдя к матричной зоне, своей передней кромкой сдвигает вытолкнутую таблетку на край столешницы, откуда та попадает в лоток, а сама своим устьем накрывает матрицу для новой загрузки, после чего цикл начинает повторяться и т. д.
КТМ отечественной конструкции (ТП-1М) имеют производительность при одногнездном пресс-инструменте до 4800 шт. в час. Размер таблеток 12 мм, глубина заполнения матрицы 15 мм, усиление прессования 1,7 т/с. Машина рассчитана на одностороннее прессование. Однако имеются конструкции КТМ, позволяющие осуществлять двустороннее прессование. Последнее достигается обычно путем применения так называемой плавающей матрицы. В этом случае столешница, в которой закреплена матрица, установлена на пружинах. Нижний пуансон при Прессовании остается неподвижным. Перемещается только верхний пуансон, и в ту же сторону смещаются столешница с матрицей.
Роторные таблеточные машины
РТМ являются многопозиционными машинами, в которых основные и вспомогательные операции технологического цикла выполняются при непрерывном транспортном перемещении таблеток. В связи с этим в РТМ применяется до нескольких десятков комплектов пресс-инструмента, с помощью которых одновременно, но на разных фазах осуществляется процесс таблетирования.
Принцип работы РТМ показан на рис. 138 (схема отечественной 12-пуансонной машины РТМ-12). Проследим за движением одной из матриц (находящейся под воронкой).
1. Нижний пуансон 3 опустился в точно обусловленное положение. Верхний пуансон 2 в это время — уже в самое верхнее положение, поскольку матричное отверстие 7 подошло под воронку 1 (операция загрузки).
2. Как только матрица (с заполненным гнездом) прошла воронку вместе с вращением столешницы 4, начинается постепенное опускание верхнего пуансона. Достигнув противоположной стороны, он сразу же попадает под прессующий валик 5. Одновременно на нижний пуансон оказывает давление валик 6 (операция прессования).
3. После прохода между валиками верхний пуансон начинает подниматься. Нижний пуансон также несколько приподнимается и выталкивает таблетку из матрицы. С помощью ножа (скребка) таблетка сбрасывается со столешницы — операция выталкивания (выпрессовки) таблетки.
Такое движение последовательно совершают все пресс-инструменты (матрица и пара пуансонов). Для того чтобы обеспечить пуансонам должное движение, к их рукояткам (которые здесь называются ползунами), приделаны ролики, с помощью которых они ползут (катятся) по верхним и нижним копирам (направляющим). Схема движения представлена на рис. 139. Во время операции загрузки ролик верхне-


го ползуна с пуансоном находится на высшей точке верхнего копира (над воронкой). Далее он скользит вниз по наклонной копира, пуансон касается матричного отверстия, погружается в него и сдавливает материал. Давление нарастает и достигает максимума в тот момент, когда ролик ползуна окажется под давлением валика (операция прессования). После этого ролик с пуансоном начинает подниматься вверх по копиру и достигает максимума. В это время нижний ползун совершает следующие движения. В стадии загрузки его ролик подпирается валиком, регулирующим объем матричного отверстия. После этого нижний ползун движется по прямому копиру. В стадии прессования его ролик приподнимается давильным валиком, благодаря чему нижний шуансон со своей стороны оказывает давление на материал. Далее копир идет несколько вверх, в результате чего нижный пуансон выталкивает таблетку (операция выталкивания). После этого вследствие, опускания копира нижний пуансон также опускается вниз и все повторяется сначала.
РТМ могут иметь в роторе от 12 до 55 матриц (позиций). Помимо того, они могут быть однопоточными (с одной загрузочной воронкой) и двухпоточными (с двумя загрузочными воронками). В последнем случае весь производственный цикл заканчивается за пол-оборота ротора. В результате резко повышается производительность РТМ.
Такой высокопроизводительной машиной является, в частности, последняя отечественная конструкция РТМ-41, которая явлется двухпоточ-ной машиной» имеющей 41 гнездо (позицию). Производительность РТМ-41 при одногнездном пресс-инструменте достигает 204 000 шт. в час. Диаметр таблетки до 16 мм, глубина наполнения 18 мм, усилие прессования 6 т/с.
РТМ-41 (и ее вариация РТМ-2 MB) стали основным ведущим оборудованием в таблеточных цехах отечественных химико-фармацевтических заводов. Они позволяют получать таблетки из сыпучих материалов, обладающих различными физическими и технологическими свойствами.
Еще более скоростной машиной является РТМ-55, рассчитанная на выпуск таблеток диаметром до 7 мм. Ее производительность может достигать 448 000 шт. в час, скорость вращения ротора 17-68 об/мин.
Поскольку в РТМ давление двустороннее и нарастает (снимается) постепенно, таблетки получаются высокого качества. Эти машины работают равномерно, не пылят. В загрузочной воронке может быть установлена мешалка. Вращающийся ротор допускает установку приспособлений для опудривания матричного отверстия перед загрузкой, а также после нее (для опыливания поверхности заполненной матрицы). В некоторых конструкциях имеются щеточные обтирающие или очищающие приспособления, обеспечивающие чистоту пуансонов.
Эксплуатация таблеточных машин и пресс-инструмента
Хотя РТМ в техническом отношении далеко превосходят КТМ, их применение ограничивается только производствами крупного заводского масштаба. Они сложны, требуют большого количества запасных поршней и матриц, более трудны в смысле подготовки к прессованию и чистка более трудоемка. Ротационные машины рентабельны лишь при массовом производстве, полностью исчерпывающем их производительность. В условиях фармацевтических фабрик более целесообразны КТМ. Несмотря на некоторые недостатки, они полностью обеспечивают потребность мелкосерийных производств и в эксплуатационном отношении несравненно проще. Кроме того, поскольку в КТМ используется только один комплект пресс-инструмента, колебания в массе отдельных таблеток меньше, чем при прессовании на РТМ. Большой разброс в отклонениях массы от номинала в РТМ обусловливается тем, что при использовании десятков комплектов пресс-инструмента полная тождественность последних трудно достижима.
Перед прессованием любая таблеточная машина должна быть тщательно выверена и отрегулирована. Затем проводят пробное таблети-рование (пуская машину вручную), в результате которого добиваются необходимой массы таблеток, должной прочности и раопадаемости, а также устранения внешних изъянов таблеток. Если, например, таблетка выталкивается с поврежденной или неровной поверхностью, это указывает, что масса сильно прилипает или недостает скользящих веществ, или прессующие поверхности недостаточно гладки. Если у таблетки имеются кромки, то мал диаметр пуансона. Если поверхность таблетки сбита, то нижний пуансон поднимается недостаточно высоко. Если таблетки при выбрасывании рассыпаются, то либо давление слишком мало, либо (что значительно хуже) в массе мало связывающих веществ. Расслаивание таблеток свидетельствует о слишком высоком давлении или о том, что гранулят слишком сух.
Первые таблетки обычно запачканы машинным маслом, поэтому их отбрасывают. Только после устранения всех недостатков можно начинать серийное таблетирование. Особенно бережного отношения к себе требует пресс-инструмент. В отдельных руководствах его даже сравнивают с отношением хирурга к операционным инструментам.
Многочисленные наблюдения за эксплуатацией пресс-инструмента показывают, что в первую очередь изнашивается матрица. Скорость ее износа в 3-4 раза выше скорости износа нижнего пуансона; верхний пуансон изнашивается в меньшей степени, чем нижний. В матрице износ локализуется в основном в зоне прессования. Очень важно, чтобы зазор между стенками пуансона и матрицы был минимальным. Попадание сыпучего материала в зазоры может приводить к заеданию толкателей и поломке пресс-инструмента.







